
Abstract
Magnesium phosphate cement (MPC), possessing the characteristics of fast setting and early strength, but has the disadvantages of poor toughness and easy cracking. Our previous studies found that these shortcomings could be improved by adding coir fiber (CF). In practical projects, chances are that CF-MPC might work in watery environment like rainy day. Therefore, it is important to understand the effect of water on the properties of CF-MPC. This paper was then committed to investigate the effect of water immersion on the bending performance of CF-MPC. A three-point bending test was employed to capture the flexural strength, flexural stiffness, and toughness of MPC with different CF contents cured in air and water respectively. The results demonstrated that CF-MPC cured in water and in air displayed a similar failure mode. Specimens’ failure mode varied from brittle failure to ductile failure with CF content increasing. Moreover, the first and second peak loads of specimen load-displacement curves gradually decreased as the water curing time increased. The flexural strength dropped, different from the performances observed in specimens cured in air. But when CF content was smaller than 3%, this flexural property deterioration of specimens in water was relieved as CF content increases.
Introduction
Magnesium Phosphate Cement (MPC), a new type of Phosphate construction repair material, is made of Phosphate, dead burned magnesium oxide (MgO), borax and other chemical materials according to a certain mixture ratio. With its advantageous properties of early strength, fast hardening, high strength, dry shrinkage, high bonding performance and excellent durability (Qiao et al., 2010; Qian et al., 2014; Fan and Chen, 2015), it has a wide application potential in many construction sites, such as the rapid repair and reinforcement of concrete structures of Bridges, tunnels, and concrete pavements, as well as the rush repair and construction of runways in military projects and airports (Mechtcherine, 2013; Park et al., 2016). However, due to the influence of MPC’s own disadvantages of high brittleness, poor toughness, and high potential of cracking, it is necessary to modify and improve MPC performance by adding fibers to share the partial load of MPC and to take advantage of the bridging effect of fibers to block the crack propagation. Generally, artificial fibers such as steel fiber, polypropylene fiber, basalt fiber, glass fiber, and carbon fiber are added to MPC to enhance the toughness of MPC (Feng et al., 2022; Ahmad and Chen, 2018; Dong et al., 2021; Qin et al., 2018; Feng et al., 2021a). Although the addition of the above artificial fibers can effectively improve the performance of MPC, problems still exist. For example, the production of steel fiber is accompanied with high energy consumption, carbon emission and production cost; Irritating harmful gas tends to be emitted in the production process of Synthetic polymers such as polypropylene and polyethylene fiber; Glass fiber might be inhaled in lung, increasing the probability of cancer and other issues, with no effective solutions found yet (Pacheco-Torgal and Jalali, 2011). Meanwhile, the generated high energy consumption in the production of this artificial fiber and in the process of waste material handling, is not conducive to environmental protection (Ahmad et al., 2019). Coir fiber (CF), as a kind of natural plant fiber, contrary to artificial fibers, has the advantages of high degradability, renewability, low cost and environmental friendliness (Lecompte et al., 2015; Shravan Kumar et al., 2021). Compared with other natural plant fibers, it presents better physical and mechanical properties of low density, better ductility and high toughness (Wang and Huang, 2009; Karimah et al., 2021; Rahman and Khan, 2007). In our previous studies (Jiang et al., 2020; Zhang et al., 2020a; Zhang et al., 2020b), coir fiber was mixed into MPC to prepare coir fiber magnesium phosphate cement (CF-MPC), and relevant experimental studies were conducted on the common mechanical properties of CF-MPC. It was found that the incorporation of coir fiber could effectively improve the flexural strength, deformation capacity and bending toughness of MPC, therefore improving the poor toughness and easy cracking of MPC.
Rainy weather is an unavoidable occurrence for CF-MPC in practical engineering applications, which requires CF-MPC of strong water resistance. Whereas, the current research on water resistance of different fiber reinforced MPC materials, mainly focuses on synthetic fiber reinforced MPC materials, such as Dong et al. (2021) studied the water resistance of polyvinyl alcohol fiber reinforced MPC materials, Feng et al. (2021)b examined the steel fiber reinforced MPC materials, Fang et al. (2018) and Feng et al. (2021) tested the glass fiber reinforced MPC materials, while Ahmad and Chen (2020) researched on the basalt fiber reinforced MPC materials. There are few studies on the water resistance of CF-MPC, since water immersion has a greater impact on CF than on synthetic fiber. In order to ensure the reasonable application of CF-MPC in practical engineering, this paper studied the water resistance of CF-MPC specimens through static three-point bending test and microscopic mechanism analysis, and analyzed the failure mode of CF-MPC immersed in water according to the surface failure section diagram of MPC three-point bending test under different curing environments, different ages and different CF contents. According to the load-displacement curve and the flexural strength of MPC, the load-displacement law and the flexural strength change law of CF-MPC under water were analyzed. The microscopic mechanism of CF-MPC was analyzed by curing solution and sample sampling. According to the changes of pH value and ion concentration (magnesium ion and potassium ion) of CF-MPC curing solution under different curing times, the dissolution changes of CF-MPC components in the curing process were analyzed. According to the XRD test and SEM test, the hydration composition and microstructure of CF-MPC during curing in air and water were analyzed respectively.
Experimental programs
Test specimens
The CF-MPC specimen in this test is mainly used for static three-point bending test, so the size of the specimen is 40 mm ×40 mm ×160 mm, with CF content of 0%, 1%, 2%, 3% and 4% respectively. The specimens were divided into three major groups according to the curing days of 7 d, 28 d and 60 d, and then subdivided into two groups according to the two curing environments of water conservation and air conservation for specimens in each major group. Finally, each group was further divided into five subgroups according to the fiber content, with three specimens in each final group and numbered as A-CF0-T7-1 and W-CF0-T7-1, etc. (A is for air conservation, W is for water curing, CF is for coir fiber content, and T is for time). The specimens and its curing in air and water as shown in Figure 1. Specimens and test setup (Unit: mm).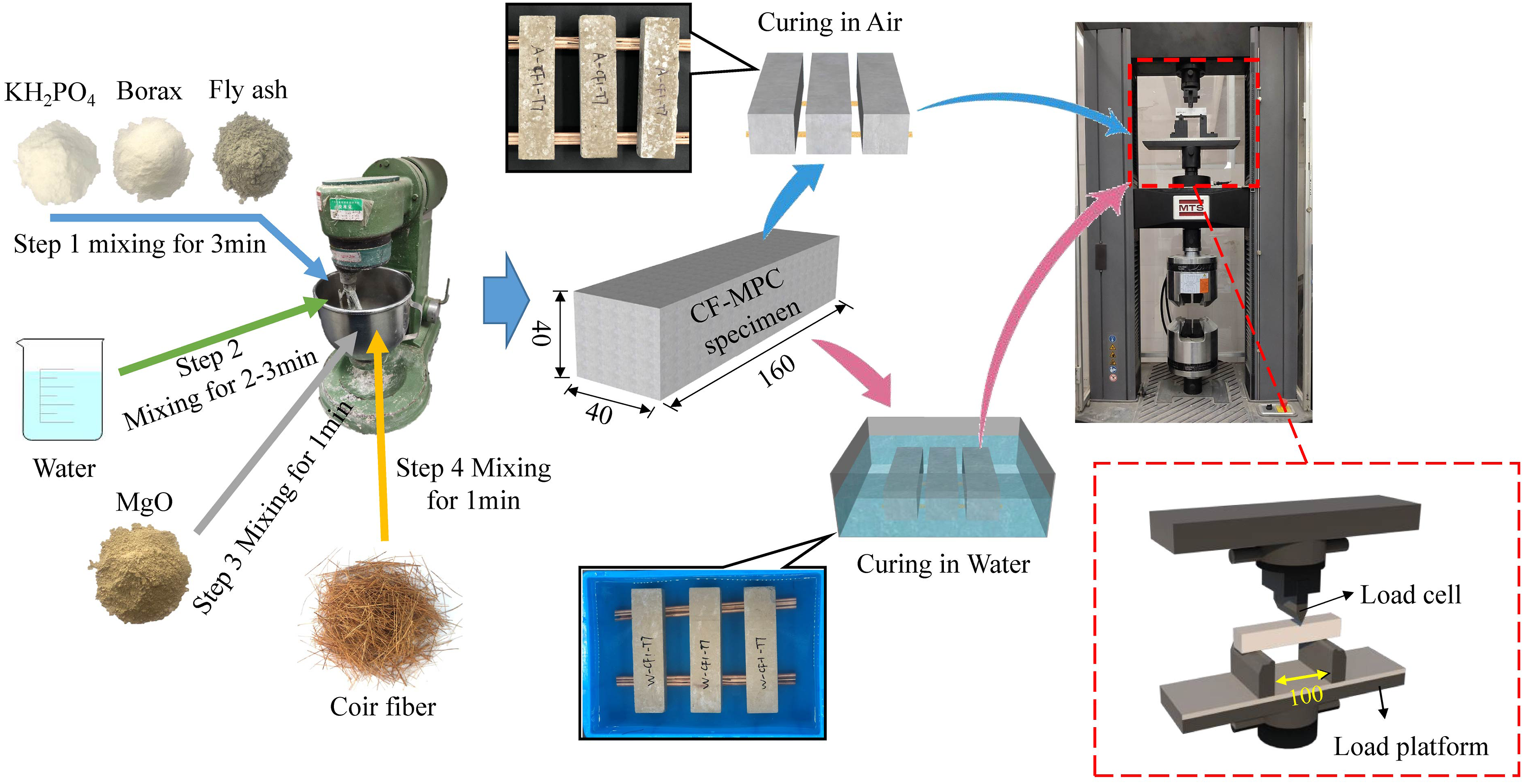
The preparation process of the specimen is shown in Figure 1. Firstly, potassium dihydrogen phosphate (KH2PO4), borax and fly ash (FA) were poured into the cement slurry mixer and stirred for 3 minutes to get the evenly mixed powder. Then, the mixed powder was added by water and continued to be stirred for 2–3 minutes, and magnesium oxide (MgO) was later added and stirred at low speed for 1 minute. Weighed CF with a length of 2 cm was added and the final mixture was stirred at high speed for 1 minute to fully react the MPC slurry. Next, the mixed MPC slurry was injected into the mold, and rested for a full curing (approximately 30–60 minutes later), before the specimen was released from the mold. Finally, the specimens were placed in air and water for a curing time for 7 d, 28 d, and 60 d, respectively.
Material properties
MPC mix proportion parameters.
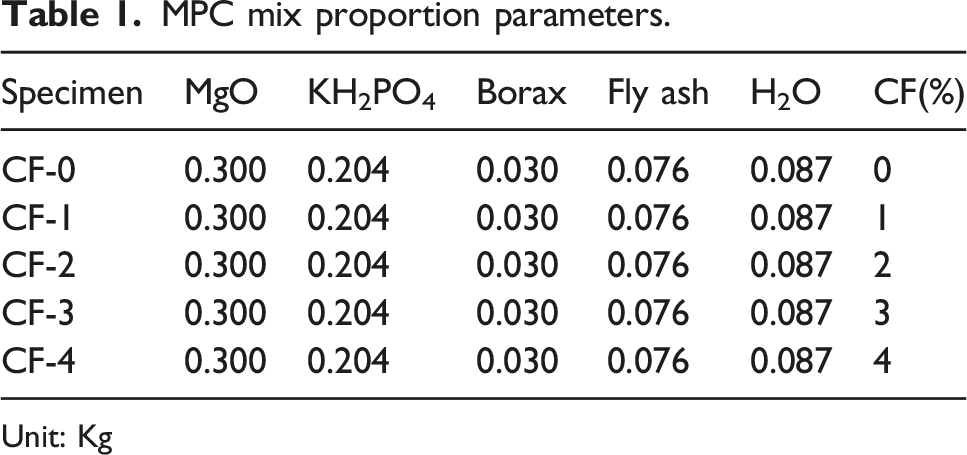
Unit: Kg
Physical and chemical properties of MgO and fly ash.

Unit: %
CF performance parameters.

Test setup
This test is mainly composed of two parts, the three-point bending test and microscopic analysis test, among which the microscopic analysis test includes ion concentration analysis, hydration composition analysis, and microstructure analysis.
When the specimens were cured to 0d, 1d, 3d, 7d, 14d, 21d, 28d and 60d, 5 ml specimen curing solution was put into the centrifugal tube, and the PH, Mg2+ and K+ concentrations of the solution were measured by benchtop pH meter and ion concentration meter. The specimens were cured for 7d, 28d and 60d in different curing environments. After three-point bending mechanical tests, specimens were immersed in anhydrous ethanol for 24–72 hours to terminate the continuous reaction of MPC. Later the specimens were dried in the air blast drying oven for 48 hours, and the sample powder with particle size less than 0.045 mm was then prepared with mortar and sieve for X-ray powder diffraction analysis. At the same time, some specimen was broken to 1 cm2, fixed with conductive adhesive and put into the multi-functional ion thin reducing instrument for vacuum pumping gold spraying pretreatment. The microstructure was observed by scanning electron microscope.
Figure 1 shows the schematic diagram of three-point bending test loading, which was carried out on a 30-ton universal testing machine. The specimen was placed on the support, the molding facing backwards to avoid the adverse impact from the upper and lower fixtures on the specimen. Loading is performed in accordance with China’s “Fiber Concrete Test Method Standard”, in which the test loading rate is 1.0 mm/min, and the test will be terminated when the residual load of the specimen reaches 10% of the peak load. During the test, the load-displacement curve of the specimen was recorded by the testing machine, and the loading process was recorded by a high-definition camera. The calculation formula of flexural strength of specimens measured by three-point bending test is shown in equation (1).
In this experiment, the retention rate of flexural strength was used to characterize the water resistance strength of CF-MPC in bending mechanics. The retention rate of flexural strength is calculated by equation(2).
Dissolve situation
CF-MPC is mainly composed of MgKPO4·6H2O (a product of hydration reaction), MgO (functioned as the frame of MPC) and other components, such as unreacted phosphate. In the water curing process of CF-MPC, as the specimen curing time increases, the specimen will dissolve in the water due to the chemical properties of specimen components. Meanwhile, a series of hydrolysis reaction and ionization reaction in the solution, brings about not only the change of the PH value, but also the shift of the ion concentration in the curing solution.
By sampling in the curing box solution, the changes of potassium ion concentration and magnesium ion concentration in the solution with the curing time are shown in Figure 2. As the Figure suggest, magnesium ion concentration increased first and then slowed down to about 9 mg/L, and potassium ion concentration rapidly boosted to about 3500 mg/L at first and then slowly climbed up to about 4100 mg/L, the potassium concentration much higher than the magnesium concentration. The reason for the rapid increase of Mg ion concentration is that KH2PO4 dissolves in water and produces H ion, as shown in Figure 3, and that MgO and H ion react together to generate Mg ion, as shown in Figure 3. The subsequent decrease of Mg ion concentration is because Mg ion react with K ion and HPO4 ion to generate MgKPO4·6H2O. With the increase of CF fiber content, the K ion concentration rose gradually, resulting in a larger final K ion concentration. This is mainly because the higher the CF fiber content is, the lower the compactness of the overall structure would be, and the more easily the unreacted KH2PO4 and MgKPO4·6H2O would be hydrolyzed. The growth rate of K ion is fast before the curing days of 7 days, mainly because the unreacted KH2PO4 and other impurities containing K as shown in Table 2 are dissolved in water. Meanwhile K ion grows slowly at a large value during the curing days of 7 days to 60 days, mainly because that at this time, the increased K ion concentration of K ion is mainly obtained by the hydrolysis of the remaining KH2PO4 and the generated MgKPO4·6H2O as shown in Figure 3. Other K-containing impurities dissolved in water is another reason why the concentration of potassium ion is much higher than that of magnesium ion. ion concentration and pH value. (a) Mg2+ concentration; (b) K+ concentration; (c) pH value. material dissolution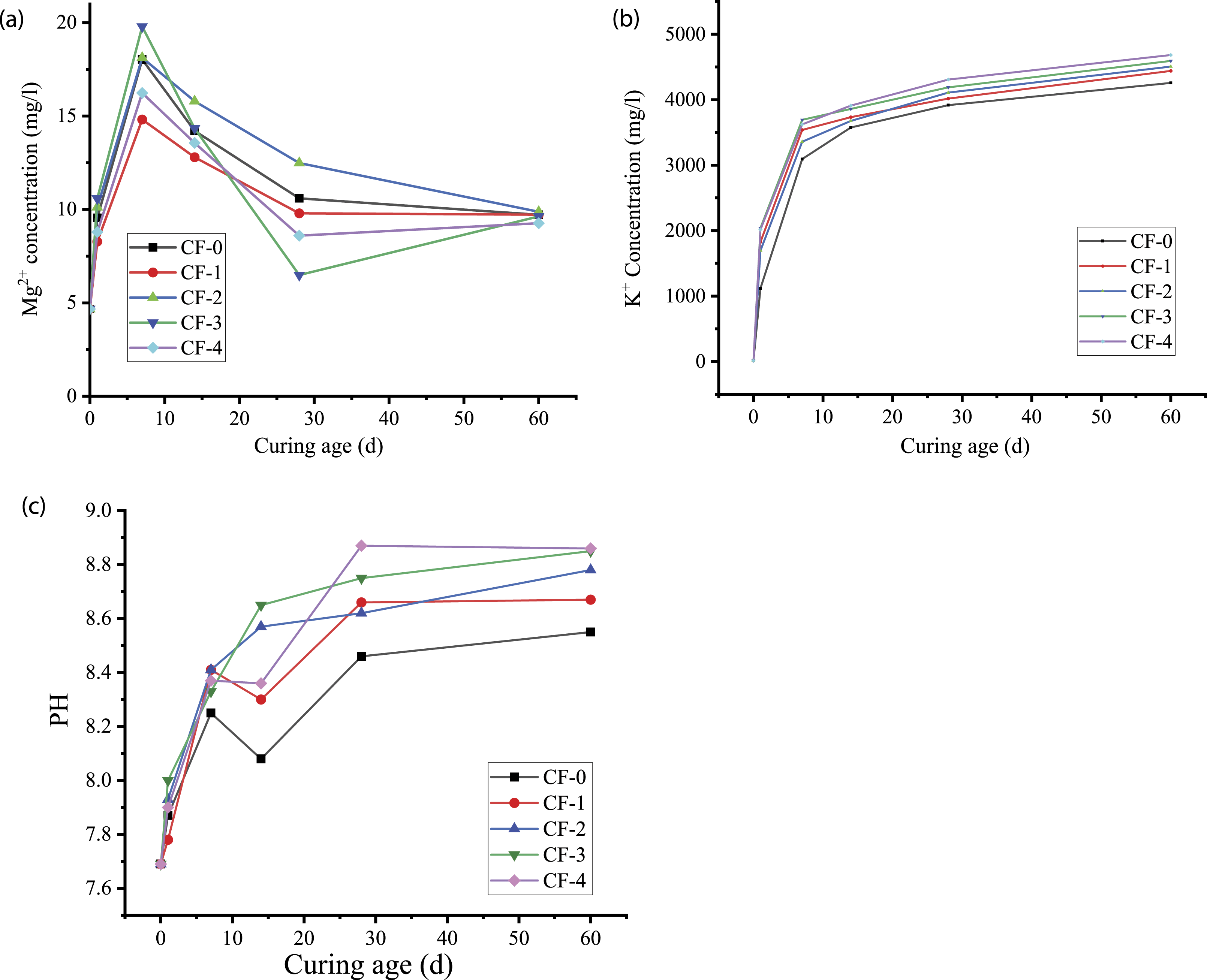
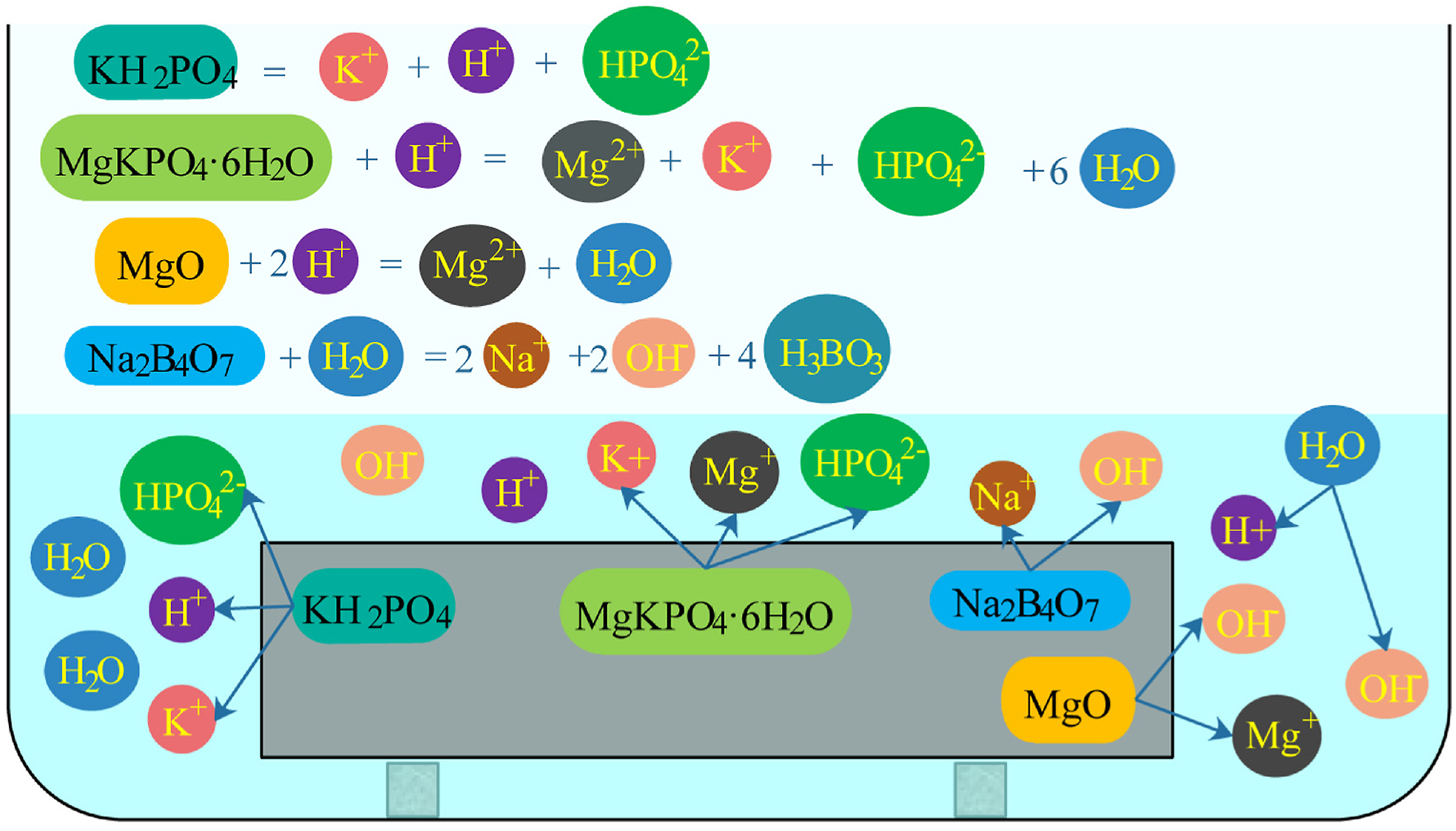
Figure 2 (c) shows the change of solution PH in the curing tank. The change of solution PH increased with the increment of curing time for the specimen in water, and finally remained at about 8.7, indicating that the water was weakly alkaline, or close to neutral, which met the curing standard. In general, the solution PH increased with the expanding of curing time for the specimen in water. This is due to the continuous dissolution of HPO42- and MgO in the specimen, even Na2B4O7 dissolves in water, as shown in Figure 3, resulting in alkaline water in the solution. At the same time, the higher the fiber content, the worse the microstructure, which leads to the dissolution of various substances from the matrix into the water more easily. Therefore, the higher the fiber content in the later stage, the higher the PH. The reaction slowly forms a dynamic equilibrium in the water. The reaction rate slowly decreases until finally reaches its equilibrium, with no change in PH value. Among them, the PH value of 0% and 1% mixtures showed a sudden decrease, mainly because the H ions produced by hydrolysis of KH2PO4 did not react with MgO, but H ions produced by hydrolysis of KH2PO4 in other CF-MPC joined the reaction with MgO, therefore presenting no sudden decrease.
Analysis of hydration composition and microstructure
Hydration composition
Figure 4 shows the XRD patterns of CF-MPC under different curing environments, different curing ages and different CF contents. It can be seen from the Fig. that the main components of CF-MPC are MgKPO4·6H2O and MgO. The diffraction peak angles of MgKPO4·6H2O are mainly in the range of 15∼22 and 27∼35, and the diffraction peak angles of MgO are mainly around 37, 43, 63, 75 and 80, indicating that the diffraction Angle range of the two curing modes is generally similar. CF-MPC XRD Spectra. (a) 7 d water curing; (b) 7 d air curing; (c) 28 d water curing; (d) 28 d air curing; (e) 60 d water curing; (f) 60 d air curing.
As the strength of MPC itself is mainly determined by the ratio of MgKPO4·6H2O and MgO, the mass ratio of MgO and MgKPO4·6H2O is obtained through quantitative analysis of XRD data, as shown in Figure 5. With the prolongation of curing age, the mass ratio of MgO and MgKPO4·6H2O of CF-MPC cured in water decreases continuously, and it decreases additionally with the increase of CF fiber content. The main reason is that the MgO of CF-MPC cured in water is in continuous lost as shown in Figure 2(a), while the total amount of MgKPO4·6H2O in the matrix still increases due to the low solubility of MgKPO4·6H2O as shown in Figure 4. In addition, the higher the fiber content, the more KH2PO4 will be dissolved, the more H ions will be generated, and the more H ions will react with MgO as shown in Figure 3. During air curing, the mass ratio of MgO and MgKPO4·6H2O in CF-MPC is close to 0.6 when it reaches the ideal hydration degree, and the ratio of MgO/MgKPO4·6H2O content in CF-MPC during air curing gradually decreases with the increase of curing time, as shown in Figure 5. Meanwhile, with the augment of fiber content, the ratio of MgO/MgKPO4·6H2O increases, because the incompletely reacted substance in the test specimen is still undergoing slow hydration reaction, consuming MgO to generate MgKPO4·6H2O. The mass ratio of MgO and MgKPO4·6H2O of CF-MPC cured in water is lower than that of air cured, because MgO cured in water is lost in water, while MgO cured in air only undergoes hydration reaction to generate MgKPO4·6H2O, the diffraction peak area of MgO cured in water is lower than that cured in air as shown in Figure 4. The overall quantity of MgO and MgKPO4·6H2O in water curing is much lower than that in air curing, which is also the reason why the closer the MgO and MgKPO4·6H2O mass ratio of air-cured CF-MPC is to 0.6, the higher the strength is, and the lower that of water-cured CF-MPC is. Mass ratio of MgO and MgKPO4·6H2O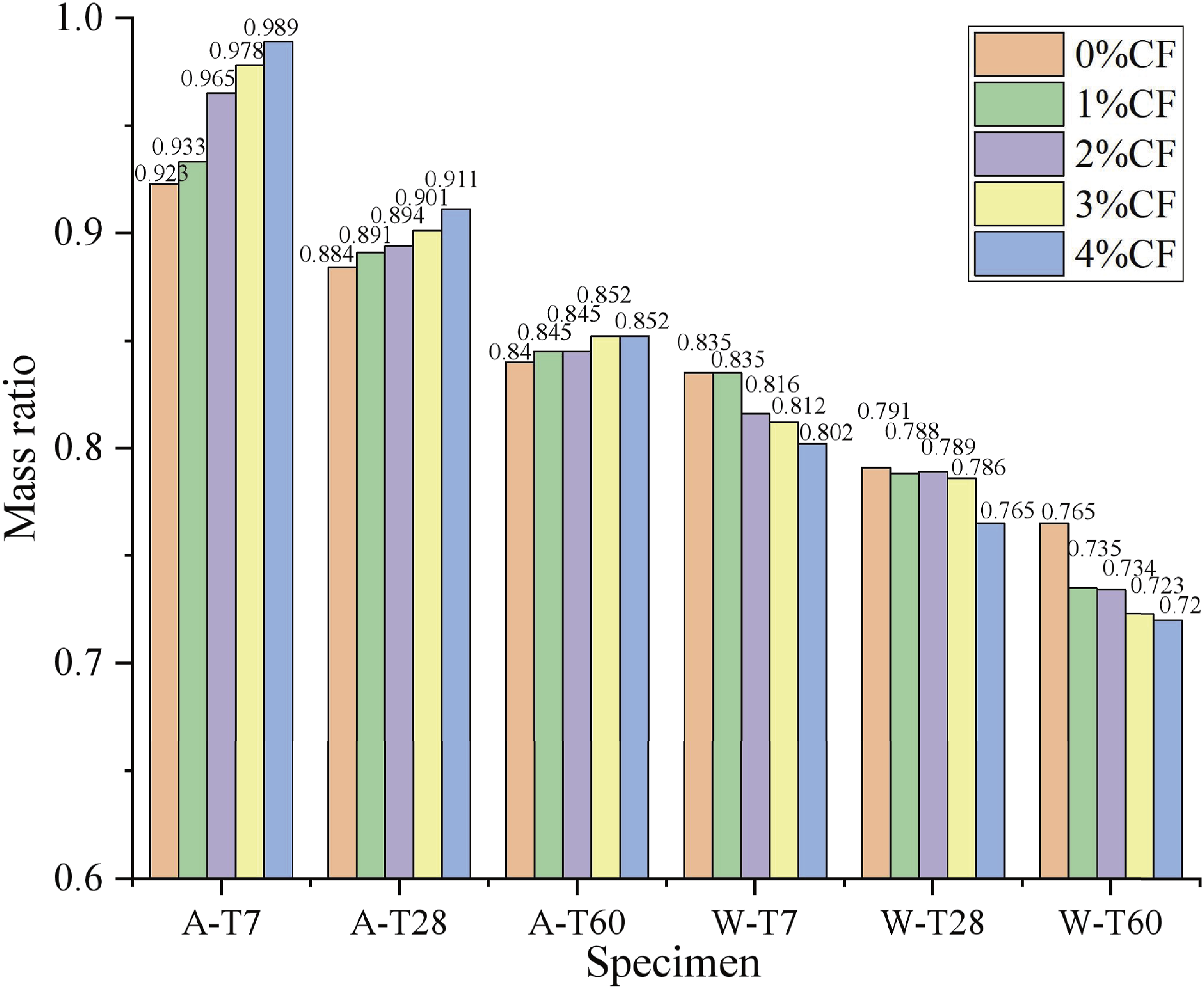
Microstructure
Figure 6 is the microscopic Figure of fiber in CF-MPC during water curing. Under the condition of water immersion, the gradually increased micro-cracks on fiber surface with the increase of time, weakened the tensile strength of fiber itself, which is one of the reasons of the decreased flexural strength of CF-MPC with the increase of curing time. Immersed CF microgram.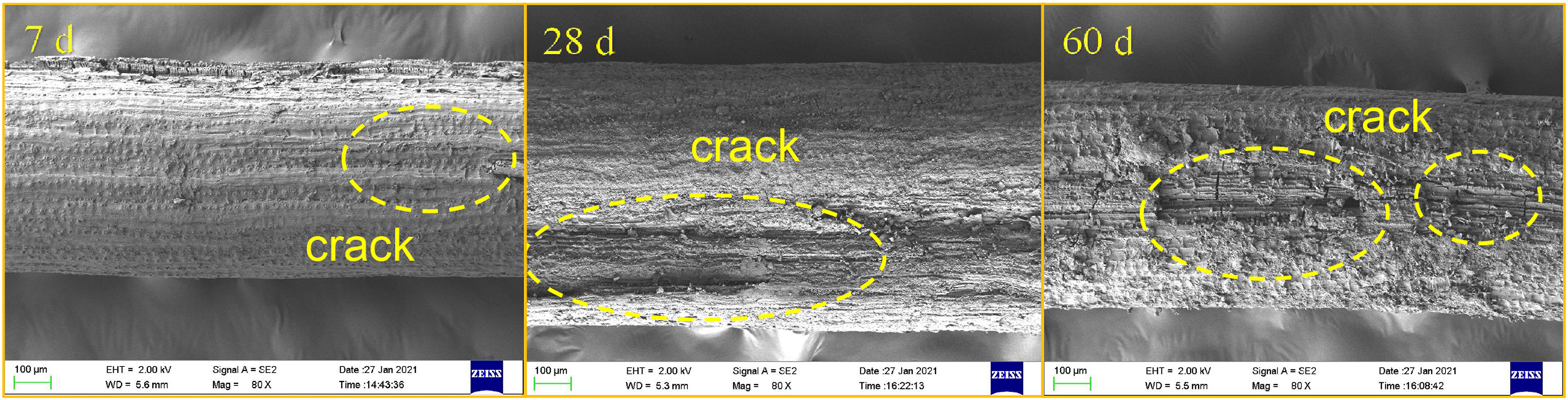
The microstructure of CF-MPC under different curing environments and different ages is shown in Figure 7. As can be seen from the Figure, when the CF content reached at a certain level, the aggregation phenomenon of CF in MPC matrix would occur, affecting the structure of MPC and leading to the decline of CF-MPC strength as shown in Figure 7 (A-CF4-T60). The voids and microcracks of CF-MPC in water curing for 7 days increased slightly with the increase of fiber content, because the ion concentration increased with the increase of fiber content as shown in Figure 2, the amount of material it dissolves increases. When coir fiber was over added, voids and microcracks increased, their amount both larger than those in air curing. This is because the dissolution of potassium ions and other soluble substances in water curing increased as shown in Figure 2 and the mass ratio of MgO and MgKPO4·6H2O decreased, resulting in the increase of voids and microcracks. The variation pattern of microstructure of CF-MPC with fiber content at 28d and 60d in water curing was roughly the same as that at 7d, but voids and microcracks increased slightly, indicating a slight decrease in compactness, which is mainly due to the slow dissolution of unreacted phosphate and MgO as time increased, as shown in Figure 2. CF-MPC microgram. (a) 7d curing; (b) 28d curing; (c) 60d curing.
With the prolongation of curing age, the MPC structure under air curing became dense, because of the decreased value of MgO/MgKPO4·6H2O approaching to 0.6 as shown in Figure 5, proving the further development of hydration reaction. While the MPC structure of water curing turned loose, generating more holes with the increase of fiber content, because of the ratio of MgO/MgKPO4·6H2O decreased, the dissolution of MgO and other soluble substances increased as shown in Figure 2. Micro cracks and damage appeared on the fiber surface at a water curing time of 28 days as shown in Figure 6, while cracking phenomenon occurred in the fiber when soaked in the water for 60 days, causing heavier damage to the fiber embedded within the MPC than the single fiber, because the PH of the soaking solution increased with the dissolution of internal substances in MPC as shown in Figure 2(c), corroding the soaked fiber in the alkaline solution for a long time by damaging the pectin and other components in the fiber, consequently resulting in the cracking and damage.
Bending performance analysis
Failure process and modes
The three-point bending test proves that CF-MPC has a similar failure mode, whether under the water curing or the air curing, which can be roughly divided into brittle failure, low toughness failure and toughness failure. However, it is worth noticing that the fiber content threshold values which resulted in the failure mode transition of CF-MPC from brittle failure to low toughness failure and to toughness failure under the water curing are higher than those under the air curing. The reason is that as fiber content increases, more voids and micro-cracks are generated due to the dissolution of CF-MPC. When there is no fiber or low fiber content in the MPC, a brittle failure would occur at the appearance of first crack in the MPC, and brittle fracture directly appears on the specimen as the loading continued. The application of a certain amount of fiber, creates a bridging effect of fiber on the MPC matrix and strengthens its toughness. When cracks appear in the matrix for the first time, they will not be destroyed immediately. The addition of fiber slows down the development rate of cracks and eventually results in a low toughness failure. When fiber content continues to increase, the fracture development rate of MPC matrix further slows down, and the toughness continues to increase. However, the addition of a large number of fibers will also reduce the volume of MPC matrix, finally resulting in the decrease of the density and strength of MPC matrix and the formation of toughness failure.
Figure 8 (a) shows the surface failure mode of the seven-day curing specimen in three-point bending test. After 7 days of water curing, the CF-MPC with 0 and 1% content showed the same brittle failure as the specimens with the same contents of air curing. When the specimens were damaged, the cracks of the specimens developed rapidly until they were destroyed. As for CF-MPC with 2% and 3% content at the maximum load, CF undertook part of the load within the matrix, protecting the CF-MPC from being instantly destroyed. When cracks appear, the bonding between CF and MPC matrix shifts part of the load to the matrix, indicating a ductile failure. Compared with the specimens with the same fiber contents under air curing, cracks develop faster during the failure, with smaller deflection and crack width at final failure for specimens under water curing. CF-MPC with 4% content presents high toughness failure, its maximum load smaller than that with 3% content, and its deflection and crack width of final failure smaller than those with air curing. With the increase of CF content, the speed of crack development decreases, and the deflection increases at the final failure. The influence of water on the speed of crack development and deflection loss at the final failure decreases, indicating that the impact of fiber addition on toughness improvement is far greater than the damage of structural voids and microcracks generated by the fiber addition. CF-MPC Failure modes. (a) Curing for 7d; (b) Curing for 14d; (c) Curing for 28d.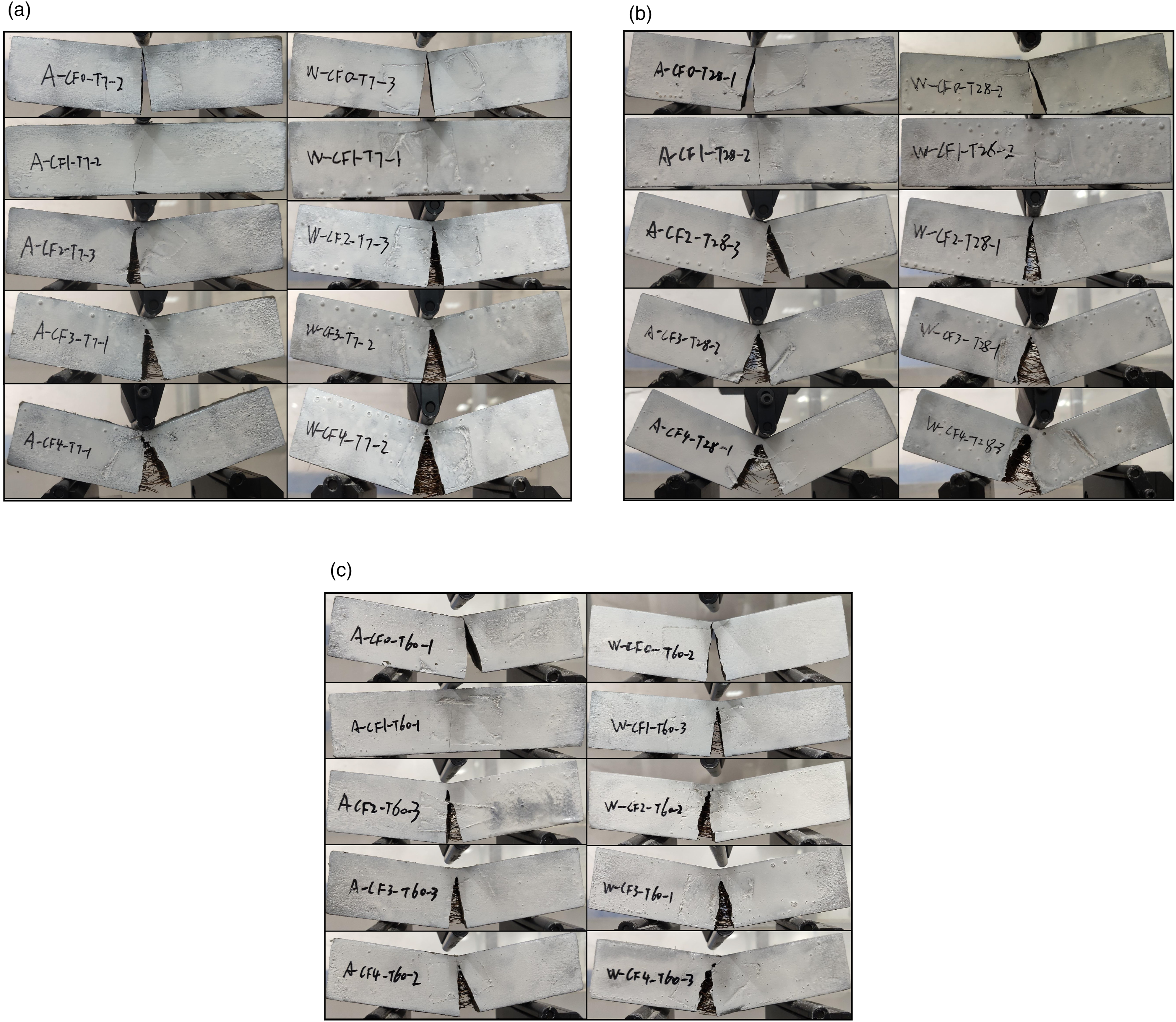
With the increase of curing time, the failure mode of CF-MPC with each fiber content in water curing is not different from that in 7 d curing. However, the crack development speed was accelerated when CF-MPC with the same content was damaged, and the deflection at the final failure showed a trend of first increase and then followed decrease, decreasing to even lower than the initial value. With the increase of fiber content, water affected less on the crack development speed and the cracks and deflection loss in the final failure. In addition, with the increase of curing time, the gap between the crack development speed and final failure deflection for CF-MPC of water curing and air curing becomes larger and larger, and the influence of water on the crack development speed and the cracks and deflection loss in final failure increases.
Load-displacement curve
Figure 9(a), (b) are load-displacement curves of CF-MPC under different CF contents at 7d curing ages. Under the action of load, CF-MPC has two sections of force. The first section is the joint force of MPC and CF, and the load rises suddenly; the second section is the damage of MPC, mainly exerted by CF, and the load wave peak is relatively low. The first wave peak indicates the ultimate load of CF-MPC, and the second indicates that CF-MPC can still rely on CF to bear some loads after the failure of CF-MPC. The load-displacement curve of CF-MPC with 0 and 1% contents under water curing is the same as that of air curing, which was divided into only two sections, the ascending section and the descending section, whereas their maximum load value is smaller than that of air curing. This could be ascribed to the smaller toughness increase of MPC with two CF contents bringing about the brittle failure in MPC, which finally divides the load-displacement curve into only two sections. MPC matrix plays the only major role in its ascending section, but with a reduced strength after water immersion, while CF functions very less. The load-displacement curve of CF-MPC of 2%, 3% and 4% content under water curing clarifies three stages, same as that under air curing. In the elastic rising stage, MPC plays the major role, while CF plays a minor role due to the restrictions of its own properties. In the crack developing stage, the load decreased greatly due to the addition of CF, but the specimen did not break, and the load increased again after the initial decrease as the fiber content increased. The loss of load rising maximum of 3% and 4% is smaller than that of 2%, indicating that the influence of water on this stage decreases with the increase of fiber content. In the slow descending stage, the CF-MPC cured in water shows a faster decline than in the air curing, and the effect is clearer with the increment of content. This is because that in this stage, although CF in the MPC matrix was functioned as a bridge, the bond between the CF-MPC fiber cured in water and the MPC was damaged, and the strength of the fiber itself was reduced. Finally, CF was gradually pulled out or broken, leading to the final destroy of CF-MPC specimen. CF-MPC Load-displacement plot. (a) 7d Water Curing; (b) 7d Air Curing; (c) 28d Water Curing; (d) 28d Air Curing; (e) 60d Water Curing; (d) 60d Air Curing.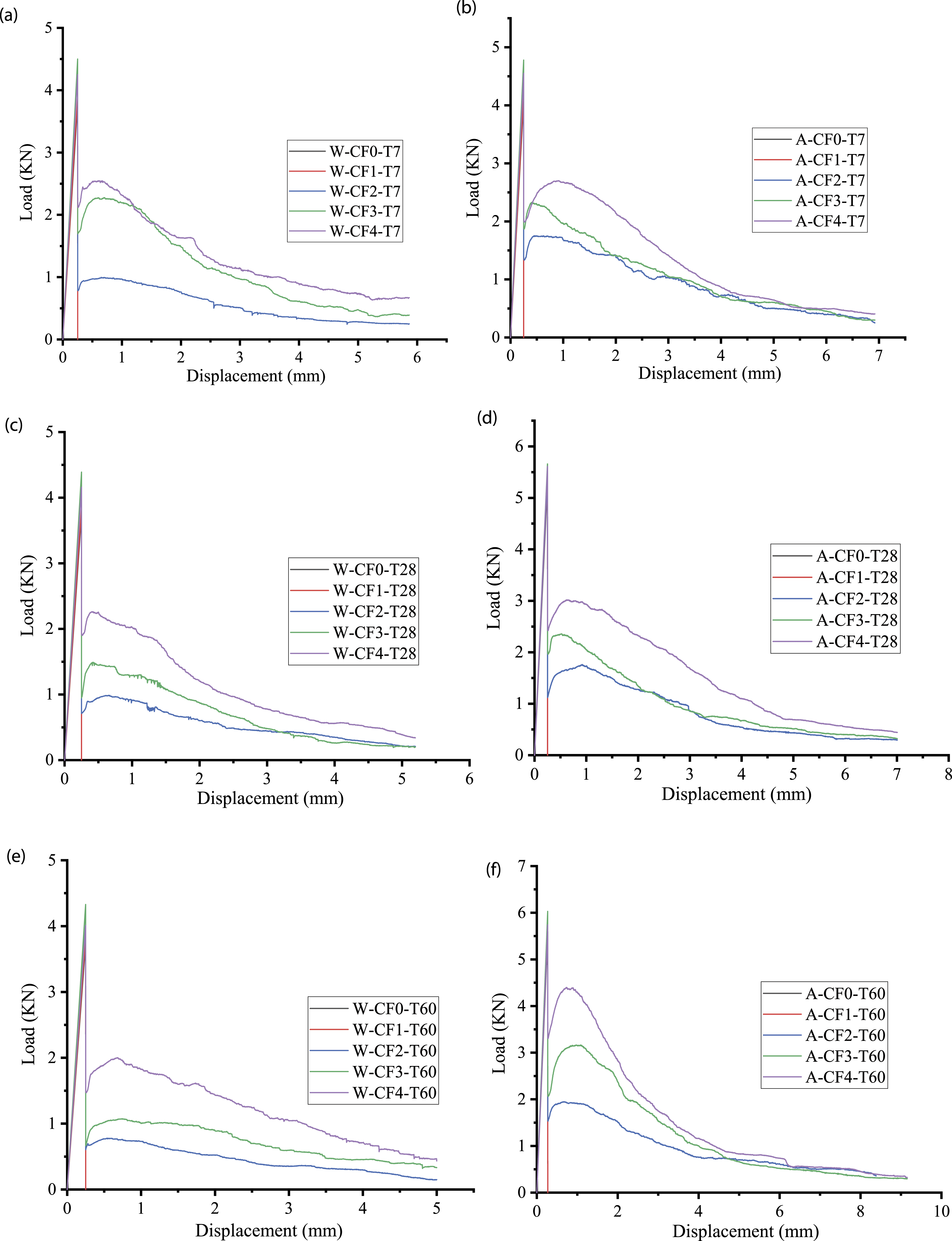
As shown in Figure 9(c), (d), the load-displacement curve of water curing for 28d is roughly consistent with that of water curing age for 7d, but the highest point in the second rising stage is smaller than that of water curing age for 7d, and the curve decreases rapidly in the slow decline stage. Compared with air curing at the same age, the peak values of the first load and the second load are lower. This is because as the curing age increases, the bridging effect between CF and MPC in air curing becomes closer, resulting in a higher peak value and a corresponding increase in the cracking resistance of the matrix. However, the peak value of CF-MPC in water curing is lower due to incomplete hydration caused by water immersion. Figure 9(e), (f) show the load displacement curve at the age of 60 days. The load displacement-curve of water curing is consistent with that of 28d, and there is no significant difference between the load peak values in the elastic rising section, but the second load peak values are lower than those of water curing at 28d. It indicates that as the curing time increases, the load peak value of CF-MPC in water curing gradually decreases, while that of CF-MPC in air curing gradually increases, and the gap between the two extends larger and larger.
When the specimen cured in water, the peak load and toughness are smaller, compared with the specimen in air curing, and with the increase of curing time in water, the peak load in the elastic rising section and the load in the crack extension section decrease gradually, and the area under the load-displacement curve in the crack destabilizing and expanding section decreases, too. This is because with the prolongation of the specimen soaked in water, MPC was gradually eroded in water, which led to the decrease of MPC compactness, the reduction of bridging effect between CF and MPC, and ultimately the decrease of toughness.
Flexural strength
As shown in Figure 10 (a), the flexural strength of CF-MPC after 7 days of water curing firstly increases and then decreases with the augment of CF content. At CF content of 3%, the flexural strength reaches a peak of 10.54mpa, and CF exhibits the greatest influence on MPC flexural strength. However, as shown in Figure 10 (b), compared with air curing, there is little difference in the retention rate of the flexural strength of each content, indicating that the water curing for 7 days had little influence on the flexural strength of the fiber, because MPC had a low level of dissolution and less change in the strength for 7 days curing. The flexural strength of CF-MPC is generally lower than that of CF-MPC cured in air. This is because, as CF-MPC cured in water, water would promote the chemical composition of CF-MPC to dissolve in water, resulting in the flexural strength of CF-MPC in water less than that of CF-MPC in air. CF-MPC flexural strength and retention rate of Flexural strength. (a) flexural strength; (b) retention rate of flexural strength.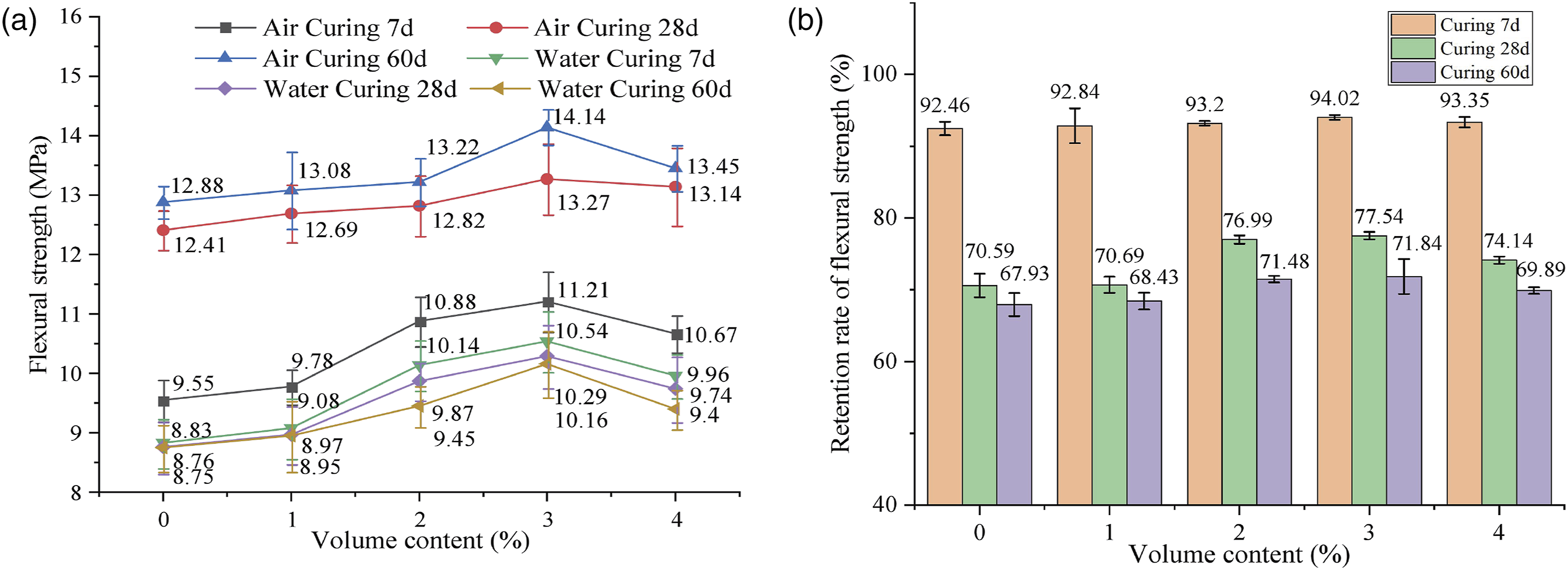
As shown in Figure 10 (a), the flexural strength of CF-MPC in water curing for 28d is not much different from that in water curing for 7d. The flexural strength first increases and then decreases with the increase of CF content, but the flexural strength of CF-MPC in air curing for 28d increases significantly. At 28d, the hydration reaction of air-cured CF-MPC was more complete than that of 7d, and the content of the final hydration product MgKPO4·6H2O increased, leading to an obvious increase in the flexural strength of CF-MPC. However, the CF-MPC cured in water for 28 d had been soaked for too long a time. The unreacted phosphate in the early hydration reaction and the soluble phosphate generated after the reaction increased the degree of dissolution, resulting in the similar CF-MPC flexural strength of 28 d of water curing and 7 d of water curing, but much lower than that of air curing. The retention rate of CF-MPC flexural strength increased first and then decreased with the increase of fiber after 28 d of water curing and was much higher in the 2% and 3% mixture than in the low mixtures, indicating that the influence of water on the retention rate of CF-MPC flexural strength of appropriate fiber content was less than that of low content of CF-MPC. Appropriate CF content can enhance the bending strength of MPC in water. The flexural strength of CF-MPC cured for 60d in water is not significantly different from that at 28d, when it is cured in water, the degree of dissolution of CF-MPC is close to that of 28 d of water curing, resulting in the close bending strength of the two.
With the increase of curing age, the CF-MPC flexural strength of water curing continues to decline, in a comparatively small range between 0.9% and 6.8%, while the CF-MPC flexural strength of air curing increases greatly, between 20% and 40%, the gap between the two is getting bigger and bigger, and the retention rate of CF-MPC flexural strength keeps decreasing. However, with the increase of fiber content, the reduction of retention rate of flexural strength increases first and then decreases, and a proper fiber content can better resist the loss of flexural strength.
Conclusions
In this study, three-point bending test was used to study the influence of CF content on MPC failure mode, load-displacement curve and flexural strength under different curing ages in air and water curing. In addition, ion concentration analysis, SEM and XRD were used to study the water resistance of CF-MPC. According to the results, the following conclusions can be drawn: (1) CF-MPC failure mode is roughly divided into brittle failure, low toughness failure and toughness failure. Immersion conditions on the overall failure mode effect is not big, but the fiber content threshold values which results in the failure mode transition of CF-MPC from brittle failure to low toughness failure and to toughness failure under the water curing are higher than those under the air curing. Crack propagation speed during damage is faster, and with the increase of CF content, the effect of water on the velocity loss of fracture development is reduced. (2) As the water curing time increases, the peak values of the first and second loads decrease gradually, and the flexural strength decreases continuously. After 7 d of water curing, the overall CF-MPC flexural strength shows little difference, but smaller than that of air curing, and the flexural strength loss increases with time. With the increase of fiber content, the flexural strength and the flexural strength retention both increase first and then decrease. The effect of water on the flexural strength retention rate of appropriate FIBER CF-MPC is less than that of low content of CF-MPC, and the appropriate content of CF can enhance the flexural strength of MPC in water. (3) When CF-MPC is cured in water, the proportion of MgO/MgKPO4·6H2O gradually decreases with the increase of curing age, and tends to a certain value. With the increase of fiber content, the ratio of MgO/MgKPO4·6H2O decreases slightly. (4) When CF-MPC is cured in water, there is little difference in the compactness of the early CF-MPC with that in the air. However, with the increase of the curing time in water, the microcracks on the surface of specimen microstructure increase and the surface compactness decreases. With the increase of the fiber content, the number of gaps and microcracks increases slightly.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the major project of National Natural Science Foundation of China [Grant Number 51991393] and project of Guangzhou Science and Technology Bureau [Grant Number 202102010431]
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.