
Abstract
Cellulose nanofiber (CNF) reinforcement of silk fibroin (SF) has attracted increasing attention as a sustainable strategy for enhancing the mechanical performance of silk materials. In this study, CNF-reinforced silk was produced by directly feeding silkworms (Bombyx mori) with artificial diets containing CNF, and its mechanical properties and dimensional stability were systematically investigated across three hierarchical levels: single filaments, twisted yarns, and woven fabrics. At the single-filament level, the addition of 5 wt.% CNF resulted in significant increases in Young’s modulus and ultimate tensile strength, while the fracture elongation remained nearly unchanged. These improvements were retained at the yarn and fabric levels. The dimensional changes induced by water-absorption, swelling and subsequent drying were thereby quantitatively evaluated. While individual filaments exhibited negligible shrinkage regardless of CNF addition, twisted yarns and fabrics showed pronounced shrinkage, which was markedly suppressed by CNF reinforcement. Notably, the shrinkage rate of CNF-reinforced twisted yarns was reduced to less than one-quarter of that of unreinforced yarns. FT-IR analysis based on the amide III region revealed that CNF addition did not significantly increase the β-sheet crystallinity of single filaments, indicating that the enhanced dimensional stability does not originate from increased crystalline content. Instead, CNF is suggested to stabilize higher-order assemblies by restricting molecular mobility in amorphous regions and reinforcing inter-fiber interactions. These findings provide new insight into the multiscale design of silk-based materials with improved mechanical performance and moisture resistance.
1. Introduction
Silk is a widely used biopolymer primarily produced by silkworms and spiders. More than 120,000 tons of silk are produced worldwide annually, with China, India, and Japan as the major producers. 1 Silk derived from silkworms (Bombyx mori) has been used in the textile industry for over 4,000 years because of its excellent mechanical strength, flexibility, and smooth texture.2–4 Owing to its high biocompatibility, silk has also been used as a surgical suture since approximately 150 AD. 5 Long-term selective breeding of silkworms has enabled the efficient and large-scale production of high-purity silk fibroin (SF) from silkworm cocoons. 6 Recent technological advances have further improved fibroin properties by optimizing harvesting and processing methods 7 and introducing genetic modification techniques. 8
Raw silk consists of two parallel fibroin filaments bonded and coated by a sericin layer, which plays a crucial role in maintaining the structural integrity of the cocoon. Although sericin gives raw silk a relatively coarse and stiff texture, its removal through a process known as degumming yields SF fibers that are more lustrous, more flexible, and better suited for spinning and further processing.9,10 Degummed SF can be dissolved using chemical or enzymatic methods to obtain an aqueous SF solution. By regenerating this solution, a wide variety of SF-based materials with tunable mechanical properties, including films, hydrogels, porous structures, and nanoparticles, can be fabricated. 11 Owing to this structural versatility and tunability, combined with its favorable chemical and physical properties, SF has attracted considerable attention not only in biomedical and biotechnological fields but also in optics and electronics. In particular, the hierarchical structure and high versatility of silk make SF a promising candidate for the design of advanced biomaterials. Consequently, SF-based materials have been actively explored for applications such as wearable electronic devices, water treatment membranes, biosensors, drug delivery systems, and tissue engineering scaffolds, where material properties can be tailored to specific functional requirements.12–19
In recent years, our group has investigated the effects of cellulose nanofibers (CNF) on the mechanical properties of SF by feeding silkworms (Bombyx mori) with artificial diets containing CNF. Wu et al. 20 reported that the addition of 5 wt.% CNF to the feed resulted in enhanced Young’s modulus and tensile strength of SF fibers covered with a sericin layer, as revealed by tensile testing. Morphological analyses further demonstrated that individual fibrils or fibril bundles were aligned along the longitudinal direction of the silk fibers and uniformly dispersed. In addition, Kobayashi et al. 21 showed that high tensile properties were maintained even after removal of the sericin layer from SF surfaces, and that CNF existed as fibrous structures on the SF surface. Subsequently, Richard et al. 22 evaluated the tensile properties of CNF-reinforced SF twisted yarns as a function of twist level. They reported superior strength compared with conventional SF, as well as an optimal balance of mechanical properties at a twist level of 1,000 turns per meter. Furthermore, CNF-reinforced SF twisted yarns were also shown to exhibit excellent fatigue resistance. 23 Notably, when CNF-reinforced SF was inadvertently stored under high-humidity conditions, the fibers remained straight, suggesting that CNF-reinforced SF may exhibit reduced shrinkage in humid environments.
Based on these findings, the present study systematically evaluates the tensile properties of CNF-reinforced SF across the three major stages of textile processing: single filaments, twisted yarns, and woven fabrics. In addition, CNF-reinforced SF single filaments, twisted yarns, and fabrics were fully immersed in deionized water, fixed on a universal testing machine, and the displacement after complete drying was measured. The dimensional changes induced by swelling and subsequent drying were thereby quantitatively evaluated. Unlike previous studies that focused primarily on single fibers or twisted yarns, the present work examines CNF-reinforced silk across three hierarchical textile levels, namely single filaments, twisted yarns, and woven fabrics, using a unified experimental framework. This hierarchical comparison is important because mechanical response and dimensional stability in textile assemblies are governed not only by the properties of constituent filaments, but also by inter-fiber constraint, slippage, and structural rearrangement. Therefore, the fabric-level results presented here should not be regarded as a simple scale-up of earlier yarn-level studies, but as evidence of how CNF reinforcement affects higher-order silk assemblies.
2. Experimental procedure
2.1 Silkworm rearing and single filament preparation
In this study, silk was produced using hybrid silkworms obtained by crossbreeding Japanese (Kin-shu) and Chinese (Showa) silkworm strains. To reproduce a mulberry-based diet under controlled laboratory conditions, a commercially available artificial feed (Insecta LFM, Nosan Corporation, Japan) was employed. To enhance the mechanical properties of the resulting silk, cellulose nanofibers (CNF; BiNFi-s Ima-10005, Sugino Machine Co., Ltd., Japan) were incorporated into the feed. A control diet without CNF and experimental diets containing 2.5, 5, 7.5, 10, and 12.5 wt.% CNF were prepared. Hereafter, specimens are denoted using prefixes such as CNF0 (0 wt.% CNF) and CNF5 (5 wt.% CNF), corresponding to the CNF content in the feed. The CNF concentrations were selected based on previous studies in which 5 wt.% was identified as a practical concentration that provides a favorable balance between reinforcement effect and cost efficiency.21–23 Accordingly, the objective of the present study was not to optimize CNF concentration, but to determine whether the previously identified effective concentration also improves properties consistently across higher-order textile forms including twisted yarns and fabrics. A broader concentration-dependent comparison remains an important subject for future work. Silkworms of the same hybrid strain and developmental stage were reared under identical environmental conditions (25°C and 60% relative humidity). From the fourth instar onward, the silkworms were fed ad libitum with the CNF-containing diets. To reduce individual variability, cocoons were randomly collected from multiple silkworms reared under the same conditions. Cocoons were harvested after pupation. The harvested cocoons were heat-treated at 130°C for 2 h in a vacuum drying oven (DP200, Yamato Scientific Co., Ltd., Japan) to remove the internal pupae. The cocoons were then soaked in water and heated on a hot plate (Isotemp HP88850200, Thermo Fisher Scientific Inc., USA) at 80–90 °C without boiling. Silk fibers were carefully reeled from the softened cocoons. Sericin was removed from the silk fibers by a degumming process using sodium bicarbonate (NaHCO3; Hayashi Junyaku Kogyo Co., Ltd., Japan). Specifically, the fibers were boiled for 6 h at 80–90 °C in an aqueous solution of ultrapure water and NaHCO3 at a weight ratio of 25:1. To prevent degradation of silk quality, freshly harvested cocoons were stored at −18 °C for 24 h prior to processing.
2.2 Yarn preparation
Twisted yarns were prepared by assembling six single filaments per yarn. The twisting process was applied identically to both CNF0 and CNF5 single filaments. A twist level of 400 twists per meter (tpm) was adopted for all yarns, based on previous studies22,23 reporting that excessive twist levels can reduce tensile strength owing to increased internal stress and non-uniform load distribution. It should be noted that the present study did not aim to optimize the twist level. Instead, a fixed twist level of 400 tpm was selected to enable direct comparison between CNF0 and CNF5 yarns under identical processing conditions.
2.3 Fabric manufacturing and weaving
A plain-woven fabric was fabricated by hand weaving using CNF0- and CNF5-twisted yarns as warp and weft threads (Figure 1). The final fabric dimensions were 200 mm in width and 300 mm in length. Warping was performed using a 15-dent round reed, with two warp threads inserted per dent. The reed width was set to 210 mm to account for weaving shrinkage. The warp density was 30 threads per centimeter, resulting in a total of 630 warp threads. Each warp thread was prepared with a length of 3300 mm, including allowances for tying and waste, and was wound onto wooden bobbins. During the warping process, 1500 mm (corresponding to 20 threads) was defined as one unit, and two rotations constituted one set. This procedure was repeated 64 times, and 32 cross-threading operations were performed. Subsequently, the warp threads were wound onto the loom beam, and each of the 630 warp threads was individually passed through one of four heddles. The threads were then threaded through the 15-dent reed at a density of two threads per dent. After manually adjusting the warp tension to ensure uniform alignment and prevent visible slack, weaving was initiated. The weft yarns were inserted at a density of 25 picks per centimeter. Schematic illustration of the fabrication process of the plain-woven silk fabric.
2.4 Tensile test
The tensile properties of CNF0 and CNF5 single filaments and twisted yarns were evaluated using a universal testing machine (EZ-SX, Shimadzu Corporation, Japan) equipped with a 500 N load cell. All tests were conducted at a crosshead speed of 20 mm/min under ambient conditions of 18–22 °C and 50–70% relative humidity. For each specimen type, five independent measurements were performed. The tensile test setup is shown in Figure 2. Because filamentary specimens were difficult to mount directly on the testing machine, each filament and twisted yarn were aligned longitudinally on a paper strip (30 × 5 mm) and fixed with adhesive tape. Immediately prior to testing, the paper strip was cut in half to ensure the tensile load was applied directly to the silk specimen. The paper strip and adhesive tape were used only to facilitate handling and alignment of the filamentary specimens at the gripping regions. After mounting, the paper strip was cut in half, allowing the tensile load to be transferred through the exposed gauge section of the silk specimen. Although this method does not eliminate all possible constraints near the specimen ends, the same mounting procedure was used consistently for both CNF0 and CNF5 specimens, allowing meaningful comparative evaluation. Tensile test setup for single silk filaments and twisted yarns.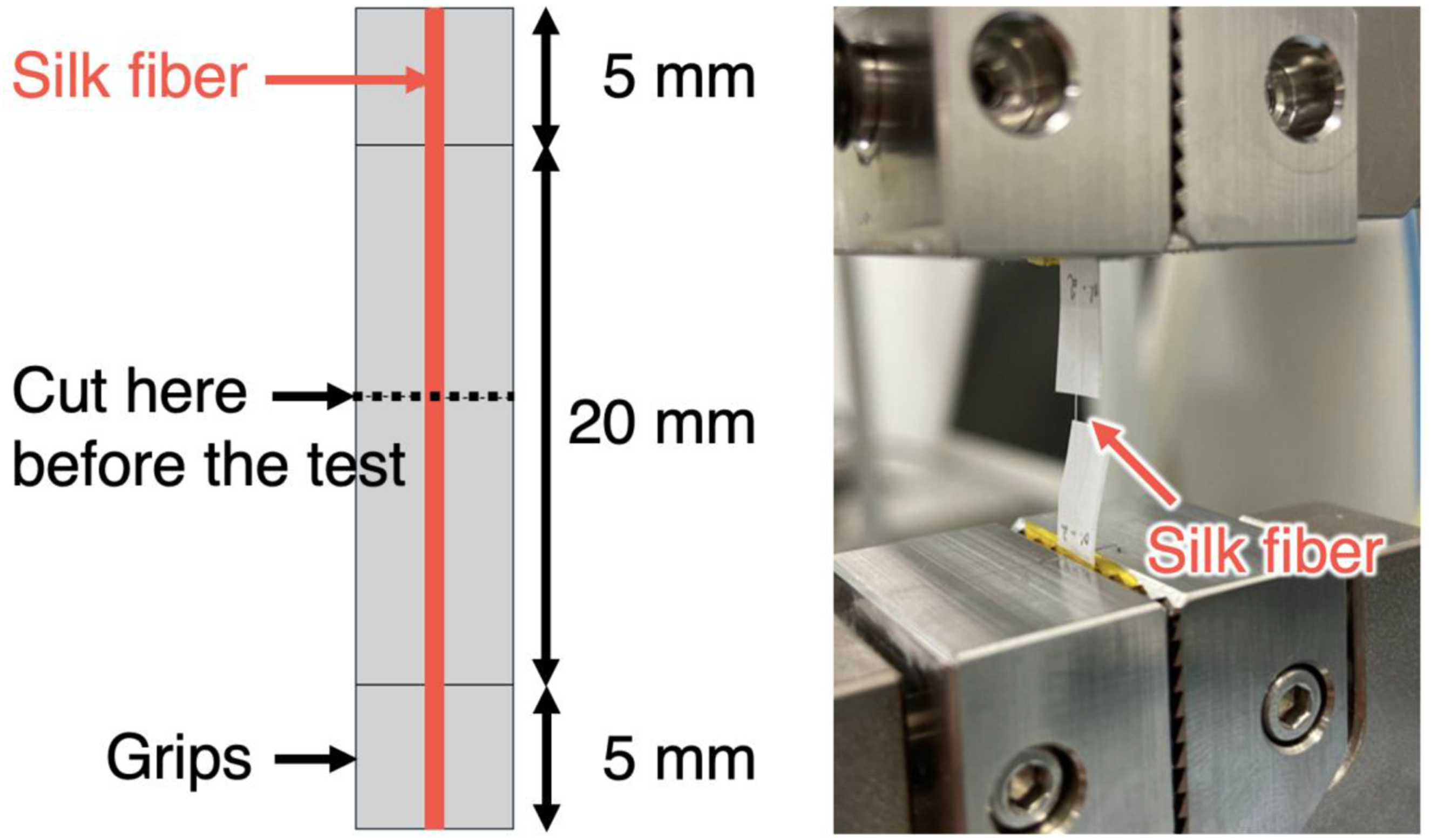
The tensile properties of CNF0 and CNF5 silk fabrics were evaluated using a universal testing machine (AG-Xplus, Shimadzu Corporation, Japan) equipped with a 5 kN load cell. The fabrics were cut into specimens measuring 75 × 30 mm2. To minimize the influence of edge fraying, 5 mm of warp yarns were removed from both ends of each specimen, as illustrated in Figure 3(a). A gripping length of 15 mm was set at both the upper and lower ends of the specimen. All tests were conducted at a crosshead speed of 4.5 mm/min under ambient conditions of 18–22 °C and 50–70% relative humidity. Five independent measurements were performed for each fabric. The tensile test setup is shown in Figure 3(b). The cross-sectional area of the fabric was calculated by multiplying the cross-sectional area of the corresponding CNF0 or CNF5 twisted yarns, as described in a later section, by the number of yarns present across the cross-section of the fabric. Tensile test setup for silk fabrics: (a) specimen geometry and edge treatment to suppress fraying, and (b) gripping configuration during tensile testing.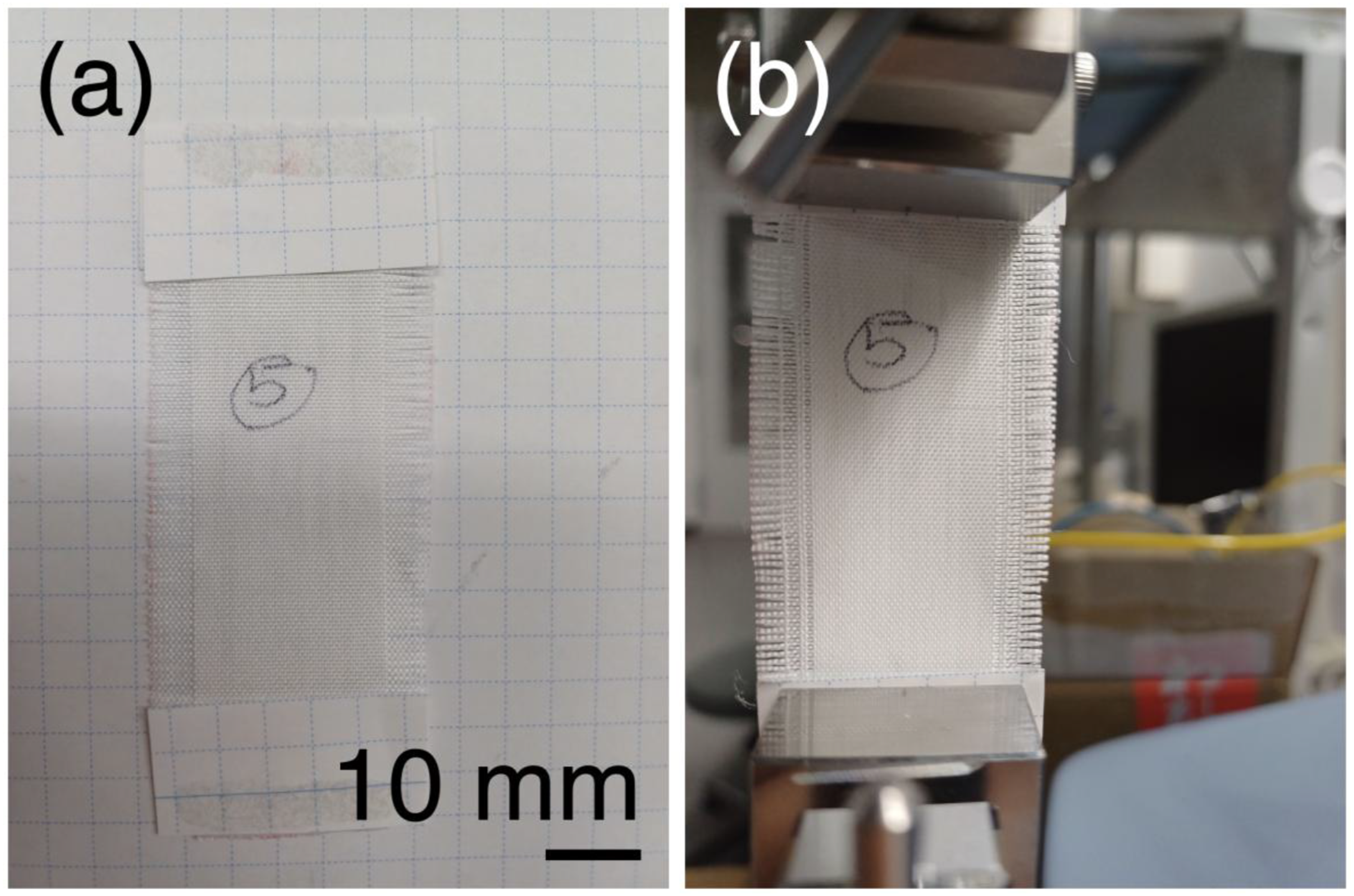
2.5 Cross-sectional area measurement
To accurately calculate stress (MPa) from the load (N) measured during tensile testing, the cross-sections of CNF0 and CNF5 single filaments and twisted yarns were examined using a scanning electron microscope (SEM, S-3400N, Hitachi High-Tech Corporation, Japan) operated at 3 kV. Based on the SEM images, the effective diameter and packing density of each specimen were determined. For cross-sectional observation, the specimens were embedded in an ultraviolet-curable resin, mirror-polished, and subsequently coated with platinum by sputtering. For single filaments, the cross-sectional diameters of 16 randomly selected filaments were measured, and the average diameter was calculated. For twisted yarns, the cross-sectional areas of the six single filaments comprising each yarn were measured for three randomly selected yarns, summed to obtain the total cross-sectional area of each yarn, and then averaged. For woven fabrics, the cross-sectional area was estimated as the sum of the cross-sectional areas of the constituent yarns. This approximation assumes that the yarns are the primary load-bearing components and does not fully capture yarn crimp, non-uniform stress distribution, local packing variations, or incomplete load sharing within the woven architecture. Therefore, the calculated stress values should be interpreted as apparent values, intended mainly for comparative discussion between CNF0 and CNF5 fabrics prepared under the same weaving conditions.
2.6 Dimensional changes induced by swelling and drying
The dimensional changes induced by swelling and subsequent drying of CNF0 and CNF5 single filaments, twisted yarns, and silk fabrics were evaluated using a universal testing machine (EZ-SX, Shimadzu Corporation, Japan) equipped with a 500 N load cell. All measurements were conducted under ambient conditions at 18–22 °C and 50–70% relative humidity. For each specimen type, ten independent measurements were performed. Because single filaments and twisted yarns were difficult to mount directly onto the testing machine, each specimen was aligned longitudinally on a paper strip (60 × 5 mm) and fixed with adhesive tape. Paper strips were not used for fabric specimens. Each specimen was immersed in deionized water for 30 min to ensure sufficient swelling and then mounted on the testing machine. For single filaments and twisted yarns, the specimens together with the paper strips were immersed in deionized water, mounted on the testing machine, and the paper strips were cut at the center after fixation to allow direct loading of the silk specimen. The crosshead was then manually moved, and the displacement at a test force of 0.005 N was recorded in the swollen state. After lowering the crosshead to release the load to zero, the specimens were completely dried by applying warm, low-velocity air from a hair dryer for approximately 10 min. Subsequently, the crosshead was manually moved again, and the displacement at a test force of 0.005 N was measured in the dried state. The dimensional change associated with swelling and drying was determined from the difference in displacement between the swollen and dried states.
2.7 Crystallinity evaluation
The crystallinity of CNF0, CNF2.5, CNF5, CNF7.5, CNF10, and CNF12.5 single filaments was evaluated by Fourier transform infrared spectroscopy (FT-IR) using a Nicolet 6700 spectrometer (Thermo Fisher Scientific Co., Ltd., Japan). FT-IR spectra were recorded in transmission mode over the wavenumber range of 4000–650 cm-1 with a spectral resolution of 4 cm-1. For each specimen, five independent measurements were performed, and each spectrum was obtained by averaging 100 scans. The aperture size was set to 80 × 30 μm. As a pretreatment, each filament was manually shredded into small pieces and lightly compressed in a hydraulic press to obtain flat specimens. The specimens were then sandwiched between plates and further pressure-molded using a hand press to prepare samples suitable for transmission measurements. Spectral data were processed by baseline correction, CO2 subtraction, and H2O subtraction, followed by peak normalization. All spectra were normalized with respect to the absorbance in the amide III region. The crystallinity index of the CNF0, CNF2.5, CNF5, CNF7.5, CNF10, and CNF12.5 single filaments was estimated based on the amide III absorption bands. Specifically, the absorbance at approximately 1260 cm-1, attributed to the β-sheet crystalline structure of silk fibroin, was divided by the absorbance at approximately 1235 cm-1, corresponding to the amorphous structure. The crystallinity index was calculated for each measurement.
3. Results and discussion
3.1 Cross-sectional analysis
Figure 4 shows cross-sectional SEM images of CNF0 and CNF5 single filaments and twisted yarns. In the single filaments, approximately 20–25 silk fibroin strands were observed within each cross-section (Figure 4(a) and (b)). This structure is believed to result from the re-bundling of fibroin strands during drying after the cocoons were unraveled. No apparent morphological differences were observed between CNF0 and CNF5 single filaments at the cross-sectional level; however, our previous studies have confirmed the presence of CNFs within the interior of CNF-reinforced filaments.20,21 The absence of a conspicuous visual difference in morphology should not be interpreted as equivalence in measured area. On average, the cross-sectional area of CNF5 single filaments was approximately 34% smaller than that of CNF0 single filaments. Voids observed as dark regions in the SEM images were excluded from the area measurements. The reduction in cross-sectional area may be associated with CNF addition to the feed, influencing silkworm growth or silk gland development and potentially leading to a reduced effective extrusion diameter; however, direct evidence for this mechanism is currently lacking. The twisted yarns were observed as aggregates composed of six individual single filaments (Figure 4(c) and (d)). Consistent with the results for single filaments, the average cross-sectional area of CNF5 twisted yarns was approximately 30% smaller than that of CNF0 twisted yarns. Cross-sectional SEM images of (a) CNF0 single filament, (b) CNF5 single filament, (c) CNF0 twisted yarn, and (d) CNF5 twisted yarn.
3.2 Tensile properties of single filaments and twisted yarns
Figure 5 shows representative stress–strain curves of CNF0 and CNF5 single filaments, and the corresponding tensile properties are summarized in Table 1—the addition of 5 wt.% CNF to the artificial diet led to increases of approximately 67% in Young’s modulus and 53% in ultimate tensile strength (UTS), which are consistent with previously reported values.20,21 In contrast, fracture elongation showed no significant difference between the two groups, remaining approximately 27%. Although the UTS values obtained in this study are higher than those reported in earlier work, direct quantitative comparison should be made with caution, as the calculated tensile strength is strongly dependent on the method used to determine the cross-sectionalarea. Representative stress–strain curves of CNF0 and CNF5 single filaments. Tensile properties of CNF0 and CNF5 single filaments.

Figure 6 shows representative stress–strain curves of CNF0 and CNF5 twisted yarns, and the corresponding tensile properties are summarized in Table 2. Compared with single filaments, the apparent Young’s modulus and UTS of the twisted yarns are lower. This reduction can be attributed to several structural and mechanical factors inherent to the yarn architecture. First, the twisting process causes individual filaments to adopt a helical orientation rather than being aligned parallel to the tensile loading direction, thereby reducing the effective stiffness along the loading axis. Second, voids and gaps formed between filaments during twisting do not contribute to load bearing, which further decreases the apparent Young’s modulus and UTS. In addition, inter-fiber friction and slippage under tensile loading dissipate energy and increase deformation. Moreover, stress distribution among the filaments becomes non-uniform in twisted yarns, leading to localized overloading of specific filaments. This behavior is reflected in the stepwise features observed in the stress–strain curves, indicating that the six constituent single filaments fracture independently rather than simultaneously. Consequently, the overall fracture elongation of the twisted yarns until final failure becomes higher than that of the corresponding single filaments. It is possible that the selected twist level was not mechanically optimal. Therefore, the lower apparent strength of twisted yarns relative to single filaments should not be interpreted solely as an intrinsic effect of yarn formation, but also as a result that may depend on twist level. A systematic optimization of “tpm” is beyond the scope of the present study and should be addressed in future work. Representative stress–strain curves of CNF0 and CNF5 twisted yarns. Tensile properties of CNF0 and CNF5 twisted yarns.

3.3 Tensile properties of fabrics
The tensile properties of the fabrics are discussed here primarily in terms of comparative trends between CNF0 and CNF5 specimens rather than absolute intrinsic material constants, because the apparent stress values depend on the assumed effective cross-sectional area of the woven structure.
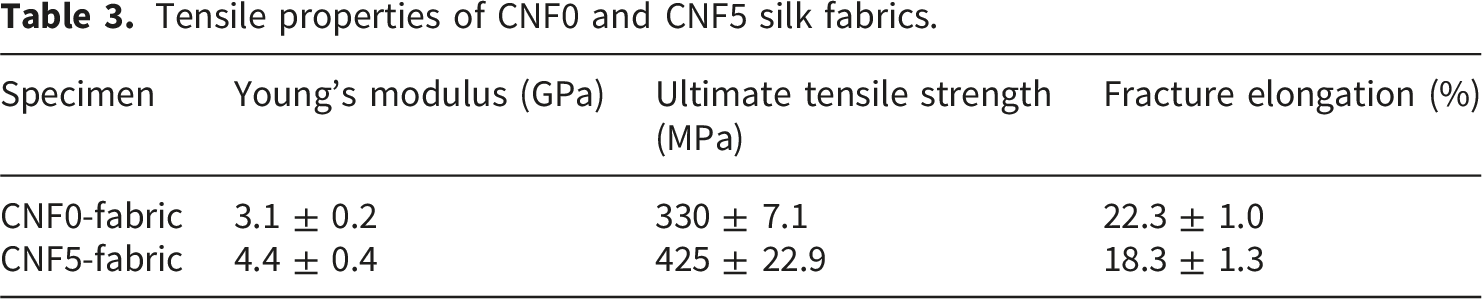
Figure 7 shows representative stress–strain curves of CNF0 and CNF5 fabrics, and the corresponding tensile properties are summarized in Table 3. Although the tensile strength values obtained in this study are strongly influenced by the method used to calculate the cross-sectional area and therefore require careful consideration when making direct quantitative comparisons, silk fabrics produced from silkworms fed an artificial diet containing 5 wt.% CNF clearly exhibited higher Young’s modulus and UTS than those of the unreinforced fabrics. In contrast, the fracture strain decreased to approximately 18% with the addition of CNF. These results demonstrate that incorporating CNF into the silkworm diet is a simple and effective strategy for enhancing the stiffness and strength of silk fabrics. Moreover, this approach is highly innovative in that it does not require significant modifications to conventional silk production processes. Representative stress–strain curves of CNF0 and CNF5 silk fabrics. Tensile properties of CNF0 and CNF5 silk fabrics.
On the other hand, the decrease in fracture strain indicates a trade-off associated with CNF reinforcement. Although stiffness and strength were improved, the reduced extensibility may adversely influence deformability-related textile properties such as drape, handle, wear comfort, and processability. These aspects were not directly evaluated in the present study and should be assessed in future work depending on the intended application. In contrast, for applications where dimensional stability and mechanical robustness are prioritized, the observed stiffening effect may be advantageous.
3.4 Dimensional changes induced by swelling and drying
Shrinkage rates of CNF0 and CNF5 single filaments, twisted yarns, and fabrics induced by swelling and subsequent drying.
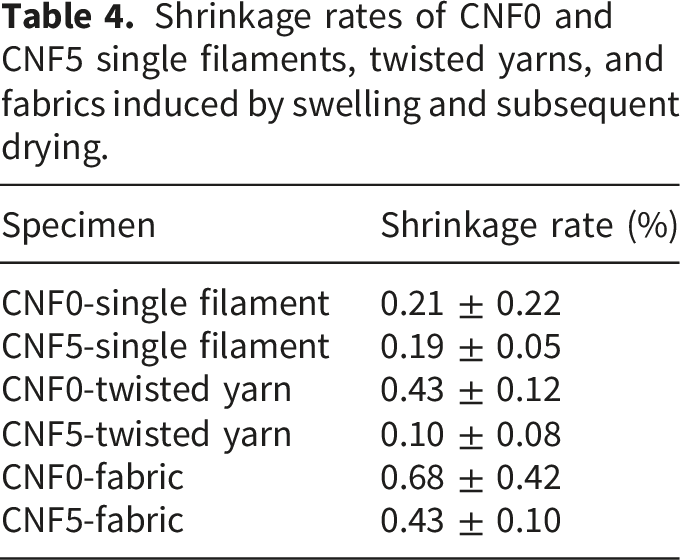
In contrast, CNF plays an important role in suppressing structural changes induced by swelling and drying in higher-order assemblies such as twisted yarns and fabrics. Thus, CNF addition represents an effective strategy for reducing moisture-induced dimensional changes in practical silk forms while simultaneously enhancing the fundamental mechanical properties of single silk filaments. This characteristic is an important advantage for the functionalization of silk materials, particularly for applications that require resistance to moisture-induced dimensional changes.
Another possible contributor to improved dimensional stability is an increase in frictional resistance at filament–filament interfaces, potentially associated with CNF-related surface features. However, the present cross-sectional observations do not allow direct evaluation of longitudinal surface morphology or protruding CNF structures. Longitudinal SEM observation and other surface-sensitive analyses will therefore be important in future work.
3.5 Crystallinity evaluation by FT-IR using the amide III region
Figure 8 shows the β-sheet crystallinity of CNF-reinforced silk fibroin single filaments. In this study, it was initially hypothesized that CNF addition would promote the orientation of silk fibroin molecular chains and hydrogen-bond formation, thereby increasing the fraction of β-sheet crystalline structures and suppressing the dimensional changes associated with swelling and drying. Therefore, FT-IR measurements were performed not only for CNF0 and CNF5 but also for CNF2.5, CNF7.5, CNF10, and CNF12.5 single filaments to examine the concentration dependence of the crystallinity index. No systematic increase in the β-sheet crystallinity index with increasing CNF content was observed within the investigated range. Although some scatter was observed in the FT-IR measurements, no systematic concentration-dependent increase in the β-sheet crystallinity index was detected within the investigated range. FT-IR analysis based on the amide III region revealed that, at least within the CNF addition range of up to 5 wt.%, no significant increase in the β-sheet crystallinity of single filaments was observed. This result suggests that the improvement in dimensional stability induced by CNF addition does not result from increased β-sheet crystallinity. Indeed, at the single-filament level, the shrinkage rates were extremely low (approximately 0.2%) regardless of CNF addition, and no essential difference in dimensional change behavior was detected. This observation is consistent with the FT-IR results, which show nearly constant crystallinity, supporting the interpretation that molecular-scale changes in crystalline structure do not govern the dimensional stability of individual filaments. β-sheet protein content of CNF–SF single filaments evaluated by FT-IR spectroscopy using the amide III absorption bands.
In contrast, a pronounced improvement in dimensional stability was observed in higher-order structures, such as twisted yarns and fabrics, upon the addition of CNF. This finding suggests that, contrary to the initial hypothesis, the primary role of CNF lies not in controlling the crystalline structure within individual filaments, but rather in stabilizing higher-order assemblies by suppressing molecular mobility in amorphous regions and reinforcing inter-fiber interactions and structural constraints. Owing to the large number of hydroxyl groups present on CNF, interactions between CNF and silk fibroin may contribute to restricting moisture-induced chain mobility and inter-fiber slippage. However, the present FT-IR results alone do not directly prove this mechanism. Therefore, this interpretation should be regarded as a plausible hypothesis, and further validation by dynamic mechanical analysis, moisture sorption measurements, creep or stress-relaxation tests, and/or nanoindentation will be required in future work. Such effects may not be detectable as changes in β-sheet content in FT-IR measurements. However, they can become prominent as reduced dimensional changes in fiber assemblies with greater structural freedom, such as twisted yarns and fabrics. Nevertheless, further analyses are required to fully elucidate the underlying mechanisms.
4. Conclusion
In this study, the mechanical properties and dimensional stability of CNF-reinforced SF were systematically investigated across three hierarchical levels of textile processing: single filaments, twisted yarns, and woven fabrics. By directly feeding silkworms with an artificial diet containing CNF, a bio-derived reinforcement strategy was introduced without requiring significant modifications to conventional silk production processes. At the single-filament level, the addition of 5 wt.% CNF resulted in increases in Young’s modulus and ultimate tensile strength, while the fracture elongation remained nearly unchanged. Similar trends were observed at higher structural levels, resulting in improved tensile performance in twisted yarns and fabrics.
The dimensional changes of CNF-reinforced silk were evaluated through swelling and drying tests. While individual filaments exhibited negligible shrinkage regardless of CNF addition, twisted yarns and fabrics showed more pronounced dimensional changes, reflecting their hierarchical structure. The addition of CNF was found to suppress these moisture-induced changes in yarns and fabrics, with a notable reduction in shrinkage observed for CNF5 twisted yarns. A similar tendency was also observed in woven fabrics. FT-IR analysis based on the amide III region indicated that CNF addition did not significantly increase the β-sheet crystallinity of single filaments within the investigated concentration range, suggesting that changes in crystalline structure do not primarily govern the observed improvement in dimensional stability.
Overall, these results suggest that CNF addition via silkworm feeding can be a promising approach for enhancing the mechanical performance of silk filaments while improving the dimensional stability of higher-order silk assemblies. The findings provide insight into the potential role of hierarchical structure in governing moisture-induced behavior in silk-based materials. Further studies including repeated washing-cycle and wet-heat aging tests will be required to clarify the underlying mechanisms and evaluate the applicability of this approach to practical textile conditions.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Japan Society for the Promotion of Science (JSPS) KAKENHI under Grant Numbers 25K21675 (Grant-in-Aid for Challenging Research (Pioneering)).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.