
Abstract
Ball mill is the widely used comminution device for the size reduction of iron ore particles, yet the underlying mechanisms of heat transfer and thermal breakage inside the mills heretofore are not deeply understood. Therefore, the Discrete element method was carried out to study the effect of operating parameters on charge temperature, and the batch grinding experiments of iron ores were conducted to verify the heating temperatures using a laboratory ball mill. Results show that increasing mill speed will result in the charge temperature increasing initially and then decreasing. The temperature fields of the charge and load behavior remain approximately the same for the different ball filling. The main findings of this study are that the heating temperature can contribute to enhancing the breakage behavior of iron ore particles, and correspondingly the optimal feed sizes for different heating temperatures are determined to be 2.48 mm, 2.63 mm, 2.78 mm, and 3.59 mm, respectively.
Introduction
Ball mill is an energy-intensive device for grinding and breaking iron ore particles, which is extensively used in mineral, cement, chemical, and other industries.1–4 In the field of mineral processing, a portion of the energy is converted into heat that will raise the milling temperature and breakage characteristics of iron ore will be changed accordingly. However, little attention has been given to the study of heat transfer and thermal breakage in ball mills, whether the breakage kinetics of material is related to the thermal behavior has not been studied. Additionally, it is difficult to measure the internal physical parameters of charge (grinding media and iron ore) temperature inside the mill because of the harsh environment itself. Therefore, to understand the mechanism of heat transfer and improve the grinding efficiency, the heat transfer model should be established and the thermal breakage experiments should be conducted in detail.
The phenomena of the heat transfer inside the rotating drum are ubiquitous ranging from food products to construction materials, particularly the mills. Unfortunately, there are few attempts on the phenomenon of temperature rise caused by charge motion in ball mills. One of the chief difficulties is to measure the distribution of charge temperature by the experimental method. Thus, a series of numerical methods have been used to investigate the heat transfer including kinetic theory, 5 continuum approaches,6–9 and Discrete Element Method (DEM).10–13 Especially, DEM simulation as an excellent method has been extensively used to simulate the behavior of granular motion and heat transfer. Chaudhuri et al. 14 applied the experimental method and DEM simulation to investigate the load behavior and heat transfer in the rotary calciner. Two materials of alumina and copper particles were analyzed that the effect of particle flow and heat transfer on calcination performance. Xie et al. 15 developed a heat transfer model to investigate the effect of rotational speed, lifter configuration, lifter number, lifter height, and lifter shape on the heat transfer coefficient. It was found that the specific heat transfer coefficient is related to the contact area and load behavior of charge, which is affected more obviously by the rotational speed and lifter configuration. Komossa et al. 16 investigated the heat transfer in indirect heated tumbling drums and found that DEM simulation and experiment shows a good agreement. Gui and Fan 17 used DEM simulation with a thermal conduction model to investigate the effect of rotational speed and wave number on heat transfer. It was found that the wavy drums raise the heat transfer process higher than that of the circular drums under lower rotational speed. Figueroa et al. 18 applied the continuum model to study the relationship between temperature and mixing patterns. The above literature mainly investigates the heat transfer behavior of high-temperature rotation body to granular material. All of these provide an insight into the heat transfer phenomenon. But the temperature rise caused by the charge motion has not been studied in ball mills.
The objective of this paper was to analyze the heat transfer phenomenon and thermal breakage characteristics. A novelty heat transfer model was established from the point of energy view that can calculate the charge temperature of thermal conduction and heat generation by charge collision. Besides, a laboratory ball mill was applied to study the effect of heating temperature on the breakage characteristics of iron ore. These results not only explore the relationship between charge temperature and operating parameters but also can apply in other particle systems that are sensitive to temperature variation.
Discrete element method
Heat transfer model
The principles of the discrete element method, also called the distinct element method, were developed by Cundall and Strack 19 in the 1970s. It is an effective method for modeling and analyzing the bulk behavior of materials. The contact forces acting on particles can be calculated by using the contact detection algorithms and the suitable contact models. Then the kinematic parameters (accelerations, velocities, and positions) can be computed based on Newton’s second laws. In this paper, a heat transfer model was established using the powerful secondary development ability of EDEM (Engineering-Discrete Element Method) software.
Heat transfer mechanisms within the granular materials consist of thermal convection, thermal radiation, and thermal conduction, as shown in Figure 1. To quantitatively describe the discrete heat transfer characteristics of charge in ball mills, this work focused on charge thermal conduction behavior and collision heat. The heat transfer by convection and radiation were ignored. 15 In this model, the mill shell temperature remains constant and no heat transfer occurs between the charge and the mill shell. The thermal-physical properties of grinding media and iron ore were considered to be constant.

The schematic of heat transfer model: (a) heat transfer mechanisms in particles and (b) schematic of heat transfer.
Heat transfer processes consist of thermal conduction and heat generation by charge collision. The thermal balance equation of particle i can be written as follows:

where Ci is the specific heat capacity of particle i; Ti, and Tj are the temperature of particle i and j, respectively; Hcij is the heat transfer coefficient between particles i and j; Qcij is the heat dissipation by particle collision.
The Hcij can be expressed as 20 :

where kp is the thermal conductivity; λ represents the contact radius; Fn is the normal force; a* is the equivalent radius; E* is the effective Young’s modulus and v is the Poisson’s ratio.
The Qcij can be expressed as:

where k is the percentage of collision loss energy converted into internal energy (k = 0.97 21 ); z is the heat flux partition coefficient; Eij is the collision loss energy.
Material and method
To study the effect of mill speed and ball filling on heat transfer, the heat transfer tests were conducted in a Φ305 mm × 150 mm ball mill, which was circumferentially fitted with 12 pieces of trapezium lifters. The cross-section of the lifter had a 30° face angle, a short base width of 12 mm, and a height of 10 mm. The initial temperature of the heat transfer model was 298 K. The diameter of grinding media was 30 mm and the size of iron ore is 5–8.5 mm. Due to the irregular shapes of iron ore particles, the mesh models of iron ore particles were obtained employing three-dimensionally scanning technology, and then the iron ore geometric model was established by means of the multi-sphere method. In DEM simulation, the detailed material parameters were listed in Table 1. 4
Material parameters.

DEM results and discussions
Effect of mill speed
The mill speed is one of the vital parameters in ball mills, which is normally specified as a fraction of critical speed. It determines whether the load behavior is predominantly the cascading regime, the cataracting regime or the centrifuging regime. In general, the industrial ball mills rotational speed operates at 70%~80% of critical speed. 22 To understand the interrelation between mill speed and heat transfer, the effect of mill speed on charge temperature for ball filling of J = 25% is investigated, as shown in Figure 2. The larger particles represent the grinding media and the smaller irregular particles represent the iron ore particles. The different colors represent the variation of temperatures in the temperature field in which blue is the initial temperature, and red is the high temperature. Obviously, it can be seen that the charge temperature gradually increases with grinding time and the charge temperature shows obvious differences under different mill speeds. The charge temperature increases first and then decreases with the increase in mill speed at the same time. In addition, the temperature field shows that the charge has a maximum temperature at φ = 75%. By comparing the charge temperature field, the charge shows a higher temperature difference in the inner and outer layers. The main difference is that the temperature of the inner charge is higher than that of the outer charge. Likewise, the temperature of grinding media is higher than that of iron ore particles. At φ = 55%~65%, the charge load behavior remains almost unchanged. A portion of the grinding medium is lifted to impact the iron ore particles, and the charge mainly performs the cascading motion. However, the lower mill speed gives rise to a large amount of contact behavior that is conducive to heat transfer, resulting in a smaller temperature difference between the particles. At φ = 75%~95%, the charge load behavior moves from the cataracting motion to the centrifuging motion. The grinding media is further lifted at a higher height to impact the lifter and iron ore particles. As the mill speed increases up to φ = 95%, the grinding media is easily diffused to the top of the mill shell. Obviously, The centrifugal motion of the outermost charge occurred, and the collision frequency decreases. The temperature field of the charge indicates that the charge temperature significantly increases compare with the lower mill speed. Moreover, the temperature difference of the charge between inner and outer layers is larger. This attributes to a large number of the charge are lifted resulting in heat transfer and contact behavior decrease. The above demonstrates that the charge temperature has strongly associated with mill speed due to the variation of charge motion intensity.

The evolution of charge temperature at different mill speeds (J = 25%).
Effect of ball filling
The ball filling is conventionally expressed as the fraction of the mill volume filled by the grinding media at rest. It determines the charge load behavior and milling efficiency, which has been widely studied. 23 Unfortunately, there is no related research on the effect of ball filling on the heat transfer. Figure 3 shows the effect of ball filling on charge temperature for mill speed of φ = 75%. It can be seen that the grinding media is mainly located in the inner layer and the temperature of the grinding media is higher than that of iron ore particles. All the temperature fields of the charge and load behavior remain almost unchanged significantly. As the ball filling increases, more grinding media are lifted and the number of grinding media cascading down increased. Obviously, the distribution of grinding media can be divided into two parts, cataracting and cascading. Using a larger ball filling results in a lower temperature difference. It is mainly due to that the collision frequency and contact number increase with the increase of ball filling. Therefore, the heat transfer of the charge increases. As the ball filling increases, the bulk of charge moves toward the center of the mill and makes little contribution to the charge being off-center. Therefore, there is no significant change in the temperature rise of the charge has not changed. The result indicates that the charge temperature has weak sensitivity with the ball filling.

The evolution of charge temperature at different ball fillings (φ = 75%): (a) J = 15%, (b) J = 20%, (c) J = 25%, (d) J = 30%, and (e) J = 35%.
Thermal breakage experiments
The above indicates that the operating parameters have an influence on the mill temperatures. Unfortunately, there are few attempts to investigate the effects of heating temperature on the particle breakage behavior. Hence, thermal breakage experiments aim to investigate particle breakage behavior in detail.
Theory analysis
Previous comminution theories were based on the empirical relationships between the input energy and reduction ratios. However, these theories neglected the breakage kinetics and other sub-processes in ball mills. To improve the comminution efficiency, the breakage kinetic approaches in the mills have been developed as the applicable models, that is, Population Balance Model (PBM), which was widely used to describe the breakage kinetics. This model can be described by the selection function (Si) and breakage functions (bij). The selection function (Si) indicates the breakage rate at which materials are broken out of the size interval i within the given milling environment, while the breakage function (bij) describes the fraction of progeny materials broken from size interval j into the size interval i. This model is the size-mass balance on each particle size interval can be represented by the following equations 24 :

where Si is the selection function; wi(t) the mass fraction of materials in the size interval i after grinding time t; bij is the breakage function.
The selection function of a given material commonly follows a first-order kinetic process. 25 For a mono-size particle, the particle breakage rate can be described by:

Then, equation (5) integrates to

However, some batch grinding experiments do not follow the first-order law. Austin et al. 25 proposed a non-first-order model:

where SA and SB are the selection functions of components A and B, that is, the component A is the easy-to-break component of the material and component B is the hard-to-break component of the material.
Where
The mean value of the selection function is expressed as follows:

The variation of the specific rate of breakage, Si, with particle size is as follows:

where α, λ, μ, and κ are grinding parameter, depending on the material properties and the grinding condition; xi is the particle size.
The cumulative breakage function Bi,j is the sum of the fraction of material less than the upper size of size interval i resulting from the breakage of size j material.

where bi j = Bi, j–Bi+1, j.
To determine Bi,j value quantitatively, the B-II method was used26,27:

where Pi(t) is the cumulative mass fraction less than sieve interval i; Pi(0) is the cumulative mass fraction less than sieve interval i at t = 0.
For a normalized Bi,j, it can be expressed by an empirical equation:

where the parameters üÏ, γ, and β are the characteristics of the material being ground.
Test condition
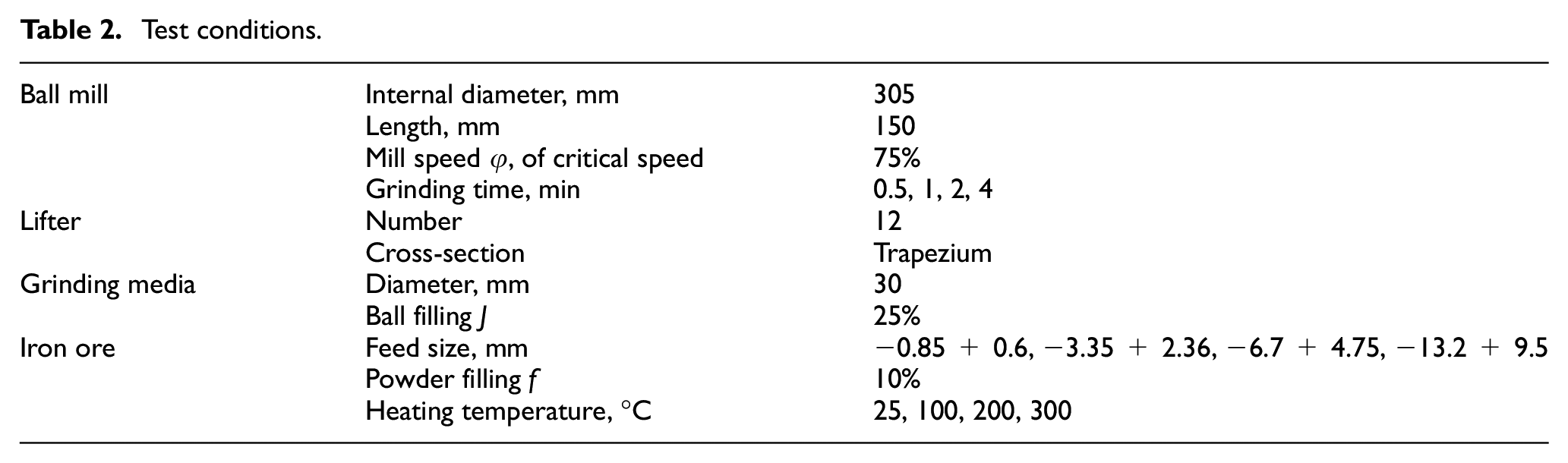
The batch grinding tests were performed in a laboratory-scale ball mill (Figure 4). The experimental parameters were listed in Table 2. This mill was driven by a 3.7 kW variable frequency motor and fitted with 12 pieces of trapezium lifters, which was in accordance with the DEM simulation. 10 kg of steel balls and 1.56 kg of iron ores were used for the laboratory-scale ball mill. The iron ore samples were obtained from Xuzhou. Five kinds of mono-size particles, that is, −0.85+0.6 mm, −3.35+2.36 mm, −6.7+4.75 mm, and −13.2+9.5 mm, were selected for the batch grinding tests. To investigate the effect of heating temperature on iron ore particles, four kinds of mono-sized iron ore particles were heated and then cooled before the test. The test duration of each batch grinding test was 0.5, 1, and 2 min, respectively. Finally, a vibrating screen was used to sieve for 20 min to determine the particle size distributions.

Laboratory ball mill.
Test conditions.
Determination of the specific rate of breakage
Figure 5 shows the variation of the heating temperature for mono-sized particles using the non-first order plots. The results indicate that the mass variations of iron ore particles follow the non-first order grinding kinetics with correlation coefficients varying between 0.9981 and 0.9999. Then, the Si values are obtained from the non-first order plots.

Non-first-order plots for different feed sizes: (a) −0.85 + 0.6 mm, (b) −3.35 + 2.36 mm, (c) −6.7 + 4.75 mm, and (d) −13.2 + 9.5 mm.
Figure 6 shows the variation of Si values against the particle size for different heating temperatures. As shown in Figure 6, it can be seen that the Si value for 300°C heating temperature has a maximum. Besides, the Si values are approximately the same for lower particle size. For larger particles, the Si values increase with heating temperature. It indicates that the heating temperature promotes the breakage behavior of the iron ore particles. Moreover, the Si values increase up to a maximum value and then decrease sharply. This means that there is an optimal feed size where the greatest breakage occurs. The optimal feed size for different heating temperatures is 2.48 mm, 2.63 mm, 2.78 mm, and 3.59 mm, respectively. This can be explained by the fact that the coarser feed sizes are too big to be normal nipped or too strong to be fractured by the grinding media. 28 Therefore, the collision energy cannot be used efficiently for the larger particles, resulting in insufficient grinding. For the finer feed sizes, there are lower Si values observed due to the cracks reduce and the strength increase. Along with the grinding process, the finer feed size in milling can form the cushioning beds, resulting in the impact energy of grinding media being absorbed as a hydraulic shock absorber.25,29

Variation of specific rate of breakage with particle size.
Determination of the cumulative breakage function
The cumulative breakage function Bi,j are determined for the grinding time of 0.5 min using the B-II method are shown in Figure 7. The cumulative breakage distribution parameters are determined using equation (12) and the parameters fitted are listed in Table 3.

Cumulative breakage function for different feed sizes: (a) −0.85 + 0.6 mm, (b) −3.35 + 2.36 mm, (c) −6.7 + 4.75 mm, and (d) −13.2 + 9.5 mm.
Breakage distribution parameters.

As shown in Figure 7, it can be seen that the breakage distribution characteristics for all feed sizes are fitted well. The cumulative breakage function for different feed sizes is independent on the heating temperature, while the breakage distribution parameter listed in Table 3 is sensitive to the feed size. Given the definition, the value of η characterizes the breakage rate of the coarser particles to fine particles. The γ characterizes the relative amount of fines produced from the breakage of the top size and therefore directly relates to the grinding efficiency. As shown in Table 3, the γ value has the minimum value for the feed size of −3.35+2.36 mm, indicating more fine progeny size appears. The η value has the maximum value for the feed size of −3.35+2.36 mm, indicating a rapidly grinding behavior occurs.
Conclusions
A heat transfer model is established to study the heat transfer behavior using the DEM method in ball mills. The results show that the temperature fields for different mill speeds have a great temperature difference. Increasing mill speed will results in the charge temperature increasing firstly and then decreasing. Additionally, all the temperature fields of the charge and load behavior remain almost unchanged significantly for different ball fillings.
The breakage of five mono-sized iron ore particles follow the non-first-order. The Si values of iron ore increase with the heating temperature and feed sizes. In addition, the breakage distribution parameter η with a maximum value and γ with a minimum value in −3.35+2.36 mm feed size.
The heating temperature enhances the breakage behavior of iron ore and the optimal feed sizes for different heating temperatures are 2.48 mm, 2.63 mm, 2.78 mm and 3.59 mm, respectively.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (Grant No. 19KJB440004) and the Doctoral Scientific Research Foundation of Suzhou University (Grant No. 2020BS004).