
Abstract
Regarding the current demand for controlling plastic pollution, recycling of polymer sounds a promising solution. However, recycling causes mechanical and thermal shortcomings in polymers. Addition of nanoparticles to recycled materials may overcome these shortcomings. Nanocomposites can be achieved either by blending or through polymerization. Sepiolite as a nanoparticle enhances the thermal properties of polymers. In this study, the effect of sepiolite as a nanoparticle has been investigated on the thermal and mechanical behavior of recycled high-density polyethylene (HDPE). Hardness, density, Vicat softening temperature, melt flow rate (MFR), and differential scanning calorimetry has been investigated on recycled HDPE containing different amount of sepiolite. Results showed that both the amount of recycled HDPE and the sepiolite content affect the mechanical and thermal behavior of samples. Increasing the amount of recycled component resulted in increasing of MFR, a slight increase in density, and decrease in Vicat softening point, hardness, melting temperature, and degree of crystallization. As an opposite effect of these to factors on crystallinity of HDPE, sepiolite content has better effects to be considered separately for each recycle content. Sepiolite can be introduced as a low-cost reinforcement filler in recycling industry for tuning new compositions based on process condition, or vice versa.
Introduction
High-density polyethylene (HDPE) is among the most usable thermoplastics because of its numerous applications in various industries due to its properties such as durability, chemical inertness, easy processability, and on top of all being inexpensive. 1 On the other hand, today’s environmental crises force the industry toward consuming reusable and recycled materials. However, one of the main consequences of recycling polymers is the huge drop in their mechanical properties and thermal behavior. 2 Therefore, the properties of the recycled polymers as polyethylene (PE) are not good enough for industries demands. 3 Thus, to improve its properties, one of the best ways is incorporation of inorganic and non-organic nanoparticles into polymer matrix. 4
For decades many inorganic clays have been used as plastic additives to enhance mechanical, thermal, and chemical resistance properties such as bentonite, organically modified nanoclays, halloysite nanotubes, and sepiolite. 5- 10 Sepiolite is a fibrous nanofiller having needle form with open channels extended along the fiber direction with hydrated magnesium silicate having the unit cell formula of Mg4Si6O15(OH)2·6H2O. Other specific properties of sepiolite is hydrophilicity, fibrillary needle shape, high porosity, and low cost. 11 The reason for wide application of nanoclays in PE-based composites is the significant improvement of material performance compared to virgin PE. 5 Because of lower specific surface area of sepiolite nanofibers in comparison with other nanoparticles, these nanofibers dispersed more easily into the polymer matrix by shearing. 12 There are also reports on improvement of fire retardancy of various polymers with sepiolite as a filler even with low contents of filler. 11,13 -16
Samper-Madrigal et al. had fabricated PE/thermoplastic starch (TPS) using different compatibilization systems as well as sepiolite. Their results revealed good compatibilizing effect of sepiolite on the PE/TPS composite. As the great increase in elongation at break of films, containing only 3–5 wt% sepiolite from 90% to values of about 260–480% for PE/TPS blends was observed. Also, an interesting decrease in the size of particle to values around 2.5 µm was observed. 17
Singh et al. investigated the dispersion state of sepiolite in HDPE matrix, through monitoring linear viscoelastic behavior of HDPE/sepiolite nanocomposites by defining the role of molar mass and polarity of compatibilizer on it. Their measurements showed that molecular mass has priority over polarity as blends with high molecular weight showing better properties. 18
In another study, Singh et al. investigated the melt extensional properties of HDPE/sepiolite nanocomposite. They reported good dispersion of sepiolite in the HDPE matrix studied using scanning electron microscopy and transmission electron microscopy measurements. In addition, the results showed interesting reinforcement effect of sepiolite on the HDPE matrix in the form of improved tensile, flexural, and thermal properties of HDPE. They also reported an increase in melt strength and elongational viscosity by increasing the sepiolite content. Additionally, they suggested processing methods, where stress deformation occurs during processing such as blow molding, thermoforming, sheet casting, and fiber spinning to be used as the processing method for this nanocomposite. 12
Alonso et al. investigated a new application for PE/sepiolite nanocomposites fibers for textile or to be more specific, carpet or clothing. Thus, they studied the effect of sepiolite content (1, 2, and 3 wt%) and stretching steps through crystallinity and tensile measurements. Their results demonstrate that PE fiber diameter is lower than the composites and its reduction after second stretching is also higher. In addition, it has a smoother surface than the composite. The defects in composite fiber increase with drawing steps but has no notable negative effect on mechanical properties as they are mainly influenced by crystallinity morphology variation. Both variables influence crystallinity, however, the changes in drawn nanocomposite fibers is lower than PE fibers. Finally, considering the mechanical properties, they concluded that the effect of drawing stage has more influence than sepiolite content. 19
Bhagabati et al. studied the effect of sepiolite nanofiller in chlorinated PE (CPE) and ethylene methacrylate (EMA) copolymers as wide application of this polymers in cable, hose, pipe, and indoors materials. They studied the mechanical and thermal stability of CPE/EMA (60/40) filled with 5 wt% sepiolite. They observed 47.77% improvement in tensile strength of nanocomposite compared to neat blend. Their glass transition temperature (T g) and storage modulus (E′) were also in agreement with tensile data. In addition, initial degradation temperature also showed 38.4% shift with the addition of nanofiller. Furthermore, higher char yield content of nanocomposite showed positive impact of sepiolite as nanofiller on thermal stability of CPE/EMA blend. Comparison of modified sepiolite and unmodified sepiolite in this study revealed no significant difference in the final properties of nanocomposites. 20
Although there is a lot of studies 21- 23 concerning the effect of sepiolite as a nanofiller in PE or its copolymers, to the best of author’s knowledge, there is no report of using this nanofiller in combination with recycled material. In this study, we considered for the first time the thermal and mechanical behavior of recycled HDPE nanocomposites containing sepiolite as nanofiller. Hardness, density, Vicat softening temperature, melt flow rate (MFR), and differential scanning calorimetry (DSC) have been investigated on recycled HDPE containing different amount of sepiolite. The aim of this study is to give a starting point to recycling industry to use sepiolite as an enhancement additive in their future formulations.
Materials and methods
As the nanoparticle, sepiolite was used after thermal treatment (kept in 200°C for 24 h) from Dorkav mine (Iran). HDPE was received from Shazand (Arak) Petrochemical Company, with trademark EX3, with its physical properties reported in Table 1.
Physical properties of the used HDPE.

HDPE: high-density polyethylene; MFI: melt flow index.
To identify the effect of addition of recycled materials, three different types of compounds with various amounts of recycled material has been prepared, R10, R20, and R30, which contain 10, 20, and 30 wt% of recycled material, respectively. To prepare the recycled material, HDPE granules undergo an extra extrusion into granules at the same thermal profile of the main compounds. To investigate the nanoparticle content effect, two different amounts of nanoparticles have been investigated, 3 wt% and 6 wt% (N3 and N6), respectively. The formulation of samples are listed in Table 2.
Formulation of samples.
Compounds were prepared using counter rotating twin-screw extruder Colin, in six temperature profiles 170, 180, 190, 200, 205, and 205°C with L/D 60, length of 80 cm, and rotation rate of 80 r min−1. Then, they were melt molded with Aslanian molding device EM80 125 g with loading rate of 45 r min−1, pressure of 90 bar, cooling time of 50 s, holding time of 4 s, and thermal profile of 180, 190, and 200°C.
MFR test was performed with Sanaf testing instrument according to DIN 53735 at 5 kg load and 190°C. DSC tests were performed under nitrogen gas from room temperature to 600°C with rate of 10°C min−1, Labmen 100L device. Hardness test was performed by PHT-1800 portable hardness tester and it was repeated for each sample 10 times. Vicat and density measurements were repeated for each sample for three times using Vicat test equipment BPP according to ASTM D1525 standard test method and flotation method in ethanol (Merck) according to ISO 1183-1 standard test method, respectively.
Results and discussion
Figure 1 shows the Vicat softening point results as a result of heat characterization amount for recycled nanocomposites. As expected, increasing the recycled amount of PE resulted in a reduction of Vicat temperatures as during processing of polymers, the polymeric material is exposed to thermal, oxidative, and shear-induced degradation causing molecular scission. Introducing the sepiolite to the recycled blends of PE improved the values independent to recycled amount, best results obtained for 6 wt% of sepiolite. It is due to the fact that properties of each component in a composite affect the final properties of it (usually it is the average of each component properties).
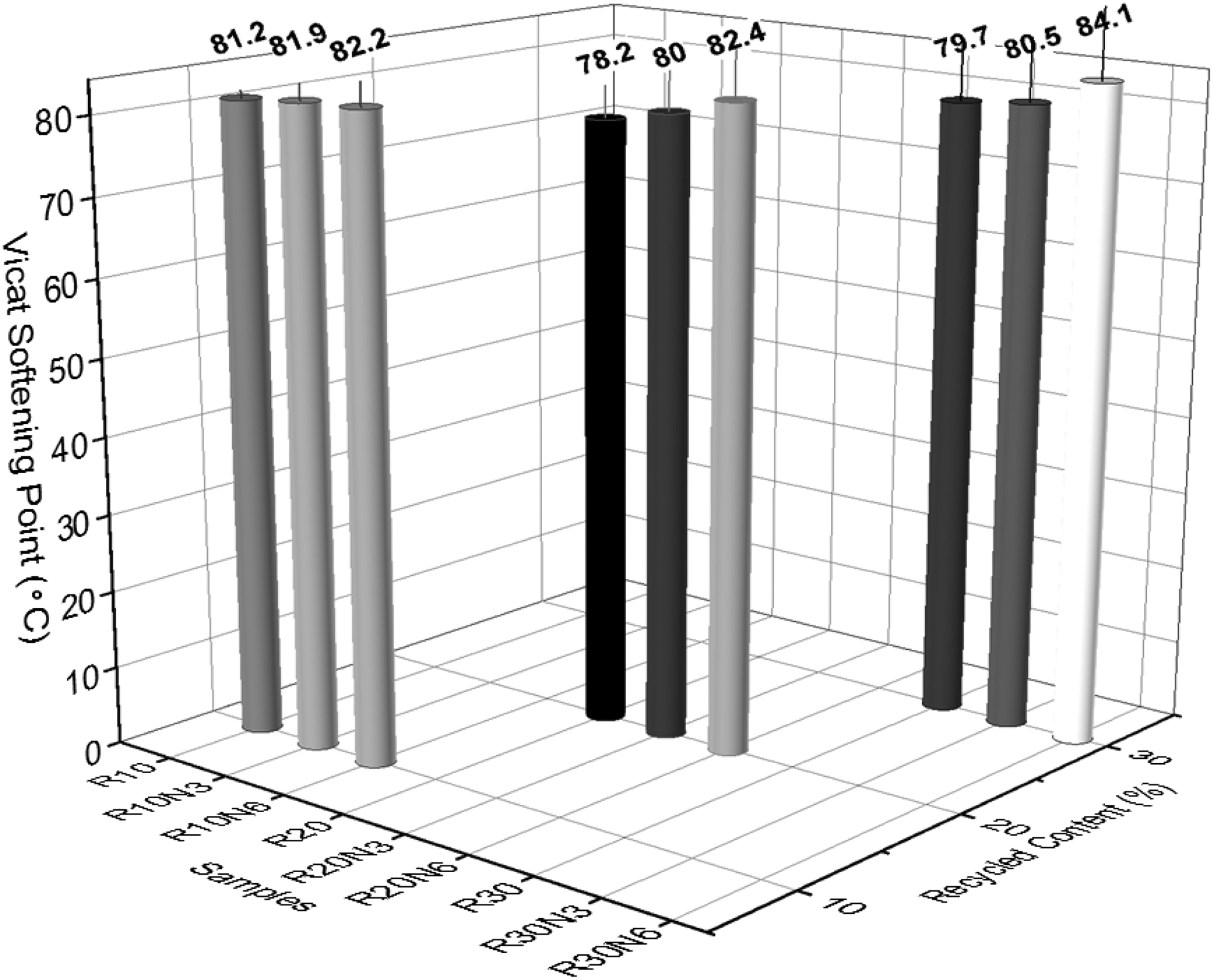
Vicat softening point of nanocomposites containing different amount of sepiolite and recycled PE.
MFR is the measure of how easily a melt will flow and is among one of the important factors in choosing process method and characterizations. As it is clear from Figure 2, MFR values increased by introducing higher amount of recycled content to the nanocomposites. This is due to the fact that shorter length of chains in recycled material and overall impact of heat history of them leads to easier flow of chains in comparison to virgin materials. The trend of values for increment of sepiolite amount is dependent on the recycle content of nanocomposites. For samples with 10 wt% of recycled content, that is, R10, R10N3, and R10N6, through increasing sepiolite content, MFR values increase as well. This trend is reverse in the case of samples containing 30 wt% of the recycled material. And considering R20, introducing 3 wt% nanofiller reduces the MFR values and 6 wt% of it increases the MFR values to be the highest value in the chart. It is obvious that the effect of addition of nanofiller on MFR is not a specific trend as the most important factor affecting MFR is the crystallinity of PE, which is mostly effected by recycled content of the samples. On the other hand, nanoparticles can be the core for nucleation and can increase the crystallinity. The conflict in the trend here can be the result of the different influence of these two factors (nucleation of nanoparticles and short chains of recycled material) on the crystallinity at the same time. Depending on the favorite processing method or application, one can choose the desired amount of recycled material and then can tune the MFR using low or high percentage of sepiolite. This is a valuable point, that is, only by varying the recycled content and sepiolite content, one can achieve a composition that is favorable for different processing requirements.
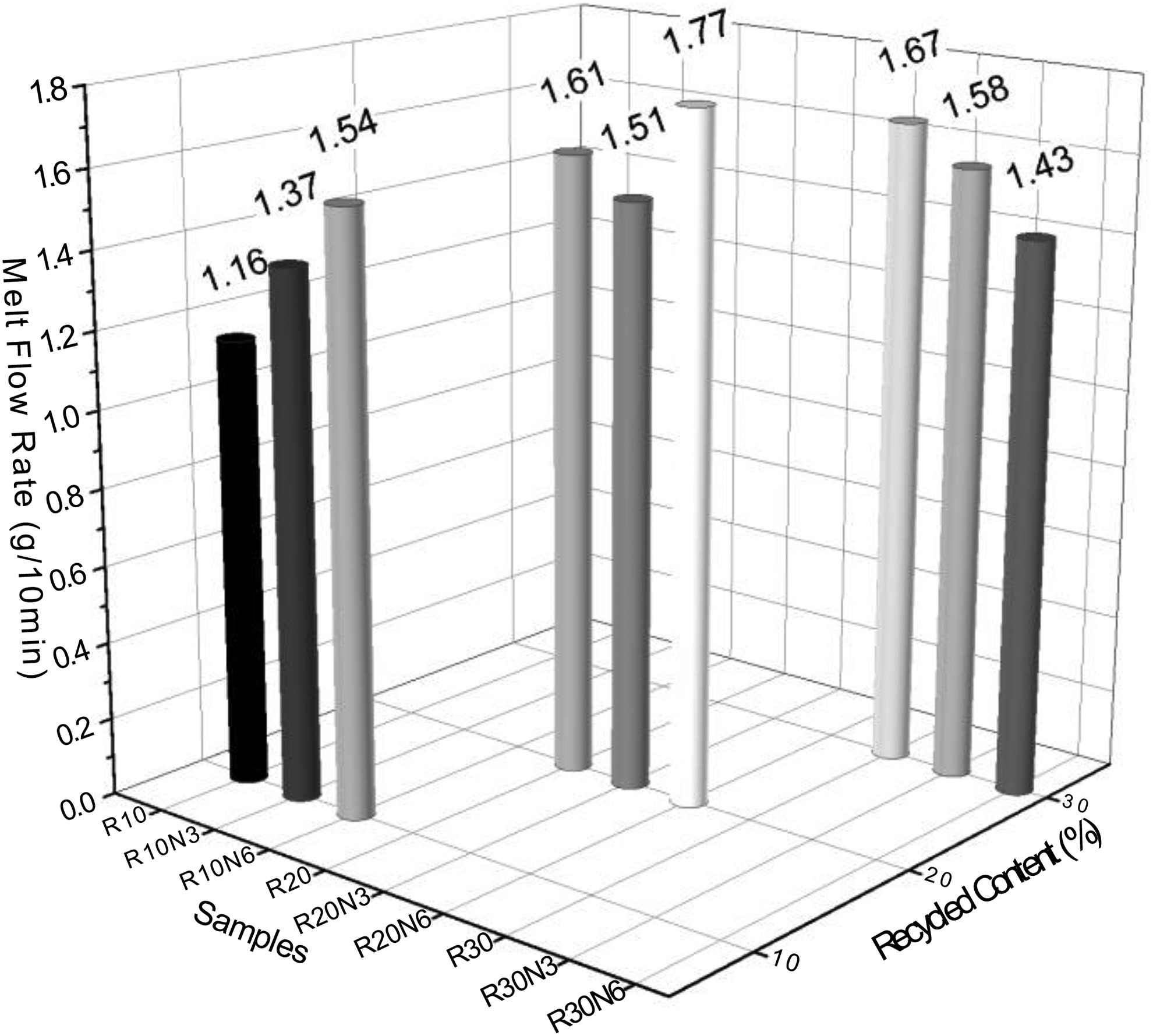
MFR of PE nanocomposites containing different amount of sepiolite and recycled PE.
The hardness of materials is a value demonstrating a material’s resistance to permanent indentation. It is useful in choosing materials for specific applications. Thus, the Rockwell hardness of all samples were measured and the results are depicted in Figure 3. Obviously, addition of the recycled content leads to reduction in hardness values in samples. On the other hand, increasing the sepiolite content leads to enhancement of hardness in all samples as it is shown in Figure 3. It is interesting that sepiolite can completely overcome the recycled content effect as the sample R30N6 has the highest value among all. It seems that the effect of nanofiller is more obvious in samples with higher recycled content. It is an obvious fact that the crystallinity of the polymer increases hardness, because in the crystalline phase, the intermolecular bonding is more significant. Hence, the polymer deformation can result in the higher strength leading to oriented chains. This is so as the crystallinity reduces the degree of freedom for the molecular chains to move. Therefore, as explained before, both recycled and nanoparticles content affect hardness as affecting crystallinity.
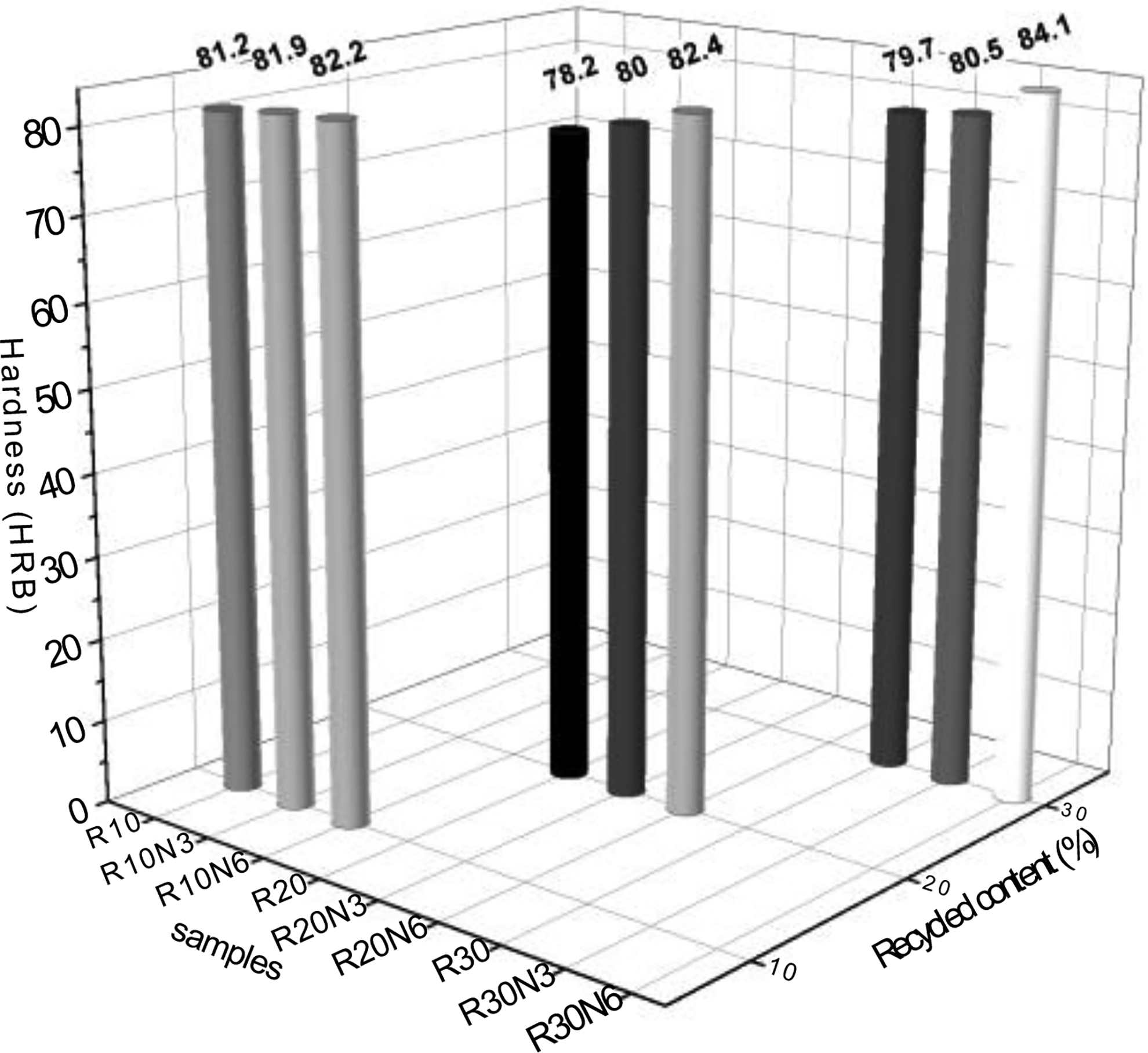
Hardness of PE nanocomposites containing different amount of sepiolite and recycled content.
Density of materials is one of the basic but very important (specifically in crystalline polymers) properties. The influence of recycled content and sepiolite on density of samples is illustrated in Figure 4. Addition of recycled content leads to a slight increase in density. As expected, introducing inorganic sepiolite as nanofiller caused the increasing in samples density. The effect of nanofiller and recycled content on samples’ density is synergic. Thermal degradation, oxidation, and change of chain morphology in recycled component may be the source for these results.
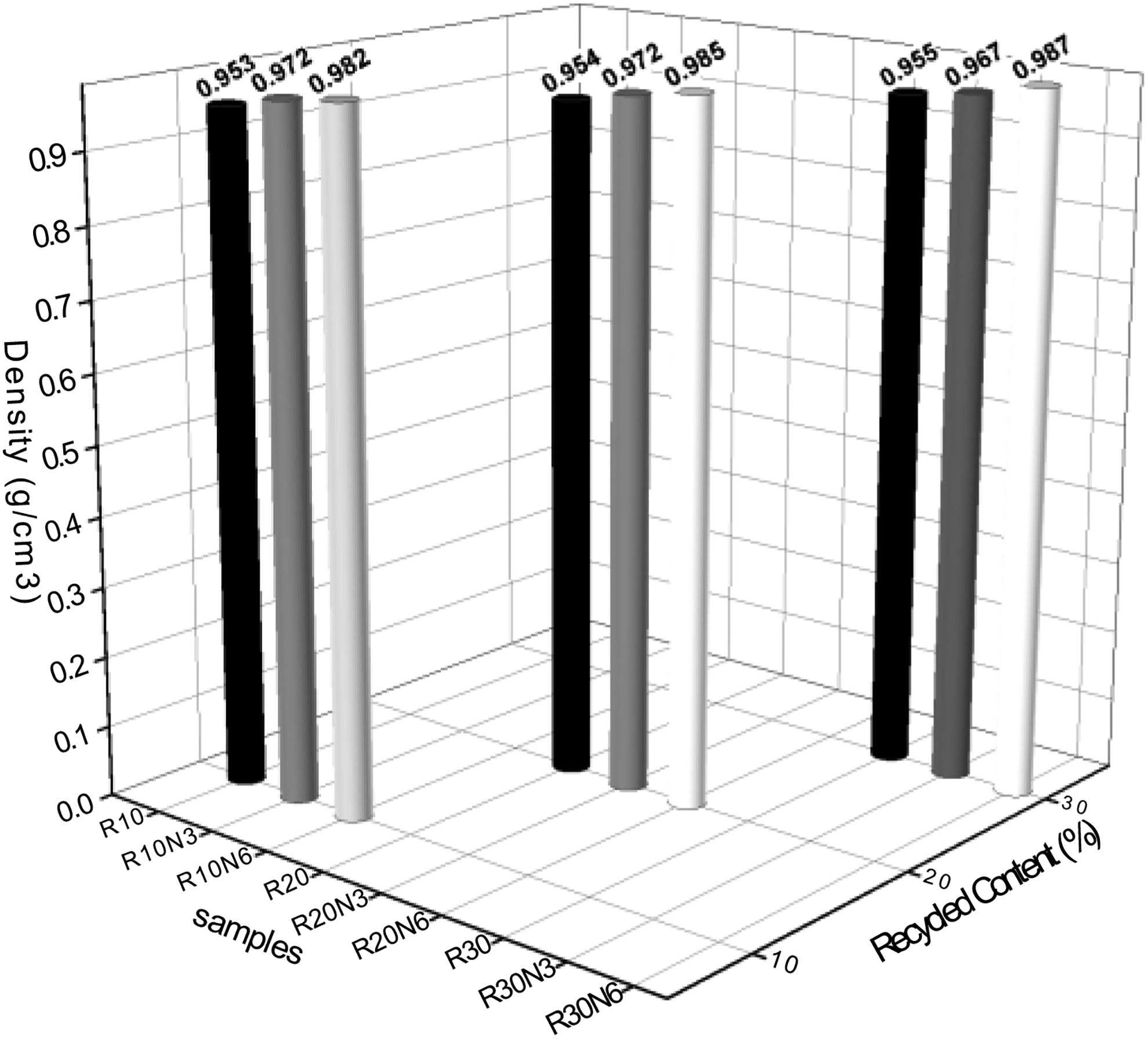
Density of PE nanocomposites containing different amount of sepiolite and recycled content.
DSC is a strong method for tracking the thermal behavior of polymers. To compare the effect of sepiolite on thermal properties of PE nanocomposite containing recycled PE such as melt temperature (t c) and melting heat (H), results are divided based on recycled content as shown in Figures 5 to 7. The melting heat of completely crystallized PE is 286.7 J g−1, and this value was used to calculate the degree of crystallization (DC) of samples as the ratio of melting heat of samples to this value. The T m, H, and DC of each sample is listed in Table 3. Higher crystallinity leads to higher T m and H values, and as mentioned before, both recycled content and sepiolite content affect the crystallinity but in a different direction. Then, it is logical to investigate the results keeping one factor constant. Increasing the recycle content from 10% to 30% dropped the melting temperature (T m) about 10°C. Based on the results, the best improved T m obtained was through the addition of 3 wt% of sepiolite. Considering the DC, increasing the recycled content leads to a decrease in DC and sepiolite content has a reverse effect. This is also due to the result of opposite effect of two components of the crystallinity of the composite. These results may be helpful in designing new recycled compound for different applications and different physical and mechanical expectation for final materials.
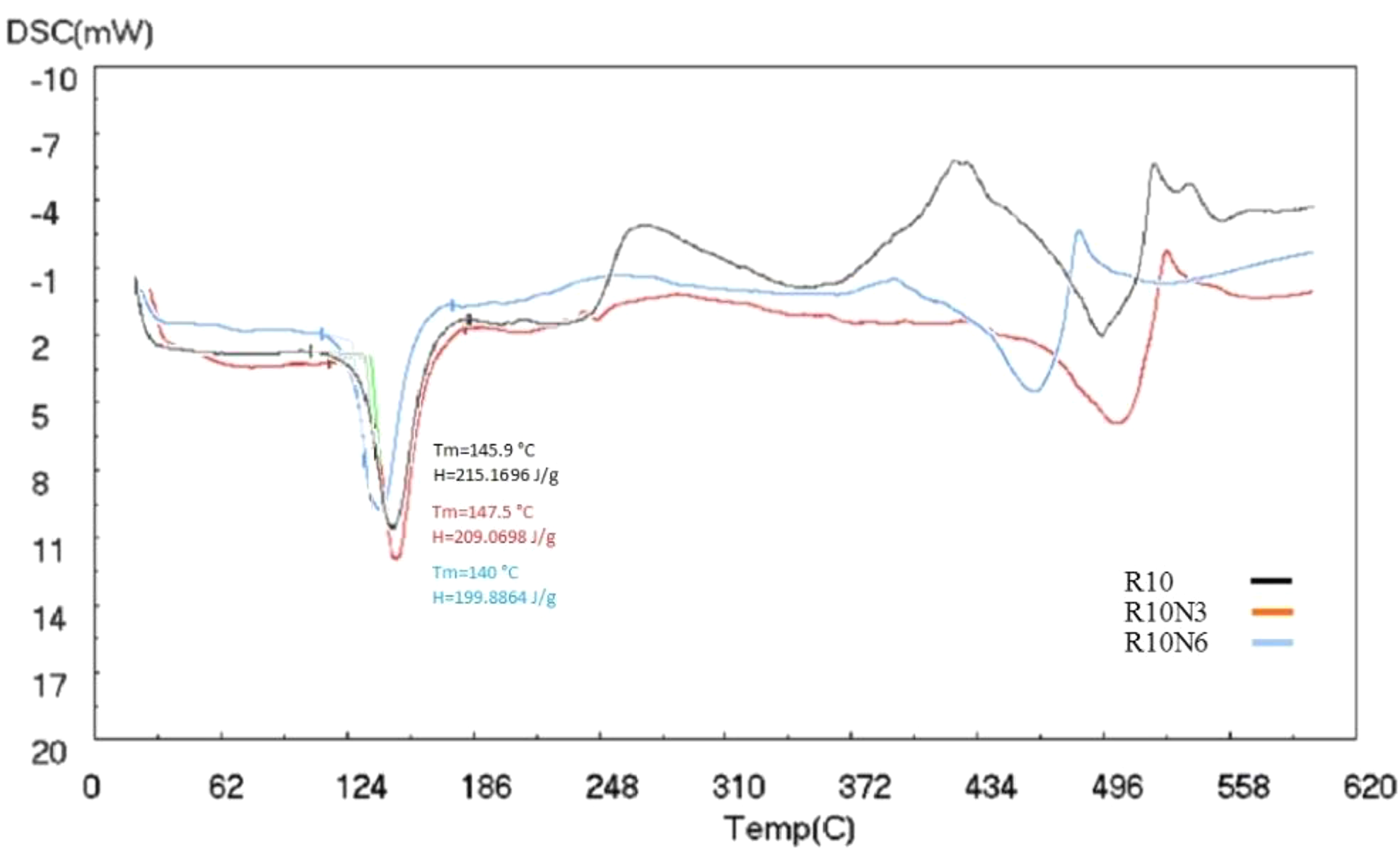
DSC for nanocomposites containing 10 wt% recycled PE.

DSC for nanocomposites containing 20 wt% recycled PE.
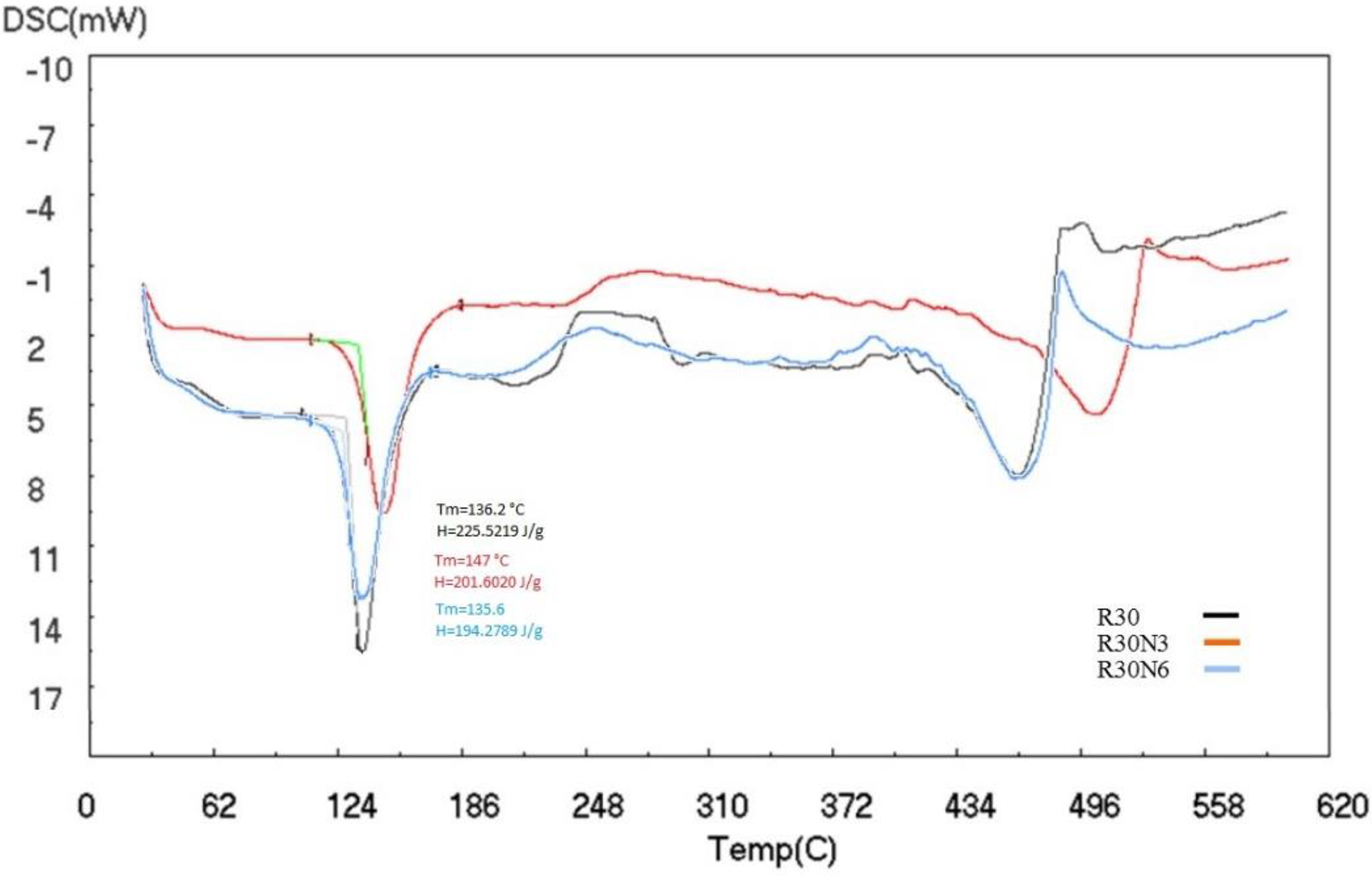
DSC for nanocomposites containing 30 wt% recycled PE.
Melting temperature, melting heat, and degree of crystallization calculated based on DSC results.
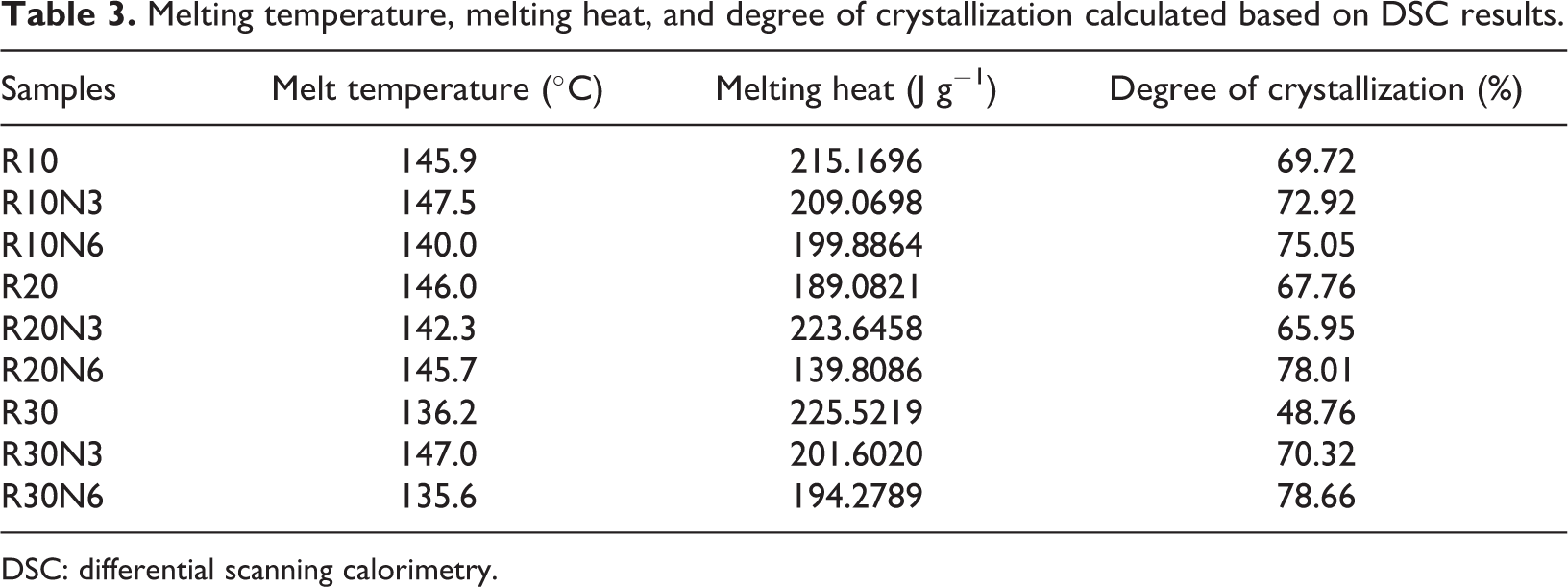
DSC: differential scanning calorimetry.
Conclusion
In this study, we investigated for the first time the effect of sepiolite as nanofiller for PE compounds containing different amount of recycled PE (10, 20, and 30 wt%). Two different amount of nanofiller was tested, that is, 3 and 6 wt% density, Vicat softening point, MFR, hardness, and DSC measurements were occupied for each samples. These results in general give a great outlook to design new recycled compounds based on HDPE and different enforcement goals using sepiolite based on different application. In addition, it is a great help for adjusting the process condition based on formulation, and vice versa. As the result of different effect of recycled material and sepiolite on crystallinity of HDPE, important trends are shown toward different content composition of the composite. In other words, increasing the recycled content leads to a decrease in DC, and therefore, the sepiolite content has a reverse effect. Softening point of composites raised by increasing the sepiolite content and decreased by increasing the amount of the recycled material. The result for MFR is more complicated and due to conflict effect of each component, it should be considered for each percent of recycled material separately. There is a slight increase in density values through increasing both sepiolite and recycle material content. DSC graphs of studied composites suggest also to study each component effect individually. Most increase in T m obtained using 3 wt% sepiolite and to decrease the T m increasing the recycled material amount was shown. Results showed that sepiolite is a promising low-cost nanofiller for recycled PE industry, which can be used to tune different desired properties for favorite processing method.
Footnotes
Acknowledgements
The authors are thankful to Baspar Payesh Pars accredited laboratory, Iran, for supporting this study and funding one of the authors YKO.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.