
Abstract
Copper-clad laminate (CCL) is the core substrate of printed circuit boards (PCBs), providing mechanical support and electrical interconnection for electronic components. With the increasing demand for miniaturized and highly reliable electronic devices, high-quality microvia fabrication in double-sided CCL is essential for high-density interconnection (HDI) technology. In this study, an underwater microvia drilling method based on UV picosecond laser processing is proposed to achieve high-quality and environmentally friendly fabrication. The effects of laser power, scanning speed, and number of scans on microvia characteristics, including the heat-affected zone, roundness, taper, and surface morphology, are systematically investigated, and the synergistic mechanisms of the underwater environment—such as enhanced cooling, debris removal, and plasma confinement—are analyzed. Experimental results demonstrate that, compared with air processing, underwater laser drilling significantly reduces the entrance heat-affected zone, improves the roundness at both via entry and exit, and produces smooth sidewalls free from spatter and recast layers. Moreover, this technique eliminates the need for chemical etchants and mechanical drill bits, avoiding consumable usage and tool wear, and provides an efficient, clean, and reliable solution for microvia fabrication in CCL-based PCBs.
Keywords
Introduction
Driven by rapid advancements in electronic technology, contemporary electronic devices are increasingly evolving toward miniaturization, 1 enhanced performance, 2 and greater reliability. 3 Consequently, market demands for the technical specifications of electronic equipment are becoming progressively more stringent. As a fundamental core material for printed circuit boards (PCBs), the quality of microvia machining technology in double-sided Copper-Clad Laminates (CCLs) is decisive in achieving High-Density Interconnection (HDI), which is pivotal for modern electronics. Established microvia machining techniques, such as mechanical drilling,4–5 chemical etching, 6 and plasma etching, 7 currently dominate the industry. Nonetheless, these conventional methods are hampered by several limitations: insufficient machining precision struggles to meet increasingly refined design requirements, low processing efficiency prolongs production cycles, thermally induced stresses generated during machining can adversely affect material properties, and environmental concerns persist. These challenges significantly constrain the steady advancement of the electronic device manufacturing industry, necessitating the development of more sophisticated and sustainable processing technologies.
Accordingly, the development of microvia machining technology that is highly precise, efficient, and environmentally friendly has emerged as a key priority and active research focus in the field of electronic device manufacturing. Laser technology, recognized as one of the most significant scientific and technological achievements of the 20th century, has played a pivotal role in advancing various industries since its inception.8–12 With its continuously expanding range of applications, it has been widely adopted in critical sectors such as agriculture,13–15 industry,16–18 national defense,19–21 and scientific research,22–24 gradually evolving into an essential core technology. In the domain of microvia machining, laser technology offers novel perspectives and effective pathways to overcome the limitations of conventional methods. Its advantages—including high precision, high efficiency, a small heat-affected zone, strong adaptability to materials, clean and environmentally friendly processing, as well as ease of automation and intelligent control—position it to drive the electronic device manufacturing industry toward a higher level of quality and sophistication.
Laser machining technology has become a mainstream method for microvia fabrication owing to its advantages of non contact operation, high precision, and environmental friendliness. 25 In recent years, systematic research has been conducted on the application of laser machining in the manufacture of copper clad laminates, with particular focus on the influence of laser parameters—such as power density, scanning speed, and pulse frequency—on the morphological structure and machining precision of the material. Kwang Ryul Kim et al. 26 used a high precision ultraviolet laser machining system to produce fine through holes with diameters of 15 µm on flexible printed circuit boards (FPCBs), investigating the effect of various process parameters on hole quality. Franz et al. 27 studied ultrafast pulsed laser drilling of microvias in FR 4 circuit boards. By optimizing parameters including pulse width (e.g., 2 ps), repetition rate (≥200 kHz), and energy density (1.4–2.7 J/cm2), they utilized thermal accumulation effects to significantly improve microvia taper and reduce defects such as glass fiber protrusion, providing a basis for precision machining of high density interconnect boards. Guoyun Zhou et al. 28 proposed a copper induced CO2 laser drilling process for blind vias. This approach improves laser absorption and registration accuracy by forming a brown oxide layer on the copper surface. The oxide layer maintains surface roughness and prolongs laser interaction, enabling the fabrication of qualified Φ100 µm blind vias on an 18 µm copper layer and an 80 µm dielectric substrate after treatment in a 45 mL/L solution for 90 s. Lijuan Zheng et al. 29 demonstrated that UV femtosecond laser drilling of MPI based flexible boards produces deeper microvias with higher pulse energy, longer scanning time, and greater overlap, while the aperture remains stable. Energy dependent periodic structures were observed on copper, and molten residues (Cu, MPI, oxides) were found inside the vias. The material removal rate increased notably during ablation of the MPI resin layer. Wanqin Zhao et al. 30 investigated the drilling of micro through holes in FPC using a 10 ps pulsed laser. Through optimization of wavelength, energy, pulse count, and polarization, they achieved high quality through holes with diameters below 10 µm, with an entrance interconnection angle accuracy of 0.2 µm, offering an effective solution for high density interconnects in micro electronic devices. Zhiyuan Li et al. 31 found that burr height in FPC micro hole drilling increases with feed rate and thrust, follows a near Gaussian distribution with thrust, and is more pronounced at the exit. Drill wear aggravates burr formation. Optimizing thrust control and substrate gap effectively suppresses burrs. Minchao Guo et al. 32 showed that in femtosecond laser drilling of FR 1 copper clad laminate, single pulse energy most critically affects hole quality. Optimal parameters—29 µJ, 92 kHz, 2,112 pulses, and 0.01 mm defocus—deliver high quality, precise micro holes, providing an efficient solution for PCB manufacturing.
Laser drilling technology has been widely adopted in industrial manufacturing owing to its advantages of high speed, precision, and non-contact processing. However, challenges such as micro-cracks, heat-affected zones, and recast layers persist during machining. To enhance machining quality, researchers have continuously developed new auxiliary processes and optimized processing strategies. Within this context, underwater laser drilling has attracted increasing attention and has been introduced for microvia drilling in copper-clad laminates. Zhao et al. 33 conducted comparative drilling experiments on nickel-based alloys using nanosecond pulsed lasers in both air and underwater environments, analyzing hole formation mechanisms through simulation and experimental measurement. Feng et al. 34 employed ultrafast lasers to drill yttria-stabilized zirconia (YSZ) ceramics underwater, systematically investigating the influence of process parameters on hole geometry and quality, and achieving process optimization. During underwater processing, the interaction between the laser and water can induce plasma and cavitation effects, while the water medium also provides cooling that effectively suppresses heat accumulation and reduces the heat-affected zone. However, water also exerts complex influences on laser transmission and focusing: refraction can cause focal point drift and beam spot distortion, while scattering can lead to increased spot size and reduced energy density. Therefore, the development of underwater laser processing technology for copper-clad laminates is of considerable significance for overcoming the limitations of traditional machining methods and achieving high-quality precision manufacturing.
This paper investigates the process and mechanism of underwater microvia drilling in double-sided copper-clad laminates using an ultraviolet picosecond laser. It systematically examines the influence of key processing parameters—including laser power, scanning speed, and number of scans—on microvia morphology and quality. Based on the experimental results, the processing parameters were optimized, leading to enhanced machining accuracy and microvia formation quality. Furthermore, through in-depth analysis of the interaction mechanisms between the laser, the water medium, and the copper-clad laminate material, this study elucidates the plasma dynamics, cavitation effects, and thermal management mechanisms involved in the underwater laser drilling process. These insights provide a theoretical foundation for the practical application of this technology in high-precision electronics manufacturing. The research offers practical solutions to critical challenges such as heat-affected zone control and process stability in microvia fabrication, thereby supporting the independent development and process innovation of high-end electronic manufacturing equipment.
Experimental methods
Experimental materials and equipment
This experiment employs double-sided FR4 glass fiber-reinforced epoxy copper-clad laminate as the substrate material. The material exhibits a typical sandwich-like layered composite structure: its core consists of a 76 μm thick epoxy/glass fiber cloth composite substrate, which provides not only excellent mechanical properties but also good electrical insulation characteristics. On both sides of the substrate, a 12 μm thick electrolytic copper foil is symmetrically laminated, forming the conductive layers for circuits and the functional interface for pattern fabrication. Figure 1 shows a schematic comparison of the laser drilling setups in air and underwater. Comparative experiments under these two environments conducted to clarify the influence of the water medium on the laser processing, with particular focus on its regulatory mechanisms regarding thermal effects, hole surface quality, and machining accuracy. The ultraviolet picosecond laser processing platform used for multi-hole drilling is shown in Figure 2, and its technical specifications are listed in Table 1.

Machining of copper-clad laminates in different media: (a) Machining in air, (b) Underwater machining.
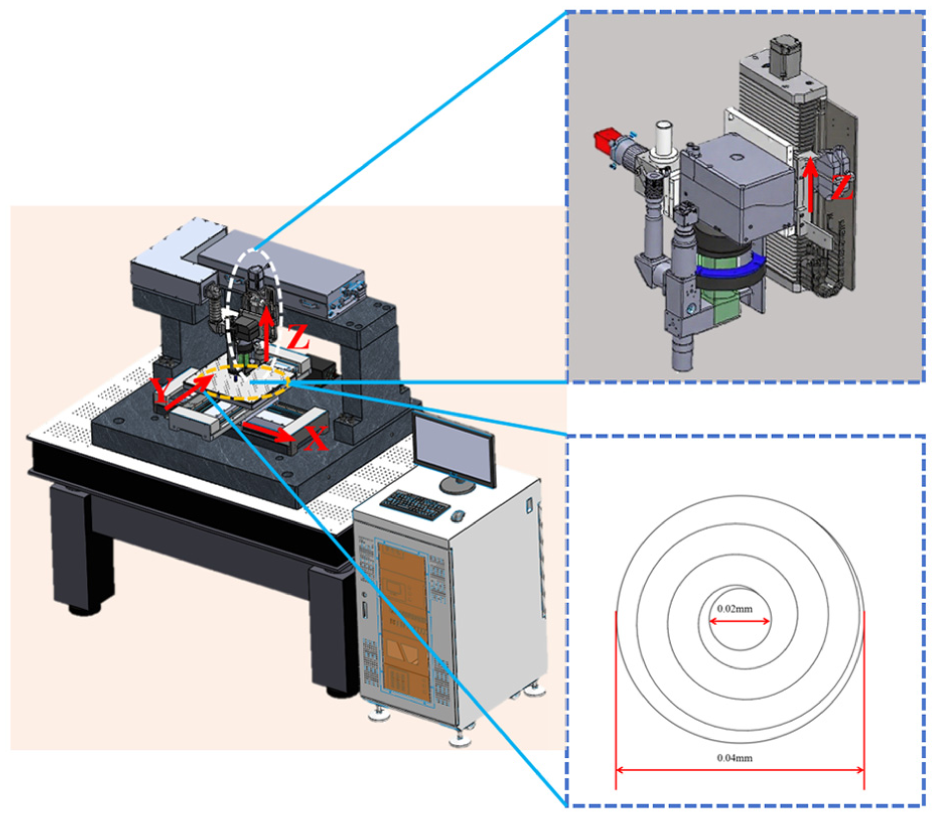
Schematic diagram of the experimental setup.
Technical specifications of the machining platform.

Experimental methods
In shallow-water-layer laser machining systems, the dynamic behavior of cavitation bubbles and the micro-jet effects induced by their collapse are the core physical processes influencing machining outcomes. During processing, the generated water vapor continuously evaporates. However, due to the real-time replenishment of the macroscopic water body (where the total water volume far exceeds the evaporation amount), the system can maintain a dynamic liquid-level balance, thereby ensuring the stability of the machining region. All picosecond laser through-hole experiments were conducted in deionized water medium, and fresh deionized water was replaced after each experiment to completely avoid interference from residual bubbles, particulate contaminants, and thermal history effects on subsequent experimental results.
To precisely control the water layer condition in the machining area, this study designed a specialized device as shown in Figure 1(b), ensuring that the front surface of the copper-clad laminate is consistently covered by a 0.5 mm water layer while the back surface remains fully submerged. The device employs a large circular water tank with a diameter of 14 cm. Its substantial cross-sectional area significantly slows the rate of water level change, thereby reliably maintaining a stable 0.5 mm water layer thickness on the front surface. Furthermore, a 3 mm thick spacer was placed between the sample and the container bottom to separate the copper-clad laminate from the container base. This ensures continuous and sufficient submersion of the back surface and prevents potential flow stagnation or localized heat accumulation that could arise from direct contact with the bottom.
This experiment employed an ultraviolet picosecond laser to perform through-hole drilling on 100 μm thick double-sided copper-clad laminate, using a helical scanning path for material removal. The maximum diameter of the scanning path was set to 0.04 mm, the minimum diameter to 0.01 mm, and the minimum pitch of the helix to 0.002 mm. The scanning sequence proceeded from the outer region inward, with the specific path illustrated in Figure 2(a). Using a controlled single-variable approach, the study systematically investigated the effects of average power, scanning speed, and number of scans on microvia circularity, taper, spatter/recast layer, and heat-affected zone. All experiments were conducted under ambient atmospheric conditions without the use of assist gas. To ensure the accuracy and reliability of the results and to minimize random errors, each parameter set was repeated 10 times, and the average of all results from that set was taken as the basis for final analysis.
Quantitative characterization
To accurately evaluate the machining quality of microvias, this study conducted systematic quantitative analysis of the heat-affected zone (HAZ), circularity, taper, and surface morphology of the holes. All processed specimens were initially cleaned with acetone, followed by ultrasonic cleaning in an alcohol solution (power density: 1 W/ml, duration: 10 min) to thoroughly remove surface contaminants and loose residual particles, ensuring the authenticity of the observation results.
Morphological observation and compositional analysis were performed using the following equipment: Laser Confocal Microscope (Keyence VK-X200K, Japan): Used to observe the three-dimensional morphology of the holes and measure hole depth. Thermal Field Emission Scanning Electron Microscope (Zeiss Sigma 300, Germany): Employed for high-resolution observation of the surface micro-morphology of the hole walls and entrances (including secondary electron and backscattered electron imaging). It also enables micro-area Energy Dispersive Spectroscopy (EDS) analysis to detect elemental composition distribution.
Geometric parameters were quantitatively calculated using the following methods and formulas:
Aperture and Taper: Measured from SEM images. As shown in Figure 3(a), the diameters at the hole entrance and exit were measured along four directions: 0°, 45°, 90°, and 135°. The arithmetic mean of these measurements was taken as the entrance diameter and exit diameter, respectively. The hole taper was calculated using Formulas (1) and (2):


where (L) is the thickness of the copper-clad laminate, taken as the average value of 100 μm.
Circularity: Hole Circularity (HC) is a key metric for evaluating how closely the hole shape approximates an ideal circle. It is calculated using Formula (3) and defined as the ratio of the minimum diameter to the maximum diameter on the same cross-section of the hole, as illustrated in Figure 4. A circularity value closer to 1 indicates a higher degree of hole roundness.

Heat-Affected Zone (HAZ): For FR-4 copper-clad laminates, the HAZ is defined as the region on the copper foil surface where visible color changes occur due to the thermal effects of the laser. Using SEM or optical microscopy images, the maximum diameter of this discolored area is measured as the quantitative dimension of the HAZ.
To ensure statistical reliability of the data, 10 microvias were processed for each parameter set. All measurement results are reported in the form of “mean ± standard deviation” to minimize random errors and evaluate process stability.
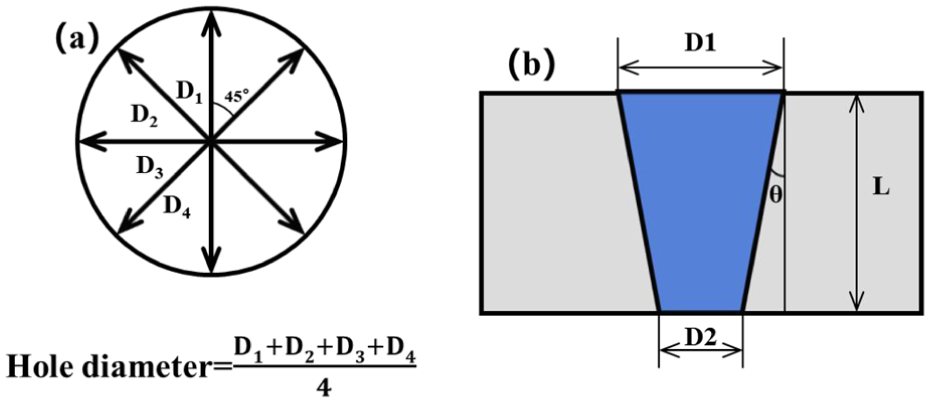
Measurement methods: (a) Diameter measurement, (b) Taper measurement.

Measurement of circularity.
Results and discussion
The quality of laser-microvia machining is a complex function coupling multiple factors, including process parameters, material properties, and environmental conditions. This study focuses on the water medium environment and specifically investigates the effects of laser power, scanning speed, and number of scans on the heat-affected zone (HAZ), circularity, taper, and surface quality (spatter and recast layer) of microvias in copper-clad laminates. Compared with machining in air, the introduction of a water environment introduces critical physical effects such as cavitation bubbles, micro-jets, and rapid cooling, which significantly alter the machining mechanisms and final quality. The following sections will first explain the core mechanisms of water-assisted processing, and then, combined with experimental data, provide a detailed analysis of the influence patterns of each parameter on hole morphology and quality.
Mechanism of water-assisted machining
Laser material processing in air, also known as dry machining, relies entirely on thermal phenomena and operates without any auxiliary cooling mechanisms. When processing copper-clad laminates in air, the copper layer is removed primarily through photothermal vaporization, while the resin undergoes photochemical decomposition. The double-sided FR-4 substrate exhibits poor thermal conductivity, with the epoxy resin having a thermal conductivity as low as 0.2 W/m·K. This leads to a significant heat-affected zone (HAZ). Incomplete vaporization of the material results in partial melting followed by resolidification, forming a thin layer adhering to the hole wall. Under high-temperature conditions, copper reacts chemically with oxygen, producing copper oxide (CuO) or cuprous oxide (Cu2O). These oxides readily adhere to the hole entrance and wall surfaces, not only reducing the cleanliness of the hole wall but also causing deviations in hole roundness. Moreover, airborne particles can adhere to the hole walls, leading to residue or contamination.
During laser drilling in an air environment, multiple adverse factors contribute to reduced machining quality: Firstly, the effect of plasma shock waves is pronounced. These shock waves significantly expand the heat-affected zone and drive heat diffusion into the surrounding material, potentially inducing microcracks or phase transformations. Secondly, shock waves disturb the flow of molten material, leading to the formation of uneven surface structures and increased surface roughness. Thirdly, for brittle materials, residual stresses generated by shock waves can easily cause cracking, raising the risk of material damage. Additionally, high-density plasma can absorb or scatter subsequent laser energy, creating a plasma shielding effect that reduces machining efficiency. Collectively, these factors degrade hole machining accuracy and surface quality, and such detrimental effects become even more pronounced during micro-hole drilling.
In this study, laser drilling was conducted both underwater and in air. For water-assisted laser drilling, a 0.5 mm water layer was maintained on the front surface. During underwater ultraviolet picosecond laser processing of copper-clad laminates, water primarily functions as a coolant, suppressing heat diffusion to reduce thermal damage to the material, while also assisting in flushing away machining debris. Bubbles in water are formed by laser-induced local high-temperature vaporization or cavitation effects. The maximum radius of a cavitation bubble is given by equation (4):

where Eb is the bubble energy, and
The magnitude of the bubble energy Eb depends on the laser pulse energy and the energy conversion factor
Influence on heat-affected zone, taper, spatter/recast layer, and circularity
Heat-affected zone
The heat-affected zone (HAZ) was measured by observing the color change on the sample surface after drilling. Figure 5 shows the variation of the HAZ in different experiments. Compared with underwater processing, the HAZ in air was significantly larger, with even blackening observed in the central ring layer of the copper-clad laminate. Although copper itself exhibits excellent thermal conductivity, copper-clad laminates consist of both copper and epoxy resin. Epoxy resin is a poor thermal conductor, with a thermal conductivity of only about 0.1 to 0.3 W/(m·K). As a result, the overall thermal conductivity of the laminate is constrained by the epoxy resin, making it relatively poor. Since air is also a poor thermal conductor, most of the heat generated during machining in air accumulates within the material itself, leading to visible color changes on the surface of the copper-clad laminate. As shown in Figure 6, the HAZ on the entrance side is larger than that on the exit side. On the entrance side, the plasma-induced inverse shielding effect (reflecting 20%–30% of the energy) causes secondary thermal deposition, which, combined with gravity-driven redeposition of molten material (retention time prolonged by 3–5 μs), extends the thermal interaction. Simultaneously, the formation of an oxide layer with low thermal conductivity (∼10 W/m·K) on the entrance side acts as a thermal barrier, further inhibiting heat diffusion. These factors collectively result in a significantly larger HAZ on the entrance side than on the exit side. During underwater processing, the high thermal conductivity and specific heat capacity of water enable rapid absorption and dissipation of the heat generated by the laser. In air, the HAZ on the entrance side is approximately twice as large as that observed underwater. The HAZ diameter on the entrance side in air ranges from 125.6 to 194.43 μm, whereas underwater it ranges from 103.54 to 148.77 μm, as shown in Figure 5. On the exit side in air, the HAZ diameter ranges from 73.9 to 107.9 μm, while no HAZ is observed on the exit side in underwater processing. Increasing the number of scans leads to heat accumulation, resulting in an enlarged HAZ. Lower scanning speeds prolong processing time, also contributing to HAZ expansion. Higher laser energy increases the thermal flux, similarly enlarging the HAZ. Figure 6 presents a comparative analysis of the Heat-Affected Zone (HAZ) resulting from processing in both air and underwater environments. It is clearly demonstrated that the HAZ produced by underwater processing is significantly smaller than that formed in air, with the back-side HAZ being nearly eliminated. In underwater processing, turbulence induced by the laser around the interaction zone accelerates heat transfer. Experiments indicate that the water environment can increase the instantaneous cooling rate in the machining area by 3 to 5 times. 35 Localized high temperatures cause water vaporization, which further dissipates thermal energy. The expansion of vapor bubbles can carry away approximately 15% to 20% of the incident laser energy. 25 Compared to processing in air, the laser processing mechanism in an aqueous medium exhibits the following characteristics:

Effects of different factors on HAZ (a) Variation of HAZ with number of scans, (b) Variation of HAZ with Speed, (c) Variation of HAZ with energy.

Comparative analysis of entrance and exit HAZ in different media under extended-depth-of-field observation: (a) Samples 1–5: Entrance holes machined in air; Samples 6–10: Entrance holes machined underwater. (b) Samples 1–5: Exit holes machined in air; Samples 6–10: Exit holes machined underwater.
In Plasma Expansion Suppression and Energy Redeposition Regulation: The high density of water provides inertial confinement, suppressing lateral expansion of the plasma and promoting higher energy density that leads to faster plasma quenching. It also alters the energy dissipation pathway, causing the plasma to release energy through shock-wave radiation and cavitation-bubble collapse, thereby reducing radiation intensity.
In Cavitation Effects and Shock-Wave-Assisted Heat Dissipation: The micro-jets generated during cavitation-bubble collapse can partially strip molten material, shortening heat conduction time. Accompanying shock waves create transient stress fields within the material, accelerating the release of thermal stress.
In Oxidation Reaction Suppression and Chemical Protection: The water layer isolates oxygen, significantly reducing the oxygen content on the processed surface during underwater machining. Additionally, under localized high temperatures, partial H+ generated from water decomposition reacts with the copper surface to form a protective hydroxide film, blocking copper oxidation reactions.
Taper
Taper is a crucial indicator describing the perpendicularity of hole walls, directly influencing hole quality and subsequent processes. The Gaussian beam characteristic results in a laser energy distribution that is highest at the center and gradually decreases toward the edges, leading to an ablation zone that is “wider at the top and narrower at the bottom,” that is, exhibiting a tapered profile. Due to the limited depth of focus of the laser beam, when the material thickness exceeds the focal range, the bottom region of the hole enters a defocused state, causing a significant attenuation of laser energy density in that area. This reduces the material removal efficiency at the hole bottom, ultimately forming a positively tapered hole (where the entrance diameter is larger than the exit diameter). Furthermore, the ablation thresholds differ between the copper layer and the dielectric layer: the copper layer has high reflectivity and requires higher energy for ablation, while the epoxy resin, though having good light absorption, is prone to carbonization. This difference in ablation rates can result in a stepped taper profile. Additionally, the expansion of the heat-affected zone (HAZ) caused by laser thermal effects leads to softening or carbonization of the material around the hole wall, further exacerbating the taper. As shown in Figure 7, in underwater laser drilling, the taper tends to increase, ranging from 7.35° to 11.03°, whereas in air, the taper ranges from 5.20° to 9.23°. The minimum taper in water occurs at a scanning speed of 200 mm/s, laser power of 8 W, frequency of 600 kHz, and 4 scanning cycles; the maximum taper in water occurs at a scanning speed of 600 mm/s, laser power of 8 W, frequency of 600 kHz, and 6 scanning cycles. In air, the minimum taper occurs at a scanning speed of 600 mm/s, laser power of 10 W, frequency of 600 kHz, and 4 scanning cycles; the maximum taper in air occurs at a scanning speed of 600 mm/s, laser power of 8 W, frequency of 600 kHz, and 3 scanning cycles. Compared with machining in air, underwater processing results in larger entrance and exit diameters. However, the increase in entrance diameter is significantly more pronounced, leading to an overall increase in taper.

Effects of different factors on taper (a) Variation of taper with number of scans, (b) Variation of taper with scanning speed, (c) Variation of taper with laser energy.
Spatter/recast layer
Spatter refers to the phenomenon during ultraviolet picosecond laser machining of through-holes in double-sided copper-clad laminates where intense phase changes in the surface material generate plasma shock waves, propelling molten copper alloy and resin debris at high speeds. These ejected materials subsequently cool and solidify into randomly distributed contaminants. The recast layer, on the other hand, forms as a result of thermal accumulation, where partially molten material contracts, aggregates, or collapses back, adhering to the edges or bottom of the hole wall and forming an amorphous/degraded material layer. Both types of defects significantly degrade machining quality: they impair the integrity of the hole wall morphology, reduce dimensional accuracy of through-holes, deteriorate electrical connection reliability (especially for high-frequency signals), hinder compatibility and yield in subsequent processes (such as the critical step of via metallization), and weaken the mechanical strength of the hole structure. Therefore, effectively suppressing the formation of spatter and recast layers is a decisive factor and a critical technical bottleneck that urgently needs to be overcome to achieve high-consistency through-holes in copper-clad laminates fabricated via ultraviolet picosecond laser processing.
As shown in Figure 8(a), (b), and (d), in air processing, a recast layer and spatter are present on the entrance side of the hole, adversely affecting machining quality. No recast layer or spatter is observed on the exit side in air. Although picosecond lasers inherently have relatively low thermal effects, when laser pulses with extremely high energy density instantaneously act on the material surface, even within an extremely short duration, the surface copper foil rapidly melts and vaporizes. During this process, the expanding plasma shock wave forces a portion of the molten copper and decomposed/softened organic resin to eject from the hole at high velocity, resulting in spatter formation. Simultaneously, under conditions such as high repetition rates, residual heat continuously accumulates, and the molten material is not fully expelled. Driven by surface tension, this material contracts along the hole wall, solidifies, or collapses back, ultimately forming an amorphous recast layer on the hole wall with degraded composition and structure. The multi-phase nature of the material (copper, resin, glass fiber, etc.) and differences in thermophysical properties further exacerbate this composite effect.

Comparative analysis of spatter and recast layer at hole entrance and exit in different media under SEM observation (a), (b): Entrance hole machined in air; (c): Entrance hole machined underwater; (d): Exit hole machined in air; (e): Exit hole machined underwater.
As shown in Figure 8(c) and (e), in the underwater processing scenario, no spatter or recast layer is observed on the entrance side of the hole. The surface is smooth and clean, indicating excellent machining quality. Similarly, no spatter or recast layer is present on the exit side of the hole. In the underwater environment, water plays a unique and critical role. Its exceptionally high specific heat capacity and latent heat of vaporization enable an efficient rapid quenching effect. When the material melts, water can rapidly cool it down, effectively suppressing the flow of molten material and thereby reducing the likelihood of recast layer and spatter formation at the source.
As a high-density medium, water strongly constrains plasma expansion, significantly attenuates shock-wave energy, and thereby suppresses the kinetic energy of molten material ejection. Its viscosity acts as a natural physical barrier, enveloping and impeding molten particles while promoting their fragmentation and settling. Moreover, water’s selective dissolution of organic pyrolysis products further reduces residual contamination. Through synergistic effects across thermodynamic, kinetic, and physical isolation mechanisms, underwater processing fundamentally eliminates the conditions for the formation of recast layers and spatter, thereby enhancing machining quality.
In summary, ultraviolet picosecond laser machining of copper-clad laminates in air tends to produce spatter and recast layers, whereas underwater processing effectively suppresses these defects, improves machining quality, and facilitates subsequent processing and application.
Circularity
Circularity is a crucial characteristic that describes the contour profile of a hole and serves as a core quality attribute of precision apertures. Its level of control directly determines the fatigue life of critical mechanical components and the energy efficiency of optical systems.
As can be seen from Figure 9, when comparing the hole circularity on the entrance side under different media environments, it is found that the circularity values for holes in air are lower than those in water. Similarly, the circularity of exit-side holes in air is also lower than that in water. In air, the entrance-side hole circularity ranges from 0.81 to 0.94, while in the water environment, the entrance-side circularity ranges from 0.93 to 0.99. For the exit side, circularity in air varies from 0.75 to 0.88, whereas in water it ranges from 0.91 to 0.98.

Effects of different factors on circularity (a), (c), (e): Variation of entrance circularity with number of scans, scanning speed, and energy, respectively. (b), (d), (f): Variation of exit circularity with number of scans, scanning speed, and energy, respectively.
As shown in Figure 10, the comparative morphology of holes processed in different media was obtained using extended-depth-of-field microscopy. It is clearly evident that the circularity of holes produced via underwater processing is superior to that of holes machined in air, for both the entrance and exit sides.

Comparative analysis of hole entrance and exit circularity in different media under extended-depth-of-field observation: (a) Samples 1–5: Entrance holes machined in air; Samples 6–10: Entrance holes machined underwater. (b) Samples 1–5: Exit holes machined in air; Samples 6–10: Exit holes machined underwater.
In air, on the entrance side: the high thermal conductivity of the copper foil leads to rapid lateral heat diffusion, and its low melting point causes melting around the hole perimeter. Under surface tension, this results in the formation of non-uniform annular protrusions, causing the hole entrance to shrink and deform. In the FR-4 substrate, the ablation thresholds of glass fibers and epoxy resin differ significantly. The vaporization of resin creates localized high-pressure zones, while residual glass fibers protrude, giving the hole wall a jagged profile and leading to substantial circularity error. Regarding plasma and shock-wave anisotropy: the low-density medium in air allows the plasma plume to expand in an ellipsoidal shape, resulting in uneven shock-wave pressure distribution. Reflected shock waves tear softened material, causing local wall spalling. Airflow resistance is higher in directions blocked by glass fibers, so molten material is preferentially ejected along weakly constrained paths, leading to asymmetric material removal. Within the high-temperature heat-affected zone formed by heat accumulation, the thermal expansion mismatch between the copper layer and the resin substrate generates non-uniform radial contraction stresses under interlayer constraint, causing dynamic deviation from circularity in the hole structure and significantly degrading impedance consistency for high-frequency signal transmission. On the exit side in air: when the laser energy penetrates the substrate and reaches the bottom copper foil, it has already experienced substantial attenuation and becomes more diffusely distributed. This directly results in insufficient melting of the bottom copper foil. Simultaneously, the resin in the substrate undergoes rapid pyrolysis, generating a reverse shock wave with bidirectional action—acting downward on the metal layer and upward on the resin layer. Under the strong effect of this shock wave, the semi-molten bottom copper foil is torn and subjected to upward extrusion. Additionally, due to the lack of rigid support structure at the hole bottom, the molten copper can freely contract and deform under the dominance of surface tension. Collectively, these factors lead to the final exit edge of the hole exhibiting irregular tearing and elliptical characteristics.
In the water environment, both the circularity of the entrance side and the exit side are influenced by experimental parameters. As shown in Figure 9(e) and (f), with other parameters held constant, the circularity of both entrance and exit holes decreases as the scanning speed increases. When a lower scanning speed is selected, bubbles have sufficient time to undergo the complete cycle of growth and collapse. The collapse intensity and energy release of the bubbles increase monotonically with the laser-material interaction time. Moreover, this energy can diffuse and distribute uniformly around the hole periphery. This sustained and uniform bubble energy release mechanism ensures homogeneous material removal, thereby effectively enhancing hole circularity. Simultaneously, the longer interaction time of the laser at each point in the drilling region generates bubbles with higher energy. At the moment of collapse, these higher-energy bubbles generate more intense micro-jets. These micro-jets act like omnidirectional “cleaners,” enabling more efficient and precise material removal from all directions. Their efficient debris-removal mechanism dynamically clears drilling debris and molten residues generated by laser interaction, significantly improving hole-wall cleanliness.
As shown in Figure 9(c) and (d), with other parameters held constant, circularity exhibits a slight improvement. This is because increasing the laser energy, on one hand, enhances effective ablation. Higher energy enables more complete material removal, significantly reducing incompletely vaporized molten residues or burrs, thereby making the hole wall edges sharper and smoother. On the other hand, it helps optimize plasma control. In the underwater environment, the larger and hotter plasma generated at higher energy levels can be rapidly cooled and effectively confined, suppressing its shielding effect on subsequent laser pulses and improving the efficiency of energy transfer to the material in a stable manner, resulting in a more uniform ablation contour. Additionally, increased energy leads to stronger ablation shock and bubble dynamics, which in turn enhances flushing efficiency. This accelerates the removal of ablation products by water flow, reduces the likelihood of molten slag re-adhering to the hole wall, and effectively maintains the geometric regularity of the hole. As shown in Figure 9(a) and (b), with other parameters unchanged, circularity does not increase significantly with an increasing number of scans; instead, it fluctuates, reaching an optimum at 4 scans.
Conclusion
This study presents a quantitative evaluation of the process performance in the underwater ultraviolet picosecond laser machining of microvias in copper-clad laminates through systematic experimentation. Experimental results demonstrate that this technology substantially enhances microvia formation quality. Specifically, the front-side heat-affected zone (HAZ) diameter is reduced by approximately 40%, while the back-side HAZ is completely eliminated. Both entrance and exit circularity are significantly improved—by about 10% and 20%, respectively—markedly exceeding the outcomes achieved with processing in air. Additionally, the hole wall taper shows a moderate increase of approximately 2 to 3°, and clean microvia formation is consistently obtained, with no evidence of spatter or recast layers.
The aforementioned performance enhancements are primarily attributed to the critical role of the water medium in the multiphysics-coupled process. The high specific heat capacity and latent heat of vaporization of water allow rapid absorption and removal of machining heat, thereby suppressing thermal diffusion and damage from material phase changes. The high-energy microjets induced by cavitation bubble collapse effectively strip and eject molten debris, preventing its redeposition. Simultaneously, the liquid environment confines plasma expansion, weakening its energy shielding effect and improving laser energy utilization efficiency. These three mechanisms work synergistically to collectively enhance the morphological quality and electrical reliability of the fabricated holes. This technique not only overcomes the inherent challenges of thermal damage and contamination in conventional machining but also aligns with the principles of green manufacturing. It offers an advanced solution for microvia processing in high-density interconnect boards that combines high performance with environmental sustainability, demonstrating considerable potential for engineering applications.
Footnotes
Handling Editor: Riccardo Nobile
Author contributions
Conceptualization, L.K.G.and W.G.; material preparation, L.K.G.; device fabrication, X.W.L. and L.K.G.; measurement, L.K.G. and Z.L.S.; data analysis, L.K.G.; writing-original draft preparation, L.K.G.; writing-review and editing, X.W.L.; supervision, X.W.L.; project administration, L.K.G.; funding acquisition, L.K.G. and W.G. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (52350710794).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.