
Abstract
The halogen-free flame retardant (HFFR) thermoplastic elastomers (TPEs) composites filled with aluminum diethylphosphinate (ADP) had been prepared using the melting compounding method by a twin-screw extruder. The flame retardancy, smoke release performance, thermal stability, mechanical properties and microscopic morphology of carbonaceous char of TPE/ADP composites had been investigated by cone calorimeter, NBS smoke density chamber, limiting oxygen index (LOI), UL-94 (vertical flame) test, thermogravimetric analysis (TGA), scanning electron microscopy (SEM) and ultimate tensile. The study results indicated that the flame retardancy and char forming characteristics of TPE/ADP composites had been dramatically improved. The more significant expansion of flame retardant TPE/ADP composites during combustion was found with the addition of synergistic flame retardants Zinc Borate (ZB) or melamine cyanurate (MCA). Among the synergistic agents of organic montmorillonite (OMMT), ZB, and MCA, ZB exhibited the best assisted carbonization performance regardless of high or low heat flux, and formed a multi-level twisted carbonaceous char structure. Meanwhile, due to the addition of synergistic flame retardant ZB, not only the flame retardancy was improved, but also the smoke release was significantly inhibited. The tensile performance test showed the ultimate tensile strength and elongation at break of TPE composites maintained a relatively high level, and which can meet the application requirements of cable sheath materials.
Introduction
Thermoplastic elastomers (TPEs) based on styrene-ethylene-butylene-styrene (SEBS) have been widely used because of their versatility in lower cost, recyclability, design and processing, including the electric equipment, automotive industry, wire and cable, etc.1–10 However, SEBS materials show low flame retardancy, and release a large amount of smoke, accompanied by molten droplets when exposed to flame. These drawbacks have potential fire hazards and limit its application scope. Therefore, it is very important and urgent to improve the thermal and flame retardant properties of TPEs while used to products with flame retardant requirements such as flame retardant cables.11–16
Traditional halogen-containing flame retardant polymer materials are widely used in cable industry due to its high efficiency and low cost. Although it has a high limit oxygen index (LOI) and good ignition resistance, the fire hazard is still very serious due to the generation of a lot of smoke and toxic gases during the combustion process. The use of halogen containing materials is facing more and more challenges especially with the strengthening of human environmental protection awareness.17–19
Therefore, more halogen-free flame retardants (HFFRs) such as phosphorus, nitrogen, silicon, inorganic and nano flame retardants are being developed and widely used.20–22 However, compared with halogen-containing flame retardants, HFFRs generally have lower flame retardant efficiency. Therefore, it is common to use multiple HFFRs or add synergistic agents to improve flame retardant efficiency, and study its influence on various other performance factors.23–30 Wang JH The composite reported the effect of OMMT on the properties of TPEs, and found that the thermal and mechanical properties were improved with the addition of 1 wt% OMMT. 11 Ozlem Albayrak Hacioglu studied the synergistic effect of organically modified sepiolite nanoclay (SP) in conjunction with aluminum polyphosphate/pentaerythritol as an intumescent flame retardant (IFR) additive on the polyolefin elastomer/linear low-density polyethylene compound used for cable sheath. 23 Pingbo Zhu et al. studied the effect of flame retardant SEBS based TPE composites by compounding piperazine pyrophosphate (PPAP) with diethyl aluminum phosphite (AlPi), and found that 1.6 mm TPE composites reached UL-94 V-0 grade during vertical burning tests and the limiting oxygen index value was 28.5% when 25 wt % PPAP/AlPi with the mass ratio of 4:1 was incorporated. 24 Wei Liu et al. studied the flame retardant effect of modified nanofibers (ANF-PC) on thermoplastic polyurethane (TPU), and found that the grafting of acetylene groups on the surface of nanoaramid fibers can further improve the flame retardant effect on TPU. 25 The influence of the silane coupling agent (glycidyloxy propyl trimethoxy silane) and the silane-modified coconut shell powder on the thermal and mechanical properties of TPEs were investigated by Shanhua Qian. 26 Sheng Zhang et al. reported that a novel synergistic flame retardant was constructed by hybridization of zeolitic imidazolate framework-67 and graphene oxide, and discovered that it has a good flame retardant effect on TPU. 27 Yuan Hu et al. reported that the flame retardants consisting of a novel cyclotriphosphazene-based char-forming agent, aluminum diethyl phosphinate and nickel trioxide (Ni2O3), and found that it exhibited very effective flame-retardant properties in SEBS-based TPE materials. 28 Jianshuo Li et al. reported that the effect of an IFR and montmorillonite (MMT) on the fire resistance of TPU, and found that the LOI and UL-94 grades of TPU composite materials had been significantly increased. 29 Xi Feng Li et al. reported the application of aluminum hydroxide and melamine cyanurate (MCA) in radiation crosslinked ethylene vinyl acetate (EVA), and found that the flame retardancy of EVA was greatly improved. Due to the synergistic effect of MCA, the amount of ATH added was reduced. Finally, the possible flame retardant mechanisms were analyzed. 30
In this research, the HFFR TPEs based on SEBS/ethylene-octene copolymer (POE)/polyphenylene oxide (PPO) blends composites filled with aluminum diethylphosphinate (ADP) had been prepared. The flame retardancy, smoke release performance, thermal stability, mechanical properties and microscopic morphology of carbonaceous char of TPE/ADP composites had been investigated. Meanwhile, the carbonization performance under different heat flux conditions was compared. As the synergistic agents, the synergism of OMMT, ZB, and MCA with ADP had been investigated respectively.
Experimental
Materials
A linear molecular structure SEBS (H1062) was kindly supplied by Asahi Kasei Co., Japan. The ratio of styrene to butadiene (S/EB) was 18/82, the molecular weight was about 110,000, the Shore Hardness was 67A, the tensile strength was 15 MPa, and the elongation at break was 670%.
POE with the grade of 8100 was purchased from Dow Chemical Co., American. The specific gravity was 0.87 g/cm3, the Shore Hardness was 73A, the tensile strength was 9.8 MPa, the Mooney viscosity of ML1 + 4 (ASTM D-1646, 121°C) was 24, the MFI (ASTM D-1238, 190°C, 2.16 kg) was 1.0 g/10 min.
PPO with the grade of S201 A was kindly supplied by Asahi Kasei Co., Japan. The specific gravity was 1.06 g/cm3, the glass-transition temperature (Tg) was 214°C, the mean particle size was 200–400 µm, and the appearance was pale yellow powder.
ADP named as Exolit OP1230 was kindly supplied by Clariant Co., Germany. The average particle size was 20-40 µm, the phosphorus content was 23.3%–24.0% (w/w), the decomposition temperature was greater than 300°C, and the specific gravity was 1.35 g/cm3.
OMMT with the grade of DK2 was kindly supplied by Zhejiang Fenghong Clay Chemical Co. Ltd, China. The layer spacing of XRD d001 was 2.8 nm. MCA was purchased from Zhejiang Xusen Non-Halogen Fire Retardants Co. Ltd, China. The particle size (D50)≤5 µm, the nitrogen content was 48.5%–49.0% (w/w), the specific gravity was 1.5 g/cm3, the appearance was white crystalline powder, and the decomposition temperature was greater than 300°C.
ZB with an average particle size of 50 nm was kindly supplied by Shandong Wuwei Flame retardant Technology Co. Ltd, China.
Antioxidant named as Irganox1010 was purchased from BASF Group Co., Germany. The appearance was white crystalline powder, the specific gravity was 1.15 g/cm3, the effective content ≥99.5%, and the melting point was 110°C–125°C.
Preparation of flame retardant TPE composites
Formulations of HFFR TPE composites.
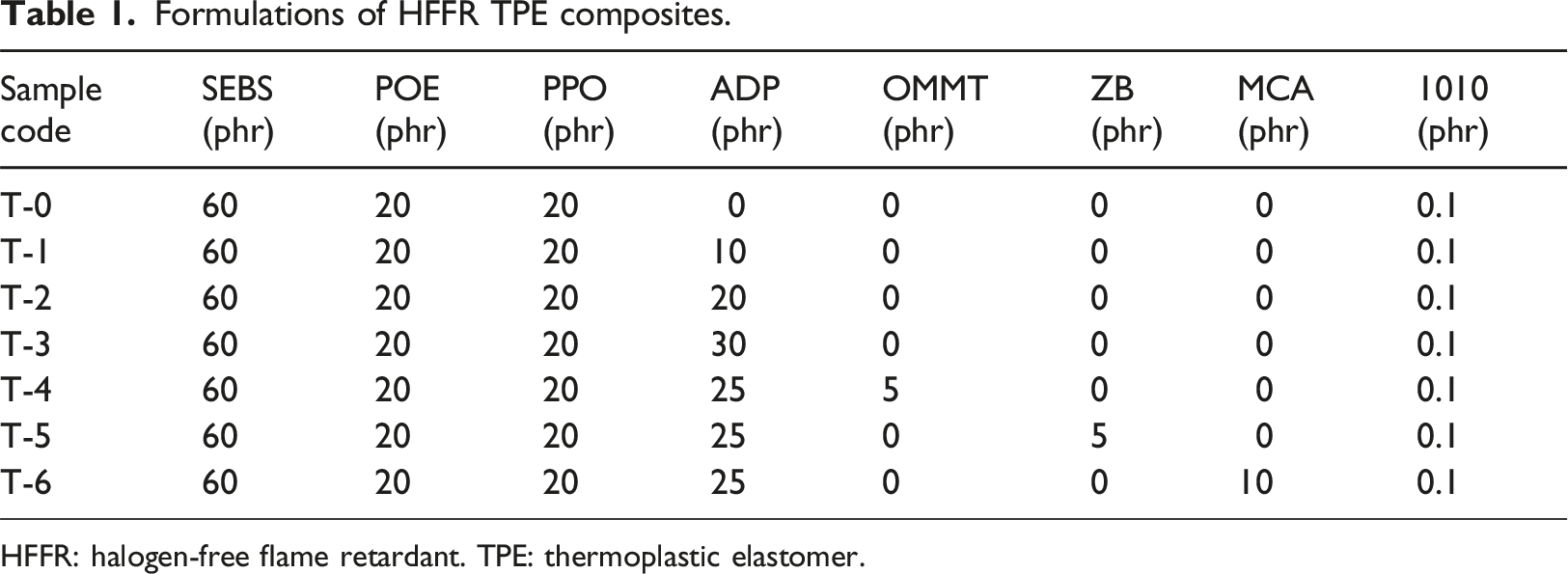
HFFR: halogen-free flame retardant. TPE: thermoplastic elastomer.
Measurement and characterization
Cone calorimeter test
A truncated conical heater element is used to irradiate samples at heat fluxes from 10 to 100 kW/m2 in cone calorimeter testing, thereby simulating a range of fire intensities. The technique is a small scale flammability test, but it has been shown to provide data that correlate well with those from full-scale flame tests. 23 Cone calorimeter tests in this study were carried out in duplicate, using a 35 kW/m2 incident heat flux, following the procedures indicated in the ISO 5660 standard with an GD-ISO4589-1 type cone calorimeter produced by Chongqing Gold Mechanical & Electrical Equipment Co. Ltd, China. Each sample, of dimensions 100 × 100 × 4 mm3, was wrapped in aluminum foil and placed on a mineral fibre blanket with the surface level with the holder, such that only the upper face was exposed to the radiant heater. The edge guard was used with all samples, as was the recommended standard retaining grid in order to prevent excessive intumescence. The experimental error rate from the cone calorimeter test was about ±5%. The cone calorimeter technique provides detailed information about heat release, ignition behavior and charring during sustained combustion and some key parameters which are correlated well with real fires. 26
Micromorphology analyses of char residues by SEM
Scanning electron microscopic (SEM) analyses for the morphology of char residues from combustion by cone calorimeter were made using a tungsten filament lamp scanning electron microscopy (TFL-SEM, EM-30) produced by COXEM Co. Ltd, Korea. The gold-coated samples to avoid accumulation of charges were analyzed at an accelerating voltage of 15.0 kV.
NBS smoke density chamber test
A heater element is used to irradiate specimens at heat fluxes from 10 to 50 kW/m2 in NBS smoke density chamber testing. There are two modes of combustion: flame burning and flameless burning. In this study, NBS smoke density chamber tests were carried out in flame burning, using a 25 kW/m2 incident heat flux, following the procedures indicated in the ISO 5659 standard with an SDB type NBS smoke density chamber produced by Modis Combustion Technology (China) Co., Ltd. Each specimen, of dimensions 70 × 70 × 4 mm3, was wrapped in aluminum foil and placed in a stainless steel box with the surface level with the holder, such that only the upper face was exposed to the heat source. The experimental error rate from the smoke density chamber test was about ±3%.
UL-94 test
The UL-94 vertical test was carried out using a CZF-5 type instrument (Beijing Zhide Innovation Instrument Equipment Co. Ltd, China) on the sheets of 125 × 12.5 × 3 mm3 according to ASTM D 635-77.
Limiting oxygen index (LOI)
The LOI value was measured using an GD-ISO4589-1 type instrument (Chongqing Gold Mechanical & Electrical Equipment Co. Ltd, China) on the sheets of 125 × 6.5 × 3 mm3 according to ASTM D 2863-77.
Thermogravimetric analysis (TGA)
The TGA was performed with a model STA 449 C of NETZSCH thermal analyzer at a heating rate of 20°C/min under air atmospheres. In each case, a 5–8 mg specimen was examined under the gas flow rate of 5 × 10−5 m3/min at the temperatures ranging from 23°C to 700°C.
Hardness testing
The hardness was determined by a hand-held Shore A durometer according to ASTM D 2240-05 (Standard Test Method for Thermoplastic Elastomers—Durometer Hardness).
Three points of each sample were tested and the average value was obtained. All the tests were carried out at 25 ± 2°C, and read the hardness value when pressed for 10 seconds.
Tensile strength measurement
The tensile properties were measured on an Instron series IX 4465 material tester at a crosshead speed of 250 mm/min with dumbbell specimens (4 mm wide and 2 mm thickness in the cross section) according to ASTM D 412-06a (Standard Test Methods for Thermoplastic Elastomers—Tension) at 25 ± 2°C. Five specimens of each group were tested and the average value was obtained.
Results and discussion
Flame retardant properties of TPE composites
The cone calorimeter test
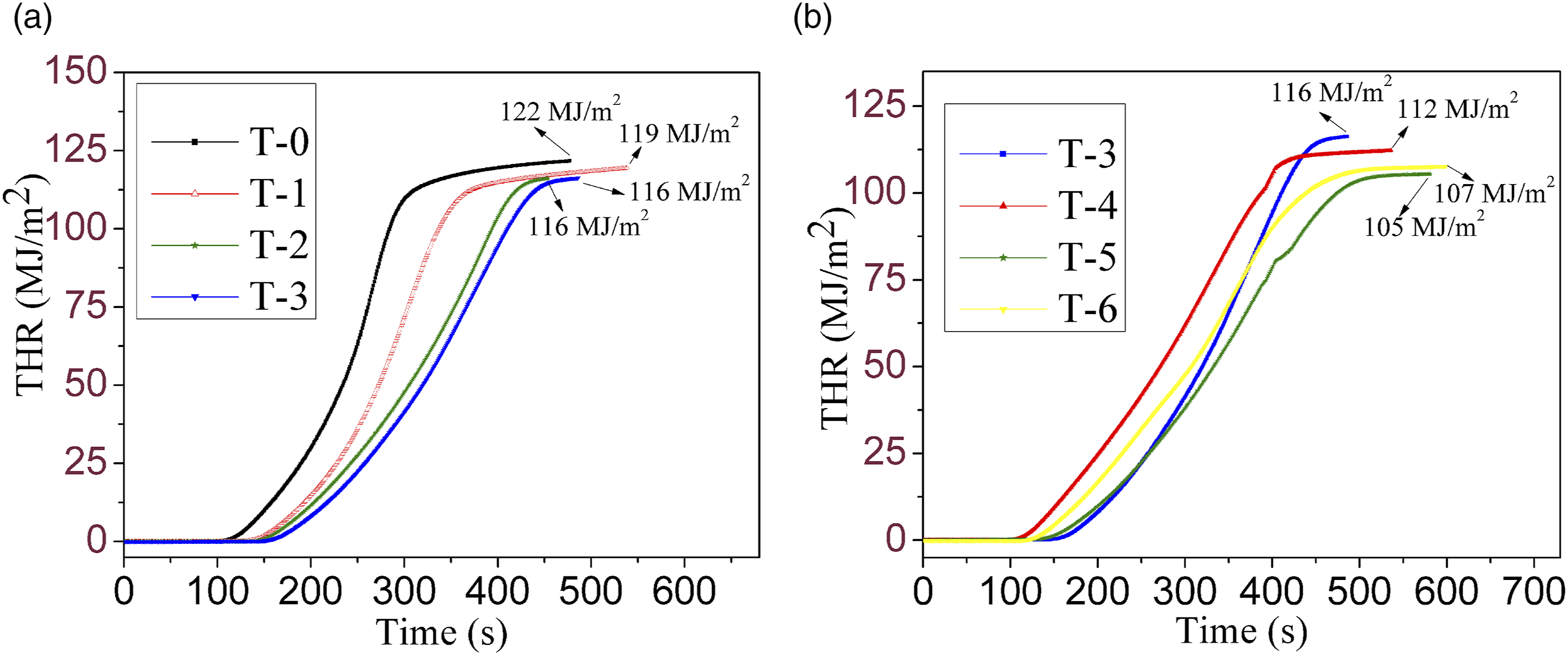
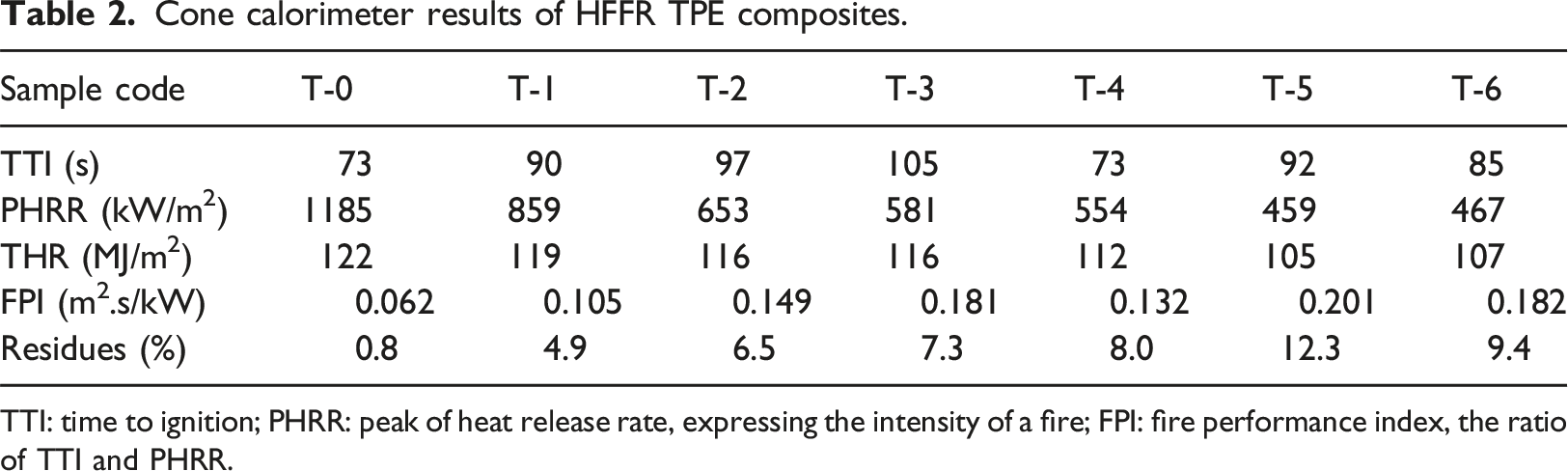
Cone calorimeter test based on the oxygen consumption principle has been widely used to evaluate the flame retardant performance of materials. Although cone calorimeter test is a small-scale test, the obtained results have been found to correlate well with those obtained from a large-scale fire test and can be used to predict the combustion behavior of materials in a real fire.25,31 For instance, the heat release rate (HRR) and peak HRR (PHRR) are very important parameters, and can be used to express the intensity of a fire. A highly flame retardant system normally shows low HRR and PHRR values. In this work, cone calorimeter experimental results at a flux of 35 kW/m2 were shown in Figures 1–5 and Table 2. Figures 1 and 2 showed respectively the dynamic curves of HRR and THR for flame retardant TPE composites. It can be found that pure TPE (T-0) burns very fast after ignition. Very sharp HRR and total heat release (THR) curves appeared at the range of about 100–280 s with a PHRR value of 1185 kW/m2 and a THR value of 122 MJ/m2. Whereas all the PHRR and THR of flame retardant TPE composites declined dramatically and also showed prolongation of the combustion times. The PHRR for flame retardant TPE composites of T-1, T-2, T-3, T-4, T-5 and T-6 was 859 kW/m2, 653 kW/m2, 581 kW/m2, 554 kW/m2, 459 kW/m2 and 467 kW/m2 respectively, which was reduced respectively by 27.5%, 44.9%, 51.0%, 53.2%, 61.3% and 60.6% compared to pure TPE (T-0). From Figure 2(a) and (b), it can be seen that the THR for flame retardant TPE composites decreased evidently compared with pure TPE, which in turn were 119 MJ/m2, 116 MJ/m2, 116 MJ/m2, 112 MJ/m2 105 MJ/m2 and 107 MJ/m2 respectively. The PHRR of samples T-1, T-2 and T-3 decreased gradually with the increase of ADP dosage. Due to the introduction of synergists named as OMMT, ZB or MCA, the PHRR of samples T-4, T-5 and T-6 was further reduced as shown in Figure 1(b). Meanwhile, from Figure 3(b), it can be seen that the remaining amount of residue further increased to 8.0%, 12.3% and 9.4% for the samples of T-4, T-5 and T-6 from 7.3% of T-3. By comparison, the sample T-4 showed relatively little variation, while the decrease in T-5 containing ZB was most significant. Furthermore, from Table 2 it can be found that the ignition time (TTI) and fire performance index (FPI) were heightened as the addition of ADP, especially for the specimen T-5 with ZB addition. Because of the close relationship between FPI and the real fire condition, it is often the basis of escape time designing for firemen in real fire. The longer the TTI and the higher the FPI, the better to flame retardant for materials, and the better chance to reduce the loss and casualty in real fire. As a whole, the results indicated that the flame retardancy and charring of TPE composites were greatly improved, especially for the specimen T-5 with the introduction of ZB. This can be mainly attributed to the interaction between ZB and ADP during the combustion process, resulting in a more stable carbonization layer under high heat flow conditions, and indicating a good flame retardant synergism between ZB and ADP. There were differences in the flame retardant mechanism between ZB and ADP, which can complement each other and improve the flame retardant effect. One of the primary parameters responsible for decreasing the HRR and THR of materials is the mass loss rate (MLR) during combustion. Figure 3(a) and (b) are the curves of residual mass versus burning time for flame retardant TPE composites, and its dynamic variation of the slope can reflect the magnitude of MLR. From Figure 3(a) it can be found that the slope of curves for flame retardant TPE composites decreased with the increase of ADP in the main combustive stage (the first 280 seconds) compared with pure TPE (T-0), and this reduction was even more pronounced due to the introduction of synergists as shown in Figure 3(b), which indicating a further decrease in MLR of samples T-4, T-5 and T-6. For the specimen of T-5 with ZB added, the decrease was more obvious. From Figure 3(a) and (b), it can be found that the residual mass was respectively 4.9%, 6.5%, 7.3%, 8.0%, 12.3% and 9.4% for the flame retardant TPE composites of T-1, T-2, T-3, T-4, T-5 and T-6, while the combustion of the specimen T-0 nearly completed within 310 s and only remained 0.8% of residue. From Figure 4, the obvious differences can be seen visually from vertical view images of original residue after combustion by cone calorimeter. It can be found that the sample T-0 without ADP had been nearly burnt out and only a small amount of scattered and rare residues remained on the aluminum foil paper, while the others remained a lot of residues for the flame retardant TPE composites of T-1, T-2, T-3, T-4, T-5 and T-6. Further observation of the side view images of original residues from Figure 5, it can be observed that significant expansion phenomena occurred during the combustion processes of t-3, t-5, and t-6, while distortion occurred during combustion in t-1 and t-2. At the same time, it can be found that the carbon residue distribution of T-5 and T-6 was relatively uniform, while the carbon residue of T-4 had broken into several large pieces, which may be due to the collapse of the intercalation structure formed by TPE and OMMT during the combustion process, and thereby revealed the reason why OMMT did not play a synergistic flame retardant role as ZB. Moreover, it can be found that the residual voids in T-5 with ZB were fewer than those in T-3 and T-6, which was beneficial to reduce the transfer rate of volatile and play a more effective role of ADP in suppressing combustion. (a) HRRs versus burning time for flame retardant TPE composites. (b) HRRs versus burning time for flame retardant TPE composites. (a) THRs versus burning time for flame retardant TPE composites. (b) THRs versus burning time for flame retardant TPE composites. (a) Residual mass retention versus burning time for flame retardant TPE composites. (b) Residual mass retention vs burning time for flame retardant TPE composites. Vertical view images of original residues for TPE composites after cone calorimeter test: (a) T-0; (b) T-1; (c) T-2; (d) T-3; (e) T-4; (f) T-5; (g) T-6. Side view images of original residues for TPE composites after cone calorimeter test: (a) t-0; (b) t-1; (c) t-2; (d) t-3; (e) t-4; (f) t-5; (g) t-6. Cone calorimeter results of HFFR TPE composites. TTI: time to ignition; PHRR: peak of heat release rate, expressing the intensity of a fire; FPI: fire performance index, the ratio of TTI and PHRR.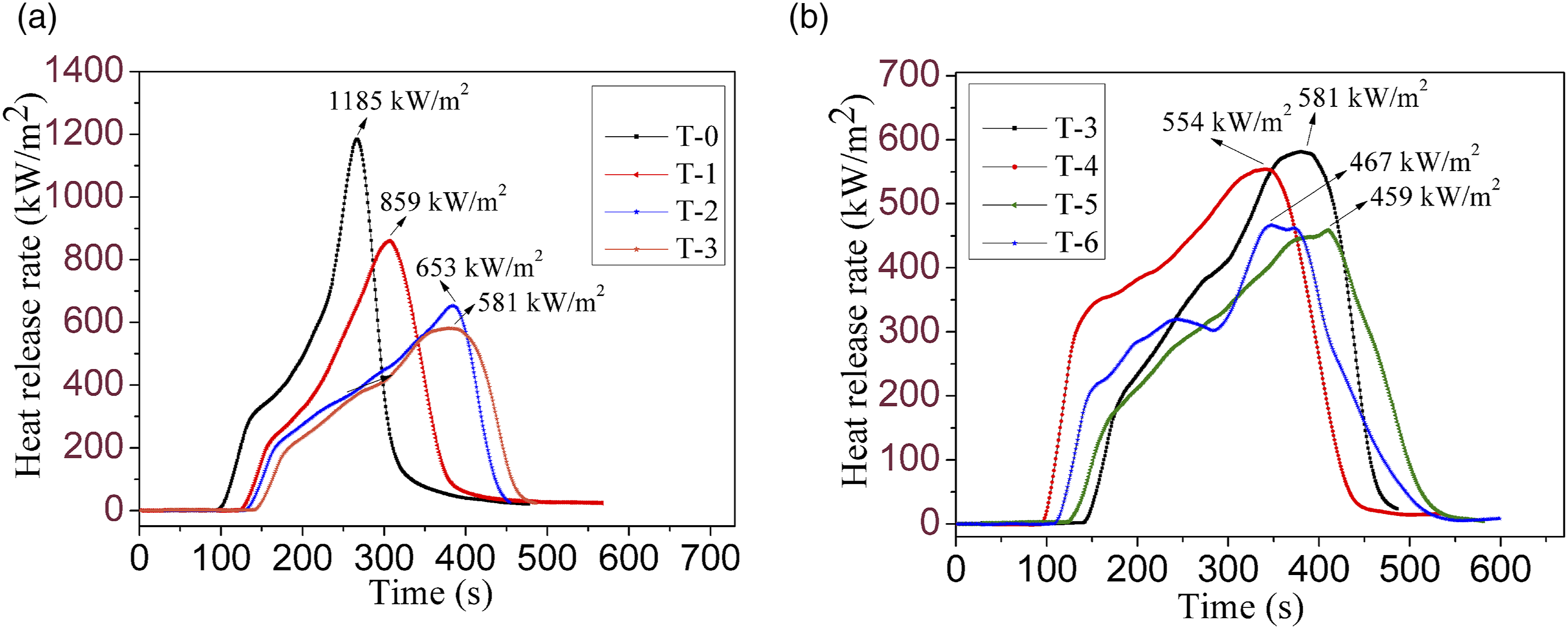



The different morphologies can be observed more carefully by SEM. Figure 6 was the microstructure of residues for the specimens of T-0, T-3, T-4, T-5 and T-6 after combustion in cone calorimeter. It can be found that different degrees of expansion phenomenon occurred during the combustion process of T-3, T-4, T-5 and T-6, while T-0 showed no expansion phenomenon and presented the microstructure similar to that of cracked thick bricks. Moreover, the expansion of T-5 and T-6 was very significant showed as Figure 6(d) and (e), while the expansion rates of T-3 and T-4 were relatively small. Further comparison revealed that the expansion microstructure of T-5 was similar to multi-level twisted flowers, while the expansion of T-6 was similar to polymer alloys etched with sulfuric acid. It was obvious that the carbon structure of T-5 was more effective in slowing down the volatilization of combustibles and suppressing combustion. SEM images comparison of residue for flame retardant TPE composites after cone test: (a) T-0; (b) T-3; (c) T-4; (d) T-5; (e) T-6.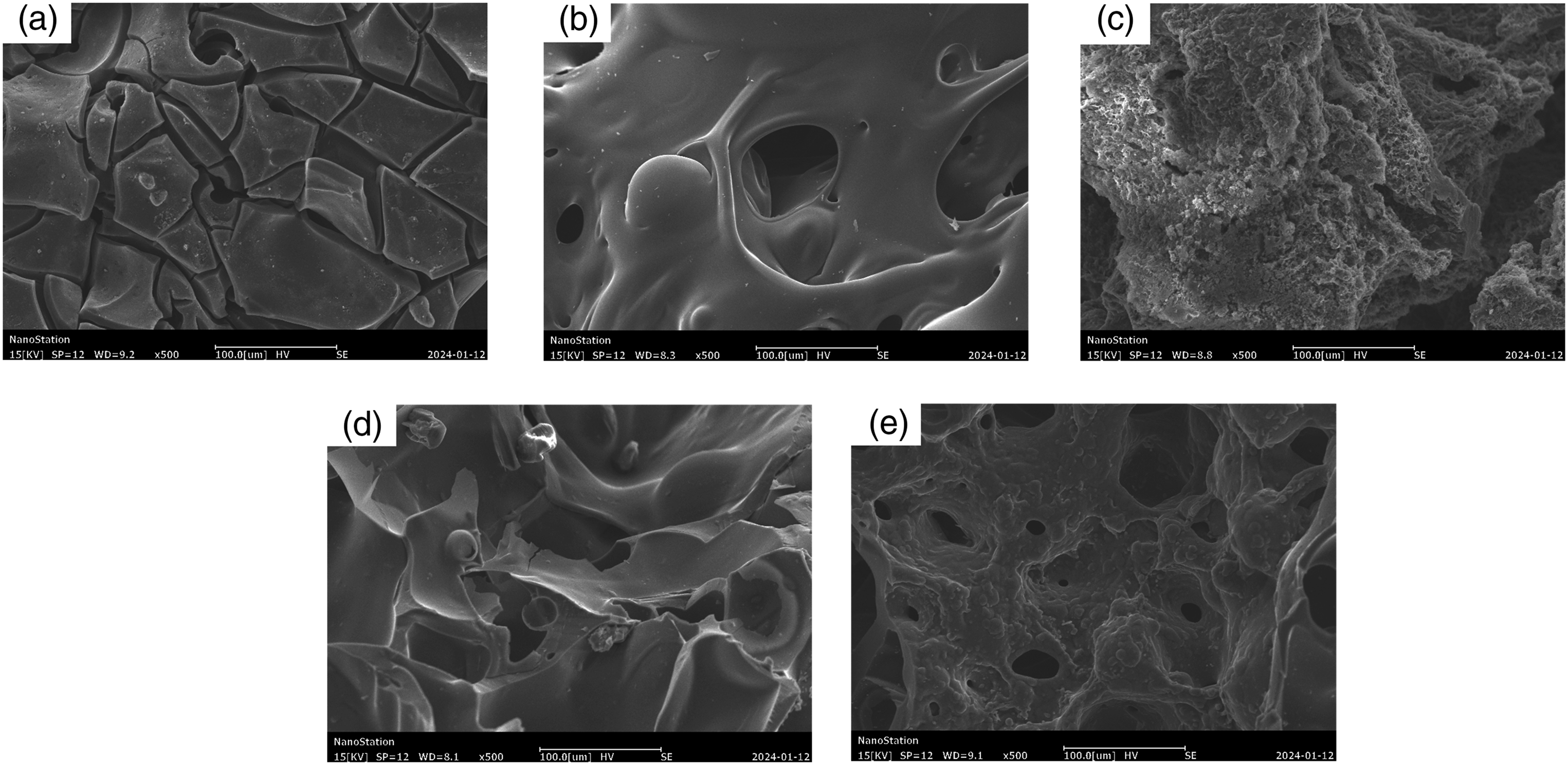
NBS smoke density chamber test
The harm of smoke in fires was significant, and among various hazardous factors, smoke and toxic gases had the highest mortality rate. The smoke density chamber technique can provide detailed information such as smoke density, light transmittance and CO release, etc. The formula for smoke density can be expressed as follows:
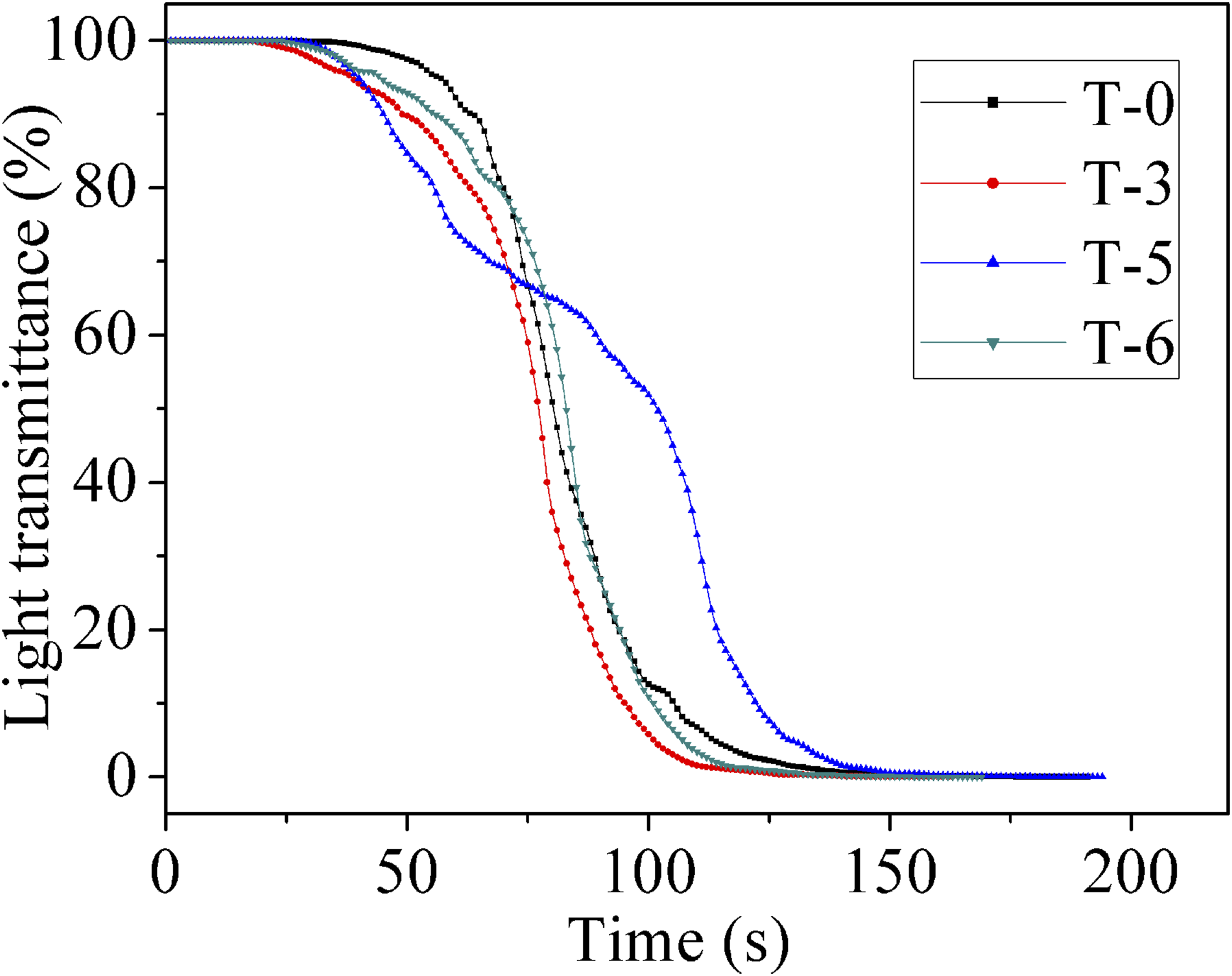
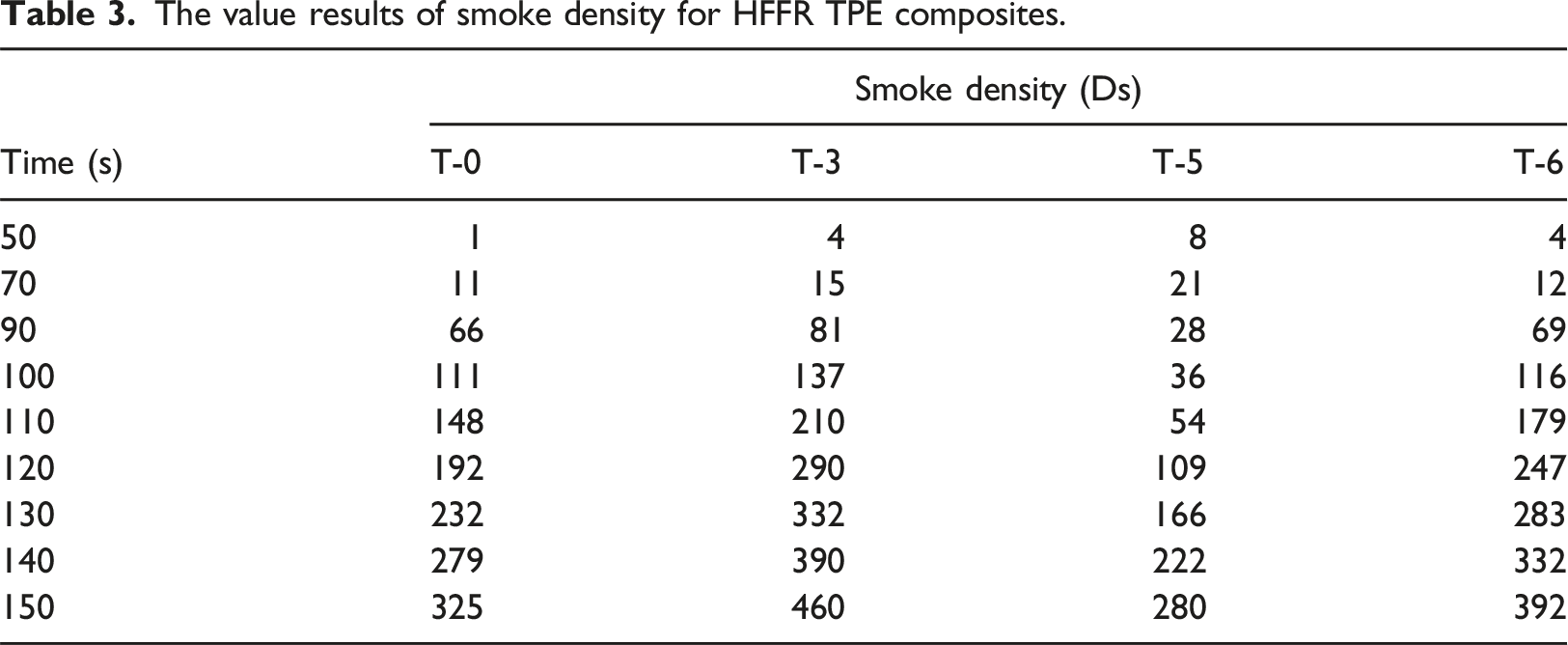
In the above formula, 132 is a constant related to the type of NBS smoke density chamber, which is obtained by dividing the volume of the chamber by the exposed area of the sample and then dividing by the length of the optical path. Figures 7 and 8 was the smoke density and light transmittance for the specimens T-0, T-3, T-5 and T-6 by NBS Smoke Density Chamber. The value results of smoke density for several different time points were listed in Table 3. Compared to the sample T-0, the smoke density of T-3 increased significantly, while the light transmittance decreased because of the addition of ADP. At 100 seconds and 150 seconds, the smoke density values of sample T-3 increased to 137 and 460, respectively, while at the same time, the smoke density values of sample T-5 were only 36 and 280. This was a common phenomenon in the combustion of phosphorus based flame retardants and a disadvantageous factor for fire safety. With the addition of the synergistic agent MCA, the smoke density decreased and the light transmittance increased for T-6 compared to T-3, indicating that the smoke suppression performance of T-6 was improved. Moreover, further observation revealed that the improvement in sample T-5 was more pronounced due to the addition of ZB. Density of smoke versus burning time for TPE composites by NBS Smoke Density Chamber. Light transmittance versus burning time for TPE composites by NBS Smoke Density Chamber. The value results of smoke density for HFFR TPE composites.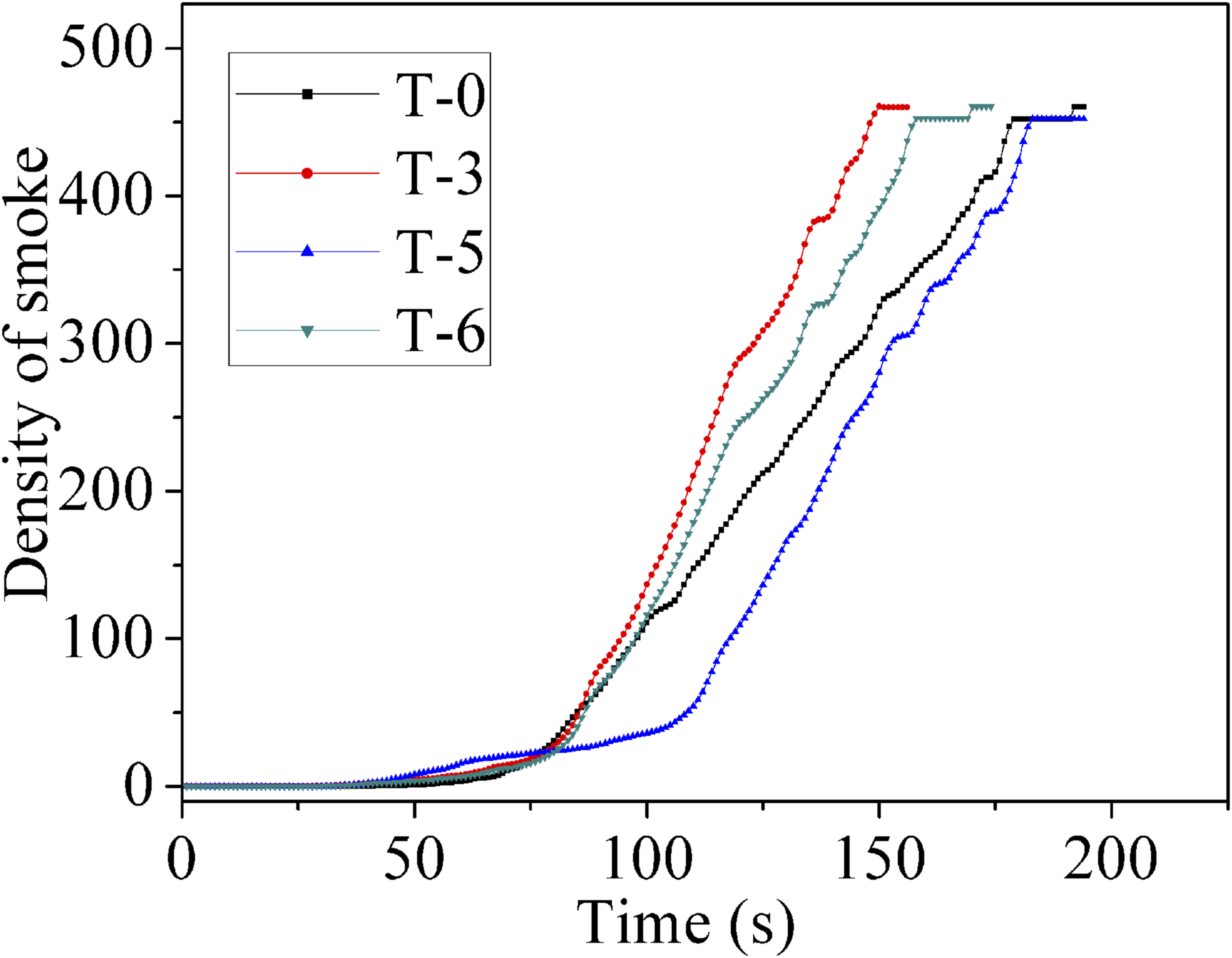
LOI and UL-94 vertical tests
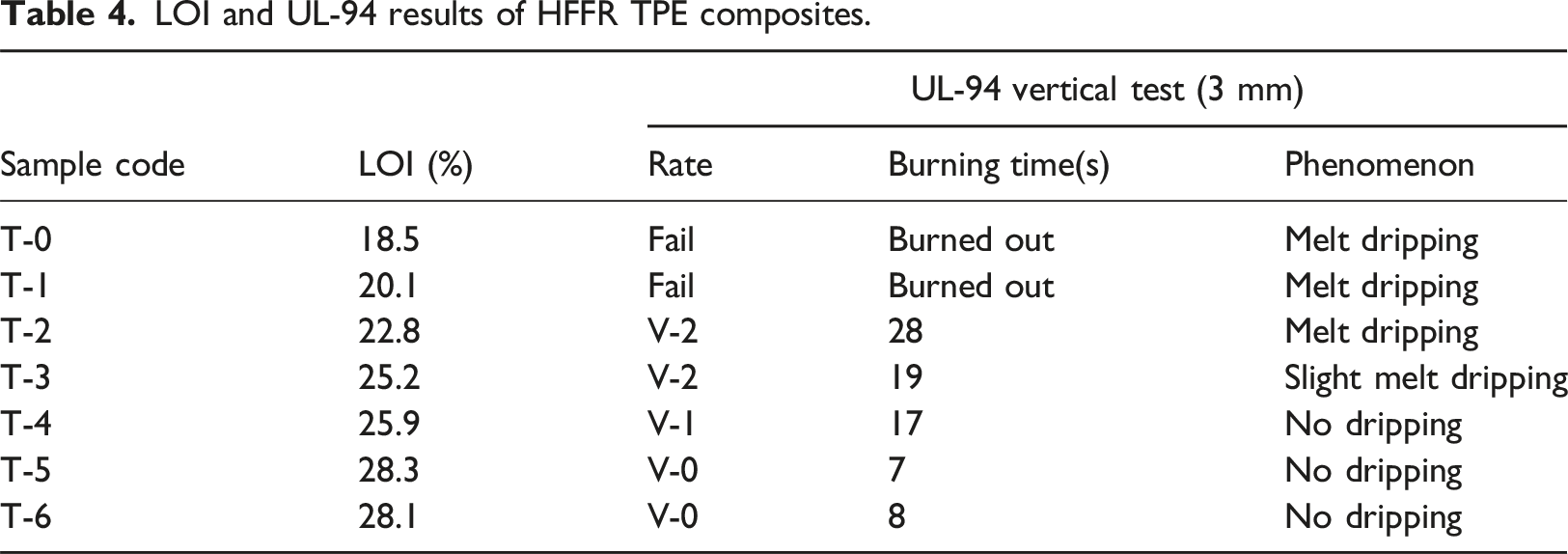
LOI and UL-94 tests are widely used to evaluate the flame retardant properties of organic composite materials in industry. LOI is defined as the minimum fraction of oxygen in an oxygen–nitrogen mixture that is just sufficient to sustain combustion of the sample, which represents the ability to endure fire for materials. The higher the LOI values, the higher ability to resist fire, and more difficulty to be ignited for materials. UL-94 vertical test is a very strict FR test method mainly for self-extinguish materials. According to the corresponding criterion, it can clarify the materials to some different grades including Fail (no rating), V-2, V-1 and V-0 from low to high.
LOI and UL-94 results of HFFR TPE composites.
Thermal degradation behavior of TPE composites
TGA is a very common characterizing method in the field of material research. It is often used to analyze the thermal degradation behavior of flame retardant composites as a small heat flow compared to cone calorimeter. Figure 9 presented the TGA curves of mass loss versus temperature for TPE composites under a flow of air atmosphere. From Figure 9(a), it can be found that the temperature at 5% mass loss (T5%) was 379°C, 382°C, 379°C and 397°C for T-0, T-1, T-2 and T-3 respectively, which indicated that the initial decomposition temperature of TPE composites slightly decreased due to the addition of ADP. From Figure 9(b), it can be found that the temperature at 5% mass loss (T5%) was 405°C, 394°C and 385°C for T-4, T-5 and T-6 respectively, which indicated that the initial decomposition temperature of the flame retardant TPE/ADP composites was reduce significantly due to the addition of MCA. Further observation revealed that the residual mass was 0%, 4.5%, 5.8%, 12.9%, 16.1%, 19.5% and 13.9% for T-0, T-1, T-2, T-3, T-4, T-5 and T-6, respectively. The above results showed that the charring properties of the flame retardant TPE composites increased gradually as the increase of ADP content, especially for the sample of T-5 duo to the addition of ZB as synergists. This was generally consistent with the pattern under high heat flux conditions by cone calorimeter. (a) TG curves versus temperature for flame retardant TPE composites. (b) TG curves versus temperature for flame retardant TPE composites.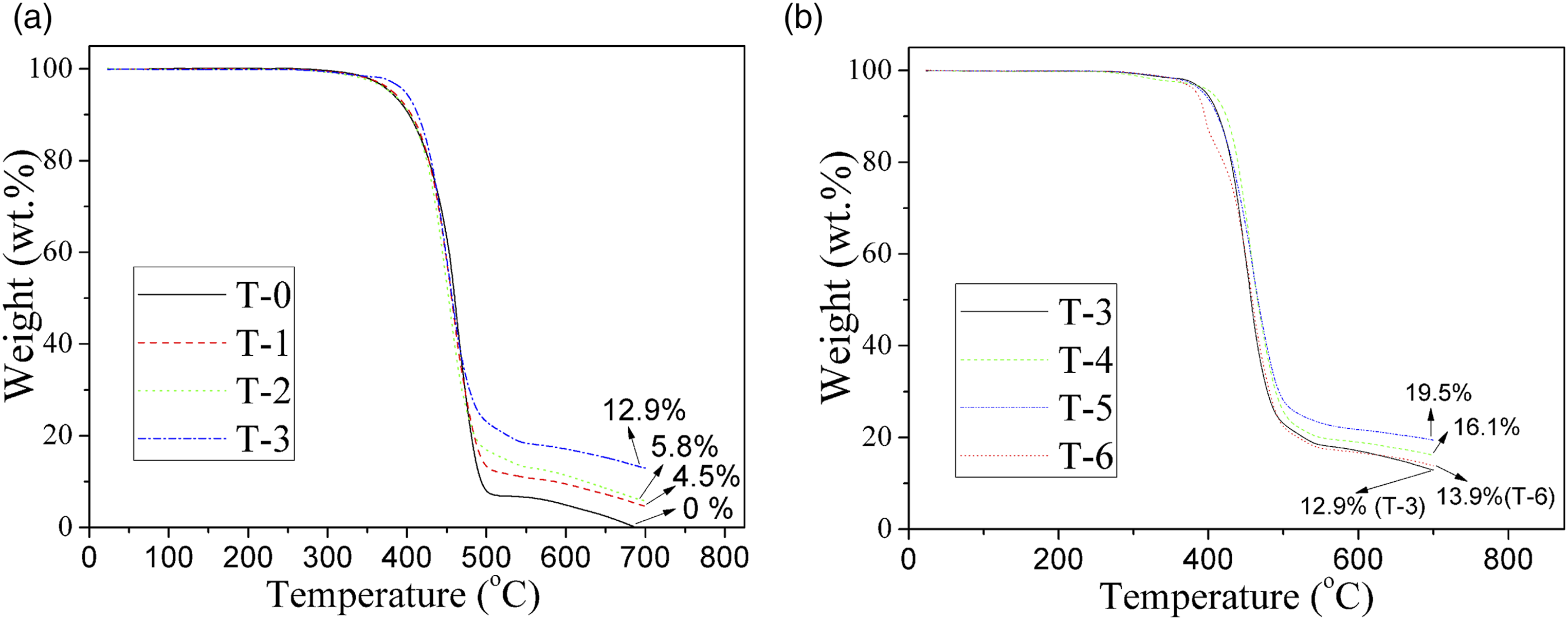
The mechanical properties of TPE composites
Mechanical properties of HFFR TPE composites.
Conclusions
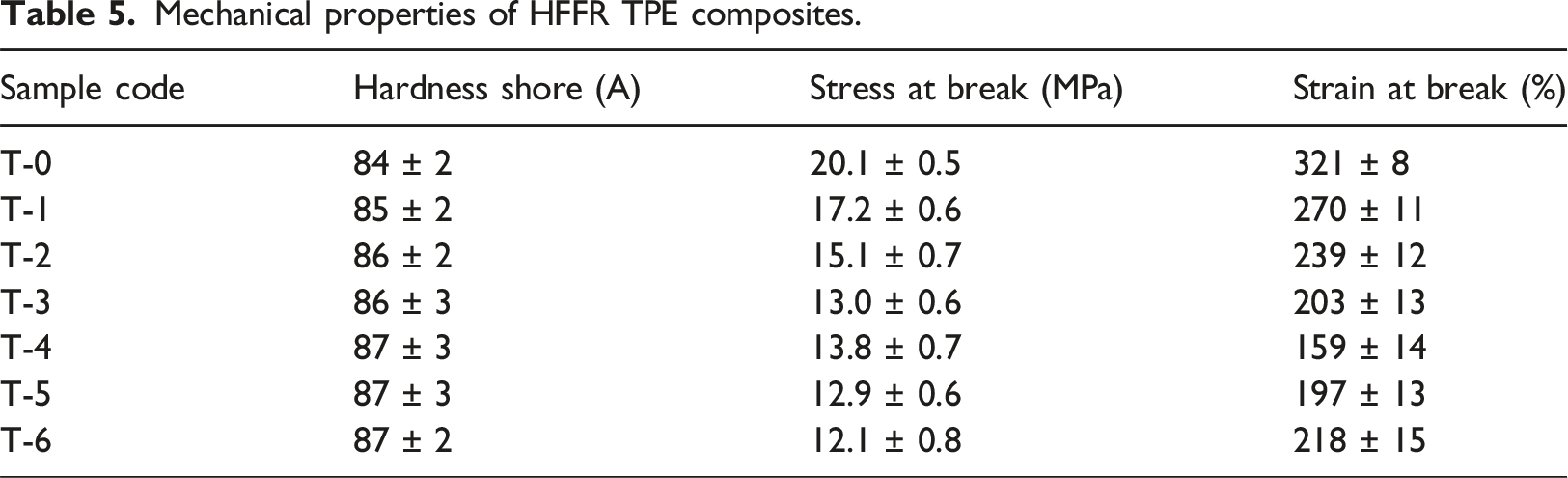
The flame retardant TPE/ADP composites had been prepared using the melting compounding method by a twin-screw extruder. The OMMT, ZB and MCA was added to TPE/ADP composites as synergistic agents with ADP. The cone calorimeter tests revealed that the flame retardant properties of TPE composites were significantly improved, especially for the samples with the addition of synergistic agents ZB and MCA. The LOI and UL-94 results further demonstrated that both ZB and MCA had better synergistic flame retardant effects than OMMT, and which was consistent with the experimental results of the cone calorimeter. The TGA results indicated that the residual amount under low heat flux conditions was relatively high, and the variation pattern of residual amount was similar to the high heat flux conditions of cone calorimeter. ZB exhibited the best assisted carbonization performance regardless of high or low heat flux. At the same time, the NBS smoke density tests showed that the addition of the synergistic agent MCA partially offset the increase in smoke release caused by the addition of ADP. Especially with the addition of ZB, the smoke density of flame retardant TPE/ADP composites was greatly reduced, and thereby was very beneficial for reducing fire hazards. Through the study of the original morphology and microstructure of carbonaceous char, it was found that the addition of synergistic agents ZB and MCA resulted in more significant expansion of flame retardant TPE/ADP composites during combustion, especially the former formed a multi-level twisted carbonaceous char structure, which was more effective in delaying the volatilization rate of combustibles and flame retardancy. The tensile performance test showed that although the ultimate tensile strength and elongation at break of TPE composites was decreased due to the addition of ADP and synergistic agents, they still maintained a high level, and which can meet the application requirements of cable sheath materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China [Grant No. 22308035].