
Abstract
This study investigates the incorporation of thermoplastic starch (TPS) into polybutylene adipate terephthalate (PBAT) to create biodegradable plastic wraps for pathological waste burial in soil. TPS is added to PBAT to enhance biodegradability, as PBAT alone degrades slowly. The research examines the mechanical properties, biodegradation, morphology, and swelling behaviour of the blends. Key tests include xenon arc light exposure for accelerated aging, a formalin swelling test for permeability, and soil degradation analysis for weight loss. Results show that adding TPS significantly reduces tensile strength (65.53%) and elongation at break (93.35%), but the material still effectively serves its purpose as a wrapping for pathological waste. Morphological analysis reveals phase separation, and UV exposure further decreases tensile strength by 27.6%. The highest TPS composition (30TPS/70PBAT) shows the fastest mechanical degradation, indicating accelerated biodegradation. Despite minimal formalin absorption (16% within 1 day), the blends prevent formalin leaching, making them suitable for pathological waste containment.
Introduction
Global concerns have arisen due to widespread environmental issues, including increasing difficulties in waste management and the rising threat of global warming during incineration, especially for pathological waste disposal. For numerous years, incineration has been the preferred approach for managing infectious waste. The incineration process generates an array of pollutants, the specific nature of which is contingent upon the composition of the waste material. Consequently, this gives rise to adverse health effects and environmental detriment. The notable pollutants discharged encompass particulate matter, metals, acid gases, nitrogen oxides, and sulfur, in addition to the liberation of numerous substances with unidentified toxic properties. 1 There are also relatively few ways to properly dispose of biological specimens. Thus, it is necessary to eliminate specimen residues in an economical manner. To confront this concern, method of the pathological waste was managed through the adoption of a novel and environmentally friendly method, namely the burial approach. This involved interring the pathological waste in the soil, aligning with principles that adhere to sharia-compliance, thereby enhancing its ecological sustainability. 2 Nonetheless, a drawback arises from formalin seepage into the soil. Therefore, a requisite measure involves the exploration of potential strategies to prevent formalin leakage, coupled with the implementation of appropriate plastic wrapping protocols for the management of pathological waste.
Numerous research papers explore the creation of biodegradable plastic films, exploring diverse compositions and properties. Jin (2020) detailed a multilayer wrap film crafted from a poly (butylene adipate-co-terephthalate), PBAT, boasting commendable eco-friendly attributes, elongation, adhesion, and gas barrier properties. 3 Zhiyan (2018) suggest a biodegradable plastic film formulated from a blend of polyvinyl alcohol, starch, plasticizer glycerin, polylactic acid, toluene diisocyanate, antioxidant, and cellulose, enhancing water resistance while reducing costs. 4 Rodrigues et al. (2021) documented their investigation on the viability of various types of starch for film formation in their study. The examined starches from diverse sources exhibit promising ingredients for film formulation, demonstrating commendable physical and mechanical properties. 5 These publications provide valuable insights into the advancement of biodegradable wrapping plastics applicable to diverse scenarios, including the management of pathological waste.
Starch emerges as one of the promising biodegradable polymer among its counterparts derived from renewable resources such as sago, 6 potato, 7 wheat 8 and others. Its distinction lies in being a highly renewable and naturally biodegradable polymer source. Noteworthy attributes include its versatility, cost-effectiveness, and widespread availability. 9 Although starch possesses inherent superior properties, its practical application is hindered by escalating brittleness over time in the absence of a suitable plasticizer, suboptimal processability, storage instability, and limited mechanical and thermal properties. 10 It demonstrates compatibility with extrusion processes employed in the production of conventional films, and when combined with a plasticizer, it yields a material exhibiting thermoplastic characteristics, commonly referred to as thermoplastic starch (TPS). 11 Nevertheless, TPS film exhibits high hydrophilicity and brittleness, resulting in insufficient mechanical strength, formability, and stability properties9,11 Additionally, the retrogradation and crystallization of the mobile starch chains further alter its mechanical and barrier properties12,13 Consequently, the incorporation of TPS with synthetic biodegradable polymers has become a compelling strategy to mitigate the principal shortcomings of TPS, while fulfilling the particular requirements of a given application. 13 TPS is commonly combined with other polymers, such as poly (butylene adipate-co-terephthalate) (PBAT) and biodegradable aliphatic-aromatic copolyester, to integrate biodegradability with additional favorable physical properties. 14 However, the elevated production cost of TPS limits its widespread application. Conversely, when starch and other polymers are blended, the cost is reduced, and their degradability properties are enhanced. Furthermore, the introduction of additional additives, such as plasticizers, compatibilizers, and nanocomposites, has the potential to improve the mechanical and barrier properties of the resulting films. 15
In this work, we investigated the blending ratios of TPS and PBAT using a thermoplastic extrusion process, aiming to develop a biodegradable plastic wrap specifically for pathological waste. Our research focused on evaluating the compatibility and performance of different TPS/PBAT blends to identify the most suitable combination that effectively serves as a pathological wrap. To comprehensively assess the blended materials, we conducted analyses of mechanical properties, UV resistance through Xenon arc testing, morphological characteristics, soil degradation behaviour, and formalin swelling tests. This approach allowed us to determine the optimal blend that balances biodegradability with the necessary functional properties for safe and effective waste containment.
Materials and methods
Materials
Polybutylene adipate co-terephthalate (PBAT) was purchased from Anhui Jin’ao Chemical Co., Ltd (Heifei, China) with melting point 120°C. The sago starch was obtained from and dimension ranging from 5 to 35 µm. The amylose content approximately 17% with moisture content ranging from 10% to 13.5%. Before blending, PBAT and sago starch, the materials need to oven dry at 50°C for 24 hours to eliminate moisture and prevent hydrolytic deterioration.
Preparation of thermoplastic starch (TPS) and PBAT/TPS blends pelllets
Blending materials of PBAT/TPS blends.
Compression moulding
After mixing, five different compositions as stated in Table 1 were fabricated into hot-pressed films. The pellets were pressed at 160°C for 3 minutes using rectangular mould. The hot-pressed films were then cooled at room temperature for 3 minutes and rectangular pressed films were obtained. Then, the rectangular pressed films were cut into dumbbell-shaped with type V specimen for further testing.
Characterization of films
Mechanical properties
The mechanical properties were evaluated at ambient temperature using an Instron testing system (Model 3366, Instron Corporation, Norwood, MA) according to ASTM D412. As recommended by guidelines, the testing was evaluated in machine direction (MD) using crosshead speed of 50 mm/min with extensometer gage length of 50 mm was used in the testing. The samples were cut into dumbbell-shaped with dimensions of 115 mm × 6 mm. Tensile strength, elongation at break and Young’s modulus were evaluated from at least five duplicates for each sample.
Xenon test
The samples were subjected to xenon arc light under controlled condition. The exposure parameters; include Xenon arc lights and daylight filters, a continuous black panel temperature of 60°C, an irradiance level of 0.68 W/m2. All samples of PBAT, TPS, PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30 were subjected to weathering and accelerated ageing test with different time (50, 100, 200 and 300 hrs) interval at 60°C.
Swelling test
Formalin solution is employed as a swelling agent. The reduction of particle size facilitates examining products characterized by irregular shapes and can potentially augment swelling by amplifying the extent of exposed surface area. The test is characterized by its simplicity, speed, and affordability, enabling the simultaneous testing of multiple products. The samples can be divided into 10 × 10 mm pieces using stainless steel scissors and placed in a 250 mL glass bottle filled with a formalin solution for 27 days. The products were not subjected to pre-washing. Thus, the initial leaching water was analyzed. This study aims to assess and compare the permeability or diffusion characteristics of formalin from the pathology sample into the plastic wrapping.
Soil degradation properties
Compost soil was utilised in the subsequent biodegradation experiment. The cut-to-size samples, shaped like dumbbells according to ASTM D412 standards, are subsequently submerged in the soil and examined at intervals of 7, 14, 23, and 27 days, commencing from the day immediately following their burial. Sample weight loss was determined using the following formula in equation (1)
Scanning electron microscopy (SEM)
The surface morphologies before and after the soil burial test are analyzed using a scanning electron microscope (SEM) (Hitachi S3000 N). Small fragment of the sample is placed on double-sided tape aluminium stubs. Prior to observation, the surfaces were placed on aluminium stubs and sputter-coated with gold under vacuum. As operating conditions, 5 KV of accelerated voltage and approximately 10−6 Pa of vacuum pressure are applied.
Visual inspection
The physical appearance of each sample in the soil test and Xenon arc light test have been observed to study the degradation effects onto the samples. The obvious changes such as cracks, fissures, or discolouration that may indicate to prior of biodegradation.
Results and discussion
Mechanical properties
The tensile test measures a material’s elongation before breaking and evaluates its ability to withstand forces that result in separation. The tensile strength, elongation at break, and tensile modulus of the control sample PBAT, TPS, PBAT/TPS10, PBAT/TPS20, and PBAT/TPS30 are shown in Figure 1(a) to (c). According to the data depicted in Figure 1(a), the control samples of PBAT and TPS show average tensile strengths of 21.03 MPa and 3.92 MPa, respectively. In contrast, the PBAT/TPS10, PBAT/TPS20, and PBAT/TPS30 specimens display respective tensile strengths of 13.52 MPa, 5.43 MPa, and 4.66 MPa. The addition of TPS to the PBAT/TPS blends results in a significant decrease in tensile strength. This could be attributed to the lack of compatibility between PBAT and TPS, characterized by their immiscibility. The anticipated outcome suggests that increasing TPS composition will lead to reduced tensile strength. Numerous factors, such as the concentration of thermoplastic starch (TPS) embedded within the poly (butylene adipate-co-terephthalate) (PBAT) composite, the lack of a coupling agent, and the possibility of TPS conglomerates developing within the PBAT matrix, play a significant role in the noted decline in performance, aligning with observations reported in a related investigation.16,17 (a), (b), and (c), the tensile strength, elongation at break, and tensile modulus of the control sample PBAT, TPS, PBAT/TPS10, PBAT/TPS20, and PBAT/TPS30.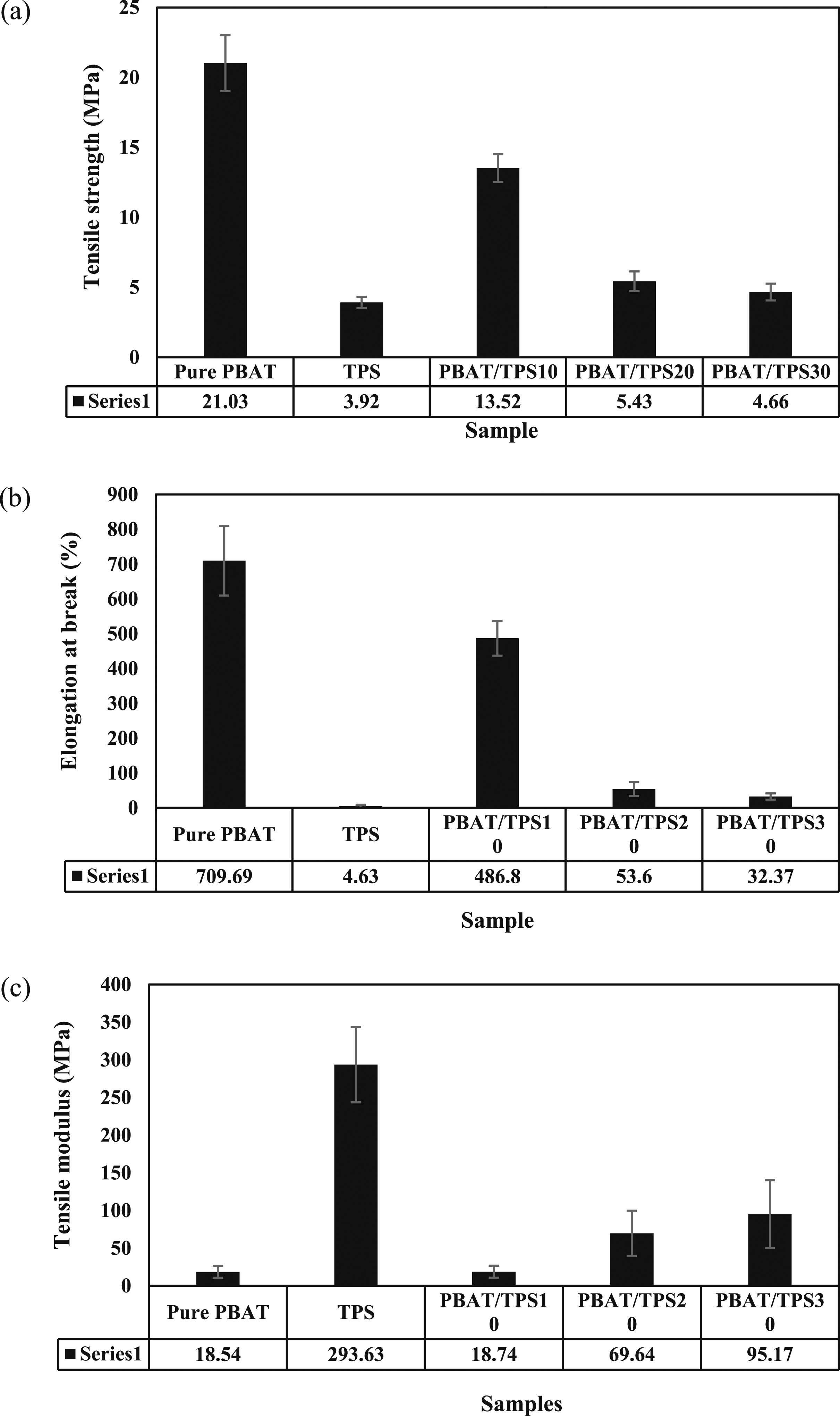
In following to the result of elongation at break (EB) as shown in Figure 1(b), generally the EB dropped with increasing of TPS contents in the blends compared to neat PBAT. Neat PBAT exhibits remarkable flexibility, as evidenced by its elongation at a break value of 700%. In comparison to pure TPS, the EB was 4.63%, marking the lowest EB among the various samples. TPS, by its nature, tends to undergo retrogradation, transitioning to a more crystalline, starch-like structure as it cools. This process results in increased brittleness and diminished mechanical properties. 18 The inclusion of 10% plasticized starch into the composite material led to a significant decrease in the elongation at break, bringing it down to 400%. As the TPS content was subsequently increased, ranging from 20% to 30%, there was a further decline in ductility. The reason for this is the existence of certain starch grains that were not fully broken during the film extrusion process, elucidating this behaviour. Starch granules possess the capacity to generate cracks or openings in the PBAT matrix, impeding the intended interaction between the carbonyl group of the PBAT matrix and the starch. 14
Despite the nearly 30% reduction in tensile strength caused by the addition of TPS, the material remains suitable as a burial wrapper for pathological waste. Biodegradable films, such as those used in agriculture, generally exhibit tensile strengths between 10 and 30 MPa before degradation begins, which serves as a benchmark. The tensile strength of our material falls within this acceptable range, ensuring that it can maintain sufficient mechanical integrity for its primary function. Additionally, the biodegradability introduced by TPS is a critical feature, as it allows the material to decompose along with the waste, reducing environmental contamination while still fulfilling its purpose as a protective wrapper during burial.19,20 This suitability is primarily due to the biodegradability offered by TPS, which can outweigh the mechanical drawbacks. Similar result has been revealed by Korol et. al. (2015). 21 The primary function of the wrapping material is to effectively contain and manage the waste, and the enhanced biodegradability offered by TPS is a critical benefit for environmentally responsible disposal. The reduced mechanical properties do not compromise the material’s ability to prevent leakage and maintain containment during its intended use. Therefore, the trade-off in mechanical strength is justified by the significant improvements in biodegradability. However, further study is required to explore the compatibility between PBAT and TPS, particularly through the inclusion of compatibilizers in the blends. The addition of compatibilizers has been shown to significantly enhance interfacial compatibility, mechanical properties, and water resistance, which are essential for optimizing the performance of sustainable materials.
Research has elucidated by Kim et al. study on the compatibility between PBAT and TPS. A particularly effective strategy entails the incorporation of a reactive compatibilizer, exemplified by poly (ethylene glycol methyl ether acrylate-co-glycidyl methacrylate) (EG), which can be chemically grafted onto PBAT to improve its interaction with TPS. Through the regulation of grafting density via the duration of melt-blending, one can optimize the spatial distribution of TPS domains, consequently yielding enhanced mechanical properties and superior water barrier efficacy. 22
Figure 1(c) outlines the tensile modulus characteristics of a brittle material. The results show that the introduction of TPS in varying proportions (10%, 20%, and 30%) causes an increment in the tensile modulus from its initial value of (18.54 MPa to 18.74 MPa, 69.64 MPa, and 95.17 MPa, respectively) being consistent with work of.7,23 The noticeable immiscibility of the TPS and PBAT combination is a key feature. The inclusion of TPS in the blend enhances the rigidity of the PBAT matrix, a phenomenon attributed to a weak interaction between the hydroxyl groups of starch and the ester functional groups of PBAT. The presence of TPS particles alongside PBAT in the composite material can give rise to significant defects at the interface between these two constituents. This occurrence results in the creation of a localized region with stress concentration, thereby diminishing the mechanical properties of the material. As the content of thermoplastic starch (TPS) increases, there is a higher likelihood of larger agglomerates forming in the material, leading to an uneven distribution of PBAT. 24 Moreover, as the PBAT content decreases, it becomes more challenging for PBAT to effectively permeate and surround TPS particles, making it prone to the formation of a composite interface. Additionally, the existence of cavities reduces the bonding strength at the interface, thereby weakening the overall strength of the composite material. 25
Xenon test
Variable light spectrum and temperature responsive at time interval 50, 100, 200 and 300 hours at 60°C.


Visual inspection
Table 2 illustrates the visual characteristics of TPS specimens both before and after exposure to different light spectrums over varying time intervals. The data from Table 2 reveals that the pure PBAT sample undergoes a noticeable colour shift from white to yellowish after being subjected to a consistent temperature and light spectrum for 50, 100, 200, and 300 hours. Upon visually examining the pure TPS, it was evident that the light spectrum induced changes in their surface coloration, making them more prone to brittleness. This observation aligns with the findings of a study by Quispe, López, and Villar (2019) who noted similar effects in materials derived from thermoplastic maize starch. 27 The authors linked the increased brittleness of thermoplastic starch (TPS) to surface photo-crosslinking of starch chains under ultraviolet (UV) radiation exposure. In the presence of xenon, pure TPS samples exhibit surface cracks or crazing, especially when the material undergoes significant degradation. Visual inspection becomes crucial in identifying such fractures, as they can compromise the material’s integrity and mechanical properties. The cracks on the surface of the TPS sample manifest as fine lines or fissures. 28
Moreover, upon visually inspecting a PBAT sample blended with 10% TPS, no discernible differences were observed compared to pure PBAT. The physical sample’s texture appears yellowish, although not as intensely yellow as the purified PBAT sample. This slight yellow hue is attributed to the presence of 10% TPS, giving the sample a visually vibrant and yellow appearance. However, in the PBAT blend with 20% TPS, distinct pigment changes are evident, resulting in a darkening effect. The particles darken even further in the PBAT blend with 30% TPS. Such darkening or significant pigment variation may indicate potential degradation or chemical reactions within the mixture.
Tensile properties after xenon test
Tensile strength
According to the graph in Figure 2(a), the control sample of pure PBAT showcases an average tensile strength of 21.03 MPa. However, over different time intervals of 50 hours, 100 hours, 200 hours, and 300 hours, the tensile strength experiences a decline to 18.52 MPa, 14.73 MPa, 12.86 MPa, and 9.51 MPa, respectively. The tensile strength of pure PBAT follows a decreasing trend, registering a reduction of approximately 55% from its initial strength after a 300-h time interval. Exposure to xenon lamps simulates sunlight, which can cause photodegradation in polymers in PBAT. This process involves the breaking of chemical bonds within the polymer chains due to the absorption of UV light, leading to chain scission and a reduction in molecular weight. This degradation mechanism is like what is observed in other polymers exposed to UV light, where tensile strength decreases as a result of prolonged irradiation.
29
Similar trends are observed in other polymers, such as A-PET films, where UV aging leads to a significant loss of mechanical properties, including tensile strength and plasticity.
30
Tensile strength of (a) Pure PBAT, (b) PBAT/TPS10, (c) PBAT/TPS20 and (d) PBAT/TPS 30 after Xenon arc light Chamber Test at different interval time.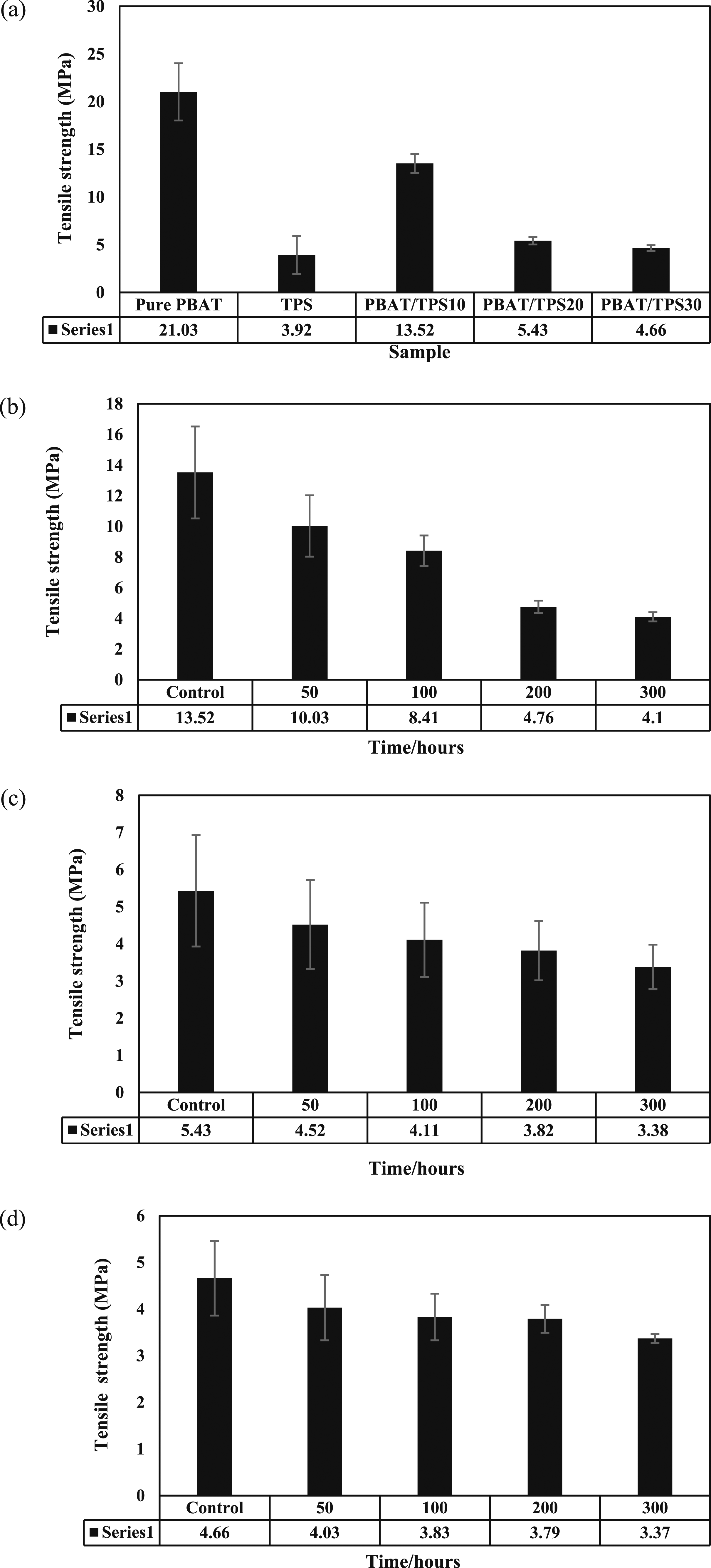
Similar decreasing trend revealed for Figure 2 (b) to (d) for PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30 respectively with increasing TPS contents. As the time intervals increase the tensile strength has reduce 54.78%, 69.67%, 37.75% and 27.68% for PBAT, PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30 respectively. This is due to the exposure to xenon radiation can break down the long molecular chains in TPS, leading to the formation of low-molecular-weight oxygen-containing groups. This process, known as chain scission, results in a reduction of the material’s mechanical integrity, as the polymer chains are essential for maintaining tensile strength. 31 Besides, increasing TPS content in PBAT blends leads to a more pronounced decrease in tensile strength. This is because TPS, being more susceptible to degradation, contributes to the overall reduction in mechanical integrity when exposed to stressors like radiation. 32 Similar result obtained by Dmitruk et al, 2023, study on PLA-based blends with varying TPS content supports this, showing that while TPS enhances deformability, hence it reduces tensile strength.
Elongation at break
Figure 3 showed elongation at break of (a) Pure PBAT, (b) PBAT/TPS10, (c) PBAT/TPS20 and (d) PBAT/TPS30 after Xenon arc light Chamber Test at different intervals time. For Pure PBAT the elongation at break reduced at 709.7%, 605.83%, 585.17%, 493.83% and 258.33% at control, 50, 100, 200 and 300 hours respectively. The reduction of elongation at break due to the interaction between mechanical stress and environmental factors, such as exposure to xenon, can exacerbate the degradation of PBAT. Studies on similar polymers have shown that environmental stress cracking can significantly reduce the time to failure and elongation at break, especially when chemical interactions are involved. Elongation at break of (a) Pure PBAT, (b) PBAT/TPS10, (c) PBAT/TPS20 and (d) PBAT/TPS 30 after Xenon arc light Chamber Test at different interval time.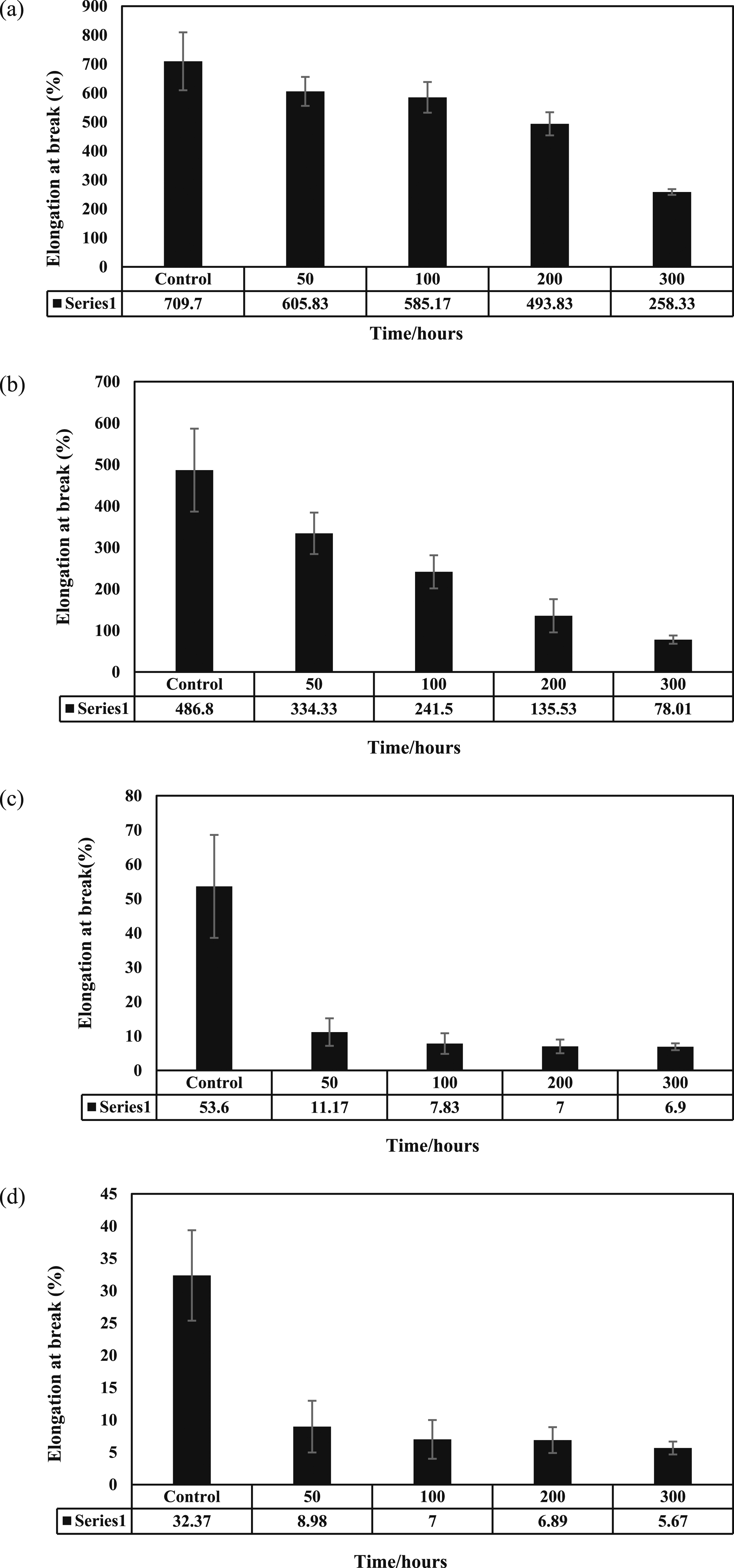
As the TPS was added in PBAT, similar decreasing trend revealed for Figure 2 (b) to (d) for PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30 respectively for elongation at break. The elongation at break reduced at 80.28%, 87.13% and 82.48% for PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30. The addition of TPS to PBAT typically results in a reduction of elongation at break primarily due to the inherent brittleness of TPS compared to PBAT, which is known for its ductility and toughness. The addition of TPS can lead to a decrease in elongation at break due to the weak interfacial compatibility between PBAT and TPS. This weak compatibility can limit the mechanical properties of the composite, particularly the tensile strength. 33 Hence the incorporation of compatibilizers and crosslinking agents can mitigate the reduction in elongation at break. For example, the incorporation of a crosslinking agent like 1,3,5-tri-2-propenyl-1,3,5-triazine-2,4,6(1H,3H, 5H)-trione (TAIC) improved the compatibility between TPS and PBAT, resulting in a composite film with an elongation at break of 580.83% when TPS content was 30 wt%. 34 This suggests that chemical modifications can enhance the mechanical properties of PBAT/TPS blends.
Tensile modulus
Figure 4 showed tensile modulus of (a) Pure PBAT, (b) PBAT/TPS10, (c) PBAT/TPS20 and (d) PBAT/TPS30 after Xenon arc light Chamber Test at different intervals time. For Pure PBAT, different result revealed for tensile modulus as the trend increase at 18.74%, 35.93%, 69.24%, 75.03% and 84.33% for control, 50, 100, 200 and 300 hours of exposure. The tensile modulus increase in PBAT after exposure to xenon test can be attributed to the accelerated weathering process causing stiffness enhancement in the PBAT films. Besides, the xenon test, which involves exposure to UV radiation, can lead to photooxidation in polymers. This process results in the formation of carbonyl groups, which can increase the stiffness of the polymer matrix by creating additional cross-links within the material. This is supported by findings in other polymers where increased carbonyl content was observed after UV exposure, leading to changes in mechanical properties especially on tensile modulus. Tensile modulus of (a) Pure PBAT, (b) PBAT/TPS10, (c) PBAT/TPS20 and (d) PBAT/TPS30 after Xenon arc light Chamber Test at different interval time.
Similar trend was observed as the TPS included in PBAT for tensile modulus for Figure 4 (b) to (d) for PBAT/TPS10, PBAT/TPS20 and PBAT/TPS30 respectively. As the TPS contents increases, the tensile modulus has improved for 77.78%, 20.34% and 30.14% respectively. The increasing of tensile modulus. The study found that films with higher starch content exhibited increased stiffness after degradation. Therefore, the combination of PBAT with starch, especially at higher concentrations, led to a rise in the tensile modulus of the following exposure to the xenon test. This indicates that the presence of starch influenced the mechanical properties of PBAT films, resulting in an increase in stiffness after undergoing accelerated weathering. Interestingly, the Xenon arc light did not alter the surface color of the TPS probes; however, it rendered them more fragile. Comparable findings by Quispe, López and Villar (2019) for polymers derived from thermoplastic corn starch attributed increased TPS brittleness to surface photo-crosslinking of starch chains induced by Xenon-arc light exposure. 26
The comparison of mechanical properties of pure PBAT and blended plastic at 300 hours.
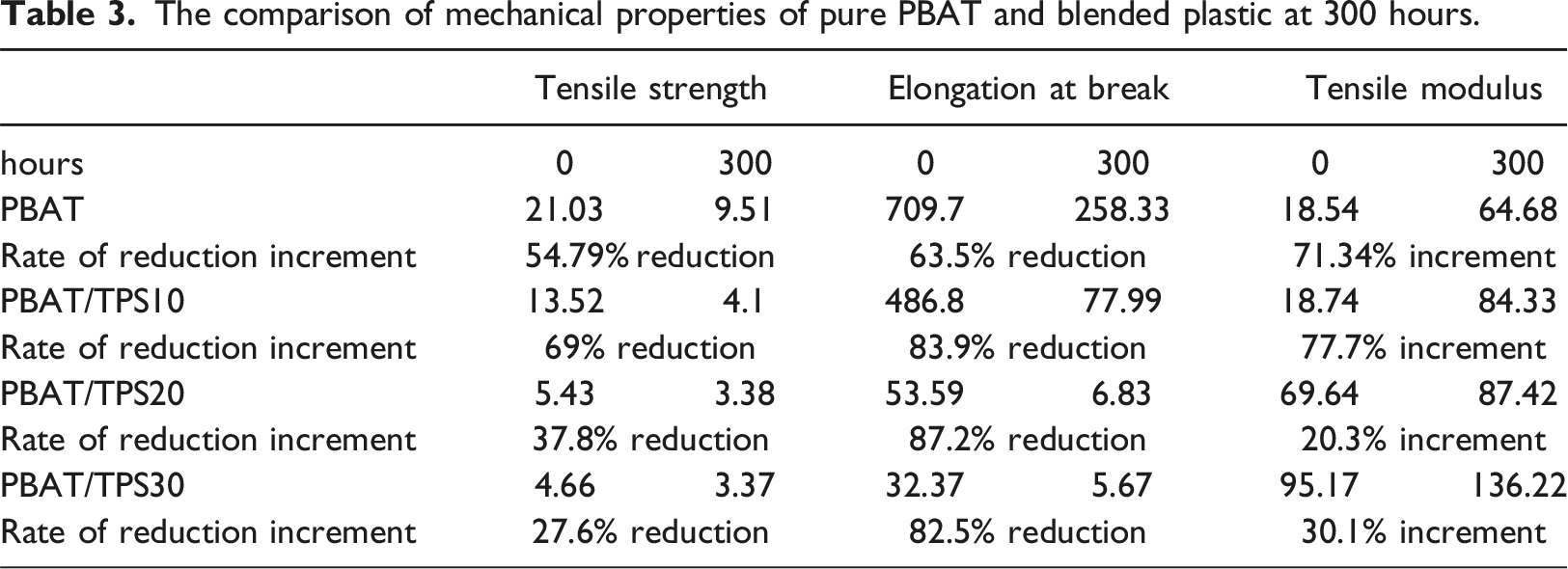
The introduction of additional TPS into the matrix resulted in a moderate reduction of about 20%–30% in the tensile properties. However, a more substantial reduction was evident in the elongation at break values, ranging around 80%–87%. This indicates a significant transformation of the flexibility of PBAT, primarily turning it into a brittle material after exposure to UV conditions for 300 hours. The obtained results from this testing highlight an improved rate of degradation for pure PBAT. Consequently, the developed plastic wrapping material proves suitable for applications requiring biodegradable plastic materials.
Scanning electron microscopy
Figure 5 illustrates the homogeneity and absence of phase separation on the surface of the control PBAT sample. The heightened hydrophobicity of PBAT, attributed to the increased presence of hydrocarbon chains and aromatic benzene rings, is evident. In contrast, the surface of PBAT/TPS films displays numerous particles, indicative of incomplete melting of incompatible polymers. The resulting PBAT/TPS blend exhibits a rough surface, characterized by the dispersion of starch particles throughout the matrix. The morphology of pure PBAT in 500x magnification.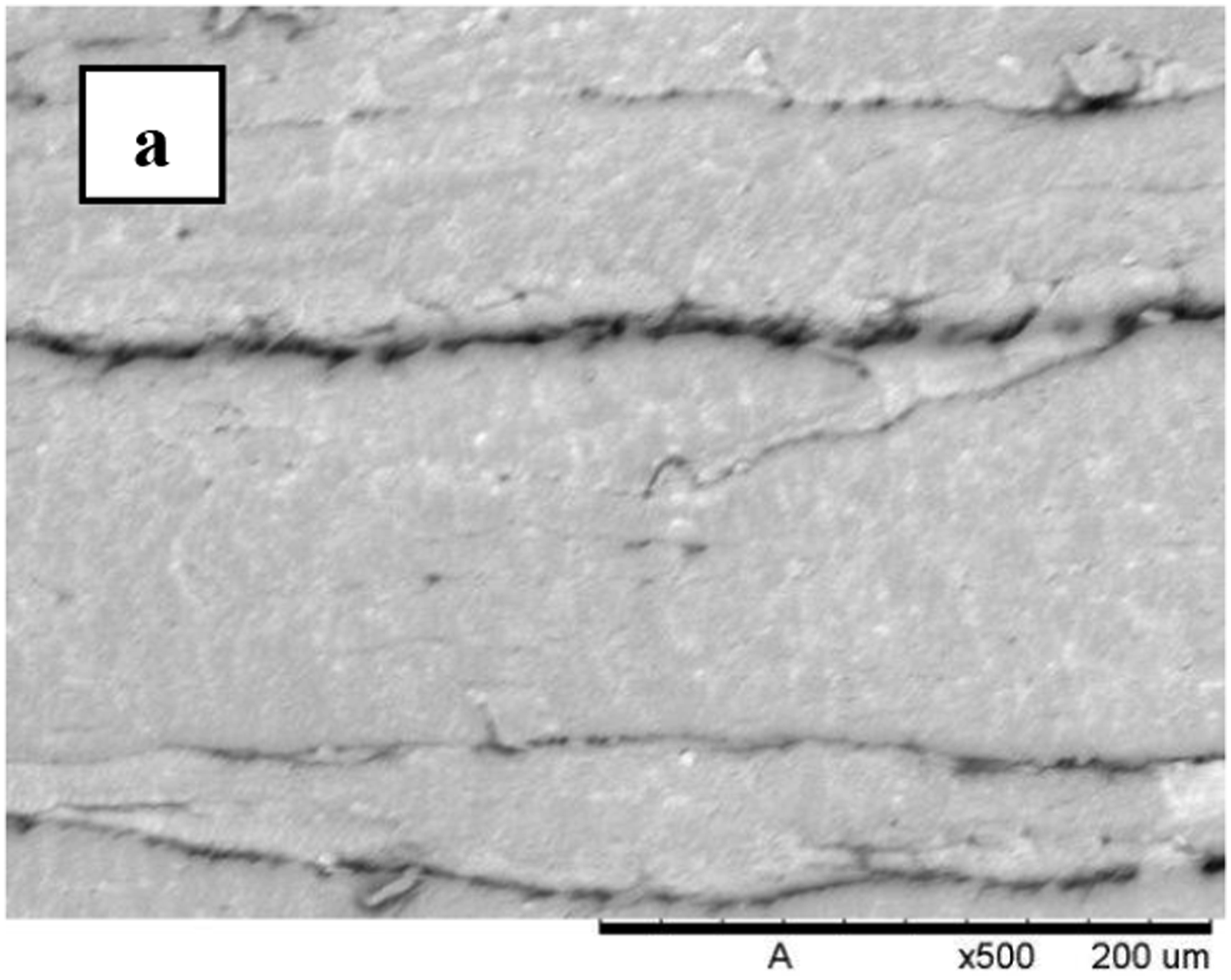
As delineated in Figure 6, the surface of pristine TPS exhibits homogeneity without apparent phase separation, yet is characterized by the presence of pores and cavities. The hydrophilic nature of TPS matrices is attributed to the abundance of hydroxyl (-OH) groups. Notably, the production process involves the heating of starch granules and plasticization with water or glycerol, resulting in a reduction of mechanical properties and an increase in moisture sensitivity, as elucidated by Marinho et al. (2017).
35
The morphology of pure TPS in 500x magnification.
In Figure 7, the incorporation of TPS into PBAT/TPS blends is visually evident, with TPS particles distinctly discernible. Notably, starch particle sizes exhibit variability, encompassing both larger and smaller entities. The TPS granules, characterized by diverse sizes, disperse within the pliable PBAT matrix, revealing instances of adhesion between TPS and PBAT. However, the surface dispersion of PBAT appears non-uniform, signifying poor compatibility. In Figure 7(d) PBAT/TPS20, a considerable gap between the matrix and filler is apparent. Moreover, a noticeable void and agglomeration exists between starch particles embedded in PBAT, indicating a lack of interfacial adhesion and consequent compromise in the mechanical properties of the blends. TPS dispersion is observed in droplet form, displaying inadequate interconnection. There is also evidence of substantial increase in TPS particle agglomeration as the thermoplastic starch fraction escalates from 10% to 30%. This observation may elucidate the reduced tensile strain and elongation at break in PBAT/TPS (70/30) blends compared to blends with lower TPS content as shown in Figure 7. The morphology of PBAT/TPS at different ratio of TPS (c) PBAT/TPS10, (d) PBAT/TPS20 and (e) PBAT/TPS30.
Soil degradation
Soil degradation test for samples of PBAT, PBAT/TPS10, PBAT/TPS20, PBAT/TPS 30 and Pure TPS at different interval times.
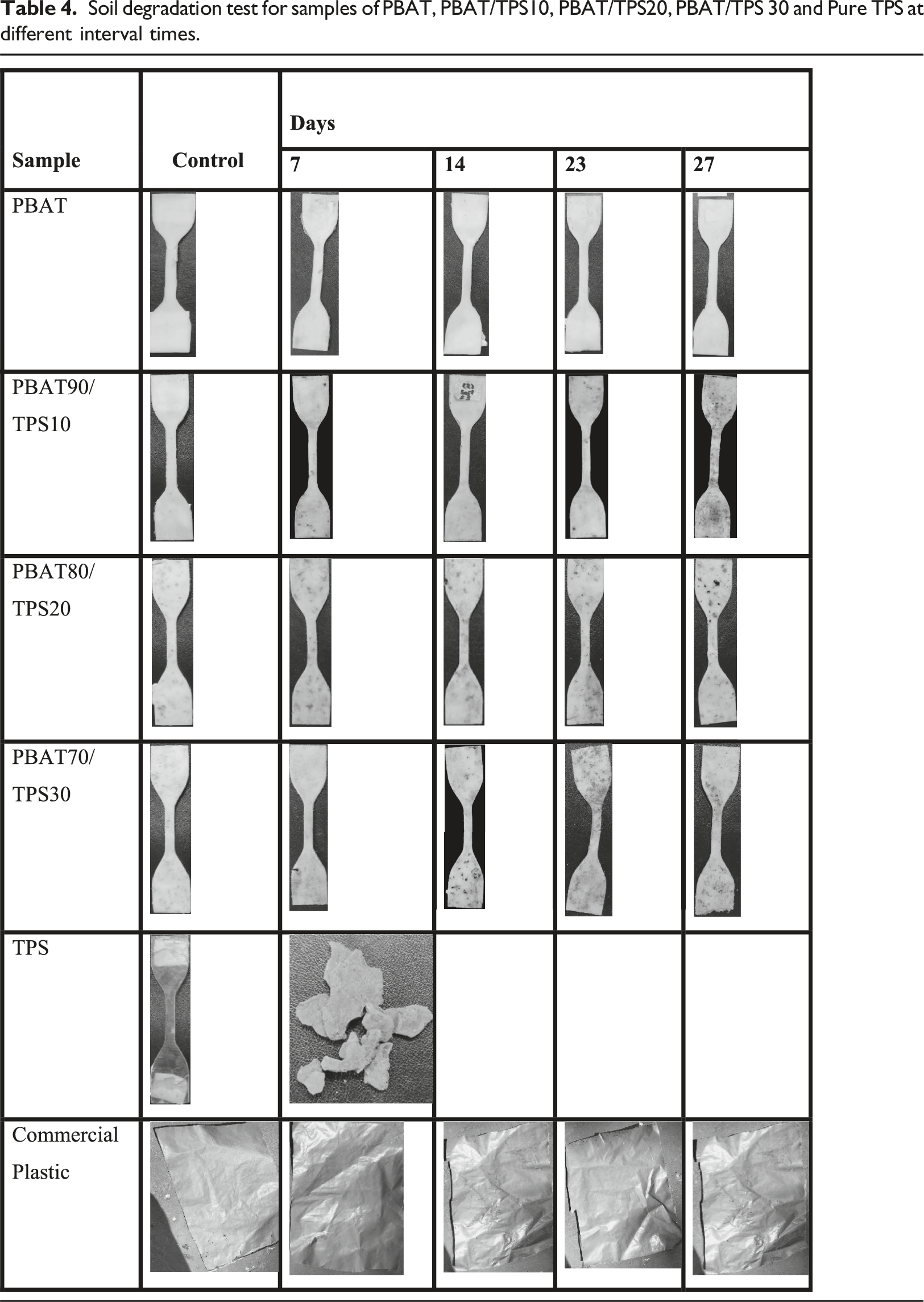
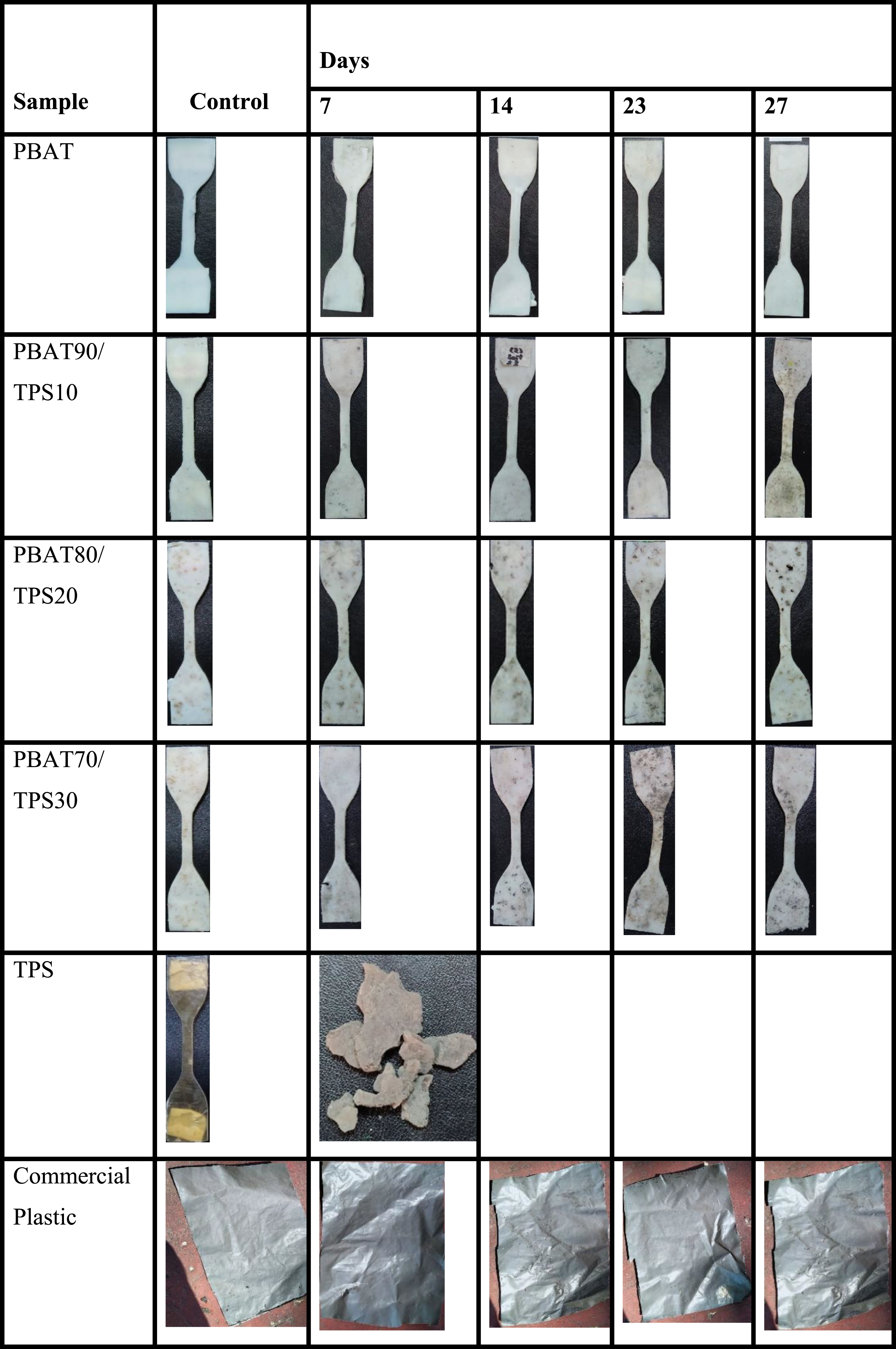
Figures 8 and 9 depict the weight loss patterns observed in pure PBAT, commercial plastic, and blended PBAT/TPS samples. Remarkably, commercial plastic displayed no discernible weight loss, while PBAT initiated weight loss around day 23, aligning with similar trends reported in other studies, where weight loss typically commenced around day 30-35 for PBAT. Weight loss in gram for pure PBAT and commercial plastic. The weight loss for PBAT/TPS samples.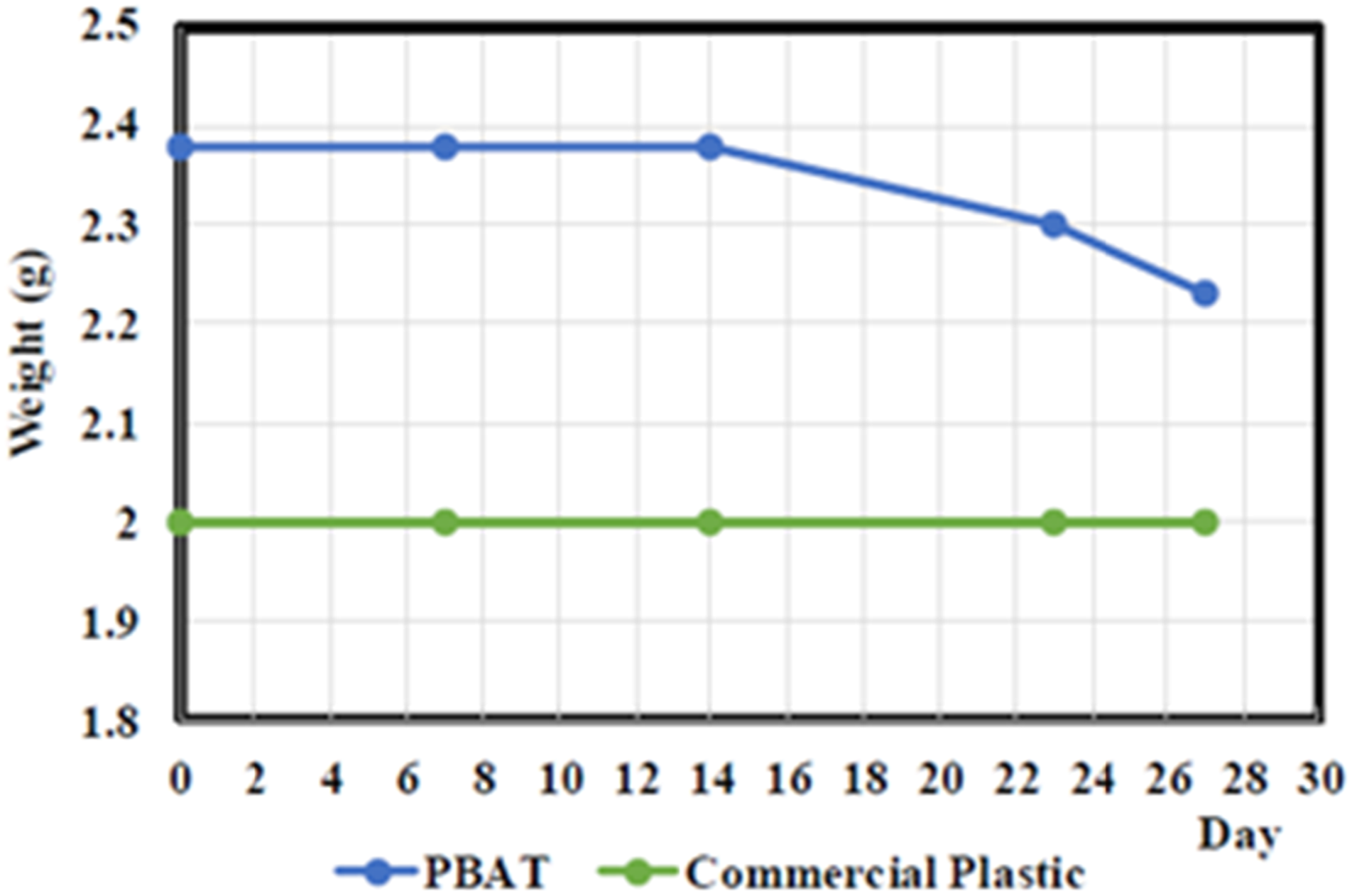
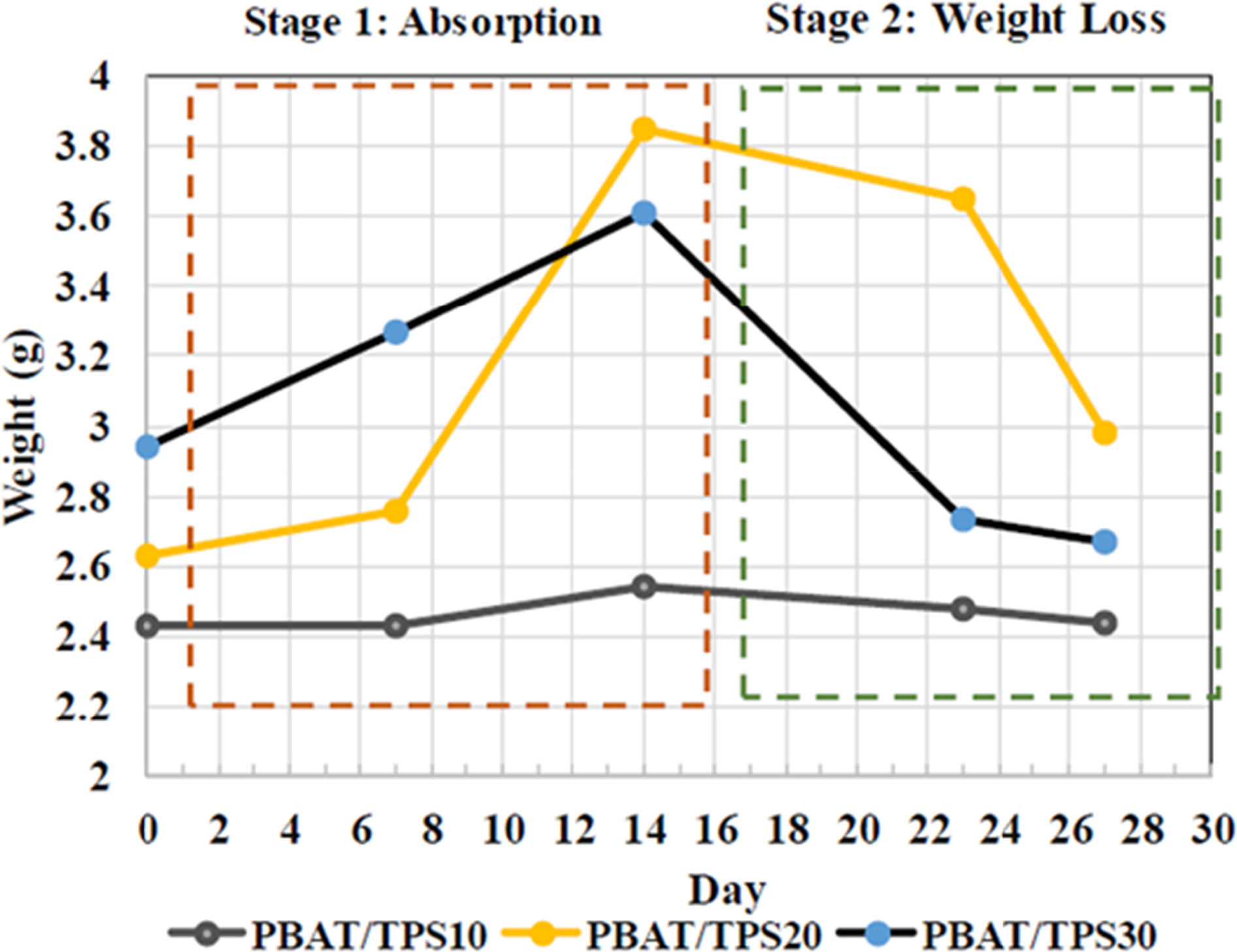
In the case of PBAT/TPS blends, the degradation process manifested in two distinct phases. Over the initial 14 days, the samples exhibited a weight gain ranging from 5% to 11%, a phenomenon attributed to water absorption. Notably, samples with higher TPS compositions demonstrated an augmented capacity for water/moisture absorption compared to those with a 10% TPS content. In the PBAT/starch compounding system, where starch (TPS) constituted the dispersed phase and PBAT formed the continuous phase the observed weight gain is ascribed to the inherent water-absorbing characteristics of TPS.
Following this initial phase, after 3 weeks, a discernible decrease in mass relative to the initial weight was observed in PBAT/TPS samples. The addition of 10% TPS into PBAT resulted in a slight reduction in weight loss compared to other blended samples. Notably, PBAT/TPS30 exhibited the most significant weight loss, starting from day 14 and continuing through day 23, in comparison to PBAT/TPS20. This observation underscores that the degradation rate of PBAT/TPS is markedly influenced by the TPS content, with a higher proportion of TPS correlating to a more substantial weight loss over time.
In Figure 9, the PBAT/TPS blends revealed a two-stage degradation process. During the initial 14 days, the samples exhibited weight gain ranging from 5% to 11%, attributed to water absorption. Samples with higher TPS compositions demonstrated greater water/moisture absorption compared to those with 10% TPS. In the PBAT/starch compounding system, starch (TPS) constituted the dispersed phase, while PBAT formed the continuous phase. 7 This weight gain is attributed to the inherent water absorption tendency of TPS, resulting in an increase in overall sample weight during this phase.
After 3 weeks, a noticeable decrease in mass relative to the initial mass was observed in the PBAT/TPS samples. The addition of 10% TPS into PBAT resulted in a slight reduction in weight loss compared to other blended samples. Notably, PBAT/TPS30 exhibited the most significant weight loss, particularly from day 14 to day 23, when compared with PBAT/TPS20. This indicates that the degradation rate of PBAT/TPS is significantly influenced by the amount of TPS, with higher concentrations leading to increased weight loss. Furthermore, visual observations confirmed that degradation began during the second stage, as evidenced by substantial morphological changes, including surface erosion and alterations in texture.
Swelling test
As illustrated in Figure 10, the swelling rate in films with varying proportions of starch in a formaldehyde solution exhibits an escalating trend with higher TPS content over a 72-h period. This phenomenon is ascribed to the abundant hydrophilic groups on the surface of plasticized starch, facilitating rapid moisture absorption from the surrounding environment and subsequently causing swelling or melting.
16
The limited resistance of PBAT to water vapor further exacerbates this process. Moreover, the expansion of plasticized starch particles in water has the potential to induce surface damage to composite materials, enabling the formaldehyde solution to permeate the material and be absorbed by the TPS particles within it. Consequently, an increase in thermoplastic starch (TPS) content in the composite augments the penetration and absorption of the formaldehyde solution. Additionally, the reduction in PBAT content hampers its efficacy in encapsulating the TPS particles, resulting in a greater number of exposed TPS particles on the film’s surface and consequently elevating the absorption rate of the formaldehyde solution. Swelling rate for PBAT, PBAT/TPS10, PBAT/TPS20, PBAT/TPS 30 and Pure TPS.
Conclusion
In conclusion, this research delved into the impact of varying TPS ratios on the properties of blending with PBAT using the extrusion method. The findings revealed a decline in mechanical properties with an increase in TPS content, attributed to phase separation between PBAT and TPS. Moreover, the blended PBAT/30TPS sample exhibited a color transformation from white to yellowish after 300 hours of exposure to a constant temperature and light spectrum, indicating an anticipated reduction in mechanical strength. Tensile testing further corroborated this observation, showcasing a decline in mechanical properties for both PBAT and various PBAT/TPS blending ratios after the 300-h exposure period. Conversely, pure TPS samples exhibited brittleness, precluding mechanical property results in the Xenon test. SEM analysis suggested poor interfacial adhesion between PBAT and TPS in PBAT/TPS20 and PBAT/TPS30, evidenced by gaps, contributing to inferior mechanical properties in the blends. Concerning soil degradation, the incorporation of TPS into PBAT led to a diminished weight loss during decomposition, indicating enhanced biodegradation facilitated by higher TPS content and improved swelling rate properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Higher Education Malaysia for Fundamental Research Grant Scheme with Project Code: FRGS/1/2021/SKK0/USM/02/16.