
Abstract
Polyurethanes possess exceptional performance traits and are employed in almost every sphere of life. Extended pot life up to 6–8 h with acceptable performance to produce larger composite propellants is a pre-requisite. Aromatic diisocyanates being more reactive gives inadequate pot life (3–4 h) and aliphatic diisocyanates gives unrealistic pot life (20–24 h). Curative ratio (R = NCO/OH) is the most frequently used to tailor the performance properties of polyurethanes. In this research work, hexamethylene diisocyanate (HDI),an aliphatic diisocynate with symmetric structure and a moderate reactivity has been utilized as a curative to extend the pot life up to 6–8 h with acceptable performance traits by varying the curative ratio from 1.0 to 2.0. The synthesized PU elastomers showed a reasonable pot life of 437 min at NCO/OH = 1.0 that decreased to 305 min when curative ratio increased to 2.0. The effectiveness of curative ratio variation to fine tune physical, mechanical and thermal properties was gauged. With increasing curative ratio, the degree of hydrogen bonding and microphase separation increased. Moreover, for these polyurethanes, tensile strength increased from 0.519 MPa to 1.249 MPa, and elongation at break declined from 1068 % to 438 %. The structural integrity of composite propellants is dependent upon the mechanical properties and the curing ratio = 1.6 is considered as optimum because it provides a good balance between the soft segment and the hard segments and gives polyurethane elastomers a good combination of mechanical properties and hardness. Thermal stability in terms of onset degradation temperature (T5) also increased from 345 to 364°C.
Introduction
Polyurethanes are the most versatile materials having terrific performance traits render them to be used in domestic, industrial, defense, medical, and adhesive fields1,2 with ease of processing and a high potential for recycling through several methods depending upon the nature of the polyurethanes.3,4 Thermoplastic Polyurethanes can easily be recycled through mechanical means by melting3,5,6 whereas thermosetting polyurethanes can be recycled by physical means without any chemical processing. 7 Polyurethane possesses urethane linkages (-NHCOO-) formed through a polyaddition reaction between polyols and diisocyanates. 8 The performance attributes of polyurethane are dependent on the type of the polyols and diisocyanates used. Polyurethanes possess segmented structure of alternative hard and soft segments. Polyols provide soft segments causes flexibility, while diisocyanates, upon transformation into urethanes, form the hard segments, responsible for rigidity. 9 In general, the existence of intermolecular hydrogen bonding among these hard segments strengthens the soft segments, just like fillers, and controls the mechanical properties of polyurethanes by altering the microphase separation between the hard and soft segments. 10
The polyols used for PU synthesis are sub divided into polyester, polyether, polycarbonate and polyalkyle. 11 Polyester polyols like polyethylene adipate (PEA) and poly caprolactone (PCL) are known for good mechanical properties, resistance to chemical penetration,hydrolytic & oxidative stability whereas polyether polyols like polyethylene glycol(PEG) and poly tetrahydrofuran (PTMG) possess good flexibility at low temperature, low cost and better processing due to low viscosity. Moreover, poly(ether-urethanes) outclasses its counterpart in terms of mechanical and physical properties due to higher degree of micro phase segregation due to stronger H-bonding. 12 Polycarbonates like poly(hexamethylene carbonate) (PHMC) and poly(1,6-hexyl-1,2-ethyl carbonate) (PHEC) diols are also used to prepare PU elastomers for biomedical products.13,14 Polybutadiene (PB) provides excellent hydrolytic stability and solvent resistance but suffers with inferior mechanical properties 15 and undergoes thermo-oxidation unless hydrogenated. 16 Both aromatic diisocyanates like toluene diisocynate (TDI),MDI and aliphatic diisocynate like IPDI and HDI are employed for PU production. Aromatic diisocyanates are preferred over aliphatic diisocyanates due to higher reactivity, better physical and mechanical properties but suffers UV degradation. Chemical structure and curative ratio affects mechanical properties and thermal stability of polyurethanes. Symmetry, steric hindrance and distance between the isocyanate groups play a critical role to control microphase separation, which ultimately controls hard segment aggregation and performance traits as well. Moreover, a study to analyses thermal behavior using DSC on PTMG based PUs, chain extended with 1,4 butanediol (BDO) using aliphatic and cycloaliphatic isocyanates have shown induction of crystallization into the resultant PU by HMDI and HDI.11,17–19
Hydroxy terminated polybutadiene (HTPB) based polyurethane elastomers are being used in numerous fields, however the most pronounced application area is to serve as polymeric binder in composite propellants, a propulsion source to launch ballistic and tactical missiles due to its inherent excellent performance characteristics particularly mechanical properties, greater flexibility at low temperatures, good adhesion, superior hydrolytic resistance, low glass transition temperature, solvent resistance and high solid loading up to 88%.1,2 Structure integrity failure due to inadequate mechanical properties of solid rocket motors (SRMs) is a major concern during propellant development phase. 20 HTPB binder serves dual rule, one as a fuel component and imparts mechanical properties by anchoring solid fillers to the matrix and thus prevents operational failures.
Performance characteristics in particular, mechanical properties are strongly dependent upon the extent of crosslinking which can be tailored over a wide range by utilizing poly functional groups (triols) and curative ratio (NCO/OH). Higher crosslink density causes an increase in tensile strength and modulus but also causes reduction in strain capability. Higher NCO/OH brings a faster curing reaction, higher viscosity build-up and hence reduced pot life. The curative ratio effectively controls the morphology, microphase separation between hard and soft segments to tailor performance characteristics.21,22 In the case of the HTPB PU binder system, pot life is specified as the time until the viscosity buildup reaches 70,000 m Pa.s. 23
Extended Pot life (6–8 h) is a critical requirement for the production of extra larger composite propellants to meet the modern launch vehicles requirements. Toluene diisocyanate (TDI), being more reactive, offers only up to 3–4 h of pot life, sufficient for casting small to medium SRMs. The most immediate solution to this problem was to employ less reactive diisocyanates like isophorone diisocynate(IPDI) but due to its sluggish viscosity buildup, it gives an unreasonably higher pot life of 20–24 h. Moreover, this also causes uneven solid filler distribution due to gravity settling and poor interface adhesion between liner and insulator due to low crosslink density. In addition to utilizing less reactive diisocyanates, the other remedies which were utilized to extend the pot life by employing bi-curative system 24 by altering functionality distribution of HTPB 25 and binder microstructure modification 25 have been employed. However, the procedures taken were generally time-consuming and ineffective. Additionally, attempting to extend pot life can negatively impact the mechanical qualities of the propellant.
In contrast to other aliphatic diisocyanates, Hexamethylene diisocyanate (HDI) possesses symmetrical structure, 26 better mechanical properties due to stronger microphase separation, good thermal & light stability, resistance to hydrolytic degradation 27 and more environmental friendly as it is claimed to be a nontoxic amine producer during the degradation of the corresponding polyurethanes.
The novelty of this research lies in pot life extension up to 6–8 h with better mechanical properties and thermal stability by incorporating hexamethylene diisocyanate (HDI) as a curative for preparation of HTPB based binder system for composite propellants. In addition to pot life extension, variation of curative ratio to broader range from 1.0 to 2.0 was conducted to ascertain its effectiveness to tailor mechanical, physical and thermal stability of HTPB based propellant binder system, which was not available in the past literature.
The main objective of this study was to portray a viable solution to extend pot life of HTPB based binder system for the production of extra larger composite propellants with acceptable mechanical properties and thermal stability by using symmetrical structured HDI as a curative. The evaluation of the effectiveness of curative ratio (NCO/OH) variation from 1.0 to 2.0 to fine tune the performance characteristics of HTPB/HDI binder system was conducted through rheological, physical, mechanical and thermal characterization without employing any plasticizer or cure catalyst.
Experimental
Materials
HTPB (Type-IV, Macklin brand) having hydroxyl functionality = 2.2–2.4, Hydroxyl value = 40.4 mg KOH/g, Viscosity at 23°C = 7000 mPa·s and Tg = −76°C and number–average molecular weight of 2650 g/mole and Hexamethylene diisocyanate (HDI), analytical grade was purchased from Sigma Aldrich has been used in this research work.
Synthesis and preparation of polyurethanes
Polyurethane elastomers, at different NCO/OH ratios, were synthesized by using a four necked 250-ml rounded bottom flask equipped with a mechanical stirrer, and a thermometer. Inert atmosphere was created by using nitrogen to avoid side reactions. HTPB was degassed at 80°C for 2 h in a vacuum oven before use and then cooled down to room temperature and placed in a desiccator, whereas HDI was used as received without any further treatment. The polymerization was carried out at 60°C for 1 h; afterwards, the mixture was degassed before casting it into preheated silicon molds and cured at 60°C for 5 days.
The design equation of polyurethane elastomers

Characterization
The cured polyurethane elastomers were analyzed through physical, mechanical, and thermal characterization.
Rheology
A digital Brookfield viscometer (DV-II + Pro) with HA-6 spindle was used to measure the viscosity buildup of the polyurethane elastomers for different curative ratios. The temperature was during viscosity measurement for each specimen and was maintained at 60 ± 2°C.
Fourier transform infrared spectroscopy
FTIR analysis of the cured samples were conducted at 25 ± 2°C to confirm the polyurethane formation by using Metler Toledo Frontier infrared Spectrometer and the spectral range was 4000–550 cm−1 in the transmission mode. The resolution of Fourier transform infrared spectroscopy (FTIR) was 4 cm −1.
Mechanical properties
Mechanical properties of all the cured polyurethanes elastomers were measured by a standard Instron testing machine 3366 using dog bone test specimens according to ASTM standard D 638 type V. The crosshead speed was 50 mm/min. The tests were performed at a temperature of 25 ± 2°C and humidity of 50%. Tests were replicated 3 times to obtain the average values of stress and strain.
Physical properties
Shore hardness
The hardness of the samples was measured with shore A durometer at several points on the surface of the specimen. An average of five measurements was taken as the result.
Density
The density of cured polyurethane elastomers was calculated by using Precisa XB 220 A analytical balance. The tests were performed at a temperature of 25 ± 5°C.
Cross link density through solvent swelling
The equilibrium swelling method was used to measure the swelling capacity and crosslink density of HTPB-based PUs with HDI. Films were cut into specimens with dimensions of 10 × 10 × 2 mm and immersed in toluene for 7 days after weighing (m0) and weighted again (m1) until the mass of film remained constant.
Swelling ratio (SR), was calculated as

Flory Rehner equation was used to calculate crosslink density.
νe = crosslink density [mol cm-3]. νr = volume fraction of polymer in swollen gel. Χ = Huggins interaction parameter (0.36 for HTPB/Toluene) versus = molar volume of the toluene 106.288 cm3/mol. ρP = Polymer density. ρS = Solvent density.
Thermogravimetric analysis
The effect of increasing curative ratio (R) on the thermal stability of PU elastomers have been evaluated through TGA by using TGA Pyris 6 instrument by Perkin Elmer at a heating rate of 10°C/min by using Nitrogen as purge gas at a flow rate of 20 mL/min. The sample weight was maintained at 15 ± 0.5 mg.
Differential scanning calorimetry
The thermal transitions of selected polyurethane elastomers were determined by Metler Toledo differential scanning calorimetry (DSC) 1. The samples were quench cooled using liquid nitrogen to the required temperature and heated with a uniform rate of 10°C/min under nitrogen atmosphere (50 mL/min). The weight of the sample was about 10 ± 0.5 mg. The glass transition temperature (Tg) of each test specimen was calculated by using built-in STAR(e) software.
XRD analysis
The effect of increasing curative ratio (R) on the crystallinity of PU elastomers have been evaluated through XRD analysis by using D8 ADVANCE by Bruker advanced X-Ray solutions from 10° to 90°.
Results and discussion
Viscosity buildup
The viscosity-build up takes place due to the chemical reaction between HTPB and HDI during mixing and curing. The reaction kinetics most often obey the second order equation already reported in the literature.28,29 This viscosity build-up for an unfilled polyurethane system is dependent on the curing temperature and curing temperature. In this study, chemo-rheological experiments were conducted at fixed temperature and shear rate for curative ratio = 1.0. As the cure reaction progresses, there is an increase in molecular size and crosslink density of the PU and thus mobility of polymeric chains reduces. The temperature effects the reaction dynamics of the reactants (HTPB and HDI) and so on the viscosity as well.
30
Progressive viscosity build-up with the curing time during polymerization reaction between HTPB and HDI at different NCO/OH ratios at 60°C was monitored and has been shown in Figure 1. It can be observed that as the curing time elapsed, the progressive viscosity build up takes place as the urethane linkages formation advances. This viscosity build up strongly relay on the polymeric chains growth which ultimately causes increase in molecular weight of the polymer and on the availability of high functionality (f > 2.0) which causes chain branching. Moreover, at higher NCO/OH molar ratio, the isocyanate content of the prepolymer increases, thus generating more reactive NCO end groups which ultimately speed up the curing time of the prepolymer. Moreover, at higher NCO/OH ratio, also decreases the free volume within a polymeric material which ultimately decreases segmental mobility as well.
22
It can be deduced easily that at higher curative ratio, faster viscosity built up and faster curing rate has taken place.
31
Viscosity build-up with curing time at R values.
Pot life of propellant binder system having no fillers is assumed to be attained when it attains a viscosity of 70000 mPa.s.24,25 This viscosity built up during any time can be modeled as an exponential function given as equation (5) and its logarithmic form is given as equation (6). Figure 2 represents this linear relationship between lnη with curing time. Linear fitted lnη with curing time at 60°C for different NCO/OH.


Initial viscosity,Potlife and rheological rate constant at different curative ratios.

Fourier transform infrared spectroscopy
Urethane formation and degree of hydrogen bonding and phase separation
The four most important regions of polyurethanes are the NH stretching absorption in the 3341–3309 cm−1region, disappearance of -NCO stretching peak associated with diisocyanates between 2260 and 2270 cm−1, the CH2 stretching band (2913-2912 cm−1) and the appearance of carbonyl peaks between 1730 and 1700 cm−1. FTIR spectra of the synthesized PU elastomers at different NCO/OH ratios have been flashed in Figure 3. The urethane formation can be confirmed through the appearance of NH stretching absorption appeared at 3340 cm−1 & carbonyl stretching peaks at 1724 cm−1 alongside disappearance of the NCO peak at 2270 attributed to diisocynate & disappearance of characteristic peaks of the OH groups of HTPB at 3445 cm−1. Other characteristic peaks at 2913 and 2842 cm−1 were a symmetric CH2 stretching, symmetric CH2 stretching respectively already reported in literature.
32
Measuring the amount of hydrogen bonding present in a polymeric structure and resultantly degree of phase segregation determination is one of the special features of FTIR spectroscopy. Degree of Hydrogen bonding (R) and Degree of phase segregation (DPS) are calculated using equations (7) and (8) respectively are presented in Table 3. FTIR Spectrum for synthesized PU elastomer at different NCO/OH ratio. H-bonding and DPS for different curative ratios.



It is evident from Table 3,that the degree of hydrogen bonding and resultantly, degree of phase separation (DPS) between hard and soft segments of the synthesized PU elastomers tend to increase as the curative ratio is increased. The hydrogen bonding in HS domains acting as physical cross-link points that make it more challenging for polymer chain movements to shift into SS domains which ultimately decrease degree of phase separation.
Cure kinetics through periodic monitoring of NCO conversion
FTIR spectroscopy has been utilized to investigate cure kinetic of urethane formation at curative ratio (NCO/OH) = 1.0 and 60°C to determine the curing time was monitored periodically after every half hour through the disappearance of isocyanate (-NCO) stretching peak at 2270 cm−1 by using Metler Toledo Frontier infrared Spectrometer and the spectral range was 4000–550 cm−1. The resolution of FTIR was 4 cm−1. The sample mixture was kept in a nearby vacuum oven at 60°C and a small sample of curing mixture was placed on the measuring window and the % transmittance of residual -NCO was measured after every half hour. Periodic testing continued till the complete disappearance of -NCO peak which is an indication of completeness of curing reaction. Meanwhile the C=C stretching at 1640 cm−1 remained unchanged during the reaction. According to Beer Lambert law which states that a given peak area is proportional to any reagent concentration. The calculated NCO conversion with curing time has been presented in Figure 4. Thus, The NCO conversion was calculated by using C=C stretching at 1640 cm−1 as reference by using the equation (9). Conversion of NCO groups to urethanes with curing time at NCO/OH = 1.0.
Mechanical properties
The impact of increasing the curative ratio on the mechanical properties of synthesized polyurethane elastomers has been investigated and has been shown in Figure 5. Increasing the curative ratio leads to higher tensile strength and lower elongation at break. Higher curative ratio leads to higher hard segment content in the polymer. More hard segments enable more effective intermolecular hydrogen bonding between polymeric chains and impart chain rigidity.
33
In contrast, these effects bring about considerable reduction in the segmental mobility of polymeric chains that reduces elongation at break.
12
Effect of curative ratio on Tensile strength & Elongation at break.
Comparison of mechanical properties of previous research & current study at different curative ratios.
Physical properties
The impact of increasing curative ratio (R) upon the physical properties (hardness, density) has been determined for all the synthesized elastomers. These results are shown in Figure 6. The hardness of synthesized PU elastomers increases with increasing curative ratio (R) due to the increment in hard segment contents of the polymer matrix which resists any deformation. Another reason for increased hardness is the increased urethane inter chain crosslinking which lead to higher crosslink density and thus impart rigidness to all synthesized PU elastomers.
41
Similarly, as curative ratio increased, density of each elastomer also increased. This increase in density also took place due to increasing crosslinking between polymeric chains due to an increase in hard segments concentration with increasing curative ratio. Effect of Curative ratio on Hardness and density of PU elastomers.
Cross link density through solvent swelling
Figure 7 represents the effect of increasing curative ratio on the selling ratio and crosslink density. Experimental results obtained from equilibrium swelling test reveals that at higher curative ratio, swelling ratio declined while the crosslink density of synthesized PU elastomers increased due to the formation of 3D crosslinks between polymeric chains. This result supports the previously available research data.42,43 Moreover, at higher curative ratios, excessive NCO groups are present which ultimately increased crosslinking reactions
44
and higher amount of hard segments behave like physical crosslinks between polymeric chains. These results are strongly supported by FTIR, hardness and mechanical properties results. Effect of Curative ration on swelling ratio and Crosslink Density.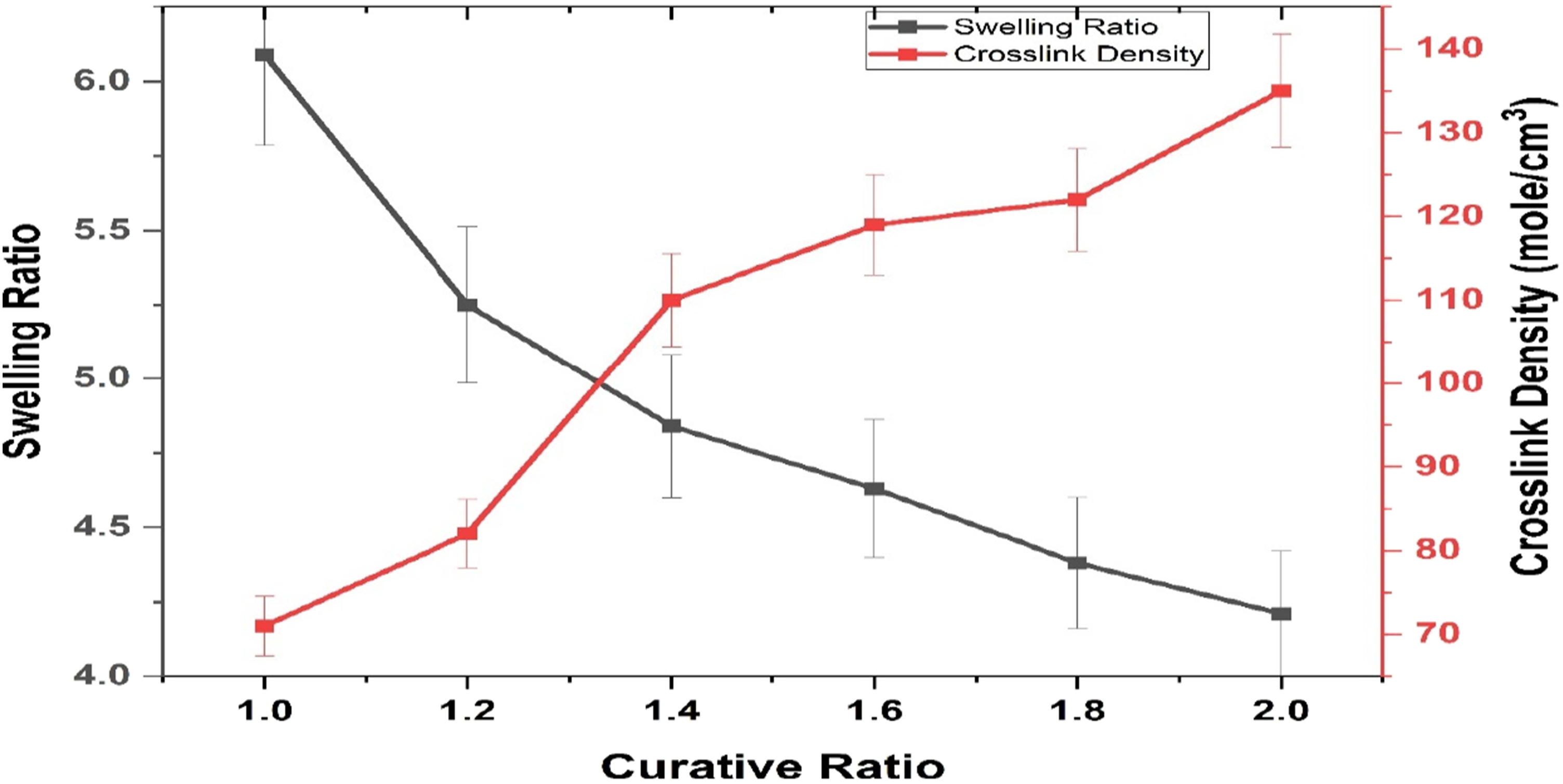
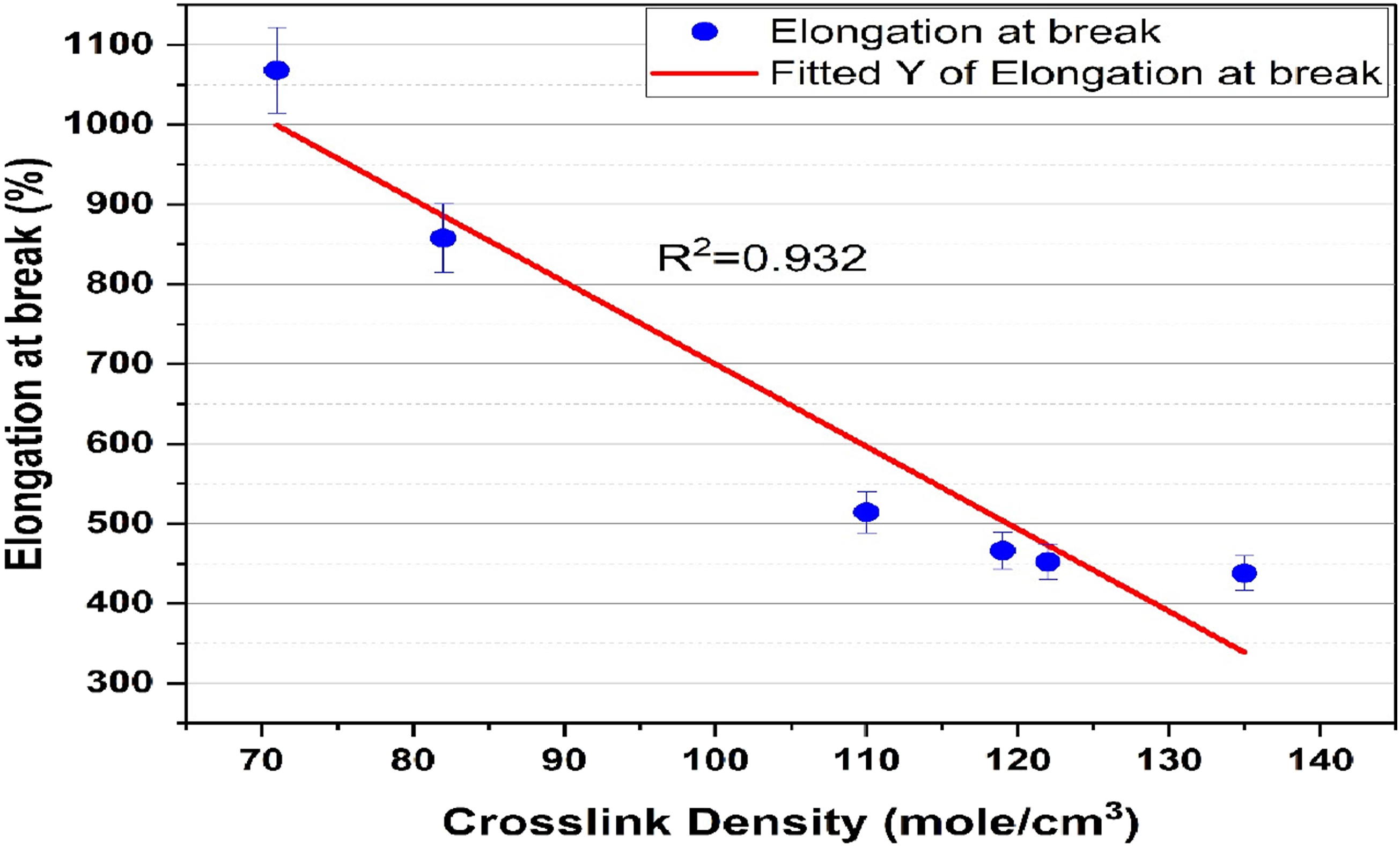
Mechanical properties of polymeric materials are intensely dependent upon the crosslink density. With increasing curative ratio, NCO content increases which ultimately boosts the amount of hard domains within a polymer. These hard domains act like reinforcing fillers. Moreover, crosslink density also increases which makes polymer rigid which ultimately affects the mechanical properties. Figure 8 illustrates this concept, with increasing crosslink density, the tensile strength increases and there exists a strong correlation (R2 = 0.983) to justify it. Moreover, Figure 9 also supports the general idea that with increases crosslink density, elongation at break declined due to increased rigidity of the polymer. There also exists a strong correlation (R2 = 0.932) between increasing crosslink density and elongation at break. Correlation between Crosslink Density and Tensile strength. Correlation between crosslink density and elongation at break.
Thermal stability assessment (TGA and DTG)
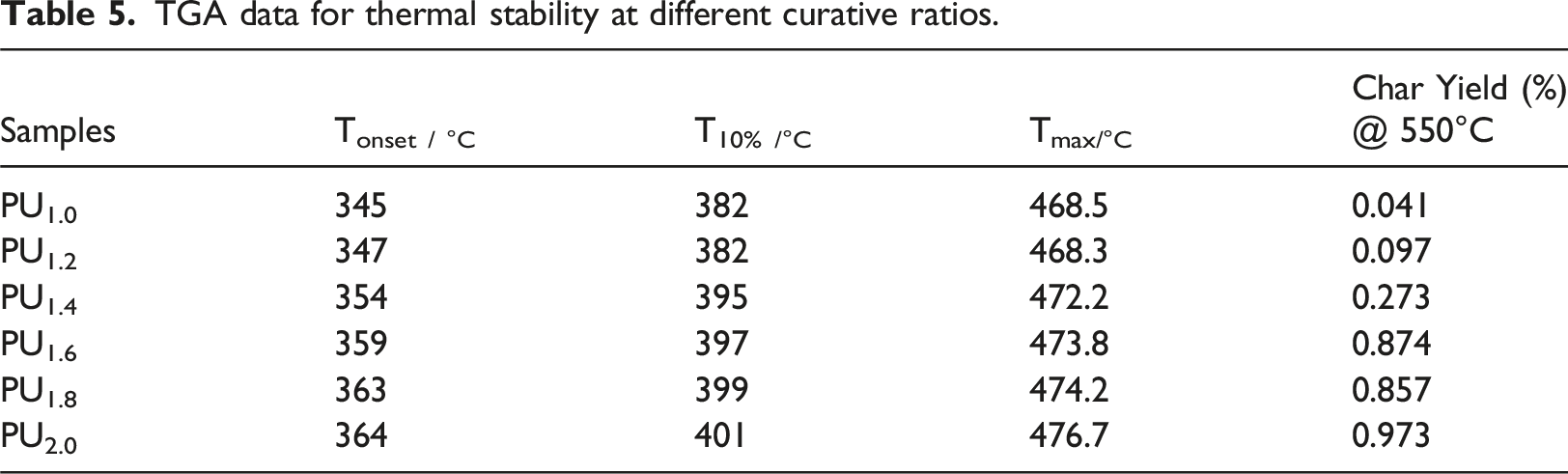
Thermogravimetric analysis (TGA) and derivative thermogravimetric analysis (DTG) were used to evaluate the effect of increasing curative ratio (NCO/OH) on the thermal stability of the synthesized polyurethane elastomers. Normalized TGA and DTG curves of the respective polyurethane elastomers has been shown in Figures 10 and 11 respectively. All the synthesized PU elastomers display two step degradation process corresponding to two phase microstructure, first degradation of hard segments takes place followed by degradation of soft segments. In general, thermal stability of PU can be assessed based on T5, T10 and Tmax corresponding to 5% and 10% and maximum weight loss during thermal degradation. T5 is assumed to be the initial degradation temperature.45,46 Tonset increased from 345 to 364°C with the increase in NCO/OH ratio which showed the improved thermal stability of the synthesized PU. This can be justified as NCO/OH increases, urethane linkages and amount of hard segments and resultantly urethane linkages also increases, moreover free NCO groups takes part in the crosslinking process to form 3D polymeric network
47
and their thermal degradation takes place at a much higher temperature
48
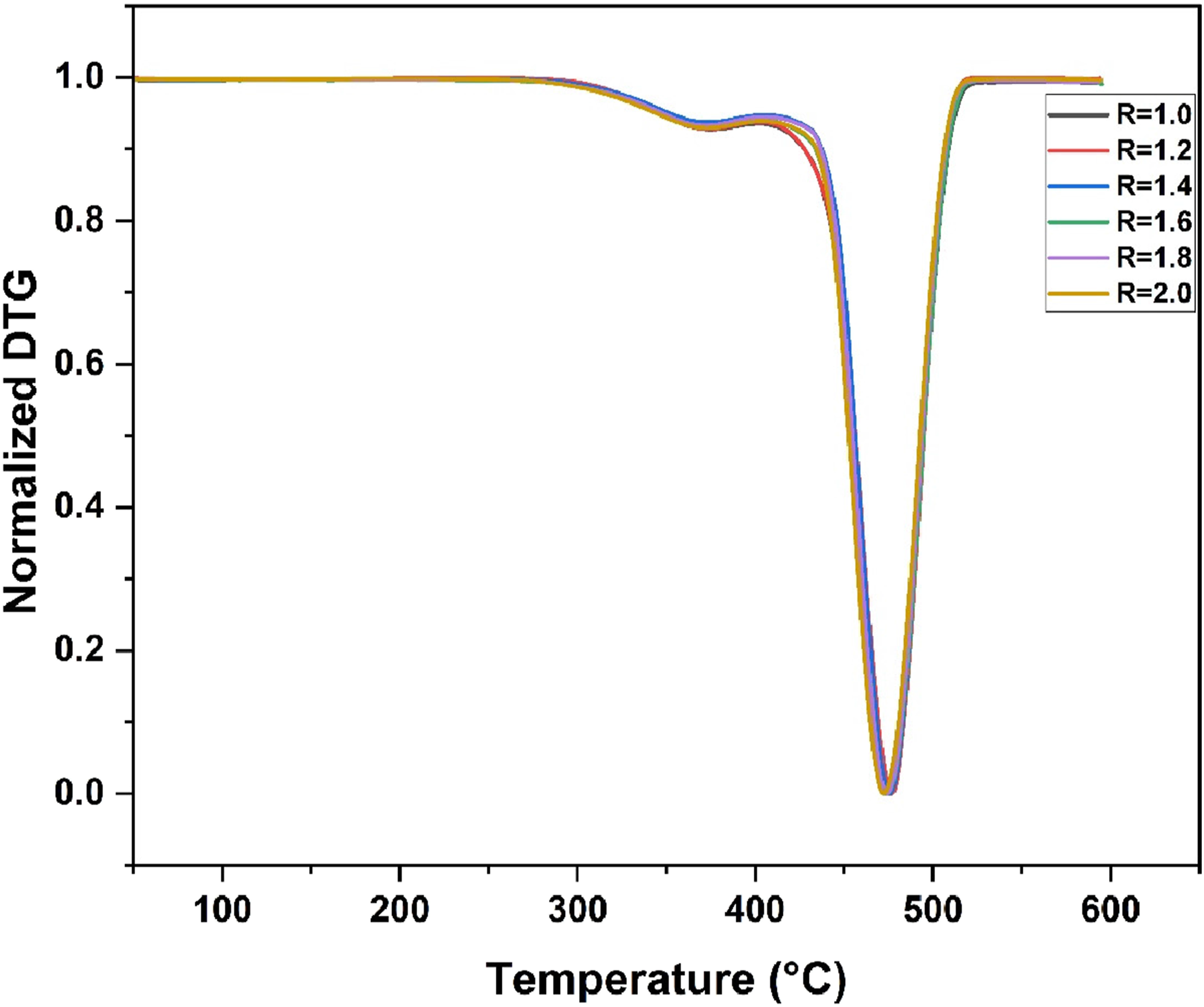
Similar trends can also be seen for T10 and Tmax. The effect of curative ratio on thermal stability residue after complete degradation can also be considered to elaborate thermal stability, as char yield increases, the more stable is the PU elastomer. Higher thermal stability can be attributed to increased inter urethane H-bonding, higher microphase separation
8
and higher crosslink density as a result of increasing NCO/OH ratio above the stoichiometric value. The higher the symmetry of the isocyanate, the higher the thermal stability. The thermal degradation/stability data has been presented in Table 5. TGA curve for thermal stability. DTG curve for thermal stability. TGA data for thermal stability at different curative ratios.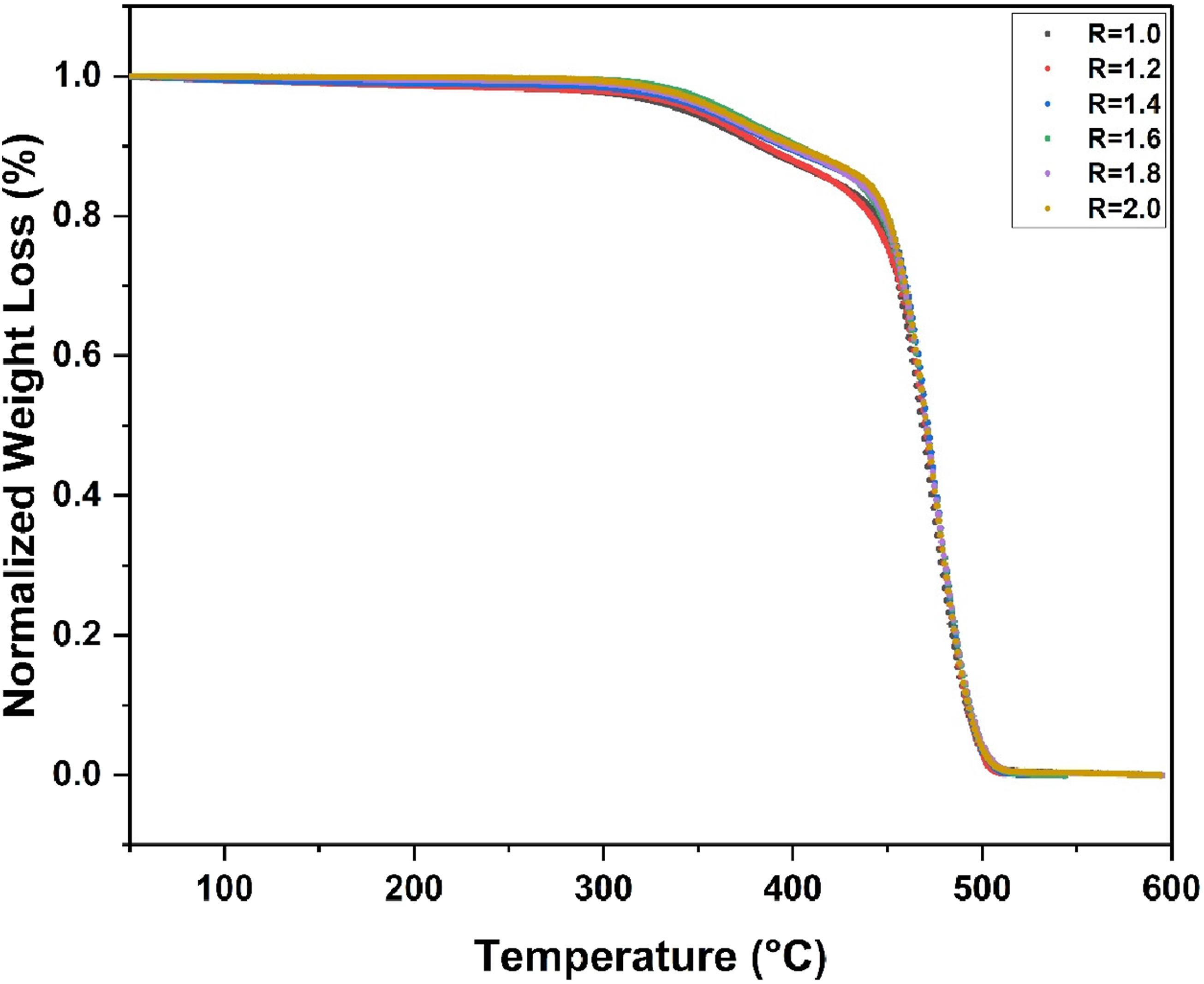
Differential scanning calorimetry
Glass transition temperature (Tg) as a function of increasing curative ratio (NCO/OH) has been recorded and presented in Figure 12. A gradual increase in Tg ratios has been shown by all the synthesized PU elastomers with the increase in curative ratio. Increasing glass transition temperature (Tg) with increasing curative ratio dictates the rising of chemical crosslinking during curing reaction and this result is also supported by the evident increased crosslink density. The increasing trend of glass transition temperature depicts that as the NCO/OH ratio increased, the hard segments (HS) produce more hindrance to the inter molecular motion of chains and Tg of polyurethane increases. Glass Transition Temperature variation with curative ratio.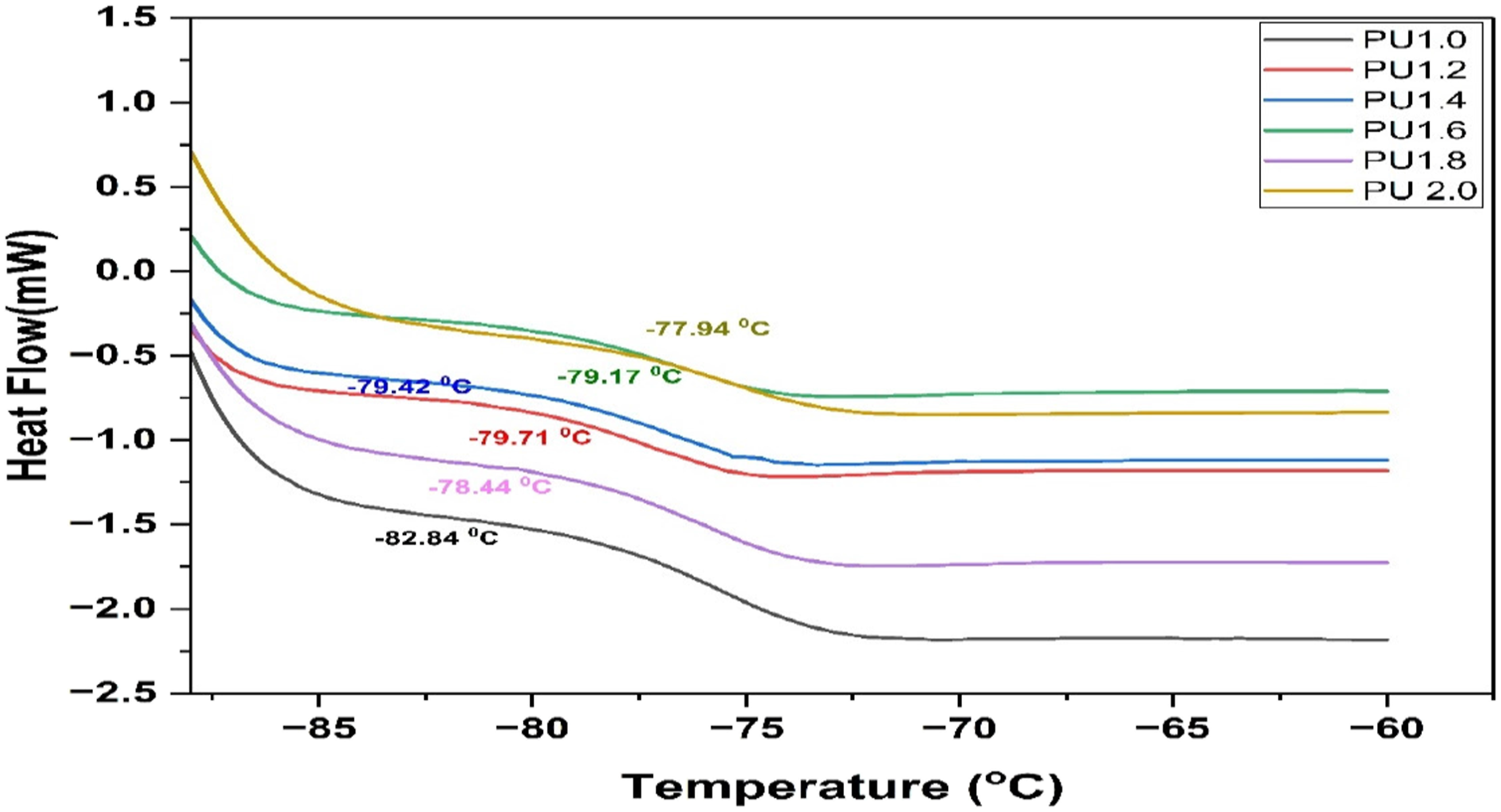
XRD analysis
X-ray diffraction curves of all the synthesized PU elastomers at different NCO/OH ratio have been shown in the Figure 13. XRD patterns for different NCO/OH ratios.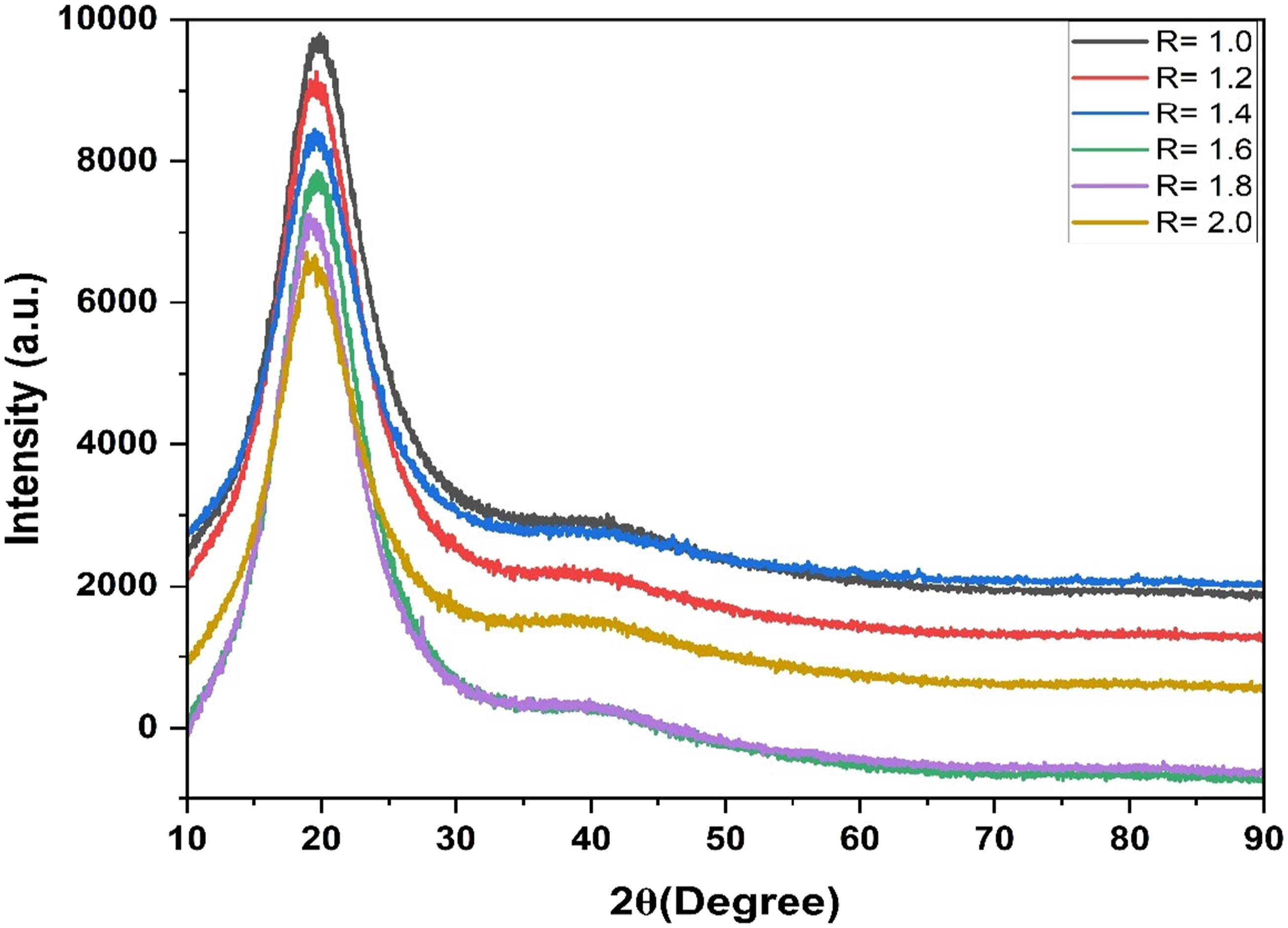
The data has been analyzed by using High Score Plus software. All the samples showed a broad diffraction peak at that represents amorphous nature of PUs already reported in the literature.49–51 Moreover, with increasing NCO/OH, this diffraction peak at 2θ = 20° shifts to lower values and there were no other detectable sharp peaks, which indicates the amorphous molecular structure.
Conclusions
In this study, a systematical investigation on the effectiveness of varying curative ratio to optimize performance characteristics of HTPB/HDI-based polyurethane elastomers has been conducted. A profound affect and strong dependability of NCO/OH ratio on physical, mechanical and thermal stability of these elastomers was noted. FTIR analysis revealed the appearance of notable absorption peaks to confirm the urethane formation. With increasing NCO/OH ratio, FTIR analysis revealed an increased intermolecular degree of Hydrogen bonding and phase separation. Similar increasing trend was also observed with the hardness, density and glass transition temperature (tg) of these elastomers. PU elastomer at NCO/OH = 1.0 showed an extended pot life up to 437 min,which ultimately decreased to 305 min when NCO/OH ratio was 2.0. Moreover, tensile strength & modulus showed an increasing trend, whereas elongation at break showed the opposite trend, decreasing with increasing curative ratio. The increasing trend of crosslink density with increasing NCO/OH ratio also depicts the formation of highly crosslinked polymeric networks that create more hindrance to the intermolecular mobility of polymeric chains and thus increase the rigidity of elastomers. This result also testifies the outcome of hardness, glass transition temperature, and mechanical properties. Additionally supported by an excellent correlation between increasing crosslink density and mechanical properties. Thermal stability also improved with the increasing curative ratio in terms of initial onset temperature (T5 and T10), which increased from 283°C to 304°C. Moreover, at NCO/OH = 1.0, XRD analysis revealed an amorphous broad peak at 2θ = 20° indicative of amorphous nature of synthesized polyurethane elastomers. Hence through this comprehensive study, NCO/OH ratio can used effectively to fine tune the performance traits of HTPB/HDI polyurethane elastomers to be used as a binder matrix in composite propellants due to its extended pot life, excellent mechanical & physical properties, better thermal stability and solvent penetration resistance. The structural integrity of composite propellants is dependent upon the mechanical properties and the curing ratio = 1.6 is considered as optimum because it provides a good balance between the soft segment and the hard segments and gives polyurethane elastomers a good combination of mechanical properties and hardness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research work was financially supported by the Ministry of Higher Education Malaysia under Fundamental Research Grant Scheme (203/PBAHAN/6071440).