
Abstract
The objective of this research is the development of a polyether-ether-ketone (PEEK) yarn and its further processing into a sewing thread. The melt spun fine-titer PEEK yarn with a titer of 50 dtex and 18 single filaments (50f18) has a strength of 72.3 cN/tex (939.9 MPa) and a Young’s Modulus of 8.4 N/tex (10.9 GPa). Thus, the mechanical properties significantly exceed the state of technology. The PEEK yarn is further processed into two different sewing threads (50x2 and 50x3) with 2 twists per cm in z-direction. Using both types of thread for knitting, embroidery, and sewing is evidence of textile processing. The mechanical properties of the high-performance sewing threads are comparable to commercial sewing threads made of engineering polymers like polyethylene terephthalate (PET). The developed PEEK sewing threads can be used for non-crimped fabrics in high-performance composites.
1. Introduction
Types and mechanical properties of PEEK yarns described in technical literature and available on the market.
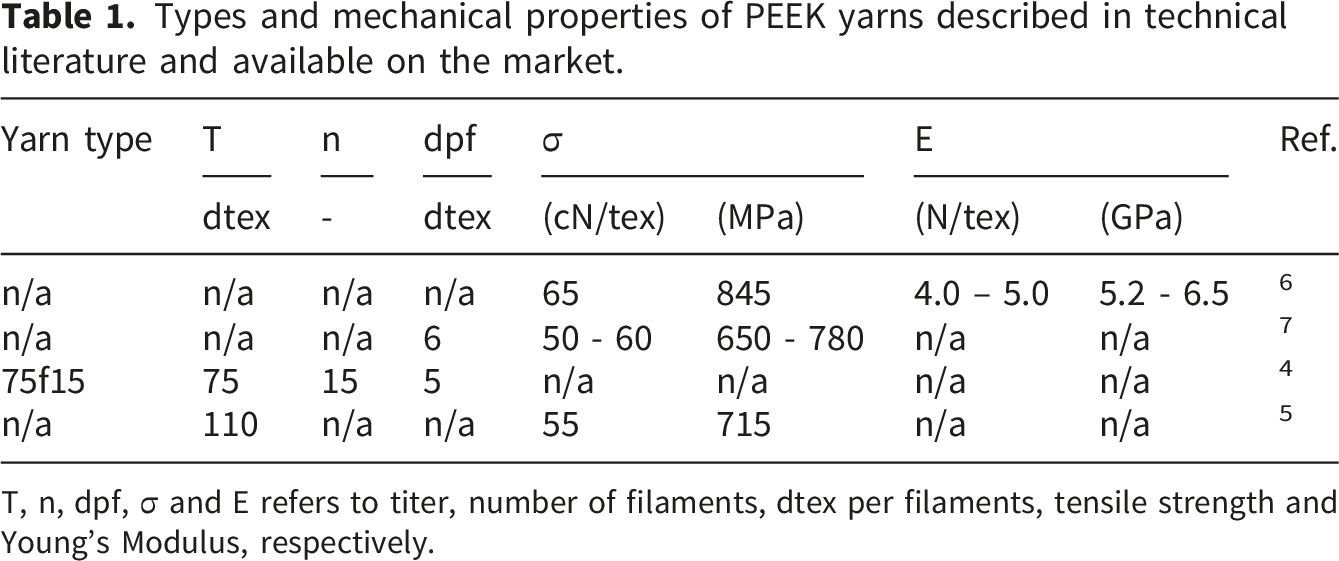
T, n, dpf, σ and E refers to titer, number of filaments, dtex per filaments, tensile strength and Young’s Modulus, respectively.
PEEK yarns can be used as sewing thread for non-crimped fabrics or in the tailored fiber placement (TFP) process to fix the arrangement of reinforcing carbon fibers. In subsequent processing into carbon fiber–reinforced thermoplastic composites, the sewing thread melts and becomes part of the thermoplastic matrix. However, sewing the carbon fiber rovings can lead to both undulations and damage of reinforcement fibers with possible defects in the final composite. This means that the lowest possible titer of the sewing thread is required.11–15 So far, the lowest reported titer is 75 dtex, see Table 1.
Types and mechanical properties (from data sheet) of commercial multifilament sewing threads made of PEEK and PET available on the market.
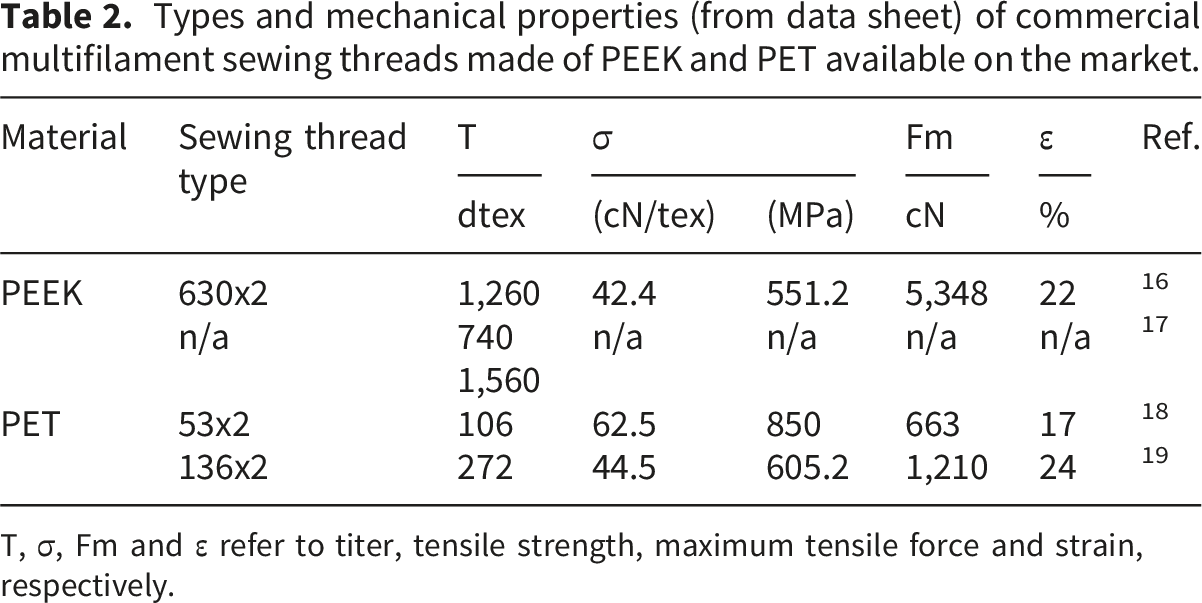
T, σ, Fm and ε refer to titer, tensile strength, maximum tensile force and strain, respectively.
In the present study, a PEEK yarn with a titer of 50 dtex consisting of 18 filaments (50f18) is developed and thoroughly investigated. The used PEEK material and the melt spinning are introduced. Mechanical properties are determined by tensile tests. Thermal properties are analyzed by differential scanning calorimetry (DSC). The further processing of the developed PEEK yarn into two different sewing threads (50x2 and 50x3) and the proof of concept are also presented.
2. Experimental
2.1. Materials
Information of PEEK materials as from the supplier. 20

ρ, Tg, Tm, Mw and MVR refer to density, glass transition temperature, melting temperature, molecular weight and melt volume-flow rate, respectively.
2.2. Melt spinning
The fine-titer 50f18 PEEK yarn presented in this paper is developed in the classical way of melt spinning7,21–24 on a Fourné Maschinenbau GmbH, Alfter, Germany bicomponent melt spinning plant. The material is extruded in a single-screw extruder at an extrusion temperature above Tm. The diameter of the single-screw extruder (ds) is 18 mm and the cylinder length (lc) is 25 * ds. After exiting the spinneret with 18 holes, the PEEK yarn is stretched at a temperature above Tg and below Tm. Finally, the 50f18 PEEK yarn is wound up at a winding speed of 900 m/min. The resulting mass throughput of 270 g/h is on a technical scale.
2.3. Sewing thread manufacturing
The developed PEEK yarn is further processed into two sewing threads by Filament-Technik Gesellschaft für technische Garne m.b.H. & Cie. KG, Baesweiler, Germany. The sewing thread types 50x2 and 50x3 with 2 twists per cm in z-direction can be manufactured with a typical length of 5000 m.
2.4. Further processing
Test conditions for further processing the 50x2 and 50x3 PEEK sewing threads.

2.5. Measurements
A Q2000 DSC (TA Instruments, Hüllhorst, Germany) is used to characterize thermal properties according to DIN EN ISO 11357-1. Weighed samples are heated and cooled in a nitrogen environment at constant rates of 10 K/min. The degree of crystallization (Xc) is calculated using the thermogram from the DSC analysis. The enthalpy of fusion (ΔHM) is set in relation to the enthalpy of fusion of a 100 % crystalline structure (ΔHM,100%), see equation (1). For ΔHM,100% a value of 130 J/g is used for PEEK.
25

Yarn strength is determined with a Statimat 4U from Textechno Herbert Stein GmbH & Co. KG, Mönchengladbach, Germany according to DIN EN ISO 2062. The test length is 250 mm and the test speed is 250 mm/min. The preload force is 0.5 cN/tex. The revolution count is 60 per m. The fineness of the yarn is measured automatically with sample lengths of 100 m.
3. Results and discussion
3.1. Thermal properties
Figure 1 depicts DSC curves (first and second heating) of the PEEK yarn. The first heating describes the thermal properties of the yarn and the second heating those of the granule. Table 5 contains the values for Tm and Xc of the two material states, which were determined from the DSC plots. It is clear to see how stretching under temperature and tension, along with the associated alignment of the polymer chains, favors crystallinity.
7
At 346.5 °C, Tm of the yarn is approx. 3 °C higher compared to the granule. The difference is even more apparent for Xc. Compared to granule (27.2 %), Xc of the yarn can be increased to 41.4 %. This value is very close to the maximum degree of crystallization for PEEK of 48 %.26,27 DSC curves of the 50f18 PEEK yarn. Melting temperature and degree of crystallization of the two material states. TM and Xc refer to melting temperature and degree of crystallization, respectively.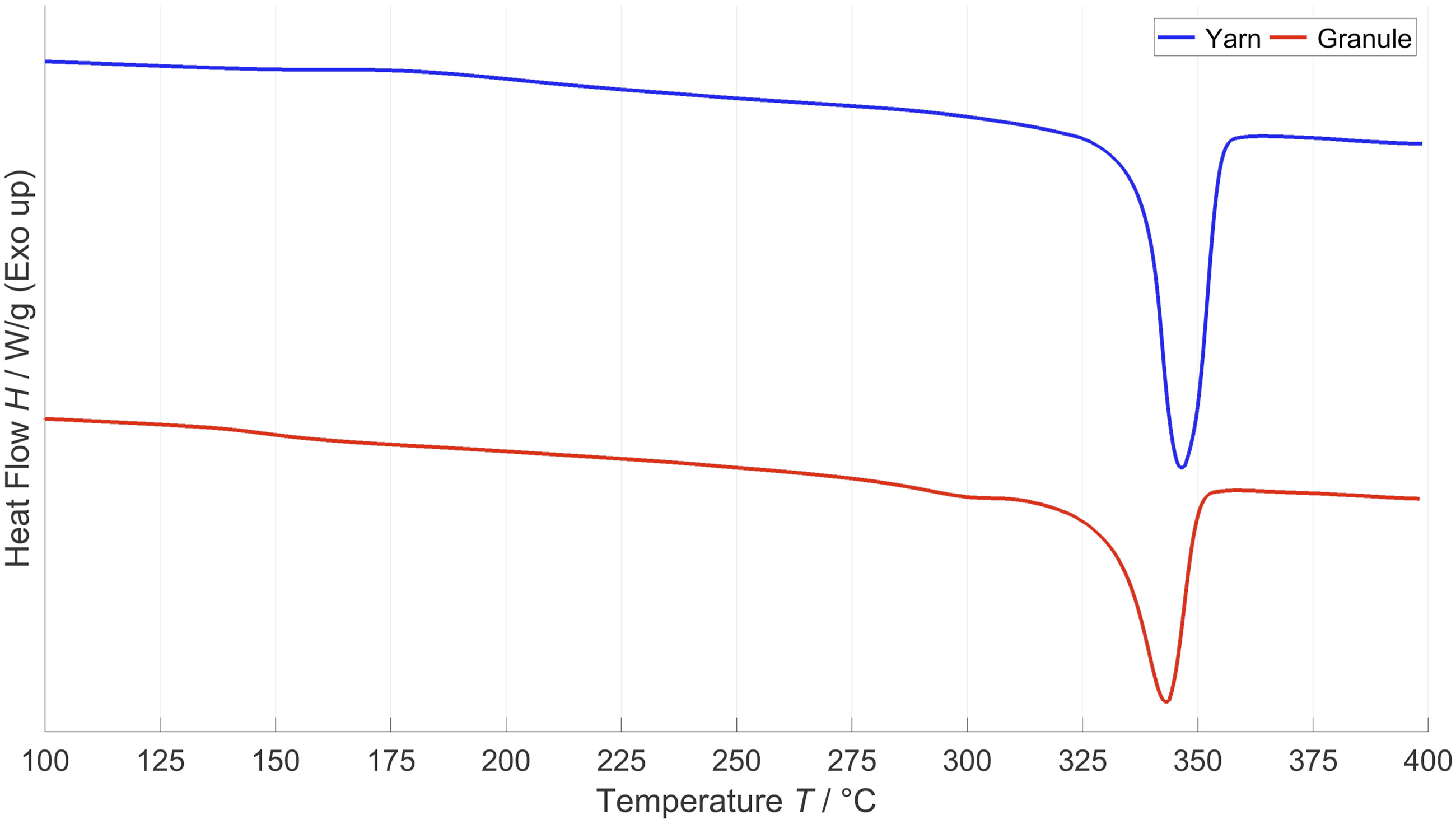

3.2. Mechanical properties
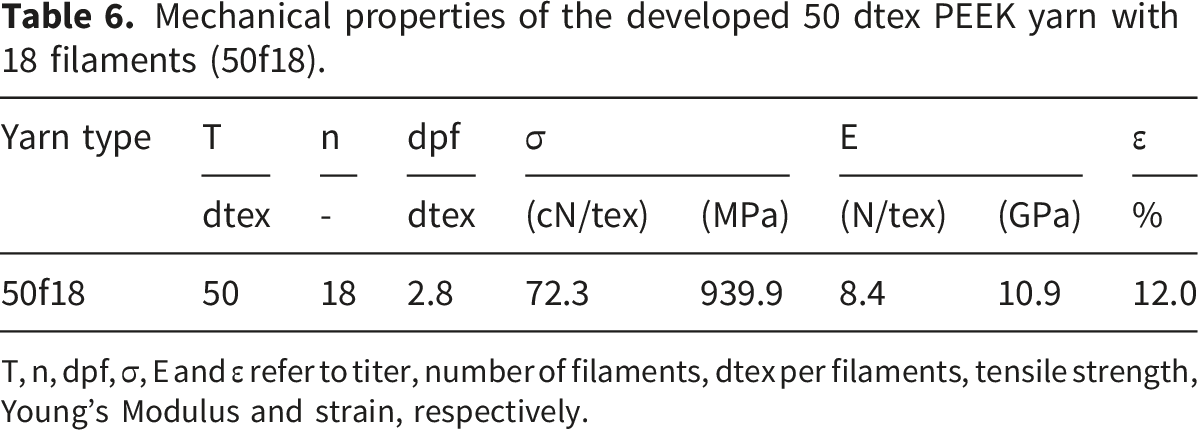
The strength-strain diagram of the fine-titer 50f18 PEEK yarn is shown in Figure 2. All mechanical values are also given in Table 6. The yarn has a tensile strength (σ) of 72.3 cN/tex (939.9 MPa) at a strain (ε) of 12.0 %. Young’s Modulus (E) is 8.4 N/tex (10.9 GPa). This means that the mechanical properties significantly exceed the state of the technology as presented in Table 1. At the same time, a significantly lower dpf of 2.8 is achieved. Typical for PEEK yarns,
7
the strength-strain-curve in Figure 2 shows a high elastic part up to a strain (ε) of approx. 6 %. Figure 3 shows on the left the 50f18 PEEK yarn spool. A spool with the sewing thread can be seen on the right. Strength-strain-diagram of the 50f18 PEEK yarn. Mechanical properties of the developed 50 dtex PEEK yarn with 18 filaments (50f18). T, n, dpf, σ, E and ε refer to titer, number of filaments, dtex per filaments, tensile strength, Young’s Modulus and strain, respectively. 50f18 PEEK yarn spool (left) and sewing thread spool (right).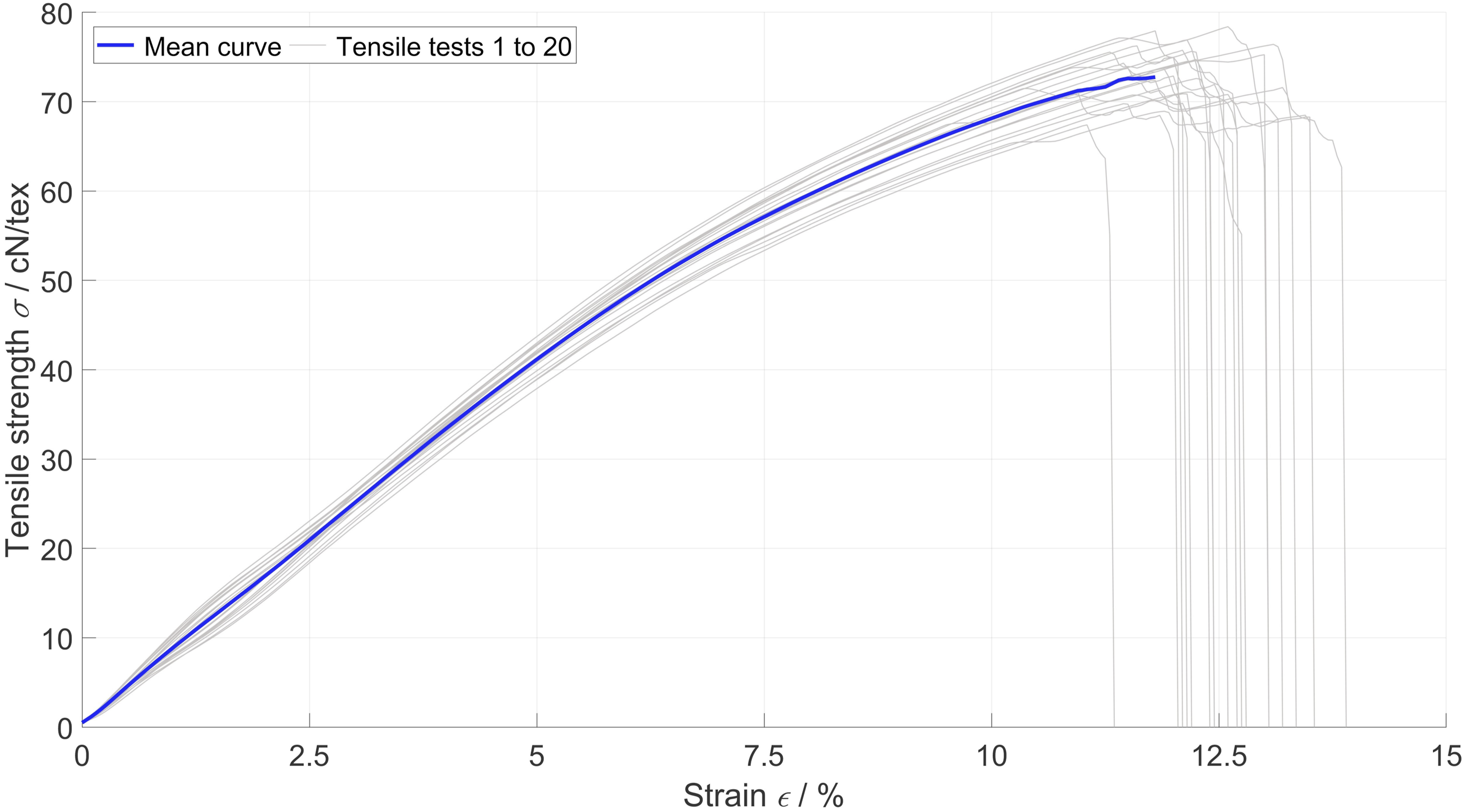
Mechanical properties of the sewing threads made of the 50f18 PEEK yarn.

T, σ, Fm and ε refers to titer, tensile strength, maximum tensile force and strain, respectively.
3.3. Proof of concept
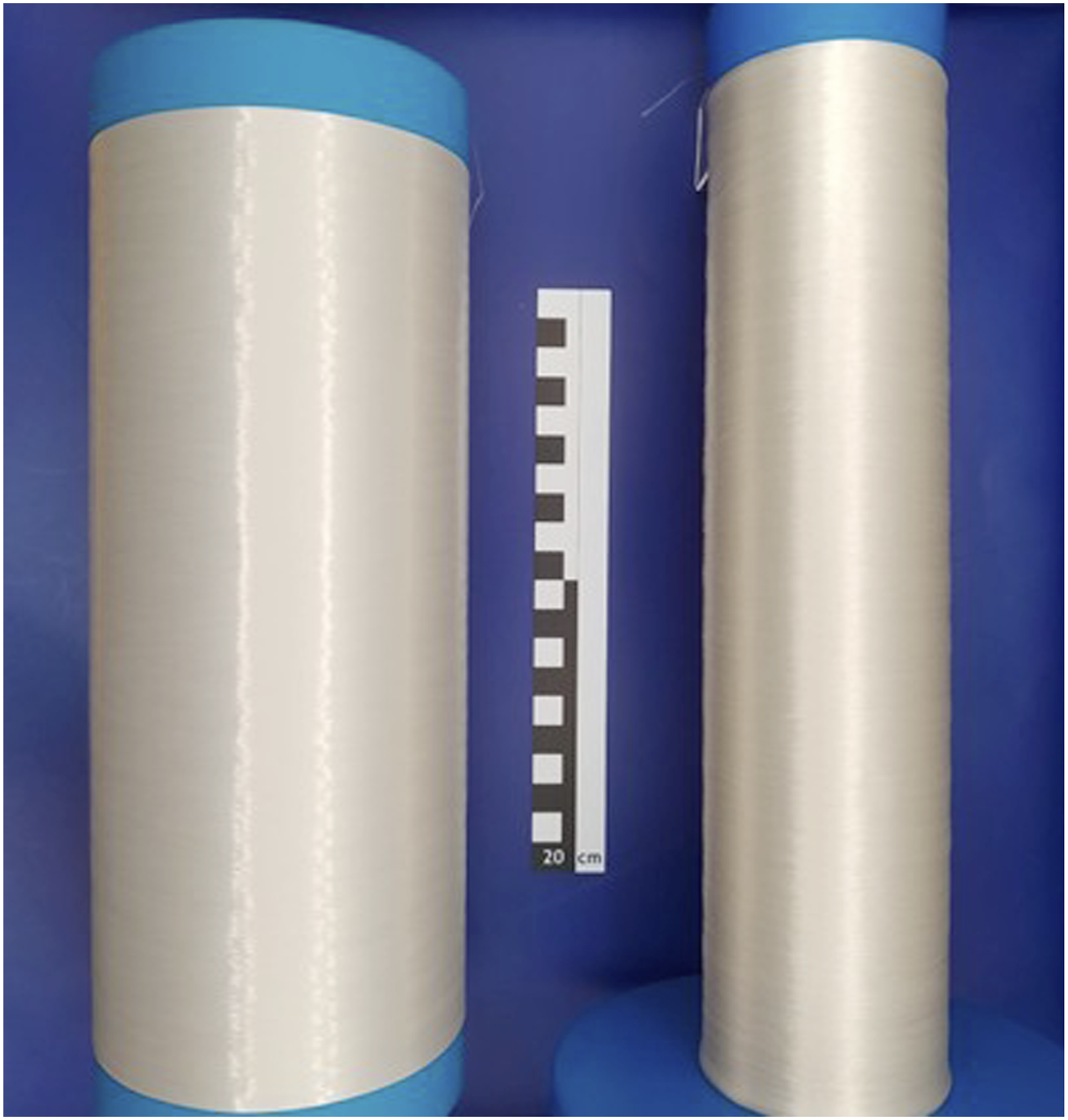
The two PEEK sewing threads are successfully processed in three different textile processes: Both the 50x2 and the 50x3 PEEK sewing threads was used in the embroidery process for carbon fiber non-crimped fabric layers by SAERTEX GmbH & Co. KG, Saerbeck, Germany, see Figure 4(a). The use of the 50x3 PEEK sewing thread enables carbon fiber rovings to be fixed on a PET stick layer by Digel Sticktech GmbH & Co. KG, Pfullingen, Germany), see Figure 4(b). Groz-Beckert KG, Albstadt, Germany has verified the sewability of the 50x3 PEEK sewing thread, see Figure 4(c). There were no complaints regarding the further processing of the PEEK sewing threads. Further processing of the sewing threads (a) embroidery (Picture: SAERTEX GmbH & Co. KG), b) knitting (Picture: Digel Sticktech GmbH & Co. KG), c) sewing (Picture: Groz-Beckert KG).
4. Summary and conclusion
The present report addresses the development of a fine-titer PEEK yarn with a titer of 50 dtex and 18 filaments (50f18) on technical scale at a mass throughput of 270 g/h. The tensile strength of the yarn with 2.8 dpf is 72.3 cN/tex (939.9 MPa) and the Young’s modulus is 8.4 N/tex (10.9 GPa). The mechanical properties of this yarn significantly exceed the state of the technology. DSC measurements show a melting point at 346.5 °C with corresponding degrees of crystallization of 41.4 %.
The PEEK yarn is further processed to two different sewing threads (50x2 and 50x3) with 2 twists per cm in z-direction. The two PEEK sewing threads with titer of 95 dtex and 144 dtex are finer than PEEK sewing threads available on the market and comparable in terms of their range of mechanical properties to fine sewing threads made from PET. It has been proven that PEEK sewing threads can be stitched, knitted, and sewn.
One important yarn property not considered in this study is yarn shrinkage. During the consolidation of the preform into the composite, the sewing yarns shrinks under the influence of temperature. The next steps would be to measure the shrinkage of the spun yarn and to optimize shrinkage during melt spinning by annealing.
Likewise, it could be investigated if the developed, fine-titer PEEK sewing threads improve the mechanical properties of composites by reducing undulations and avoiding damage of the reinforcement fibers. For example, preforms could be manufactured from thick and fine PEEK sewing threads and processed into composites. Testing the mechanical properties of the composites could then provide information about the influence of the fineness of the sewing thread.
As described in the introduction, the developed fine-titer PEEK sewing thread can be used for carbon fiber-reinforced thermoplastic composites. Of course, it can also be used for other fiber-reinforced composites, and its mechanical properties, thermal stability, and suitability for various applications can be compared with those of other sewing threads. These include, for example, aramid sewing threads or core-spun threads.28,29
By looking at other typical applications of PEEK fibers like belts, filters, abrasion-resistant and high-temperature-resistant cable sheathing, strings for musical instruments and tennis rackets, sewing threads for shoes and clothing, 30 the developed PEEK yarn could also be used in these areas and offer advantages due to the low titer.
Footnotes
Acknowledgments
We would like to thank Evonik Operations GmbH for providing the material.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The results presented here were obtained in the research project “Development of fine-denier fibers made from high-performance thermoplastics with product-specific mechanical and thermo-mechanical characteristics (HiPerThread)”. The IGF project HiPerThread (AiF No. 21614 N/1) of the Forschungskuratorium Textil e. V. (FKT), Reinhardtstr. 14-16, 10117 Berlin, Germany, was funded by the Federal Ministry for Economic Affairs and Energy through the DLR within the framework of the program for the promotion of joint industrial research and development (IGF) based on a resolution of the German Bundestag. We would like to express our gratitude for this.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.