
Abstract
Although noise pollution appears to be a minor issue, it worsens as a result of urbanization and population growth. Unwanted noises have a wide range of negative effects, including anxiety, hostility, high blood pressure, tinnitus, hearing loss, and sleep difficulties. The researchers are compelled to conduct a creative search in order to uncover future environmental solutions due to the noise problem, which is becoming each day worse. Moreover, the textile sector, which is growing day by day, generates huge amounts of waste with the effect of fast fashion trend. The objective of this study is to develop ecofriendly acoustic panels utilizing recycled textile waste and thermoplastic polypropylene (PP) fibers. Within the scope of the study, waste fabrics made of viscose, lyocell, flax, cotton, and polyester are shredded into fibers, and sandwich panels including waste fibers bonded together with PP fibers are generated using the hot press technique. In addition to the use of natural and synthetic fibers, the effects of surface shape (perforated-imperforated) and layer thickness (5 mm and 10 mm) on acoustic performance are examined. The results of the sound absorption and sound transmission loss tests reveal that the acoustic properties of the samples improve as the sample thickness increases, but the perforation process does not have the desired favorable impact on samples of the same thickness. Additionally, the outcomes demonstrate that around 2000 Hz, natural and regenerated fibers with high cellulose content had the best sound absorption coefficients around 0.60. The findings indicate that these eco-friendly panels can be used to reduce unwanted noise in open offices, co-working spaces, and meeting rooms.
Introduction
The conventional wisdom holds that human life would not be possible without textiles. 1 However, numerous tons of textile waste are produced each year as a result of fast fashion trend, growth of population, increasing usage levels and the short lifespan of inexpensive textile materials.2,3 Globally, only 1% of waste textiles is recycled, while 87% is burned or landfilled. 4 Recycling textile waste is an essential concern for preserving earth’s resources and reducing climate change. 5 The use of recycled textile materials is possible in a variety of industries, including textile, construction and automotive. 6
The usage of acoustic materials is rapidly expanding globally as a result of new application fields, technological advancements, rising demand, and stricter noise legislation in many nations. 7 Noise not only decreases productivity in the workplace, but it also leads to physiological problems including hearing loss, high blood pressure, heart disease, ulcers, colitis, migraines, and psychological issues like insomnia, distress and fear. 8
Materials for acoustic insulation in great demand mostly include glass wool, rock wool, and foamed plastic. Along with these components, the use of porous textile structures in acoustic applications has significantly increased recently. 9 Various textile constructions (woven, knitted, and nonwoven) are employed, with nonwovens currently dominating the market.9,10 Regardless of whether a textile is comprised of virgin or recycled materials, its porous structure and thickness dictate how well it absorbs sound. Polypropylene, polyester, and viscose are frequently employed as synthetic fibers in acoustic applications, whereas flax, hemp, kenaf, jute, agave, bamboo, coconut, and wool are typically utilized as natural fibers. 11 The anisotropic transport properties that control the visco-inertial and thermal losses of sound waves through the fiber structure are characterized by the low density and complex vascular pore structure of textile fibers, particularly natural fibers. 12 Thus, natural fibers are increasingly used in noise reduction since they are biodegradable, renewable, readily accessible, and beneficial to the environment.13,14 The characteristics of a material that affect its sound absorption properties are its thickness, elastic modulus, flow resistance, and porosity. Flexible textile constructions are better suited to low-frequency disturbances than stiff objects of comparable thickness. When polypropylene fibers with an elastic modulus of 1137–1551 MPa 15 are used as binders, they can form an elastic fiber-matrix interface that allows other textile fibers to be held together. Up to a certain point, low-frequency noise absorption is improved by increasing thickness. 16 Natural fiber composites (with thermoplastics or thermosetting materials) are used for acoustic purposes by numerous automotive manufacturers owing to their excellent characteristics, which include high acoustic performance, low weight, high strength, and stiffness. 17 The examination of the acoustic performance of textile-reinforced thermoplastic composites has been the subject of many studies. In one of these studies, mulberry stems and polypropylene were used by Guna et al. (2021) to create a sustainable composite panel with better acoustic qualities. The samples were produced by applying 3 layers of polypropylene and 2 layers of mulberry stems to a press for 6 min at 180°C and 3000 psi. The findings demonstrated that as density rises and there are more mulberry stems closely packed in the composites, the sound transmission loss increased as well. It has also been claimed that the mulberry stems’ hollow structure has an impact on the composite materials’ acoustic characteristics and boosts their sound impermeability. 18 In another study, Singh and Mukhopadhyay (2020) designed a composite structure that provides both sound absorption and sound insulation using banana fibers. To create the composite sample, banana fibers were dipped in a polypropylene solution and dried. A gradient sample with one compact side and one non-compact side was prepared. The results of the tests indicated that thickness boosts sound absorption. The gradient sample had the best sound absorption capabilities since its non-compact side was exposed to sound waves. They also claimed that the absorption rises with depth and that the depth of the cavity has an impact on its acoustic characteristics. In comparison to the other gradient samples, the one with the compact side exposed to sound performed the best in terms of sound transmission loss. 19 Aly et al. (2021) investigated the acoustic and thermal insulation properties of sustainable thermoplastic sandwich composite panels to be used in building flooring systems. While polypropylene was selected as the matrix material, recycled nonwoven jute, polyester, and jute-polyester fabrics were employed as reinforcement materials. Compression molding was used to create composite panels with varied reinforcement and matrix ratios. The effectiveness of sandwich composite panels as acoustic insulation was assessed using the impact sound attenuation test, and the findings revealed that all composite samples achieved enhanced impact sound attenuation at low frequencies. While polyester composites displayed erratic behavior at high frequencies, jute and hybrid jute-polyester composites demonstrated a reduction in impact sound. 20 On an acoustic panel made of natural fiber reinforced composites, Sekar et al. (2020) examined the performance impact of altering the size and geometry of the holes. Palm empty fruit bunch fiber reinforced composites were created using the hot press method. According to the findings, perforated structures in acoustic panels are favorable because they have a high level of sound absorption and altering the size of the holes can change the system’s natural frequency. 21 In a different study, Yuvaraj et al. (2020) utilized jute fiber and araldite epoxy resin to create a recyclable and biodegradable sound-absorbing panel. The fibers were treated with 10% NaOH for 24 h during the manufacturing process, followed by washing and drying. The fibers were combined with araldite epoxy resin after being carefully trimmed to a length of around 4 mm. Different perforation rates were used to produce samples. According to test results, perforation enhances sound absorption, as does perforation depth. 22
In the context of this work, composite acoustic panels made of recycled natural and synthetic fabric wastes and thermoplastic polypropylene fibers acting as binders are constructed. The panels are produced in different thicknesses and with or without holes, and the effect of these parameters on the acoustic properties, as well as the fiber type, are investigated. In addition to the self-structural porosity preserved by the use of both various textile wastes and binders in fiber form, the examination of the effect of the constructional holes obtained by perforating the panels on the acoustic properties constitutes the original aspect of the study. Moreover, the environmental responsibility of the panels generated is highlighted by the recycled material content, while at the same time, the obtained fibrous and porous structure is intended to enhance the acoustic qualities.
Materials and methods
Materials
In this study, waste woven fabrics made of 100% cotton, 100% viscose, 100% polyester, 100% flax (supplied by OZTEK Readymade Company) and 100% Lyocell (supplied by Motif Textile) are used as reinforcement materials, while polypropylene fibers (supplied by Hassan Textile) are used as matrix material.
Methods
The production processes are divided into two categories: Preparation of reinforcement materials and design and production of composite panels
Preparation of reinforcement materials
The rag pulling machine (Balkan Machinery) is used to shred the waste fabrics used as reinforcement materials. The shredding process was carried out four times for each fabric in order to achieve homogenous individual fibers. Shredded fibers are depicted in Figure 1. Shredded (a) polyester, (b) viscose, (c) cotton, (d) flax, (e) lyocell fibers.
Following the shredding procedure, the opened fibers are sent to the carding machine (Mesdan). Carding is used to align the fibers and create a consistent thickness. The take-off roller is wrapped with a nonwoven fabric to increase friction and facilitate fiber adhesion to the roller, especially to overcome the static electricity problem seen in polyester fibers. The carding machine is cleaned in between carding cycles to prevent fiber mix.
The carding process is repeated with the inclusion of PP fiber, which will act as a binder. In this context, the sandwich structure containing 10 g PP fiber - 35 g waste fiber - 10 g PP fiber - 35 g waste fiber - 10 g PP fiber is wound on the drum. When the sample collected on the drum is cut and brought into a linear form, 2 layers of waste fiber and 3 layers of PP fiber can be easily observed in the cross-sectional area (Figure 2). The same procedure is followed for each of the waste fiber groups. Linear layered webs are cut in half and folded again for four times to achieve 15 cm of sample width and adequate web thickness with increasing the PP layers through the cross-section. Layered structure of carded lyocell/PP fiber web (arrows indicate PP regions).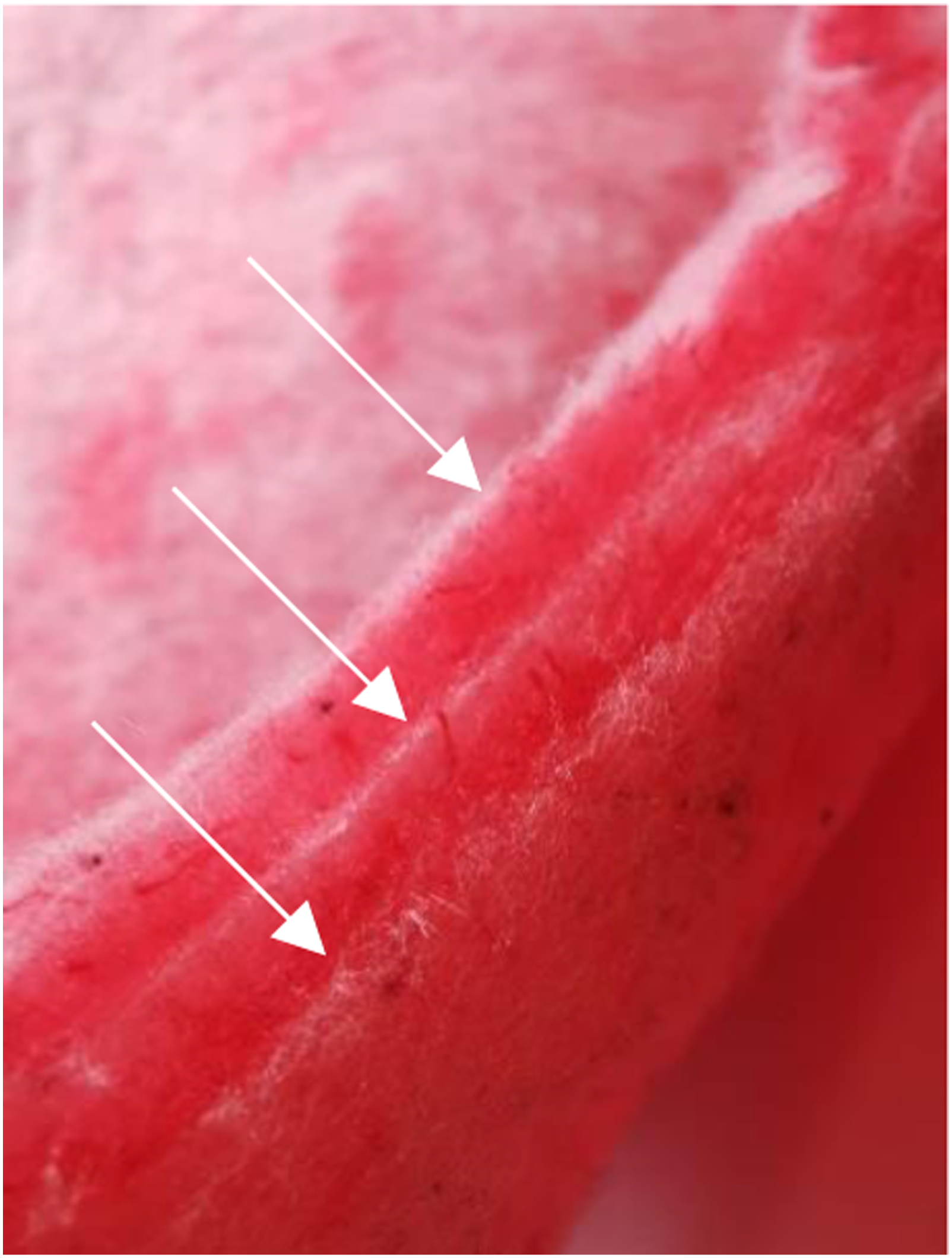
Design and production of composite panels
A hot press machine is used to thermally fuse carded waste fiber webs with thermoplastic polypropylene fibers. Each sample is placed between Teflon papers, and composites are produced in a hot press machine at 180°C (160°C for polyester due to degradation) for 40 min (Figure 3(a)). To prevent excessive pressure on webs, a metal ring with a height of 0.5 cm is employed between the plates of the hot press machine. Each pressed web is allowed to cool for 24 h in the hot press. (a) Lyocell, (b) viscose, (c) flax, (d) cotton, (e) polyester, (f) prepared test samples (2-layered with perforation, 2-layered, 1-layered).
Sample codes.
Perforated samples are pierced with metal perforator with 9 mm diameter by keeping the void ratio (16.5 ± 0.25%) constant for all small and large samples. Thus, the number of perforations for large samples is 20 while it is three for small ones. Perforated samples can be seen in Figure 3(a)–(e). While creating test samples, 1-layered samples are prepared using just one imperforate sample, 2-layered samples are prepared either using two imperforate samples or combining one perforated and one imperforate layers to investigate the effect of both thickness and surface characteristics on acoustic performances (Figure 3(f)).
Performance analysis
Physical and dimensional analysis
Weight and thickness measurement
The weights and thicknesses of the fabricated composite structures are measured with a conventional digital micro gage and a digital precision balance. The bulk densities are then computed.
Fiber diameter measurement
Individual waste fibers used for the production of composite panels are observed under a light microscope (Zeiss Primo Star) at a magnification rate of 10kx and fiber diameters are measured using a KameraM Micro Structure Imaging and Measurement Software Software System at least from 10 different fibers. Mean values are given with standard deviations.
Acoustic analysis
The composite structures acoustic performances are measured using a TestSens Sound tube in terms of sound absorption (ISO 10534-2 standard) and sound transmission loss (ASTM E2611–09). Three samples from each sample group are employed for absorption and transmission tests. To examine the sound transmission loss and sound absorption coefficient at low (50–1600 Hz) and high (200–6400 Hz) frequency levels, composites are cut into circles with diameters of 100 mm and 29 mm, respectively.
Results
Physical and dimensional test results
Weight and thickness
Thickness and bulk density values of the 1-layered composite samples.
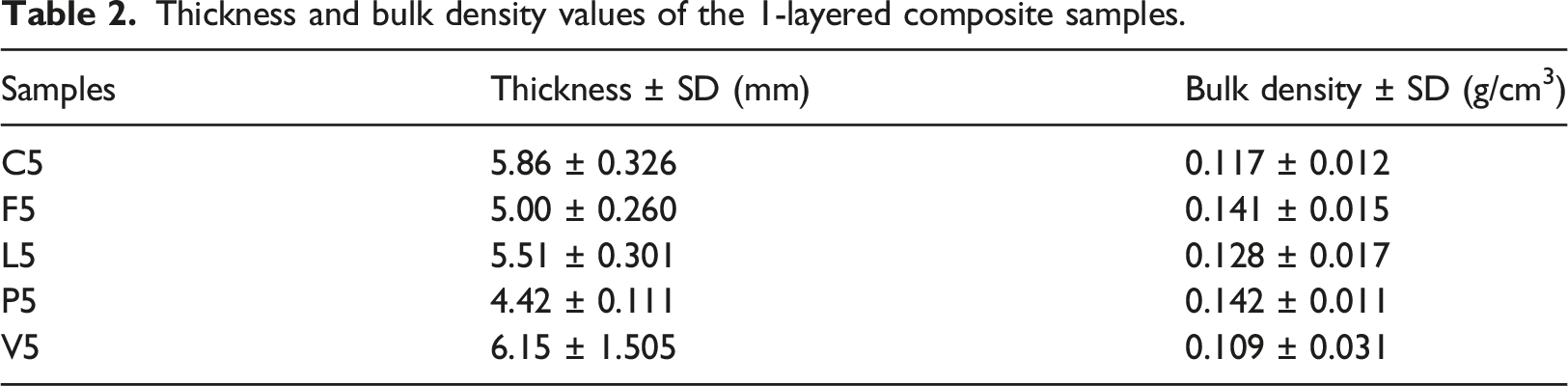
Even though the samples are generated under the same manufacturing conditions with the same sandwich structure design and similar weight ratios, there are slight variations in the final samples’ thicknesses that affect their bulk densities. The samples of flax and polyester with the lowest thickness values (5.00 mm, 4.42 mm) are shown to have the highest bulk densities. When analyzing the test results, this is also taken into consideration as it has an impact on the acoustic performance. The bulk density of the material influences its sound absorption performance, and as the bulk density increases, the sound absorption coefficient tends to increase from low to high frequencies. This is due to the increased complexity of the sound path known as tortuosity in the absorber brought on by the high bulk density, which results in energy loss. On the other hand, this situation is reversed when the fibers are packed too densely, i.e., when the bulk density is too high. This high bulk density reduces the absorber's porosity, which restricts sound wave penetration into the absorber. 23
The lowest sample thickness of polyester, 4.42 mm, is likely to have been affected by the production issues, as well. The fabrication of the polyester sample, which degrades, deteriorates, and has a tendency to shrink at 180°C, is repeated and is carried out at 160°C, as previously mentioned. There is no physical deterioration or damage, but the sample’s structural shrinkage may have led to a drop in thickness and an increase in bulk density.
Fiber diameters
The diameters of waste fibers and the binder polypropylene fiber.

Measured fiber diameters vary between 10 and 16 μm and are within the diameter range (7–20 μm) given for natural and synthetic fibers in the literature. 24 The smallest diameter measured is 10 μm for lyocell while the largest is for polypropylene fiber (16 μm) used as a binder.
In general, the decrease in fiber diameter is expected to make a positive contribution to the sound absorption coefficient. Because thin fibers create more small air gaps for the sound to propagate in the same bulk density. 25 However, it may not be very accurate to evaluate the effect of just fiber diameter on the sound absorption coefficient of different raw materials. In these cases, it is important to evaluate the sound absorption capacity of the material as a whole by parameters such as the raw material and the diameter of the fibers as well as the bulk density and thickness of the material formed by these fibers.
Acoustic test results
Sound transmission loss
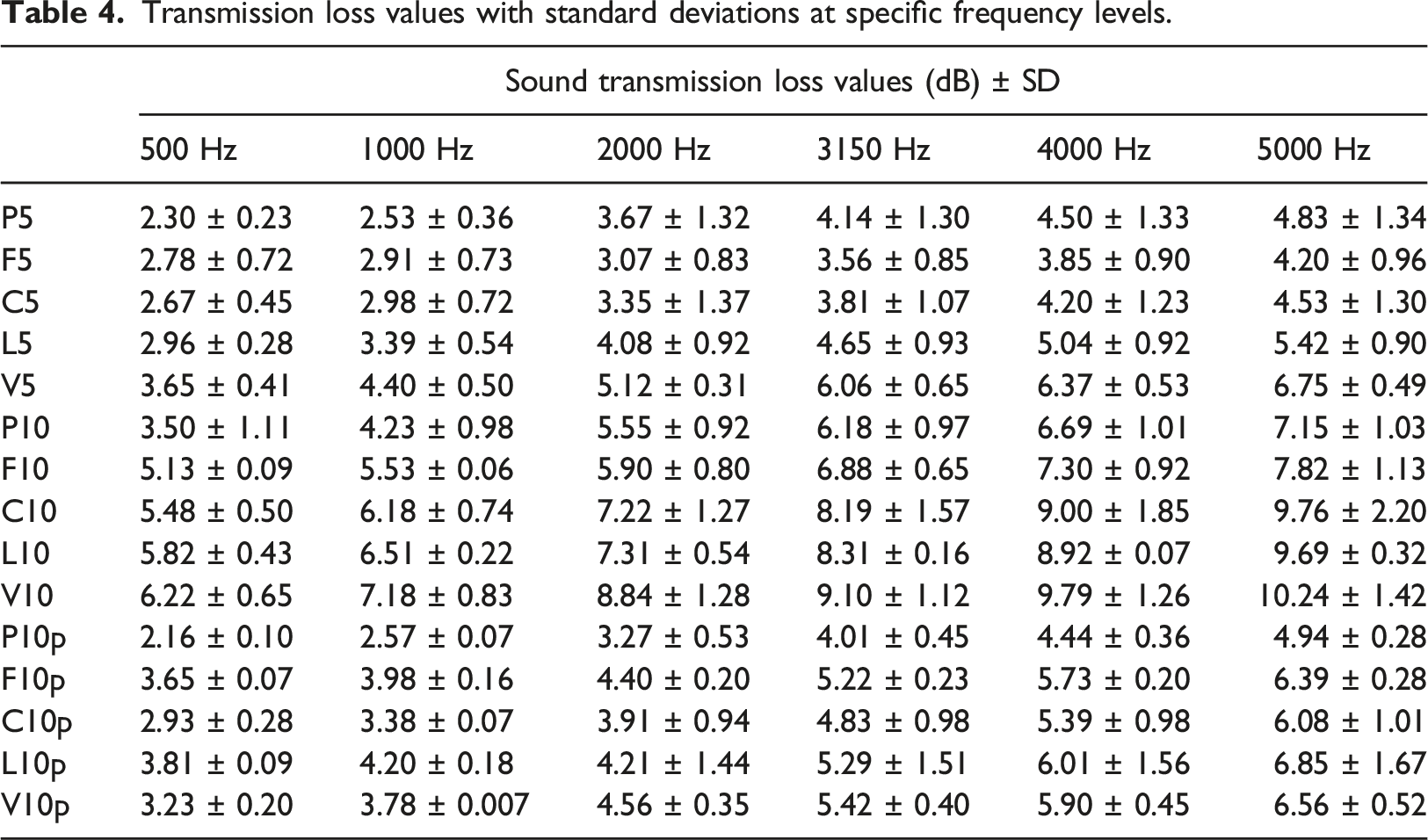
Transmission loss values with standard deviations at specific frequency levels.

Sound transmission loss test results based on thickness and perforation.
Sound transmission loss test results based on raw material (constant thickness: 10 mm).
In terms of thickness measurements and perforation conditions, all samples are contrasted with one another. It may be said that the thickness considerably impacts the acoustic properties when comparing 1-layered and 2-layered samples. As Paknejad and Vadood (2021) have also stated, increased thickness increases the acoustic characteristics, 26 and this also can be seen at results of this experiment. In terms of transmission loss, it can be noted that 2-layered samples perform roughly two times better than 1-layered samples. It may be inferred that sample V10, with its approximately 9 dB reduction in sound transmission, is the most successful of all samples because daily noises typically occur between 2000 and 3000 Hz levels.
Figure 4 compares each fiber sample in its individual 1-layered, 2-layered, and perforated forms. Based on Sekar et al.’s (2020) argument that perforation impacts the acoustic performance of natural fibers, 21 it has been expected that a perforated layer will improve the acoustic properties of samples. When compared to imperforate samples and 1-layered samples, perforation does not appear to have a substantial impact on transmission loss. All findings indicate that 2-layered samples work best for all fiber types, while 1-layered structures yield the lowest values. Given that the perforated samples’ performances fall between those of the imperforate 1-layered and 2-layered specimens, it can be said that the perforation effect behaves as a half layer.
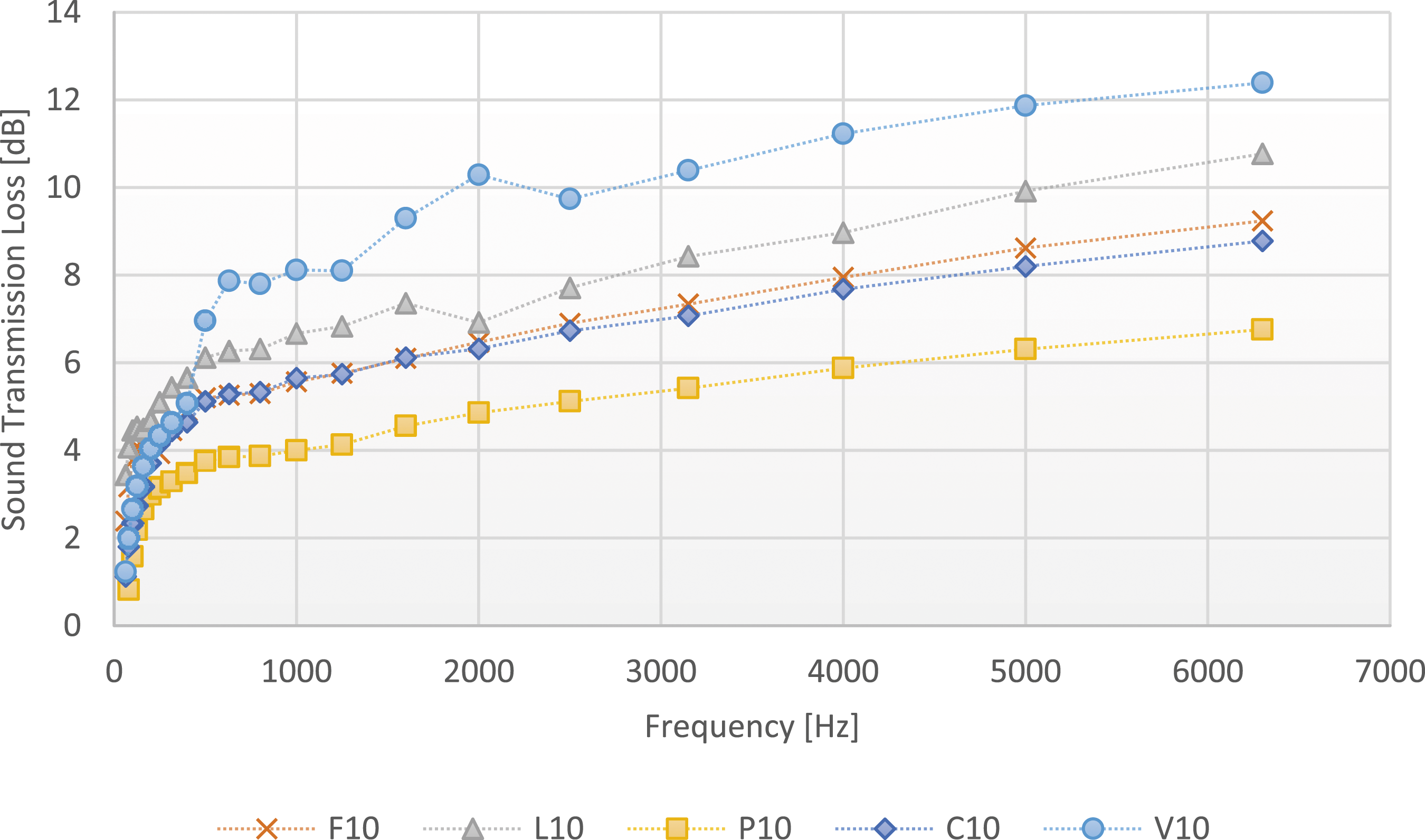
All waste fiber - polypropylene composite samples with a 10 mm thickness are represented in Figure 5 by the sound transmission loss values. The highest result belongs to the V10 sample, while the lowest result belongs to the P10 sample which can be seen above 1000 Hz and, more crucially, between 2000 and 3000 Hz. It is known that cellulosic fibers perform better than polyester fibers because they have a porous structure. Moreover, natural fibers perform better acoustic performance than synthetic ones, according to Jailani and Isa’s (2020) investigations. 27
Sound absorption
Sound absorption values with standard deviations at specific frequency levels.


Sound absorption test results based on thickness and perforation.
Sound absorption test results based on raw material (constant thickness: 10 mm).
Sound absorption values are derived by comparing all samples’ thicknesses and perforated features, much like with the preceding sound transmission loss values. The thickness of the material appears to have a huge impact on the sound absorption coefficient, according to the results for the sound absorption coefficient that were determined through the testing. Particularly between 2000 and 3000 Hz, the 2-layered samples appear to have values that are roughly twice as high as the 1-layered ones. Higher frequencies see a proportionally smaller difference, but 2-layered samples still exhibit higher absorption efficiencies. It can also be seen from Paknejad and Vadood’s (2021) study that the impact of increment in sample thickness decreases as the frequency increases. 26 In the study's focus, a doubling sound absorption coefficient is seen when thickness increases between 100 and 1600 Hz, however this growth rate sharply declines between 2000 and 6300 Hz. Additionally, perforated samples exhibit absorption coefficients that are higher than those of 1-layered samples and are almost as high as those of 2-layered samples.
A further explanation for the relationship between density and sound absorption rate is provided below. With the increase in the number of fibers per unit volume, sound waves interact more with the fibers and accordingly, sound absorption increases. However, excessive increase in the density will cause the voids to disappear completely, which has a negative effect on sound absorption. For instance, sound absorption is measured before and after heat pressing in a study of sandwich structures made with PP nonwoven binder by Paknejad and Vadood (2021), and it is found that the PP nonwoven layer has a positive effect on sound absorption by increasing the density of the structure before the hot pressing, whereas it reduces the sound absorption due to the closure of the structural voids as a result of PP melting after the hot pressing. 26
While natural fibers have great sound-absorbing qualities on their own, resins used in composite construction might occasionally occupy the airflow volume, and pressure created during the composite manufacturing process can compress the spaces between the fibers and the inner lumens. 28 The lack of use of thermosetting resin in the scope of this study is important in terms of protecting the air gaps in the samples. However, the manufacturing under hot press results in variations in the densities of some samples since PP is used as a binder in fiber form. Given that flax and polyester fiber samples have the highest densities (0.141–0.142 g/cm3), it makes sense that they exhibit less sound absorption at practically all frequencies when compared to the other samples. As a result, it is assumed that the structure’s decreased porosity under compression has a detrimental impact on sound absorption.
Examining Figure 6, it can be seen that the absorption coefficients of the 2-layered and perforated samples converge at high frequency levels. By taking into account the absorption coefficients of 1-layered samples, it is possible to determine how significant thickness is. All findings show that 2-layered samples are the most effective for all varieties of fiber composites.
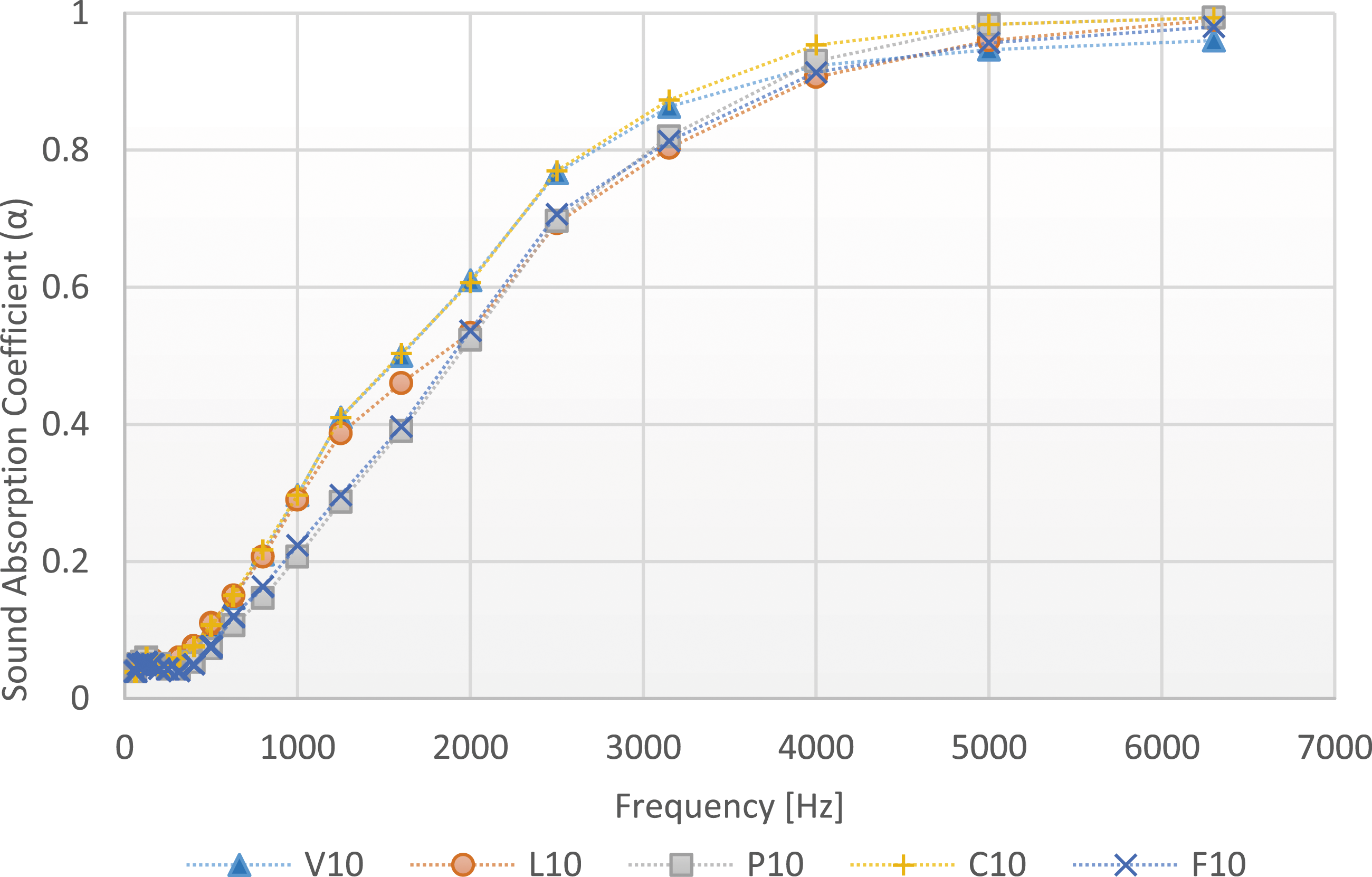
Figure 7 depicts the sound absorption coefficient test results for all waste fiber – polypropylene composite samples with a thickness of 10 mm. While flax and polyester samples exhibit the lowest values, V10 and C10 samples exhibit very similar and greatest values, especially between 500 and 3000 Hz. The fiber's diameter and fineness have a significant impact on the sound absorption coefficient. For a constant sample thickness, sound absorption increases with increasing fiber fineness. 29 The literature review demonstrates that samples made of three denier fibers have greater surface areas than samples made of 15 denier fibers, which results in improved sound absorption. 26 The fact that flax fiber is thicker than cotton fiber leads to lower sound absorption. 29 In another study in the literature, it was stated that 40 mm thick jute, ramie and linen nonwoven fabrics exhibited better sound absorption performance compared to synthetic fibers. 27 In this research, it is shown that among all cellulosic fibers, samples made from flax fiber have the lowest sound absorption values.
Besides that, it is clear that the cross-sectional area affects the sound absorption property. According to Paknejad and Vadood’s study (2021), fibers with a triangular cross-section form and a diameter of 15 denier apiece exhibit higher sound absorption than fibers with a circular cross-section shape. 26 Examining the cross sections of the fibers utilized in this study reveals that cotton should have a bean-like cross section, but others may have circular cross sections because of their synthetic/semi-synthetic nature. This may be one of the reasons for cotton to show one of the best results in sound absorption performance with its inherent structural pore distribution.
The literature is quite sparse when it comes to lyocell’s utilization in acoustic applications. However, it is claimed that using lyocell, a renewable material, instead of polyester in acoustic panels improved performance, particularly below 1600 Hz. It is found that using lyocell fiber, which also has excellent comfort features, in automobiles can boost sound absorption. 29 This study reveals that lyocell fiber has higher sound absorption values than polyester, and the findings were determined to be in line with previous research.
In conclusion, Figure 8 depicts the noise reduction coefficients of 2-layer structures which outperform all other samples. In order to compare these values, the average of the sound absorption coefficients at various frequencies is determined.
27
These outcomes demonstrate that samples made of viscose and cotton fibers have the strongest noise reduction coefficients, as was covered in detail above. Noise reduction coefficients of 2-layered samples.
Conclusion
One of the most urgent issues facing nature is the enormous amount of textile waste that is produced every day. Given that most commercially available acoustic insulators are constructed of glass wool, which has certain negative impacts on both human health and the environment, it is clearer than ever before the significance of ecologically responsible construction. The goal of this work is to combine natural and synthetic-based fibers recovered from diverse textile wastes with PP fibers to develop ecofriendly acoustic panels with varying thicknesses and surface geometries. A summary of the findings is provided below. (i) The samples’ increased thickness has a favorable impact on both sound absorption and sound transmission loss characteristics. (ii) Cotton and viscose reinforced composites produced in 10 mm thickness showed the best performance with a sound absorption coefficient of approximately 0.60 at 2000 Hz. (iii) The perforation procedure was unable to provide the expected favorable impact on acoustic qualities of samples of the same thickness; instead, it produced a half-layer effect and yielded results between 1-layer and 2-layer samples. (iv) Cotton fiber shows the best noise reduction coefficient (0.63), followed by viscose (0.62) and lyocell (0.60), regenerated fibers with cellulosic content.
The results demonstrate that composite panels made from waste cellulosic raw materials can improve interior sound insulation while also assisting in waste management, particularly because of the pores they naturally have in their structure. These designed structures are expected to benefit the environment by absorbing undesirable sounds, particularly in communal workspaces and meeting spaces.
Footnotes
Acknowledgements
The authors would like to thank Huseyin Hurkan Er and Omer Faruk Keskin for their assistance with the study, which was conducted as part of their senior design project.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.