
Abstract
The article describes the technologies of recycling polyester–glass waste and the influence of manufacturing technology on the properties of layered composites with polyester–glass recyclate additive. Milled polyester–glass waste was used as the recyclate. Polyester–glass composites with a specific content of recyclate were manufactured by means of manual laminating and vacuum bagging. The influence of the recyclate content and manufacturing method on the mechanical properties of composites was determined with the aid of specimens exposed to static tensile testing. Test results indicated that the composite without recyclate additive manufactured by means of vacuum bagging exhibits higher strength properties than the same composite manufactured by means of manual laminating. Additionally, its plasticity is much higher than that of the composite manufactured by means of manual laminating. The tests indicated that the tensile properties of the composite are, essentially, influenced by the content of recyclate (apart from the manufacturing method). Adding recyclate to the manufactured composite in the amount of 10% and 20% causes a significant decrease in its tensile properties in relation to the composite without the recyclate.
Introduction
Manufacturing of the products made of polymer materials reinforced with glass fibre has been recently increasing, both in Poland and worldwide, after replacing manual laminating technology with other technologies. 1,2 Application of composites with epoxy or phenolic resins and glass fibre is used during manufacturing of various industrial products. 2,3 Vast amounts of products made of composite materials generate large quantities of waste material.
In Poland, the amount of waste originating from manufacturing and post-consumed waste reaches the level of 22,000 tonnes/year. 4 This material mass requires appropriate recycling and management. It has been estimated that the costs of processing and recycling composites amount to 114 EUR/tonne approximately. 5,6
Due to low production costs and relatively high strength properties, polyester–glass composites belong to construction materials which are used in shipbuilding, railway, automotive and aviation industries.
7
Universality of the application of these composites translates into a vast amount of produced waste and this, in turn, requires developing the appropriate utilization methods.
8,9
There are numerous methods of recovering glass fibre that can be later used as wholesome components,
10
replacing the reinforcement phase with waste material in new composites.
4,11
-13
Waste recycling processes need to take into consideration operations that do not cause the destruction of the most precious material – glass fibre – during the processing of recyclate. Obtained glass fibre can occur in the following forms
14
: pulverized – uniform fragmentation, short fibres; elongated particles – for products with specific requirements.
Continuous development in the area of recycling composite materials 15 that in the past were perceived as non-recyclable materials induces the search for new and more perfect methods of managing this type of waste. 2,16,17
More advanced and sustainable models of manufacturing composites and better waste management offer a vast potential for saving the resources. 18,19 Modern technologies allow reducing the use of energy for transporting composite raw material and final composite products, resulting in the decrease of greenhouse gases emission. 20,21
The quantitative content of recyclate in a composite used to manufacture various products also has significant meaning here. This article presents two methods of manufacturing composites with a certain content of recyclate: contact method of manual laminating and vacuum bagging method.
Literature research indicates that there are benefits from recycling processed composites not only due to manufacturing new products but also, mostly, due to the lack of polluting the environment with the accumulating polyester-glass scrap material.
One should ask the question whether the significant meaning can only be ascribed to the properties of new composite with waste material used for construction elements operating in extremely difficult conditions (e.g. exposure to high and variable loads, corrosive environment, low or high temperatures), or also to the very fact of managing the waste in the light of using it to manufacture the simplest or even decorative products.
The objective of this article is to determine the influence of the manufacturing method and the amount of recyclate in polyester–glass composite originating from floating vessels, on the selected mechanical properties of a newly produced polyester–glass composite.
Materials and methods
A section of a ship’s hull of polyester–glass composite was subjected to technological processes aimed at obtaining recyclate. To do so, pieces of polyester–glass composite underwent initial fragmentation with a hammer and then they were milled in appropriately adapted crusher for plastics. After this operation, the material was sieved through a sifter with a mesh diameter of 1.2 mm (Figure 1). The fraction that passed the sifter was used in the experiments. Recyclate grains obtained in the process served as a filler added to the composite matrix. 22

Milled material, grain size ≤1.2 mm.
The next stage of the work consisted of preparing composite materials with a certain content of polyester-glass recyclate produced manually (recyclate content of 0%, 10%, 20% and 30%) and using vacuum bagging method (recyclate content of 0%, 10% and 20%). Chopped strand mat with random orientation (300 g/m2) was used as reinforcement. Using this type of reinforcement ensures comparable strength properties in all directions of the mat plane. The composite matrix was Polimal 1094-AWTP resin produced by Ciech Sarzyna. It is a constructional, moderately flexible, pre-accelerated, low-styrene emission resin with colour-changing curing indicator. 23
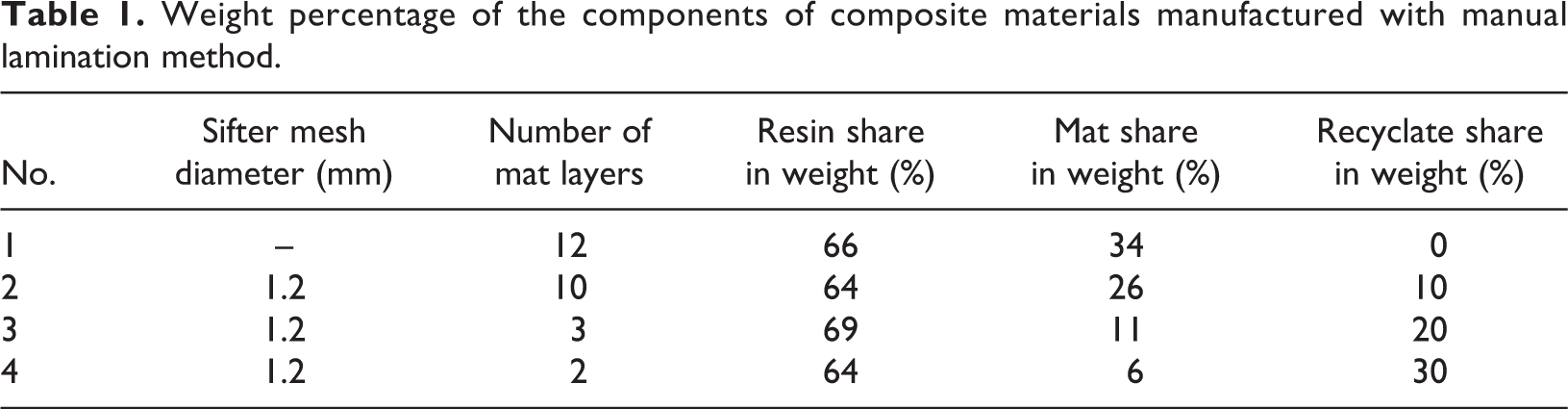
In manual laminating, a cuboidal steel form, brushes and rollers were used. ‘Pure composite’ with 0% recyclate content was made from the resin mentioned above and glass fibre; in further stages, it served as a reference material. The material consisted of 12 layers of glass–fibre mat, subsequently impregnated with a resin containing hardener and accelerator. The hardener was added to all the composites in the amount of 0.6 cm3/kg of the matrix (Metox 50 W), they also contained cobalt accelerator in the amount of 0.1% of the matrix. 24 The percentage by weight of the glass–fibre mat in the material amounted to 34%. Next, a composite containing 10% weight of the recyclate whose granulation was ≤1.2 mm was manufactured. Its composition included 10 layers of glassfibre mat amounting to 26% weight, while the matrix was mixed with polyester–glass recyclate replacing a part of the mass of mat in relation to the reference mass. The matrix was 64% of the material weight. Another composite contained 20% of polyester–glass recyclate and consisted of three layers of glass–fibre mat, reinforcement content was 11%. Finally, a material containing 30% weight of the recyclate whose granulation was ≤1.2 mm was made. This plate was made of two layers of glass–fibre mat which amounted to 6% of the weight and the matrix amounted to 64% of the plate weight. Figure 2 shows the course of the composite manufacturing process with the manual laminating method before test specimens were cut out. 22

The course of layered composite production using contact method: (a) impregnating the subsequent layers with a roller, (b) applying a matrix layer with a brush and (c) curing of the composite.
The application of the manual laminating method is associated with unavoidable defects such as air voids between the laminate layers and in the laminate itself. Better effects can be obtained when air is removed before the resin starts hardening. This process is called bleeding. Using vacuum, pressure allows the production of down-thrust, which allows better adhesion between the subsequent layers of laminate and between the laminate and form by compensating the stresses in reinforcement fibres and also removing the air. Additionally, if vacuum pressure is applied before the resin starts gelling, it is possible to suck out the excess of non-cured resin which consolidates the material and translates into higher content of reinforcement in the composite and, consequently, increases the strength properties of the material. 25,26
When a composite is manufactured with a vacuum bagging method, the first stage of production is manual laminating. The preparation of the composites with polyester–glass recyclate (manual laminating) was performed similarly to the manual laminating method described above. Next, a sequence of actions including laying out the separating film, breather/bleeder cloth and vacuum bag was performed. In the next stage, the vacuum pressure system was connected until curing was completed. During the curing process, outlet ducts (spiral tubes) sucked out the excess of the resin, densifying the composite at the same time. Figure 3 shows the stages of manufacturing a layered composite using a vacuum bagging method.
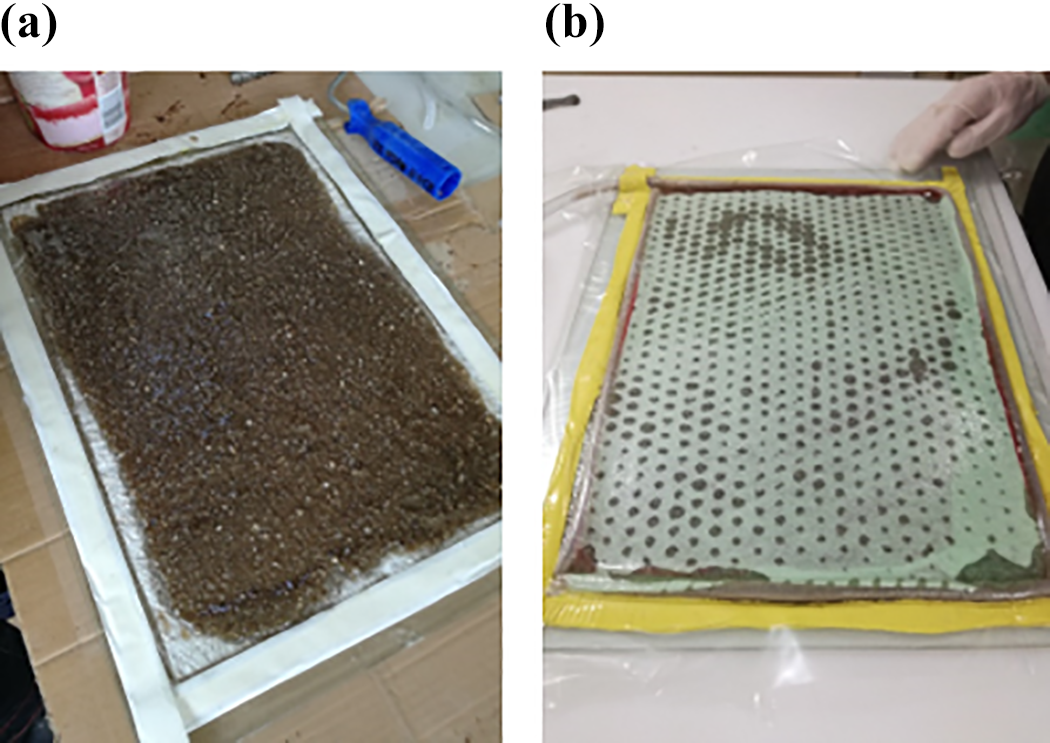
Manufacturing a layered composite with vacuum bagging method: (a) composite after manual laminating and (b) composite during the suction of resin.
Tables 1 and 2 present the percentage share of particular components of composite materials manufactured with manual lamination and vacuum bagging methods.
Weight percentage of the components of composite materials manufactured with manual lamination method.
Weight percentage of the components of composite materials manufactured with vacuum bagging method.
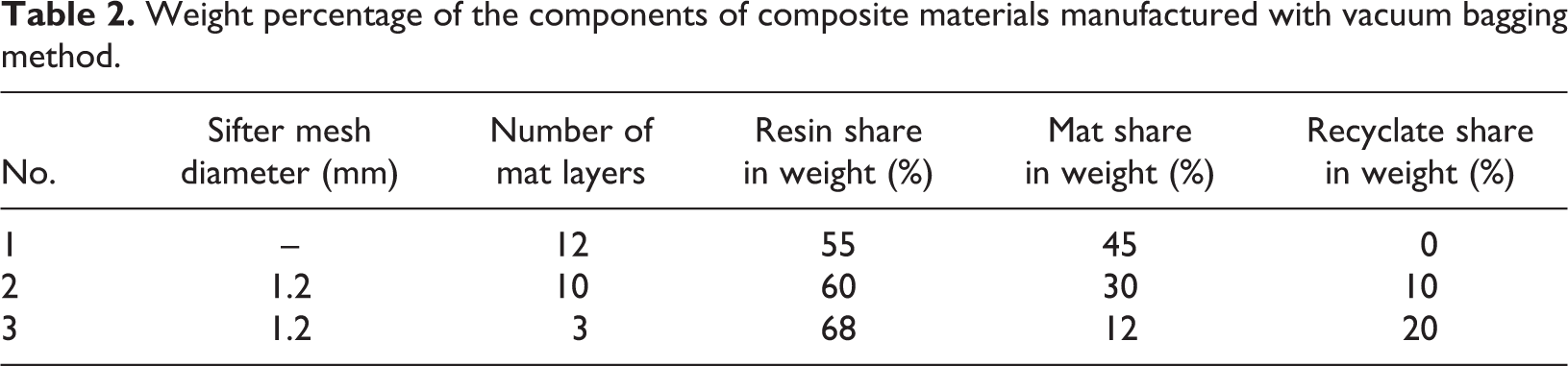
In the course of manufacturing composites with vacuum bagging method, it was noted that the maximum content of recyclate whose granulation is ≤1.2 mm allowing efficient extraction of air and resin from the bag is 10%.
Increasing the content of recyclate to 20% prevents efficient extraction of air and resin. Recyclate grains measuring ≤1.2 mm mixed with resin cause the increase of matrix viscosity which causes blocking the ducts and hoses extracting air and resin. This resulted in the curing process occurring at low amounts of extracted resin and air. 25 In spite of the difficulties described above, it was possible to prepare a testing material containing 20% of recyclate manufactured with the vacuum bagging method.
Results and discussion
On the basis of compositions specified in Tables 1 and 2, the experiment material was prepared. The material consisted of cuboid plates whose lengths and widths corresponded to the dimensions of the form and thickness corresponded to the thickness of the specimens.
Composite plates manufactured with both methods served as the basis for the specimens for mechanical tests. The specimens were prepared in compliance with PN-EN ISO 527-4_2000P standard.
Figure 4 presents the shape and dimensions of specimens for mechanical testing. Specimens for static tensile testing were manufactured with the water jet method.

Shape and dimensions of specimens for static tensile testing.
Figure 5 presents examples of specimens manufactured with the water jet method. This method allows manufacturing specimens with very precise dimensions.

Specimens for static tensile testing manufactured with water jet method.
Each of the specimens was measured with the accuracy of 0.02 mm. Static tensile tests were performed on a universal testing machine Zwick & Roell (Ulm, Germany; Figure 6).

Specimen before testing, the section marked with a black square is the area analysed with stereoscopic microscope SZX16.
Figure 7 shows example images of the fractures of specimens made of tested composites after static tensile tests. The images were acquired from a stereoscopic microscope SZX16 equipped with Olympus (Shinjuku, Tokyo, Japan) SC100 camera. Clear differences in the fractures of specimens with and without the addition of recyclate can be noted. The character of fracture, in case of composites without the recyclate is plastic, as opposed to the ones with the recyclate where the fracture is brittle which is associated with the additives of scrap material in the composite.
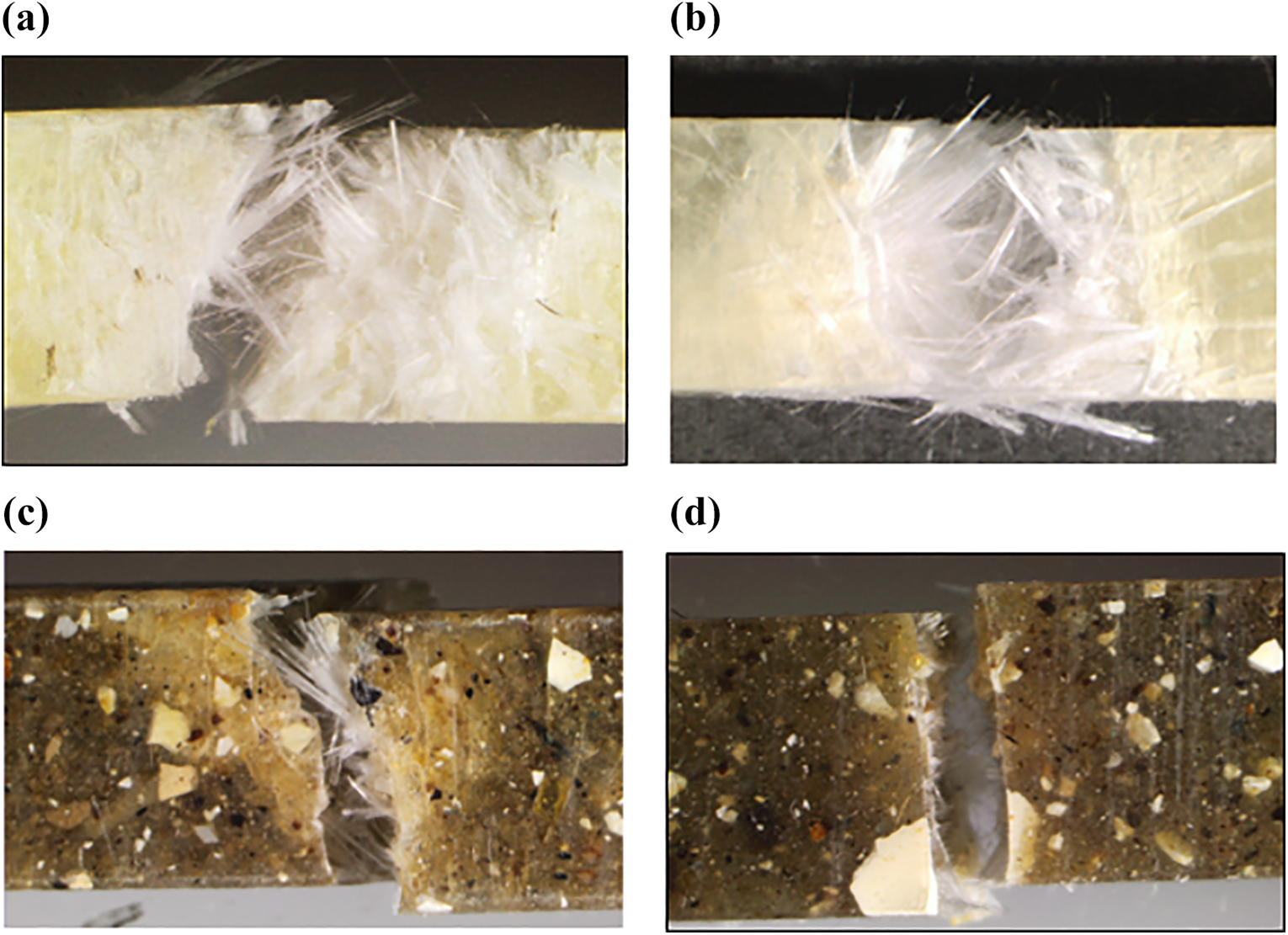
Images of the fractured specimens after static tensile testing: (a) without recyclate – manual method, (b) without recyclate – vacuum bagging method, (c) 20% of recyclate – manual method and (d) 20% of recyclate – vacuum bagging method.
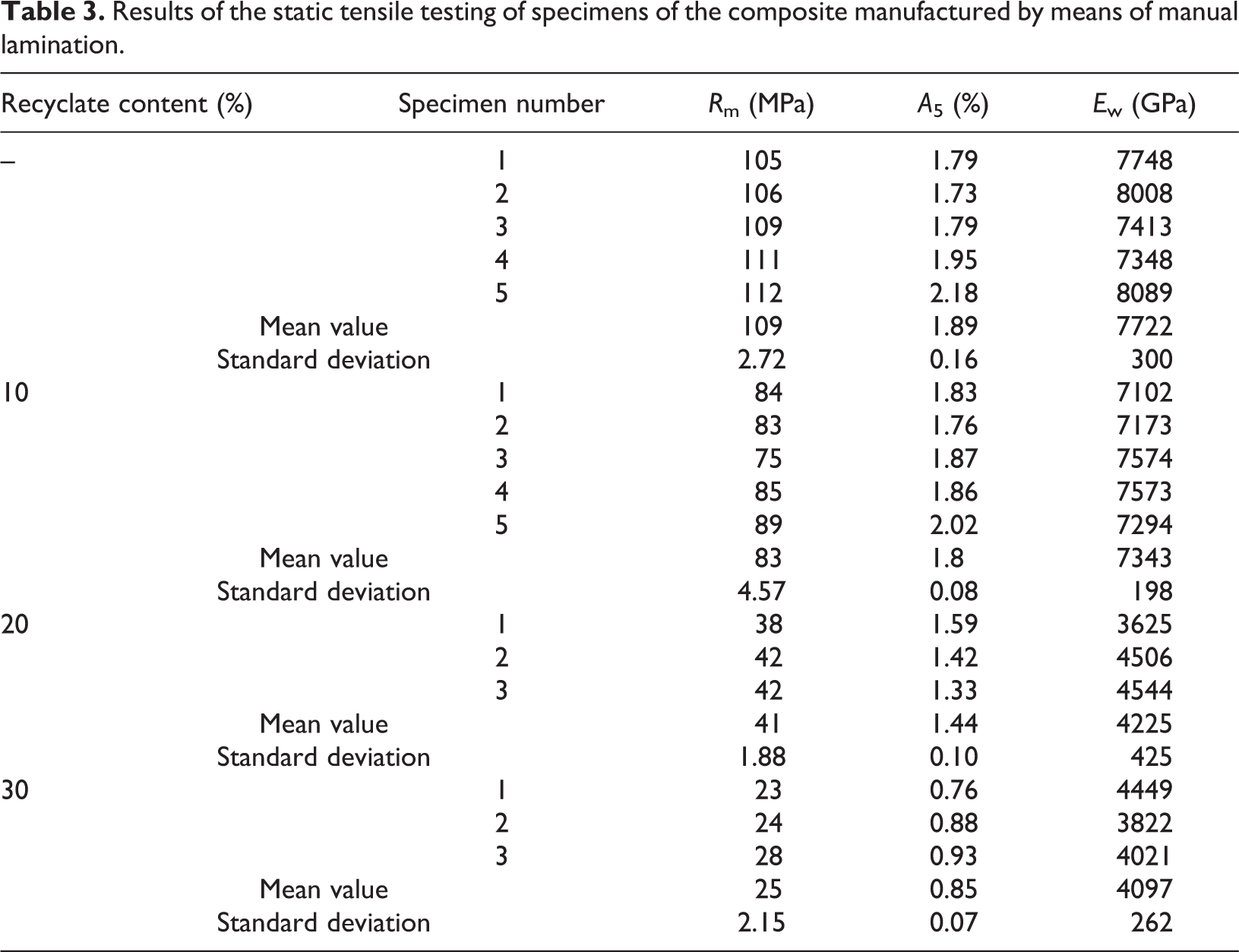
Tables 3 and 4 contain basic mechanical values for the tested materials (
Results of the static tensile testing of specimens of the composite manufactured by means of manual lamination.
Results of the static tensile testing of specimens of the composite manufactured by means of vacuum bagging.
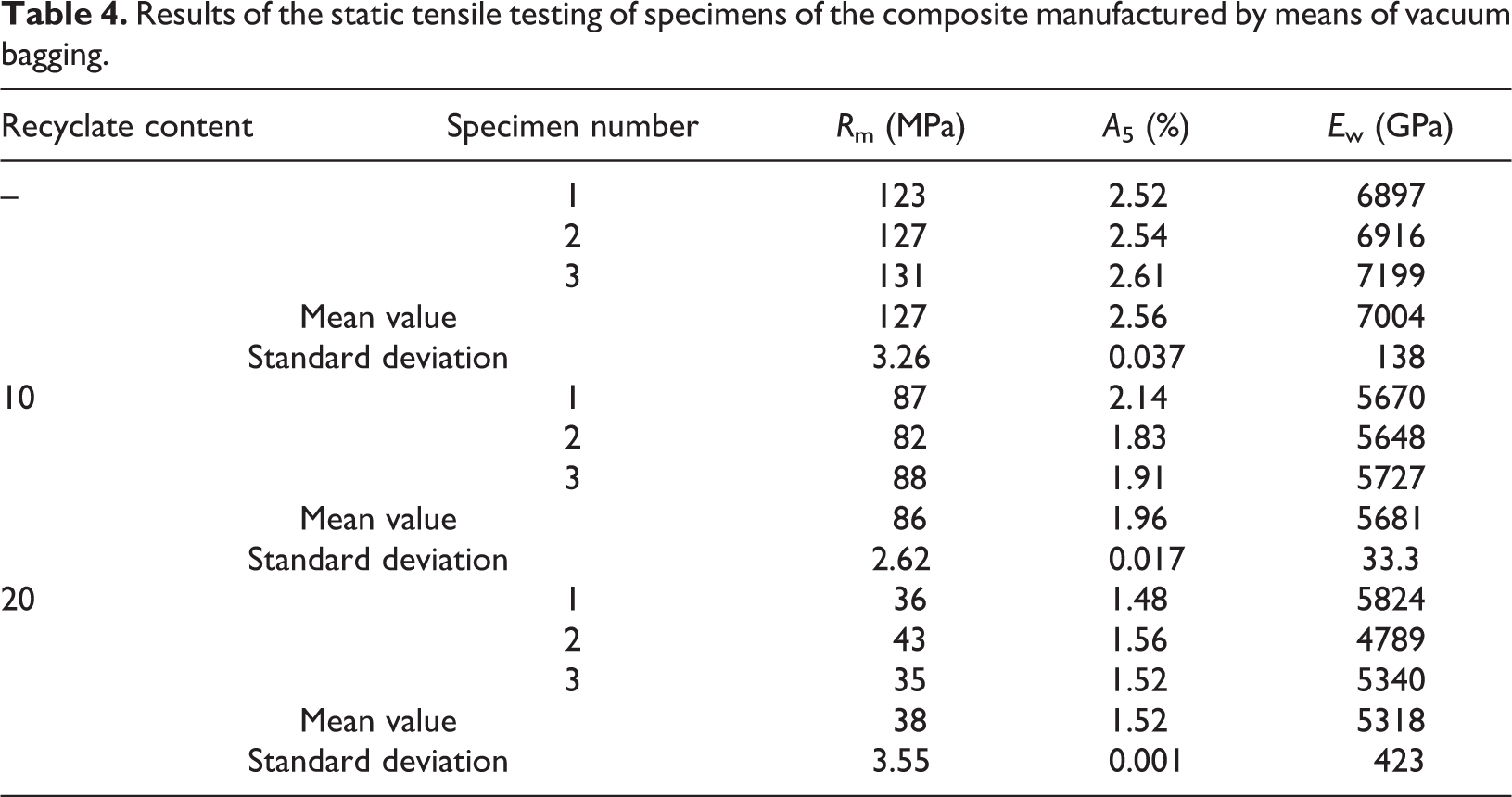
Figure 8 presents example of tensile testing curves for specimens without the recyclate, manufactured by means of manual laminating and vacuum bagging. Specimen manufactured by means of vacuum bagging (two) exhibits significantly higher tensile strength and plasticity than the specimen of the same material manufactured manually. Stiffness values of the materials used to make the specimens are similar, regardless of the manufacturing method.
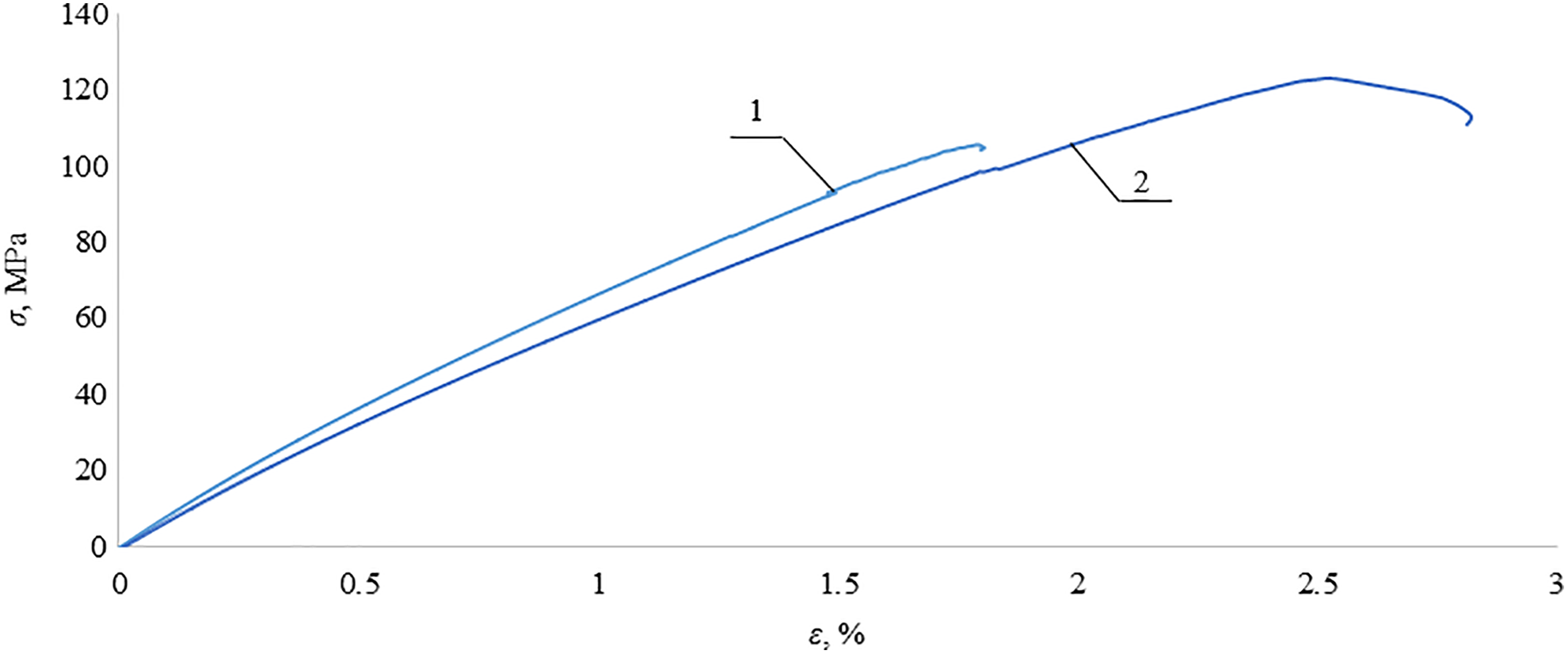
Static tensile test of a specimen of composite without the recyclate manufactured by means of: 1 – manual laminating and 2 – vacuum bagging method.
Figure 9 shows example tensile testing curves for specimens containing 10% of recyclate, manufactured by means of manual laminating and vacuum bagging method. Similarly to Figure 7, the nature of tensing and properties of specimens manufactured with these two methods are approximate. Specimens manufactured with vacuum bagging method exhibit higher tensile strength and higher susceptibility to plastic deformations.
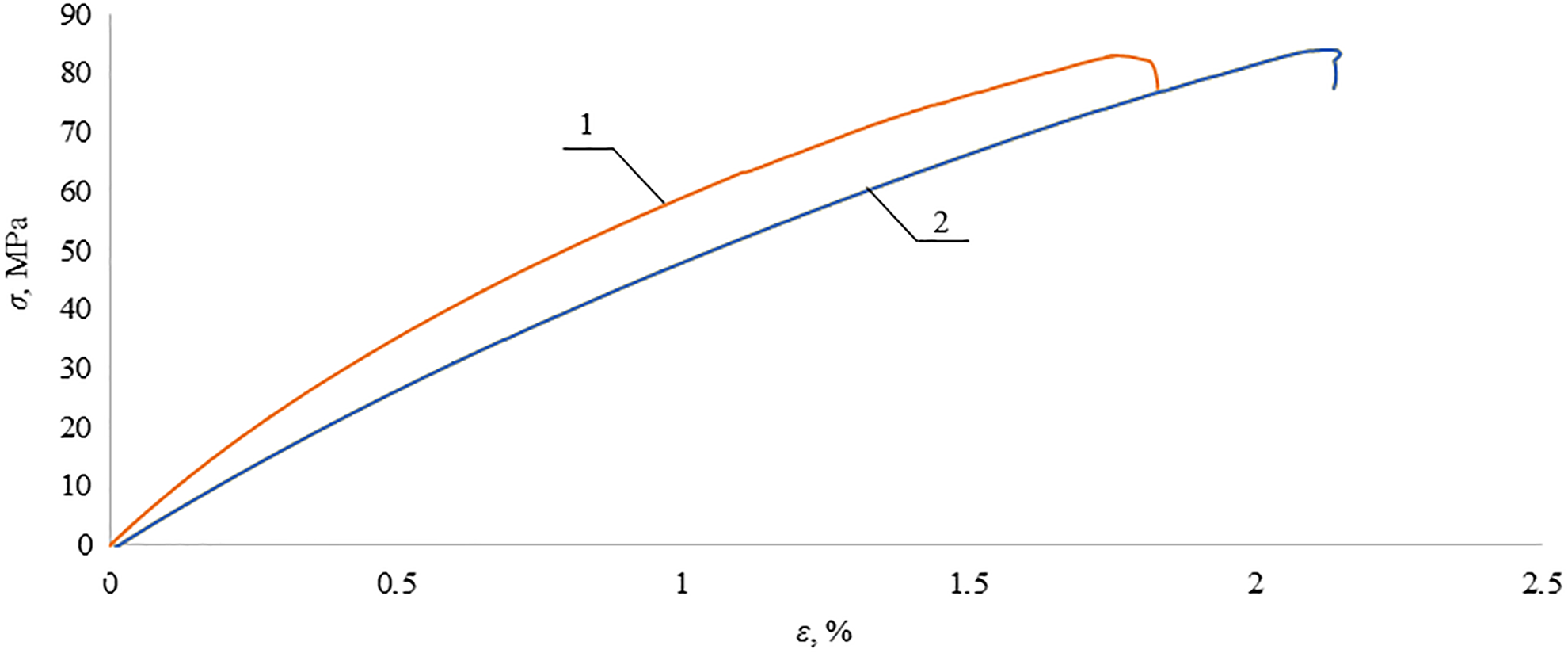
Static tensile testing of a composite containing 10% of polyester–glass recyclate with grain size 1.2 mm, produced by means of: 1 – manual laminating method and 2 – vacuum bagging method.
Figure 10 presents example tensile testing curves for specimens containing 20% of recyclate, manufactured by means of manual laminating and vacuum bagging method. The course of tensing specimens containing 20% recyclate with grain size ≤1.2 mm indicates that the strength properties of a composite manufactured by means of vacuum bagging are lower than those of a composite manufactured manually. It is probable that the application of granulate with much lower grain sizes would improve the properties of the composite.

Static tensile testing of a composite containing 20% of polyester–glass recyclate, grain size ≤1.2 mm, manufactured by means of: 1 – manual laminating and 2 – vacuum bagging method.
Discussion
Conducted composite tests indicated that both the manufacturing methods and the content of recyclate in a composite have a decisive influence on its mechanical properties. 27
Figure 11 presents the relationship between tensile strength of composite specimens, laminating method and recyclate content. Additionally, functions describing test results and values of correlation coefficients have been shown.

Graphs showing the relationship between the tensile strength of a composite (grain size ≤ 1.2 mm) manufacturing methods and recyclate content: 1 – vacuum bagging method and 2 – manual laminating method.
Figure 12 presents the graphs showing the relationship between the plastic deformation of a composite (grain size ≤ 1.2 mm), laminating method and recyclate content. Additionally, functions describing the test results and correlation factors can be seen. There is a very high correlation between the experimental results and the function describing the results.
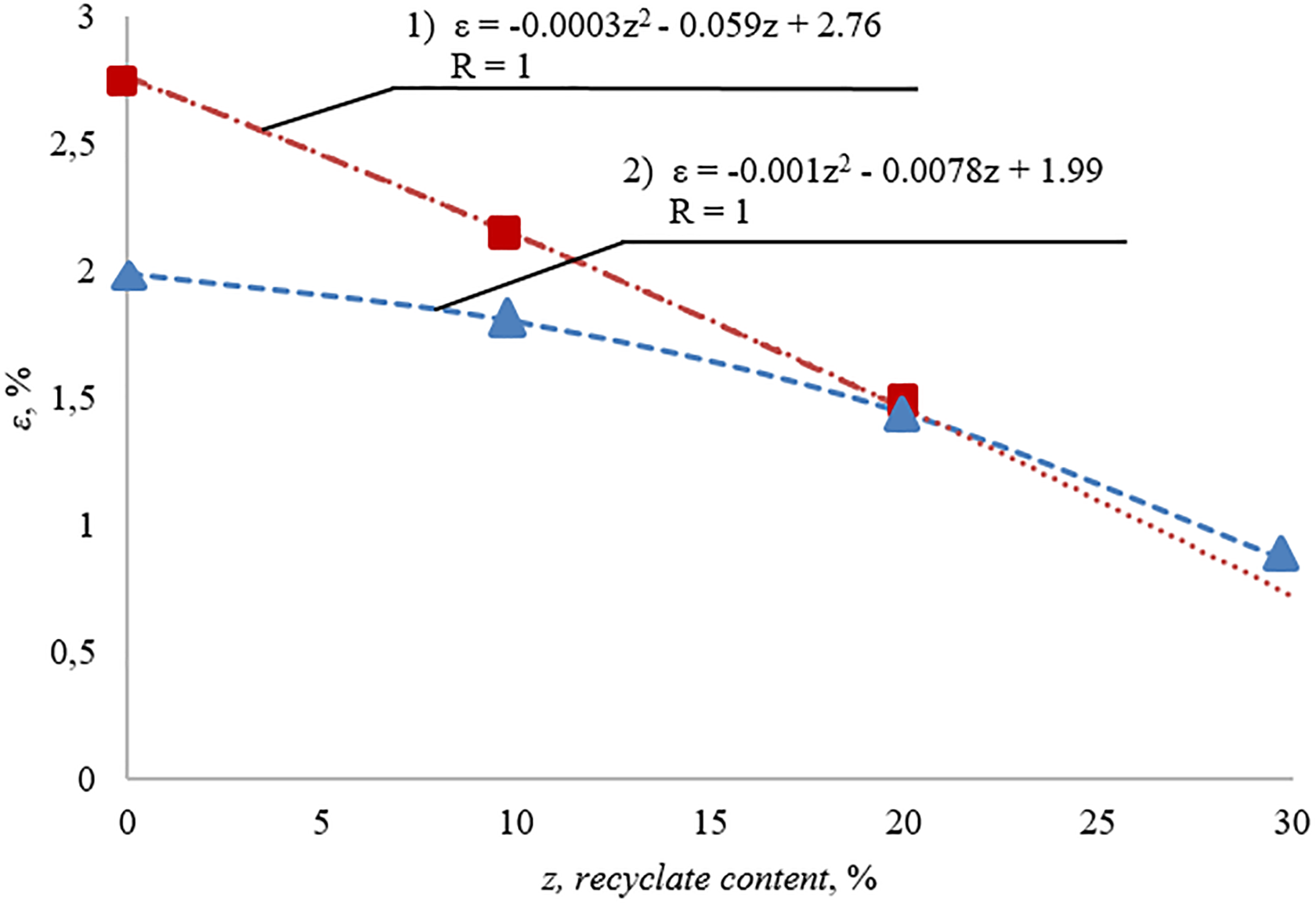
Graphs showing the relationship between elongation at fracture of the composite (recyclate grain size ≤ 1.2 mm), laminating method and recyclate content: 1 – vacuum bagging method and 2 – manual laminating.
On the basis of the static tensile testing, it can be stated that the highest tensile strength
The obtained test results indicated that manufacturing composites by means of vacuum bagging allow increasing the strength
Increased content of recyclate in a composite causes the decrease of its strength and plastic properties. In case of static tensile testing of composites manufactured by means of manual laminating, the decrease of tensile strength by 25%, 60% and 70% was noted for materials with the addition of 10%, 20% and 30% weight of the recyclate, respectively, in comparison with the composite without the recyclate.
The analysis of the results indicates that adding the recyclate in the amount that does not exceed 15% weight causes, indeed, the decrease of the strength properties. However, the decrease in the measured values does not exceed 20%. Additionally, conducted tests indicate that there is a relationship between the recyclate share and obtained strength properties results. Analysing the graphs in Figures 11 and 12, one can note that the values of the examined properties are practically proportionate to the share of recyclate in the polymer matrix. The high strength of a composite material is obtained when the fusion of the components is as good as possible. Lack of good fusion of components causes a decrease in mechanical properties. In the case of powdered recyclate, achieving a good fusion is very difficult. 4,14
It was noted that the application of the vacuum bagging method for manufacturing the recyclate with a grain size of ≤1.2 mm can be applied only if the content of granulate does not exceed 20%. Pulverizing the recyclate to obtain the grains smaller than 1 mm is a complicated and labour consuming process, high energy consumption may turn not to be viable in terms of products for further processing.
Conclusions
Conducted tests of composites with polyester-glass recyclate indicated that the tensile properties of a finished composite depend on the laminating method and, particularly, on the amount of recyclate. Composite without the recyclate exhibits the best tensile properties. The increase of the recyclate content (grain size ≤ 1.2) causes a decrease in mechanical properties. When a composite contains up to 10% of the recyclate, materials manufactured by means of vacuum bagging have a lower decrease of the tensile properties than materials manufactured manually. The recyclate content ranging from 10% to 20% of the recyclate causes a significant decrease of tensile properties, regardless of the manufacturing method. Adding more than 20% of the recyclate causes a sharp decrease in the mechanical properties of the manufactured composite. Additionally, large amounts of granulate induce problems with composite curing and forming.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.