
Abstract
In recent years, increasing awareness of environmental protection has led to a growing interest in green flame retardants. Flame retardants are primarily classified into halogenated, phosphorus-based, nitrogen-containing, and inorganic compounds, with halogenated types being phased out due to toxic gas emissions during combustion. Phosphorus flame retardants, mainly phosphate esters, face challenges like leaching from polymer foams, raising health concerns through bioaccumulation and human exposure. Increasing environmental awareness has shifted research focus toward sustainable, bio-based alternatives in green flame retardant materials. The development of green flame retardant has attracted significant attention due to its ability to artificial green methods can integrate the specific performance of non-toxic materials into a polymer network and show high interest as developed flame retardants in polymer composites. This study presents various approaches to the preparation of green flame retardants with inorganic, non-toxic, natural, and biomolecule compounds. The primary focus of the results is on the impact of these compounds on the properties of polymer networks, focusing on fire safety characteristics. Finally, we provide a comprehensive overview of the prospects for green flame retardant technology.
Introduction
The development of polymer compounds has introduced a significant challenge in various fields, including drug delivery, adsorbents, surface coatings, diagnostic methods, and sensors. Due to the advantageous properties of polymeric materials and their exceptional performance, these materials are widely used in our daily lives. As the applications of polymers increase and advancements in polymeric materials progress across diverse industries, the associated risks in their usage remain a critical concern. Polymeric materials are highly susceptible to flame and can rapidly spread fire and the production of highly toxic gases and fumes upon ignition. Consequently, as a result, the relative fire risk posed by these materials annually causes a lot of financial and human losses due to fire incidents globally.1–8 Polymers account for 35% of all construction materials involved in fatal fires globally. Annual economic losses from polymer-related fires exceed $12 billion worldwide, Toxic fume inhalation causes 65-80% of fire-related fatalities.9–11 Therefore, the development of polymeric materials that exhibit enhanced safety in terms of ignition, gas and smoke toxicity, and rapid-fire spread is very useful and is highly valued. In this context, specific regulations have been enacted in many countries for the use of polymeric materials containing flame retardants. According to these regulations, the development and manufacturing processes for polymeric materials must have a high level of fire safety. 12
The incorporation of flame retardant additives into material formulations represents one of the most effective and cost-efficient strategies to enhance fire safety. 13 Over recent years, various types of flame retardant additives have been employed to improve the flame retardancy of polymers. For example, MOFs have emerged as innovative flame retardants due to their exceptional porosity, extensive surface area, and structural adaptability. Their flame retardant properties can be optimized through strategic modification of metal moieties or organic linkages. 14 Another study demonstrated the effectiveness of humic acids and biochar (produced from spent coffee grounds and hydrothermally liquefied sludge) as flame-retardant additives for epoxy resins. Key findings show how the chemical composition and processing methods of the composites affected their performance. Notably, functionalization of the epoxy chain with a suitable coupling agent enabled optimal dispersion of these waste-derived additives in the polymer matrix, enhancing their flame-retardant properties.15,16 Recent academic and industrial research has focused extensively on identifying environmentally friendly compounds that possess specific “green” properties while ensuring fire performance comparable to conventional flame retardant materials. These conventional flame retardant compounds typically include halogens, phosphorus compounds, polymer-inorganic compounds, and boron-based compounds. Among these, halogenated compounds are recognized as some of the most efficient and widely utilized flame retardants. However, it has been demonstrated that these halogenated compounds can remain volatile and cause bioaccumulative effects and toxicity risks to both animals and humans. Recent research has shown that for better effectiveness compared to conventional materials, hybrid forms of environmentally friendly flame retardants should be used and higher amounts of them should be used in the polymer matrix.17,18
The objective of this paper is to present synthetic methods and green compounds for flame-retardant polymers to experts in this domain. Various preparation methods for green flame inhibitors will be described, with particular emphasis placed on the flame retardant properties and additional characteristics, such as thermal resistance and mechanical strength, of these green flame retardants. Finally, this paper aims to provide a concise overview of the green strategy for the development of flame retardants.
Biomacromolecules
Biological polymers are large structures that are made up of monomers that bind together. Examples of this large molecule include nucleic acids, proteins, and carbohydrates. For example, amino acids act as monomers in the formation of proteins. Biomacromolecules are very easy to use and can utilize previously designed methods. One of the most important advantages of using biomacromolecules in the application of flame retardant compounds was the very small environmental effects and low risk. These materials usually require a very small amount of organic solvents in low concentrations to make the desired products. Also in measuring the flame retardant power of these materials, remarkable results have been observed that can even be compared with phosphorus flame retardant compounds.19,20
The whey proteins
Whey molecules contain α-helix motifs that are spherical; the polypeptide chains of these molecules contain equally distributed hydrophilic/hydrophobic and amino acids. Milk contains 20% whey protein and 80% casein. For this reason, because milk contains a lot of important amino acids, it has a high nutritional value, particularly the cysteine and methionine amino acids, which contain sulfur. Whey proteins can form coatings that, despite their very high adsorption of water vapor, have special mechanical properties and also oxygen barriers.21–23 This property of the molecules has been used for a protein-based adjuvant therapy that demonstrates cellulose fabric’s flame-retardant qualities and thermal and oxidative stability. Features obtained in these tests include properties such as an efficient barrier to oxygen and effective adsorption for water vapor adsorption. The results showed high resistance of the treated fabric to the flame which reduced the burning speed and increased the total burning time. The tests of thermogravimetric and horizontal flammability were used to assess the impact of the protein coatings on the textile’s thermal durability, respectively. More specifically, the presence of the protein coating, whether it is folded or unfolded, has ensured very high final residues and significantly increased the sensitivity of cotton degradation. The flame resistance of the treated textiles, which have shown a longer total burning time and a lower burning rate, has also been justified by their strong water vapor adsorption and good oxygen barrier properties. 24
Following a study on some features of films based on pure whey protein isolate plasticized by glycerol, Mahamadou et al. described some physical and thermal properties of films based on blends of whey protein isolate and pullulan. The enthalpy transition of whey protein isolate -pullulan films declined as pullulan concentration increased. The pullulan disrupted protein-protein interactions, such as ionic and hydrophobic bonds, thereby reducing the films’ thermal stability and weakening their network structure.
At temperatures above the glass transition, the whey protein isolate-pullulan films shifted from a rubbery to a glassy state. This transition prevented microstructural changes that would otherwise occur in films with lower pullulan content. The results demonstrated that using whey protein in the film improved its thermal characteristics.25,26
Caseins
One of the main ingredients in milk protein, caseins have been the subject of the most research in flame retardancy fields. They are produced as a by-product within the process of producing skim milk. Caseins are proteins synthesized as phosphoproteins. From the special application of caseins that have special coating properties in industry paper, printing, and used in the production of leather fibers and synthetic fibers. 27 Combining fillers of natural raw material origin with casein as a free halogen compound simultaneously enhances the mechanical characteristics and reduces the flammability of the polymeric materials. 28
Coated hydrophobins and casein in cotton textiles using their aqueous casein suspension or solvents were selected. The final characteristics of the cotton fabrics treated with protein were associated with the surface of the coatings as tested with an SEM microscope. The stability of the thermo-oxidative of such composites, like flame retardancy characteristics, has been assessed using flammability tests with nitrogen and air TG analysis.
The thermal flame retardancy of caseins was thoroughly studied in earlier studies on cotton polyester textiles treated via suspension of proteins in aqueous. According to thermogravimetry investigations, these biomacromolecules function as char formers, promoting polyester cyclization and cotton dehydration toward the production of char while preventing the volatile types created. In this way, caseins were made to blend with the polyester and cotton, making them more resistant to a flame of methane, causing cotton to almost self-extinguish while blends of polyester and cotton drastically reduce the rate of burning. 30
Hydrophobins
Hydrophobins are tiny amphipathic proteins that were made from filamentous fungi, and they have 7–9 kDa of molecular mass. Hydrophobins are very important in terms of application, as they can be used as agents of the coating/protective application in increasing surface adhesion strength, surface deformation, or other applications that need the qualities of surfactants, such as tissue engineering.31–33 Recent studies have shown that hydrophobins have non-toxic and biodegradable properties with a high potential for surface modification of a fabric sample. Among the obtained properties, one could mention the change of properties such as wettability in the fabric and flame resistance in the yarn fibers. 32 In another recent study, cotton fabrics coated with hydrophobin protein showed a good increase in flame resistance, representing a new strategy for designing hydrophobin-based green flame retardants. These results are taken from the thermal oxidation test which shows that the final residue of the treated fabrics was slightly higher than that of pure cotton (measured at 600°C). A third weight loss stage occurred only in the coated fabrics (at 602°C for cotton _caseins and 620°C for cotton _hydrophobins), suggesting this degradation step is linked to interactions between the coating and the cotton substrate. Exposing untreated cotton to a methane flame for 3 seconds results in intense and rapid combustion, leaving no residual material after testing. In contrast, fabrics treated with caseins or hydrophobins exhibit markedly different burning behavior, including a 40% increase in total combustion duration, a 35% reduction in burning rate, and the formation of a noticeable residue post-combustion. 29
DNA
Two lengthy polymer chains of bases of nitrogenous, such as guanine (G), adenine (A), thymine (T), and cytosine (C), devise deoxyribonucleic acid. The backbone in the DNA structure consists of deoxyribose units (five-carbon sugars) as well as phosphate groups joined by a bond of ester. In this ordered state, the paired bases are on the inside of the polymer and are protected by hydrophobic interactions, whilst the phosphorus residues and deoxyribose units are on the outside. When exposed to heat treatments exceeding 80°C or high pH levels, the DNA double polymer helix can also be artificially split. This characteristic can be applied to several DNA applications.20,34 In one study, some ammonia was detected in a process when a mixture of nature-derived thermoplastic cellulose acetate with DNA was exposed to heat. Also in this experiment, the amount of carbon monoxide formed has decreased compared to pure cellulose acetate combustion. DNA, when combined with cellulose acetate, exhibits notable flame-retardant characteristics, including a decrease in peak heat release rate and reduced carbon monoxide production. The mechanism behind DNA’s effectiveness may be attributed to its thermal degradation by-products. Upon heating, DNA-cellulose acetate mixtures release volatile compounds such as formaldehyde, acetic acid, water, carbon dioxide, and ammonia. Further research should explore how conventional additives such as plasticizers and stabilizers interact with DNA in cellulose acetate polymers, particularly concerning their potential stabilizing effects and the generation of secondary by-products. 35
Waste fish DNA is an effective, environmentally friendly, and long-lasting surfactant, which shields graphite from very cracking the particles for layers exfoliated when it is mechanically exfoliated by ball milling. Just 10% of the weight of DNA functionalized graphene was added to polystyrene, epoxy resin, and polyvinyl alcohol to produce notable improvements in The limiting oxygen index (LOI) of 86%, 80%, and 61%, respectively, as well as a flame rating of V0. A modest loading level in the polymeric matrix was crucial since a high concentration of FRs might result in undesired collections, which could affect the performances of the nanocomposite. Notably, DNA connected to DNA functionalized graphene can work as matrix anchors, enhancing interfacial adhesion and reducing material leakage, in contrast to the structure inerts majority FRs. It’s also been hypothesized that DNA thermal degradation produces CO2, NH3, and H2O gaseous species, producing a char residue in a multilayer shape in nanocomposites of polymers. Furthermore, in the gas phase, DNA enhances the flame retardancy of the treated polymer by generating non-flammable gases including ammonia and carbon dioxide which dilute combustible gases in the vapor phase. The breakdown of groups of phosphate in DNA creates a compact layer in the residue of char layers, while the escape of CO2, NH3, and H2O gases creates a porous layer that works in concert to increase the flame retardancy of polymer nanocomposites.36,37
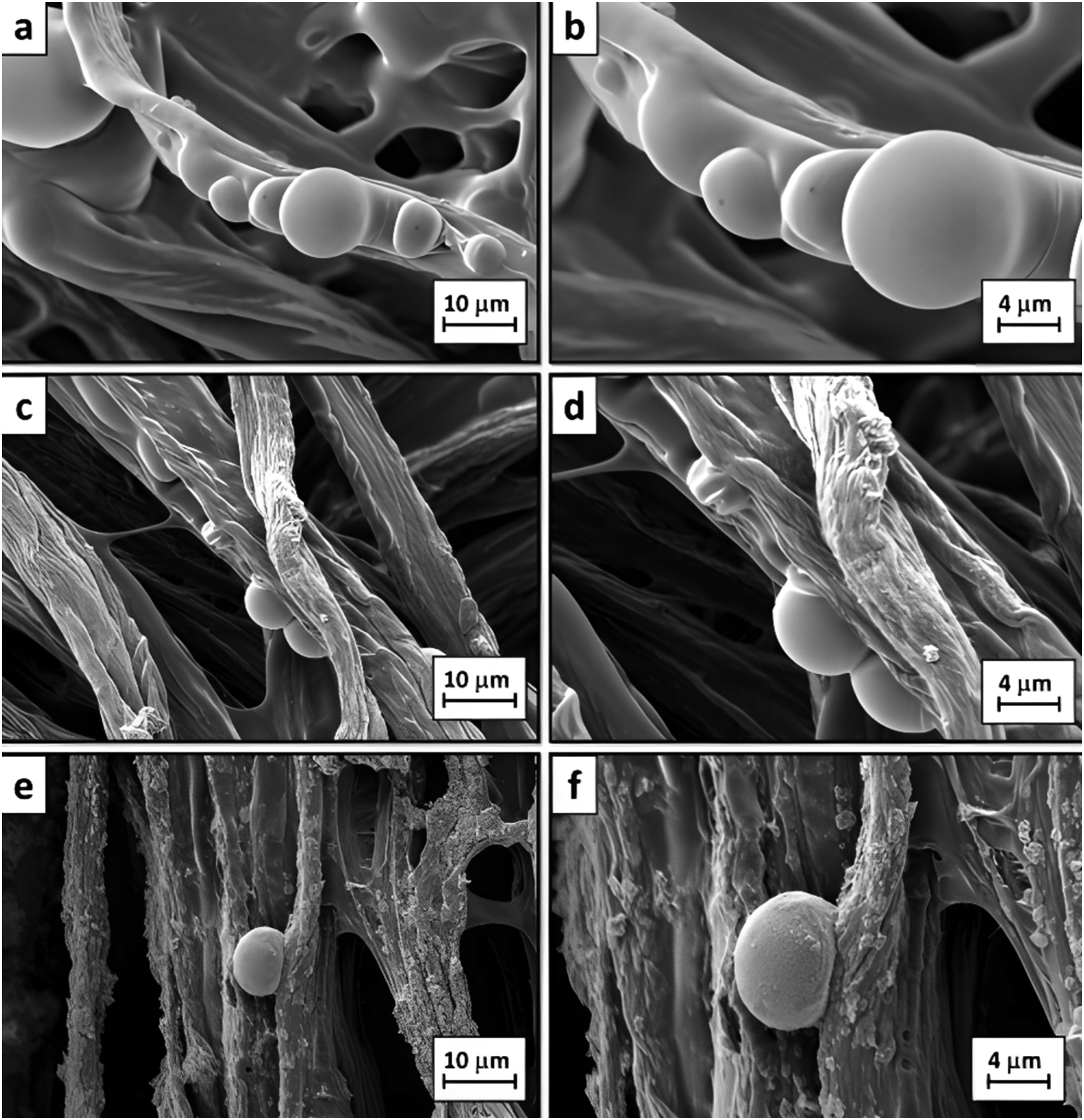
To enhance the impact of flame retardancy of LbL (layer by layer) built coatings, hydrotalcite nanoparticle post-diffusion is used. It was decided to use a system of polyelectrolyte LbL that included polydiallyl dimethyl ammonium chloride and DNA. The described post-diffusion method paves the path for the growth of new material techniques that can boost the effectiveness and performance of coating from LbL. The ideas presented in this paper provide a step toward highly effective and sustainable flame retardant technologies that might be used on a range of substrates (Figure 1).
38
10 Bi-Layers (a, b); 10 Bi-Layers + 0.1% hydrotalcite (c, d); and 10 Bi-Layers + 1% hydrotalcite (e, f) are SEM micrographs of post-combustion residues.
38
The main results of thermogravimetric and flammability data for cotton fabrics treated with biomacromolecules.

Polysaccharide
Polysaccharides in foods are among the most abundant carbohydrates. Polysaccharides are long polymeric carbohydrate chains made of monosaccharide sections that have glycosidic linkages connecting them. This polymer chain can be hydrolyzed by water using the amylase enzyme catalyst to produce the sugars that make up monosaccharides or oligosaccharides. Polysaccharides are one of the most abundant natural polymers. These are biodegradable polymeric materials that have a high potential as environmentally friendly polymers and are suitable candidates for making stable compounds in the field of flame retardants.41,42
To create a renewable and ecologically acceptable BSPC (soybean polysaccharide with borax)-ADH adhesive, periodate oxidation was used, as an ADH (adipic acid dihydrazide) networking method, and chemistry of borate. The BSPC-ADH glue was flame retardant and promoted carbonization. The new soybean polysaccharide-based glue significantly reduced health risks and is non-toxic and renewable friendly. This method of cross-linking proved to be an appealing option to manufacture more durable polysaccharide-based products. 43
Cyclodextrin
β-Cyclodextrin (CD) is an oligosaccharide known as a biomaterial and because of the existence of high hydroxyl groups, it can produce high amounts of char by combustion. The CD creates inclusion complexes with a range of compounds, such as UV filters, dyes, pesticides, and antibacterial and antioxidant agents, improving their solubility, stability, and controlled release. This occurs as the guest molecule is accommodated within the hydrophobic cavity of the CD molecule.44–46 In previous research, the combination of β-Cyclodextrin with well-known inhibitors containing nitrogen and phosphorus has resulted in amazing results in reducing flame retardant systems. Experimental results over the past few years suggest that β-Cyclodextrincan be used as an additive in combination with the well-known joinery phosphorus and nitrogen inhibitors to enhance the effect of flame retardant. 47
Researchers show how a joinery flame retardant and β-Cyclodextrin can produce an inclusion compound (IC). PET films were created by melt-processing the FR-CD-IC, and their flammability was examined. The PET film flammability and its flammability with pure CD, with flame retardancy used from a dip and subsequently oven-cured, was investigated. When burnt on a single edge for 3 seconds with a 3.8-cm flame used, all save the PET films embedded with flame retardant CD-IC have been either fully or considerably used, as determined by a Test Method 34 with AATCC (American Association of Textile Chemists and Colorists) modified. PET films demonstrate flame retardance obtained by providing a flame retardancy attached to a polymer as its inclusion chemical, as far as we know.48,49
Pentaerythritol (PER) was replaced with β-cyclodextrin, an efficient green carbon source, in an intumescent FR. The char-forming capacity of CD in mixing with typical polyphosphate of ammonium, an acid resource, and/or melamine, a blowing agent, in various proportions of weight was exceptional. Thermogravimetric analysis revealed that substantial interconnections were present between the MA-CD and APP-CD chains. 50
A post-modification technique for creating inherent flame retardant polyurethane foam was developed by other researchers. It employs CD as a chain extender and adds flame retardant by simply esterifying phosphoric acid with the PU foams with the CD moiety. The shape and elasticity of polyurethane were maintained following the alteration. As a bioresource, CDs can crosslink with the phosphate ester and polyurethane matrix via a bond of P-O-C to create a layer of compacting carbon during burning in addition to acting as a source of carbon polyols to encourage carbon production. The source of flame heat is effectively isolated by this thick coating of carbon, resulting in a significant increase in burning resistance. 51
Since polypseudorotaxane demonstrated a greater degree of the graphitic network and more efficient carbonization than free-CD, it was selected as a green carbon source for intumescent flame retardants (IFRs). In both nitrogen and air settings, it provided the best char-forming capabilities when combined with melamine and APP. After being mixed with PLA, IFRs’ flammability was assessed using a cone calorimeter, vertical combustion, and restricted oxygen index. Their thermal stability was assessed using thermogravimetric analysis. 52
By varying the amount of CDS in IFR polypropylene composites, investigations were conducted into the CDS effect as an agent of synergy on the mechanical characteristics and flame retardancy of composite polypropylene as an intumescent flame retardant. The IFR system with 6.25 wt% CDS offered the highest flame retardancy in polypropylene. Combining CDS with a charring-foaming agent has a synergistic impact on FR, char formation, and mechanical properties, according to the findings of LOI, TGA, and UL-94 tests, SEM, and mechanical characteristics. 53
A novel halogen-free flame retardancy has been expanded with cyclodextrin integrates, rings of triazine, and a hybrid system of nanohydroxyapatite. An aromatic dehydrate was used to graft a cyclodextrin on joinery available UV94-SABO®STAB. TGA studies showed that PLA with the use of BSDH had better thermal stability than APP. The gases that formed during heat decay were examined using an FTIR device and TG analysis. This sample’s peak heat release rate in cone calorimetric testing was 49% lower than that of clean PLA, suggesting that there was phase representation and rather gas condensed in the char residue. 54
The combination of cyclodextrin with TDI is applied to create cyclodextrin microencapsulated ammonium polyphosphate (MCAPP) to enhance the APP’s water resistance and create new flame retardancy functionals. When comparing the mechanical, thermal, combustion, and flame-retardant characteristics of a composite of EVA, the cyclodextrin microencapsulation technique was shown to enhance interfacial adhesion, leading to better combustion, mechanical, thermal stability, and flame-retardant qualities. 55
As a charring agent, the layer of flame retardancy uses environmentally friendly cyclodextrin without pollution. The MA was applied as an agent of blowing and the AP as an acid source to increase the ability of char-produced β-cyclodextrin. The results showed that The interactivity between β-CD and APP could boost the ability of β-CD to produce char. The highest flame-retardant properties were found in the 20% flame-retardant composite that contained β-CD, APP, and MA (1:2:1). 46
The β-cyclodextrin treated with phospholipide was produced by condensing dichloride of phenyl phosphonic acid with β-cyclodextrin. The findings show that PLA’s properties were influenced by the mass ratio and quantity of PCD and APP put on it. When 30 wt percent of PCD and APP were loaded, the mass ratio of APP to PCD was 5:1, the total heat release was decreased by more than 80%, and the maximum value of LOI was 42.6% (pure PLA is 19.7%), and V0 rating of UL-94 was attained. When the whole amount of PCD and APP mass ratio is decreased to 20%, the flame retardant PLA can still get a UL-94 V0 certification. 56
After being treated with β-CD as IFR, ammonium polyphosphate was incorporated into polyurethane rigid foam to increase its thermal resistance and FR. The findings of TG and dynamic thermomechanical analysis showed that Tg and crosslink density from β- RPUF/APP significantly improved and that its thermal resistance is better than that of others of FR-RPUFs. With the densest outer char as well as the most comprehensive internal char, the quench time reduced to 2.1 seconds, and the speed of flame spreading to 25 wt percent β-APP/RPUF decreased by 67.3% during combustion as compared to pure RPUF. 57
An inclusion complex (IC) was created by synthesizing and integrating N, N′-dibutyl-phosphate diamide, a novel P-N with FR, which enters the β-cyclodextrin cavity. Although the DBPDA element was able to produce ammonia and phosphoric acid in situ, the heated IC functioned as a source of carbon and a foam-forming agent. IC’s effects at the additive level at low on EP (epoxy) flame retardancy are examined using the test of the cone calorimeter. When the three-weight percent IC was employed, EP’s heat release rate peak value and rate of smoke production decreased to 22% and 33%, respectively, suggesting that IC could successfully control the release of heat and smoke. 58
Triphenyl phosphate was a common FR. According to recent studies, FRs like TPP are present in animal and home dust and may be linked to osteoporosis and obesity in humans. Although TPP-β-CD-IC had far less TPP in its β-CD-IC, it nonetheless demonstrated flame resistance that was on par with pure TPP. One possible method to decrease environmental and human exposure to dangerous substances while preserving their effectiveness is the integration of crystalline CD-Ics of FRs and additives that are chemically incorporated into textile substrates. 59
This work created a new fiber of flame retardancy from a composite fiber of polyvinyl alcohol-β-cyclodextrin by wet-spinning and crosslinked with hexamethylene diisocyanate. The PVA/CD/HDI fibers that were produced showed the same mechanical strength as natural cotton fiber, and CDs were shown to be compatible with the PVA matrix. Additionally, The fiber of PVA/CD/HDI performed well in terms of flame retardancy (the value of LOI of PVA/CD/HDI is 41.7%, while plain PVA reduced their heat release peak (PHRR) by as much as 77.7%), and super-smoke suppression (compared to PVA, the value of produced total smoke is just 28.6%). 60
A novel and straightforward method was employed to modify β-cyclodextrin, which may significantly increase the water solubility and its surface hydrophobicity. When the EG content is 10 wt percent, the PP system’s flame retardancy attributes pass the UL-94 V0 standard in vertical burning tests and attain the limiting oxygen index of 31.2%. Furthermore, a thorough plan for a possible condensed flame retardancy procedure is presented. 61
To increase the flame retardancy of PLA/PMMA, (β-CD) was combined with isopropylated triaryl phosphate ester flame retardant. The PLA/PMMA/ flame retardancy mix (and without β-CD) is studied in O2 and N2 using the LOI, the burning test of UL-94 vertical, SEM, and TG analysis. The quantity of flame retardancy necessary to give PLA/PMMA mixtures properties of self-extinguishing can be reduced by adding β-CD. The PLA/PMMA20/FR/β-CD mixes were rated UL-94 V0 and had a value of LOI of 29.3%. PLA/PMMA20/FR/β-CD mixtures produced a broad and compact char coating on their irritated surface. 62
The flame retardance effects of the nitrogen-phosphorous/TPEE flame retardancy (P-N FR) (melamine polyphosphate and aluminum diethylphosphinate)/β-CD system were determined. The TPEE/P-N flame retardancy in conjunction with β-CD can create charred layers with more microstructure in compact, leading to enhanced condensed-phase FR, according to further LRS and SEM analysis of the char residues. 45
Crosslinked hexamethylene diisocyanate β-CDs (HDI-CDs) are created when, as a crosslinking agent, β-CD and HDI react at varying feed ratios. With a new agent of char-forming, the HDI-CDs are combined with polyphosphate of ammonium and used in polypropylene to create composites of intumescent FR. PP/APP/HDI-β-CD (4) had the best performance of FR, and when the flame retardant was applied at 28 wt percent, the UL-94 V0 point was attained with 32.8% of the LOI value. The degradation behavior of β-CD was altered by the crosslinking modification, and the thermally stable (CH2)n sections in HDI-CDs can act as flexible links in char generation, suggesting positive dynamical features among the carbonaceous materials that were first produced. 63
Monochlorotriazinyl-β-CD (MCT-β-CD) was shown to be effective for grafting under typical cotton processing conditions after the applicability of β-CD for successful grafting was examined in four categories: a, b, g, and modified CD. The findings demonstrate that the CD may be used in flame retardancy finishing without sacrificing the hand or physical characteristics of the fabric. However, CD treatment decreased formaldehyde emission in the FR-finished samples and the production of harmful gasses after burning because of its cavity masking characteristic. Consequently, MCT-β-CD grafting is a new, eco-friendly technique for creating a durable flame retardancy finish that may also be utilized to create multifunctional features. 64
A resorcinol bis (diphenyl phosphate)/β-cyclodextrin/phosphorus-containing polyacrylate (RDP/β-CD/PPA) composite emulsion was made using β-CD as a compatibilizer. The mechanical properties and flame retardancy of the RDP/β-CD/P-PA composite latex film were better than those of the RDP/P-PA latex film. As the β-CD content rose from 0 to 10 wt percent, the peak heat release rate decreased from 382.1 to 311.9 W/g, and the pendulum hardness of the RDP/β-CD/P-PA composite latex film increased from 0.18 to 0.54. TGA and MCC results showed that the addition of β-CD improved the quality of the char production as well as the char residual. 65
A layer of flame retardancy may be created on the jute/PP surface composite by hot pressing the β-CD and APP combination using the surface spraying technique. It is possible to greatly increase the composite’s thermal stability and flame resistance. For the jute/PP composite to be extinguished after 58 seconds of fire, the APP to β-CD must be with a mass ratio of 2:1, and the overall fraction of mass of flame retardancy must always be 20%. The trial’s LOI of 26.6% is higher than the third limit for fire resistance specified by the Japanese standard. The exothermic rate and effective combustion heat were measured at 700°C, at their lowest, and the residual carbon rose by 11.68%. 66
The pad-dry-cure process was applied to create a novel intumescent flame retardancy coating on the surface of PET fabrics that included the biomaterials cyclodextrin and ammonium phytate (APA). The APA/CD-coated cloth’s mechanical qualities, biosafety, and fire performance were assessed. During the vertical burning test, the coating of PET fabric with 19% CD had an LOI value of 29.5% and extinguished itself from the fire without releasing melt. The modified PET fabric dramatically reduced mass loss and heat release in a cone calorimetry test. The PET-19% CD sample’s maximum heat release rate dropped to 158.3 KW/m2 from 277.1 KW/m2. 67
Nothing is known regarding the degradation of flame retarding of intumescent coatings, even though photo-aging was found to be the primary danger to organic coatings’ service performance. Consequently, the environmentally friendly IFRC finish is made by mixing aerogel of silicon, nano-ZnO, and β-cyclodextrin. Its degradation process during photo-aging, which is made up of water spraying and xenon lamp radiation, is measured. According to the results, photo-aging causes reduced flame retardancy, as evidenced by a decrease in index performance of fire from 0.493 to 0.196 s.m2.kW−1 with an index of flame retardancy of 0.18 for S30d, a rise in index growth of fire from 1.07 to 2.43 kW m−2. s−1, and decreased smoke suppression. 68
It has been successfully developed and altered to function as a one-component structure integrated (MCDPM) CD-based halogen-free flame retardant. The tests demonstrate that MCDPM has both a strong thermal expansion characteristic and an outstanding char-forming ability. Most importantly, the composites pass the test of UL-94 V1 vertical burning and have a LOI value of 26.4% for PP/30 phr MCDPM. PP/MCDPM has a better fame-retardant property than PP/CDPM. 69
The inclusion of β-CD@RDP was successfully produced. After that, it was put on an EP matrix that was flame retardant. The interplay between RDP and β-CD may induce β-CD@RDP to raise the char production composites of EP. Phosphorus-containing compounds were created during the process of EP combustion due to the disintegration of RDP, which may interact with β-CD or its breakdowns to generate a significant amount of char layer, further obstructing heat and mass movement. In comparison to pure EP, the TSP, THR, PSPR, and peak heat release rate (PHRR) of EP decreased by 22.2%, 93.4, 16.7, 94.7 and respectively. Additionally, EP composites’ CO/CO2 ratios significantly decreased. 70
Chitosan
Chitosan (CS) is made by the conventional method of chitin distillation. The component of fungi’s cell walls and the exoskeleton of shrimp and crabs. Due to the widespread use of chitosan in various fields, it has attracted much attention. Material chitosan is renewable, non-toxic, and comes with a high compatibility player. The hydroxyl group’s abundance in the chitosan structure has led to its high performance and is also very useful for enhancing the formation of coal during combustion. 71 The high ability of chitosan in char production, as well as its thermal stability, is utilized in flame-retardant systems as a crucial carbon agent. 72 In one work, chitosan and a chitosan-based composite composition were applied in a pot-layered, layer-by-layer fashion, resembling flame retardancy coatings, to polyamide 66 on fabric surfaces using sodium polyacrylate. In this method, the results show better thermal behavior of the fabric, a decrease in peak burning rate, an increase in the product weight after burning, and an improvement in the limited oxygen index. 73
An ecologically safe ultrasonication path was used to produce graphene sheets coated via nanoparticles of O-carboxymethyl chitosan (CMChNPs). It was discovered that CMCh regulated both the as-formed CMChNP size and the graphene exfoliation process. The polypyrrole-Ag (Ppy-Ag) nanocomposite was then applied to the textile surface as a green binder using the produced graphene sheets (O-GRP). Additionally, CT/O-GRP200-Ppy-Ag’s rate of burning and LOI values were dramatically corrected to 30.9 mm/min and 22.8%, respectively, when in contrast to uncoated fabric (149.3 mm/min, 17.8%) and the blank CT/OGRP200 (79.2 mm/min, 19.9%), showing the greater prevention of the spread of fire. 74
The LbL assembly comprises a chitosan/phytic acid (CS/PA) coating that is fully bio-based flame retardant and intumescent on blends of polyester and cotton. After being LbL assembly coated with 20 BL CS/PA, a polyester/cotton mix fabric’s LOI value was 29.2%, and the dripping was eliminated. Consequently, CS/PA coating significantly improved the dripping resistance and polyester/cotton flame retardancy of mixed textiles. The findings of the cone calorimetry test further demonstrated that the CS/PA coating considerably increased the flame retardancy of the polyester/cotton mix materials. The mechanical and physical characteristics of the textile coating were slightly altered. TGA results displayed that the coating of CS/PA LbL assembly on a combination of polyester and cotton textiles enhanced the thermal breakdown procedure to encourage the production of char as a protective layer to prevent oxygen diffusion and combustible gas transfer. 75
To create bamboo/PLA composites (BPC) with significantly enhanced properties of mechanical and FR, halloysite nanotubes were immobilized on the PLA and bamboo fiber (BF) surfaces using CS that is positively charged and TA that is negatively charged. The results showed that after adding 5% HNT, the BPC materials of flame-retardant retained their excellent mechanical strength. The enhanced BPC/5FR@5HNT thermal stability was responsible for the first char development of the CS/tannic acid complex and the superior HNT’s barrier impact in the thermal breakdown process. To create bamboo/PLA composites (BPC) with significantly enhanced properties of mechanical and FR, halloysite nanotubes were immobilized on the PLA and bamboo fiber surfaces using TA, which is negatively charged, and CS which is positively charged. The results showed that after adding 5% HNT, the BPC materials’ flame retardancy retained their excellent strength of mechanical. The enhanced BPC/5FR@5HNT thermal stability was responsible for the first char development of the CS/tannic acid complex and the superior HNT’s barrier impact in the thermal breakdown process. 76
To enhance the flame retardancy and crease-resistant qualities of cotton fabric at the same time, phytic acid and chitosan were utilized in this work to create a bio-based IFR system that was combined with environmentally benign 1,2,3,4-butane tetracarboxylic acid (BTCA). The multipurpose modified cotton fabric would significantly enhance flame retardancy qualities, according to the findings of LOI and vertical burning. With LOI values of more than 31%, the modified cotton demonstrated exceptional flame retardancy. Additionally, the multipurpose modified cotton fabric demonstrated exceptional crease-resistant performance with a CRA of over 260°. 77 Using chitosan phosphate that has been produced in situ as a shell material and a spray drying process, thyme oil-infused functional microcapsules were created. To find out how much oil was trapped inside the core-shell structure, the microcapsules’ encapsulation efficiency was calculated. The final fabric has outstanding mosquito repellency (100%), flame retardancy (LOI >28), antioxidant activity (96%), antimicrobial qualities (>98%), and a wonderful scent. 78
Two natural polysaccharides, sodium alginate (SA) and chitosan were applied to jute fabric to increase its flame resistance. First, NaCl was used to stabilize and reinforce the gel by an ion-ion interaction between negatively charged SA and positively charged CS. To examine the thermal degradation, production of char, and heat release characteristics of the modified fabric, TG analysis, scanning electron microscopy, and flow calorimetry of pyrolysis combustion were employed. The jute cloth treated with the gel containing 3% w/v CS, 7% w/v SA, and NaCl with 8.8% w/v has an LOI of 27%, a length of damage less than 5 cm, and a 50% reduction in heat release capability during the vertical combustion. 79
CS was chemically modified with silicon dioxide (SiO2) to produce an additive of bio flame retardant chitosan-based (known as NCS) by an ion exchange process. The impact of NCS on the properties of mechanical and thermal stability of fiber composites of vinyl ester/bamboo was examined. The results demonstrated a 32% delay in ignition duration, a 14% rise in LOI, and an 18% drop in the release rate of peak heat and the released heat following the addition of NCS to the composites of VE/BF. The VE/BF composites’ mechanical qualities, including their flexural, tensile, and impact characteristics were greatly enhanced by the addition of NCS. 80
The self-assembly of layer-by-layer technology was utilized to create CS molecules and graphene oxide (GO) nanosheets that combine electrostatically to create intelligent nano-coating on the surface of melamine foam. The idea that GO is rapidly decreased to decreased GO at high temperatures can be used to construct a quick fire-warning network. The protective effect of the nano-coating produced on MF increases melamine composite foams’ flame retardancy and thermal stability. When the self-assembly layer of the nano-coating reaches 20, the flame-response time drops to 3 s, and the ongoing alarm time increases to 1280 s. These findings demonstrate the remarkable flame resistance and lightning-fast fire reaction of the GO-CS composite foam. This study suggests a possible use of bio-based nanocoating in the automobile sector. 81
Before cotton fabric may be used safely, its antibacterial properties, thermal stability, and flame retardancy must all be enhanced. To make flame-retardant cotton fabric coatings, melamine phosphate is added to a mixture of polyvinyl alcohol and nano chitosan. Additionally, a chitosan phosphate melamine salt (MCHP) was created, mixed with PVA, and applied as a covering for cotton textiles. According to LOI statistics, the coatings of PVA/nCH/MP and PVA/MCHP enhanced the cotton fabric’s LOI from 17.2% to 57.0 and 58.0%, respectively. The char residue and thermal stability of the control sample were enhanced by the flame retardant coatings at high temperatures. 82
Ethanol was used as both the solvent and the reactant in a straightforward one-pot reaction to create a bio-based DOPO derivative, sometimes referred to as a flame retardant of bio-based, using DOPO and protocatechualdehyde as raw ingredients. The value of LOI enhanced from 25.8% to 33.2%, and the PHRR values in the cone calorimeter test decreased by 31.7%. EP with nine wt percent of a flame retardant bio-based passed the UL-94 V0 classification. The EP system was found to pass the UL-94 V0 classification with a 32.3% LOI value when CS and a bio-based flame retardant were applied. The EP system included nine wt percent of CS. 83
The resulting chitosan maleic acid salt was created and identified as a caged chitosan-based flame retardant. According to the results of the char residues, the combination of CS-MA-SPEPA and resin of unsaturated polyester increased matrix graphitization and produced tight, intumescent char residues that efficiently blocked heat and oxygen exchange. 84
Aerogels were created by combining two flame-retardant ingredients, chitosan and ammonium polyphosphate, with PVA/H3BO3 using a freeze-drying procedure. The cationic CS and anionic A polyelectrolyte complex was generated by APP. Upon ionic interaction. The total heat release (THR) and PHRR scores were reduced using the APP-CS composite. As well as the PVA-based aerogels, CO2 emissions caused by the char layer formation caused by the breakdown of APP-CS and PVA/H3BO3 during burning. The expanded char layer provides an effect of flame retardancy on the aerogel-based PVA. Additionally, the porous PVA composite aerogels have thermal conductivity in low and strong thermal insulation qualities. Consequently, PVA composite aerogels with potent thermal insulation and flame retardant properties might be utilized in building materials. 85
The aerogels with chitosan-modified urea have superior mechanical and thermal characteristics together with a large surface area. The thermal breakdown of urea at 80°C causes a rise in pH and, more significantly, the creation of many ureido terminal groups, which causes the irreversible gelation of an acidic chitosan solution. To clarify how the drying procedure affects the final aerogel characteristics, the hydrogels are dried using either ambient pressure drying (APD) or supercritical CO2 drying (SCD). Chitosan’s fire-retarding characteristics are well-known, especially when combined with the chemistry of phosphate. The characteristics of the breakdown products produced following flame exposure were not studied in this study. Urea and urea compounds are difficult to decompose. Isocyanic acid and biuret are produced when urea is decomposed at high temperatures, and they can be converted to CO2 and NH3, or back to urea, respectively. 86
Ammonium polyphosphate and chitosan made up the system of flame-retardant intumescent, with CS acting as the source of carbon and APP acting as both the acid supply and the foaming agent. In comparison to the control sample, the addition of APP and CS to knitted cotton/alginate-blended textiles enhanced flame retardancy, increased residual chars, decreased the heat release rate, and total, and enhanced smoke production. The stability of thermal residual chars is responsible for improved flame-retardant characteristics and greater release of combustible gases and possible scavengers of free radicals in the gaseous products, which are known as condensed-phase and gaseous-phase flame-retardant mechanisms combined. 87
To increase the fire-retardant qualities of the LbL assembly, chitosan is mixed with cotton textiles treated with 3-aminopropyl triethoxysilane and sodium phytate. While the coated cotton textiles with 5BL and 10BL burnt out in the test of vertical burning, the coated cotton fabric with 15BL had a LOI value of 29.0% and was extinguished right away. As sodium phytate, hydrolyzed APTES, and chitosan were deposited, the rates of heat release, total heat release, total smoke emission, and smoke production all dropped. The enhanced fire retardancy that stopped heat/mass transmission from the combustion zone to the polymer degradation zone was attributed to thermally stable residues produced on the surface of cotton fibers. 88
A biobased coating comprising CS and lignosulfonate was readily produced on a flexible polyurethane foam surface using a LbL assembly technique. Several coating bilayers were applied to FPUFs to enhance their mechanical properties, fire resistance, and thermal stability. The coated FPUF thermal degradation was considerably reduced in comparison to pure FPUF. Additionally, FPUF’s fire resistance was significantly enhanced by an eight-bilayer CS/LS-based coating, as evidenced by a 42% decrease in peak heat release rate. In the meanwhile, the mechanical qualities of the coated FPUF have improved. 89
Using a mix of hydroxyapatite (HAP) and CS, a unique technique for fabricating an organic/inorganic composite aerogel has been developed. Unidirectional freeze-drying and chemical cross-linking can significantly improve mechanical properties and thermal stability, and the resulting anisotropic microstructure significantly affects heat conductivity. High fire resistance is achieved by the composite aerogel made by embedding the HAP nanostructure in the CS sheets, which improves heat transport control and inhibits the burning of organic compounds. 90
Using 1,2,3,4-butane tetracarboxylic acid (BTCA) and N-methyloldimethylphosphonopropionamide (MDPA) as co-additives, lightweight, flame-resistant cellulose nanofibril (CNF) sponge-like aerogels were created using an environmentally friendly freeze-drying and post-cross-linking technique. The CNF/BTCA/MDPA aerogel demonstrated exceptional self-extinguishing behavior, improved flame retardant efficacy, and significantly increased char production (by up to 268%) in comparison to the plain CNF aerogel. 91
Triethanolamine, which promotes phosphorous-nitrogen synergism, and sodium hypophosphite, a catalyst, were used to immobilize a carboxyl-functionalized organophosphorus oligomer onto cotton fibers using 1,2,3,4-butane tetracarboxylic acid as an eco-friendly binder. To investigate the thermal behavior, thermogravimetric analysis, flame, and combustion experiments were employed. The results showed that the treated textiles may extinguish themselves. 92
Vermiculite fillers supplemented with casein, chitosan, or potato protein, as well as an untreated vermiculite filler, successfully reinforced polyurethane foams. The polyol systems’ dynamic viscosity was raised by the addition of all of these fillers, which caused a delay in the normal processing times for PU production. The original and modified vermiculite fillers have diameters ranging from 600 to 2600 nm. The flame retardancy properties of polyurethane foams, including reductions of 24% in peak heat rate release, 34% in total smoke emission, and 8% in total heat release, were enhanced by the addition of 2 wt percent vermiculite filler treated with casein. Additionally, these foams could include more char residue and be more thermally stable. 93
The effects of a bio-flame retardant additive based on chitosan (called NCS) on the mechanical, thermal, and flame-retardant characteristics of vinyl ester/bamboo fiber (VE/BF) composites created using the process of vacuum-assisted resin transfer molding, or VARTM were assessed. The residual char increased by 47% and the heat release rate of NCS decreased by 76% in comparison to chitosan. The NCS-VE/BF composites’ thermal and flame-retardant properties were investigated using UL-94 standards, micro and cone calorimeters, and thermogravimetric analyses. According to the data, UL-94 burned 32, 14, and 18% longer than pure composites, had a higher LOI percentage, and had lower peak and total heat release rates. NCS-VE/BF composites’ thermal and flame-retardant properties were evaluated using UL-94 standards, micro and cone calorimeters, and thermogravimetric analyses. According to the data, UL-94 burned 32, 14, and 18% longer than pure composites, had a higher LOI percentage, and had a lower peak and total heat release rate. There was a 47% increase in residual char. 94
Chitin
A polysaccharide can play an important role in flame retardant systems with its amino groups and multi-hydroxyl groups. Crab and shrimp shells are the primary sources of chitin, one of the most significant classes of polysaccharides and the second most significant after cellulose. This is the world’s most natural polymer. When chitin undergoes deacetylation, chitosan is the end product. In contrast to chitosan, chitin also contains multi-hydroxyl groups, which serve as the foundation for char. In addition, the advantage of chitin over chitosan is its lower cost because it is obtained directly from natural sources. Therefore, the study of the chitin-producing ability of chitin is very important for testing in the field of flame retardants.95,96 One study used melamine, ammonium polyphosphate, and bio-extracted chitin to create a novel charcoal agent. According to the study’s findings, the flame retardant of the polylactic acid network was significantly improved by a chitin-based flame retardant. 96
Maintain the mechanical characteristics of high-performance materials while increasing the thermal stability of surface-deacetylated chitin nanofibrils (ChNF)/nanoclay nanocomposites. These nanocomposites enable the production of nano papers with improved stiffness, strong structural integrity when burnt, and a layered nano clay arrangement encircled by a ChNF matrix. Its early deterioration at about 220°C, peak heat release rate (PHRR) of 124 W/g, and THR of 5700 J/g all demonstrate its significant flammability. ChNF-Ac lowers THR and PHRR by 15% and 35%, respectively, in comparison to CNF. This is because the chitin structure contains additional nitrogen, which helps ammonia break off during burning and encourages thermo-oxidative stability.97,98
The LbL assembly method, which includes phosphorylated, deacetylated, and biobased chitin derivatives, was used to apply the self-extinguishing coating on cotton textiles. The quantity of phosphorylated chitin produced on the surface of cotton fibers is determined by the quantity and concentration of phosphorylated chitin bilayers. All coated cotton textiles perform better than pure cotton fabrics in terms of thermal and thermal oxidation resilience at temperatures between 400 and 700°C, according to studies on thermal properties. In the vertical flame test, the 20-bilayer-coated sample generated at a high PT concentration (2 wt%) put out the flame, leaving more than 90% of the cotton fabric unburned. 99
Alginates
Alginate is known as an anionic polysaccharide. Alginate is made from alginic acid, which is present in brown algae’s cell walls as an alginic acid salt. Mannuronic and guluronic acid copolymer alginic acid is repeated with β1-4 linkages. Alginate’s chemical and physical characteristics are determined by the proportion and distribution of co-monomers in the polymer. There are two steps involved in the thermal breakdown of alginates in a nitrogen environment. In the initial phase, it involves the dehydration of water at 100 °C–120°C. Sodium alginate contains 15% by weight of alginic acid and very high humidity. In the second stage, up to a temperature of 800°C, the major decomposition of the polymer is performed, which leads to the remaining coal up to 25% by weight.100,101
Additionally, the hydrogel-cotton fabric laminates that were created had a high degree of flame resistance. Compared to the original fabric, hydrogel-fabric laminates were mostly undamaged after 12 seconds of fire exposure. 102
To develop fibers with outstanding flame retardancy, polyester fibers were mixed with innately flame-retardant alginate fibers without the use of any hazardous chemicals 103 .
Knitted textiles made from a combination of cotton and alginate were evaluated for mechanical properties, water absorption, flame retardancy, and thermal stability. Char residues in knitted cotton/alginate blended textiles rose in both N2 and air at 700°C, according to thermogravimetric studies. In comparison to cotton knitted materials, the cotton5/alginate5 fire growth rate index dropped to 1.40 kW m−2 from 2.63 kW.s in the cone calorimetry test. The cotton/alginate mixed knitted textiles released more non-flammable gases and fewer flammable compounds containing carbonyl and ether groups, according to thermogravimetric and Fourier transform infrared studies. 104
A simple and environmentally safe method for making nanocomposites of silver chloride calcium/alginate from outstanding flame retardancy and antibacterial properties. The flame retardancy and antibacterial properties of the CA/AgCl nanocomposites were investigated using a variety of characterization techniques and antibacterial assays. 105
Alginate textiles treated with 3 wt percent hexadecyltrimethoxysilane demonstrated remarkable water repellency, having a sliding angle of less than 10° and an average contact angle of 158.2°. The mechanics of the one-step dip-coating technique were examined. Superhydrophobic surface treatment increases the ability of alginate textiles to withstand deformation in water; after seven days, there is no discernible change, and the swelling absorbency is 124.1%. Alginate textiles treated with salt also showed an improvement in their resistance to salt. Because calcium alginate is naturally flame retardant, the treated alginate textiles demonstrated exceptional fire resistance with a limiting oxygen index value of 28.0. 106
Calcium alginate (Ca-Alg) fibers are renewable seaweed fibers with important flame retardant properties that have lately been used as components of flame-resistant paper. FR-PA/Ca-Alg composite sheets with low concentrations of flame retardant were made via blending. When the FR-PA concentration is 30%, it successfully lowers the smoldering of Ca-Alg and increases the LOI values. The 53-s afterglow period satisfies the requirements for flame-retardant paper. 107
Expandable graphite (EG), sodium alginate (SA), and aluminum diethyl phosphite (ADPO2) were suggested as ways to improve the thermal behavior and flame-retardant effect of rigid polyurethane foam (RPUF). The LOI value of RPUF/7.5SA/5EG grew to 25.5%, and the UL-94 test revealed that the level may reach V0. The RPUF/ADPO2/SA/EG combination, which is commonly used as a building insulation material, demonstrated good thermal capabilities and could contribute significantly to the field of flame retardancy. 108
Jute is a cheap lignocellulosic fiber that may be used to make composites and upholstery textiles for the automotive, transportation, and architectural sectors. Jute fiber must be flame retardant in these applications. Jute fabric was treated with two natural polysaccharides (sodium alginate and chitosan) to increase its flame retardancy. To examine the thermal degradation, char production, and heat release characteristics of the treated fabric, thermogravimetric analysis, scanning electron microscopy, and pyrolysis combustion flow calorimetry were employed. The jute cloth treated with the gel containing 3% w/v CH, 7% w/v SA, and 8.8% w/v sodium chloride had a limiting oxygen index of 27%, a damaged length of less than 5 cm, and a 50% reduction in heat release capability during the vertical combustion. 79
A new kind of multipurpose apparel has been created by loading urushiol with acid corrosion and antibacterial properties onto sodium alginate fiber using a straightforward, environmentally friendly wet spinning technique. This structure allows alginate fibers to be flame retardant, acid resistant, and possess good targeted antibacterial properties by uniformly dispersing a precise quantity of urushiol in sodium alginate solution. 109
The synergistic impact between fibers provides a straightforward but efficient method for creating flame-retardant lyocell (FRL) and calcium alginate (FRL/Ca-Alg) composite paper. It was found that Ca-Alg releases a significant amount of CO2 before ignition, which delays the composite paper’s ignited time; FRL lowers the composite paper’s effective combustion heat during combustion; and the compact char that FRL forms effectively prevents Ca-Alg from smoldering during the final stage of combustion. Based on these results, a hypothesis is made on the composite paper’s synergistic flame-retardant activity. 110
A new fire-resistant composite hydrogel (FRCH) was developed using expandable graphite (EG), calcium alginate (CA), and polyvinyl alcohol. Due to controlled water evaporation and significant heat removal, the resulting FRCH material showed notable flame retardancy. In the meanwhile, the hydrogel’s EG expanded to prevent heat transmission when it came into contact with fire. The results showed that FRCH’s peak and total heat release rates decreased from 264.9 to 67.2 W/g and 15.4 to 12.1 KJ/g, respectively. 111
Cellulose
One of the most vital parts of plant cell walls, cellulose is a naturally occurring organic molecule that is among the most prevalent on the planet. Cellulose is a linear homopolymer with a degree of polymerization between 1000 and 30,000 and consists of glycosidic bonds composed of D-glucose units. On the surface, around 100 billion tons of cellulose are produced by different plants. A layer of coal forms during the breakdown of cellulose and at temperatures as high as 800°C, and two mechanisms take place, first, the aliphatic groups begin to decompose rapidly, and in front of benzene rings and eruptions in a dense phase are increasing.112,113
Using unidirectional freeze-drying processes, they created a “robust soft” anisotropic aerogel of nanofibrillated cellulose. When squeezed in liquid nitrogen (196°C), NFC-Si-T (anisotropic nanofibrillated cellulose aerogel) aerogels bounce back fast and have a high axial Young’s modulus. Additionally, NFC-Si-T aerogels showed low average thermal conductivity (0.0280.049 Wm-1 K-1) and anisotropic thermal insulation. MTMS (methyltrimethoxysilane) and TsOH (p-toluenesulfonic acid) are added to NFC-Si-T to improve its ability to block heat and the volatile pyrolysis products of cellulose. Consequently, NFC-Si-T’s LOI rose to 42.651%, demonstrating exceptional flame resistance. It has also been suggested that NFC-Si-T aerogels have a flame-retardant mechanism. These exceptional qualities suggest that the NFC-Si-T aerogels can be modified to meet a range of thermal insulation needs. 102
This work developed a straightforward and affordable method for creating flame-retardant tubular cellulose aerogels with enhanced strength and thermal-insulating qualities, based on the inherent tubular structure of kapok fibers. A novel tubular construction with diameters of around 13 m, a low density of 41 mg cm−3, and a compressive strength of 32 MPa was found in an optimized sample. The gaseous voids in this special tubular structure prevent heat-transport routes from being transmitted, resulting in a low thermal conductivity of 0.054 Wm−1 K−1 and a 37.4°C improvement in heat preservation when compared to a pulp aerogel without a tubular structure. Heat transfer was limited and flammable volatile substances were efficiently confined by the hollow fibers. A robust, clay-reinforced carbon barrier prevented flames and oxygen from penetrating the aerogel and also severely inhibited the outflow of volatiles. The existence of two structural barriers, the barrier action of montmorillonite (MMT), and the catalytic carbonization impact of phosphate all worked together to prevent direct ignition of the optimized sample. In comparison to the pristine aerogel, this specimen’s PHRR and THR values were 53.11 kW m−2 and 5.51 MJ m−2, respectively, meaning decreases of 73.33% and 49.51%. 114
Strong flame resistance is demonstrated by the BHL-PCNF film’s ability to retain its structural integrity for up to 25 seconds when burnt against an alcohol lamp flame (700 °C–800°C). In the meantime, the BHL-PCNF film’s peak heat release rate (PHRR) and total heat released (THR) are significantly lower than the original, at 87.3% and 86.6%, respectively. 115
A straightforward method for creating phosphine oxide macromolecular physical networks was created to permanently change cellulose fibers. Following a combination of Michael adducts (trivinyl phosphine oxide (TVPO) and cyclic amines (piperazine and 2,4,6-tri (piperazine-1-yl)-1,3,5-triazine)), the cellulose fibers underwent a click crosslinking reaction that was initiated by steaming, microwave, or dry heat. The solution maintained its homogeneity and exhibited good phosphorus (P) retention (>95%) even after 50 washing cycles. At 2 wt percent P, the treated cotton passed the Swiss vertical flammability test and showed exceptional fire retardant properties with a limiting oxygen index of >27%. Analysis of the generated gases during the heat disintegration of treated cellulose provided evidence for both the condensed and gas phase processes. The flame retardant treatment was subsequently expanded to include antibacterial properties by in situ synthesis of silver nanoparticles inside the cellulose fibers using a single-step procedure, demonstrating the adaptability of this cutting-edge treatment method. 116
As building blocks for very porous foams with remarkable thermal insulation qualities, CNFs have been produced. CNF foams were limited in their practical uses due to their flammability and poor mechanical performance. Using this method, flame retardants for methyltrimethoxysilane cross-linked CNF foams were studied, along with the biopolymer sodium alginate and nontoxic boric acid and borate.
It was found that their combined actions prevented CNF foams from igniting. The composite foams had a much higher limited oxygen index (up to 39.5%) and were self-extinguished. 117
By dissolving cellulose-rich fibers and then precipitating them, model cellulose gel beads were created. Chitosan and sodium hexametaphosphate were used to LbL-treat the beads. The char-forming capabilities were examined using thermal gravimetric analysis. The coating demonstrated a particular pattern of micro intumescent activity and increased the char emission in nitrogen by up to 29% when heated. 10–20 BL is shown to be the ideal range. Thus, the well-defined model cellulose gel beads offer a novel scientific approach to both elucidating the fundamental effects of different film constituents and refining film composition. 118
A new reactive flame retardant coating called ammonium salt of N, N-dimethylene-piperazine-(methylphosphonic acid) (ASNDP) was created and applied to pure cotton textiles to increase their anti-burning properties. With a weight rise of 17.4 0.3%, the LOI value of the sample coated with ASNDP (450 g/L) climbed to 29.5 0.1%, while the total heat release value was 3.7 0.1 MJ/m2. Coated cotton textiles’ thermal and thermo-oxidative resilience were examined using thermogravimetric analysis. Coated cotton textiles’ integral procedural decomposition temperature (IPDT) rose from 610.1 to 1402.8°C in a nitrogen environment, indicating that ASNDP decreased thermal degradation of the fiber unit by promoting the creation of the char layer. 119
An eco-friendly technique for vacuum freeze-drying is used to create a novel biomass-based aerogel, and a simple method for improving when cellulose nanofiber aerogels are modified with graphene oxide (GO) and montmorillonite is given. By creating a barrier that keeps the composite aerogel from coming into touch with outside oxygen, GO and MMT provide the flame-retarding action. Specifically, the high-temperature thermal reduction property of GO is used to develop a fire alarm system that might provide an ultrasensitive and reliable fire-warning signal. A CNF-MMT-GO 50% fire alarm may be set off in around 1.9 seconds and last for over 137.0 seconds when the aerogels are assaulted by fire. 120
In order to valorize two biomass products—namely, CNFs and LS-containing black liquor from the sulfite pulping process—a straightforward method for creating CNF/LS/CaCl2 self-standing membranes by dispersion-casting was created. Our theory would be confirmed if the CaCl2 were added to the LS deposition on weakly charged CNFs, producing stable and inhomogeneous nanocomposites with consistent functional properties. While CNFs offer support by acting as mechanical enhancers inside the composite, the inorganic component encourages moisture absorption and causes LS precipitation on CNFs. By leaving a 100 wt percent residue after combustion and complete UVA and UVB absorption above a certain concentration threshold, the LS effect, which is concentration-dependent and leads to aggregation at one point, also positively and synergistically contributes to flame retardancy and UV shielding performance (with the CaCl2 component). Resistivity experiments verified the CNFs’ high resistance, which was significantly reduced by adding CaCl2. 121
The primary building blocks for a polyvinyl alcohol/ammonium phosphate flame retardant (PVAAP) for cotton textiles were polyvinyl alcohol and phosphoric acid. The cotton fabric treated with 24% PVAAP had a limiting oxygen index of 42.1. The limiting oxygen index remained quite high (26.3) after 50 normal washing cycles, indicating that the 24% PVAAP might be employed as a long-lasting flame retardant. 122
Cotton fibers are mostly made up of the cellulose biological macromolecule, which is extremely combustible, limiting its use in fields that require flame retardancy. Using the padding-baking approach, a high-efficiency, durable flame retardant (THPO-P) containing phosphine oxide groups and ammonium phosphate ester was created and chemically attached to cotton fabric to provide it remarkable durability and flame retardancy.
THPO-P has high flame-retardant effectiveness, and cotton fabric with self-extinguishing qualities could be made with just a 5.9% addition. The treated cloth’s durability and fire safety were enhanced by the 19.9% addition. The overall heat release and peak heat release rate values dropped by 77.1% and 91.8%, respectively, as compared to immaculate cloth. Its LOI value stayed at 33.4% even after 50 washing cycles, which is significantly higher than the flame-retardant requirement. 123
MIL-125(Ti)-NH2 nanoparticles (MNPs) may grow and attach more readily in regenerated cellulose hydrogel because of its porous structure, which also functions as a nanoreactor and stabilizer.
The limited oxygen index (LOI) of bioplastics (MNP@CBPs) increased from 21.95% to 27.01%. The hot-pressing process increases the MNP@CBPs’ resistance to water and liquid penetration. 124
Microcrystalline cellulose (MCC) functionalization is a key method for expanding its applications. MCC was functionalized via phytic acid for improved flame retardancy in this study. The limited oxygen index (LOI) of MIL-125(Ti)-NH2@cellulose-based bioplastics (MNP@CBPs) increased from 21.95% to 27.01%. The hot-pressing process increases the MNP@CBPs’ resistance to water and non-aqueous liquid penetration. The PA-modified MCC, which was generated at 90°C with 50% PA and a 1:3 MCC to PA weight ratio, showed early thermal dehydration, quick char formation, and low heat release capabilities. 125
To create a novel environmentally friendly flame-retardant nanocomposite (N-M41), we combined dialdehyde cellulose (DAC) with amino-functionalized mesoporous silica MCM-41. Spherical N-M41 nanoparticles were successfully created in a one-pot synthesis using tetraethyl orthosilicate and (3-aminopropyl) triethoxysilane (APTES). The carbonyl group of DAC and the NH2 of APTES then underwent a Schiff base reaction to coat the nanoparticles with different concentrations of DAC. According to the results of the DTA and TGA study, silica may effectively boost the produced nanocomposite’s char yield, reduce heat release, and enhance its fire performance. 126
In order to produce a variety of lightweight, hydrophobic, and fire-resistant foams, cellulose was first activated with phosphoric acid. The cellulose suspensions were implanted with dolomite clay using gelatin/tannin as an adhesive and then freeze-dried. In order to enhance their water-repealing capabilities, foam samples were spray-coated with an environmentally friendly silicone rubber (RTV) solution to increase their water contact angle and wettability time. The water contact angle and wettability time of both coated foam samples were examined. At low concentrations, dolomite improved the flame retardancy of foam of cellulosic, however at high concentrations, the fire retardant property was reduced due to excessive heat transfer. Silicon rubber was added to the sample to enhance the cellulose-dolomite foam’s capacity to resist water and to with stand fire. So, using a solution of RTV and spray-coating under ambient conditions, the simple manufacture of foam has been created, with water contact angles ranging from 97.8 to 162.4° and sliding angles ranging from 13° to 8°. 127
Composite foams of phytic acid, guanazole (GZ), and CNF were created using a straightforward freeze-drying process. With a significantly higher LOI value and a UL-94 V0 rating, PA-GZ-CNF composite foams demonstrated remarkable flame retardancy as compared to pure CNF foams. Additionally, PA-GZ-CNF composite foams’ total heat release dropped from 2.10 to 1.21 MJ/m2, while their peak heat release rate dropped from 57.80 to 29.27 kW/m2. By creating a protective char layer on the surface, the PA-GZ-CNF composite foams reduced the amount of volatiles produced by thermal breakdown and stopped the spread of pyrolysis products into the gas phase. 128
In order to create the composite, a waterborne polyurethane (WPU) matrix was first filled with phosphorus-silicon functionalized cellulose nanocrystals (FCNC) filler. Following the covalent grafting of the components containing phosphorus and silicon onto its surface, the FCNC dissolved readily in both water and the WPU matrix. Among prepared films, a UL-94 rating of V-2 and an index of limiting oxygen (22.9%). Additionally, the WPU-FCNC3 composite showed a high transmittance of 92.2% and greatly decreased heat loss during combustion. The present work opens the door for the creation of composite coatings that are robust, transparent, and flame-resistant. 129
In epoxy resins, the cellulose, phosphorus, and Ferrum combination (Cell-PFe) was successfully created and used as a flame retardant. The inclusion of carbon and acid sources gives the Cell-P-Fe superior flame retardant and thermal stability properties. EP/Cell-P-Fe composites with 10% Cell-P-Fe show noticeably higher LOI and UL-94 values than Ferrum-free flame retardants. When flame retardants were applied at a concentration of 10.0 wt percent, the char yield for EP/Cell-P-Fe composites rose to 29.1 wt percent, demonstrating improved thermal stability at high temperatures. 130
DNA showed considerable flame retardant capabilities when mixed with CA. These qualities include a decreased CO generation rate and a reduced rate of peak heat emission. The DNA additive’s action is intriguing because DNA breakdown products could explain why this is happening. Volatiles such as formaldehyde, acetic acid, H2O, CO2, and NH3 were produced as breakdown products when CA and DNA were thermally degraded at high temperatures. It is important to investigate the possible stabilizing effects and byproduct formation of other frequently used additives, including plasticizers and stabilizers, on the flame retarding properties of DNA in CA polymers. 35
The inclusion of C12H9OP and cinnamoyl chloride linked to the backbone of cellulose resulted in a strong technique for increasing the inherent flame retardant of cellulose, namely DOPO-cinnamoylcellulose (DCC), which is flammable. It demonstrates a sharp decline in both the pace and total amount of heat output. Meanwhile, open flame combustion has shown that after DOPO has been modified, it can self-extinguish soon after being ignited. According to microcalorimetric analysis, the THR decreased from 14.1 KJg−1 to 3.6 KJg−1 and the PHRR value decreased from 159.7 Wg−1 to 39.83 Wg−1. From 18 to 31, the LOI decreased throughout the combustion phase. 131
The flame retardancy fabric was functionally screen-printed with single-walled carbon nanotubes and phosphorylated nanocellulose fibrils to enhance its thermal resistance and thermophysiological comfort, as well as to add electrical conductivity and UV protection. Both-sided printed fabric produced enhanced heat transfer (by 25%), enhanced thermal resistance (shift of degradation temperature by up to 18 C towards a higher value), and UV protection without altering the fabric’s color due to the synergistic effect of PCNF and SWCNTs. 132
Lignin
Among the aromatic polymers, lignin is the second most prevalent natural polymer after cellulose. This polymer gives plant cell walls their strength and integrity as well as their waterproof quality. 133 Decomposition with thermal of lignin is performed in two main stages and a relatively high-temperature range of about 200 to 500°C. Lignin has a different decomposition mechanism compared to other biomass components. The weight loss associated with lignin occurs between 100 and 180°C and is caused by the dehydration of the water molecules that are bonded to the raw material. The second stage of thermal decomposition begins at 200°C and involves the decomposition of molecules with a low molecular weight from the propanoic side chain. Further degradation of lignin continues between 275 and 450°C due to decomposition in the main C-C bond chain or cutting of aryl ether. It causes a lot of methane to be released. At temperatures above 500°C, condensation of the aromatic structure occurs and leads to significant char yield production.134,135
To improve the flame retardant performance of the epoxy resin, a renewable and environmentally friendly lignin-based flame retardant was developed utilizing a simple and green one-step synthesis combining ammonium polyphosphate (APP), melamine (MEL), and Al-lignin. Thermal and flame retardant properties testing showed that adding 20% flame retardant significantly improved the epoxy resin’s characteristics. Its limit oxygen index value increased from 26.7 to 36.1%, and its carbon residue increased by 15.3 wt percent. It also has a low rate of heat release and an excellent smoke suppression effect. Its total heat release (THR) was 53.1 MJ/m2, and its total smoke output was 9.9 m2. In contrast, EP has TSP and THR that are significantly higher than 9.9 m2 and 53.1 MJ/m2, respectively. A kinetic study revealed that activation energies ranging from 97.83 kJ mol−1 to 327.45 kJ mol−1 were correlated with conversion rates between 0.05 and 0.85. According to the flame retardant mechanism, this ecologically benign and renewable lignin-based flame retardant proved effective in suppressing smoke and flames. 136
A new and eco-friendly lignin-based surfactant sodium lignosulfonate (SLS) modified layered double hydroxide (LDH) flame retardant (LDH-LS) was created by a co-precipitation technique. It was then melted into a polypropylene matrix to create PP and LDH-LS composites (PP/LDH-LS). According to cone calorimetry measurements, PP/LDH-LS composites had lower peak heat release rates (PHRR), total heat releases (THR), and total smoke releases (TSR) than neat PP by 62.9%, 25.1%, and 43.3%, respectively. Additionally, the PP/LDH-LS had a LOI value of 29.4% and a UL-94 V0 rating at 20 wt percent loading, whereas the PP/LDH only had a LOI value of 25.2% and a UL-94 V-2 rating. These improvements in flame retardant properties are caused by the well-dispersed LDH-LS and the synergistic flame retardancy between LDH and SLS. 137
A green functional lignin-based nanofiller (lignin-diethylenetriamine/red phosphorus nanoparticles, Lignin-N-P NPS) was produced by chemical modification and co-precipitation. After blending with commercial acrylonitrile butadiene styrene copolymers (ABS), the Lignin-N-P NPs/ABS blend exhibits acceptable processability, mechanical properties, and significantly improved thermal stability and fire performance, according to its physical, chemical, and flame retardant properties. Both the total heat released per unit area and the peak heat release rate were decreased by 77.5% and 67.8%, respectively. This study will result in a new design for flame retardants and lignin-based materials. 138
Alkaline lignin, sodium lignosulfonate, and enzymatic hydrolysis lignin were used to significantly improve the thermostability and flame retardance of PU foams. By producing thick and expanding char, radical capture, and inert gas dilution to protect the PU foam from heat and fire, the AL or LS-covered PU foam could exhibit improved flame retardance and the limited oxygen index could rise to 28.4%. At 900°C, the coated PU foam maintained 44% of its weight, indicating a significant improvement in thermostability. The potential of lignin to modify the thermal breakdown and burning behavior of PU foams in the condensed phase (char formation) and gas phase (inert gas dilution), as well as radical quenching (phenolic groups) and S–N synergism, was identified as the flame retardant mechanism of lignin/PU foam. 139
Fe3+ was employed to chelate the copolymer of alkali lignin and polyacrylamide that was produced via graft copolymerization. When creating flame-retarded poly (butylene succinate) (PBS) composites with IFRs, the lignin chelate with a star structure that was produced was used as a catalyst and synergistic agent. A composite UL-94 V0 rate and a limited oxygen index (LOI) value of 36.2% were obtained.
In comparison to 75P/25I, the char residue mass of 75P/24I/1 LC rose by 35.7%. Additionally, SEM images showed that a more compact, continuous, and smooth 75P/24I/1 LC char layer may form during combustion. When 75P/24I/1 LC was compared to PBS, its peak heat release rate (PHRR) and total heat release (THR) decreased by 58.9% and 9.9%, respectively, and to 75P/25I, they decreased by 10.3% and 4.8%, respectively. 140
In order to create flame-retardant poly (butylene succinate) (PBS) composites with IFR, lignin/montmorillonite (LM) nanocomposites were created by intercalating lignin colloid particles into the layer space of montmorillonite.
For 75P/22I/3LM, a UL-94 V0 rate and a 36.5% LOI value could be obtained at the same time. TG-IR tests showed that the addition of lignin increased the quantity of inert gas produced. Under the catalytic influence of APP, MMT and lignin may form a layer of carbonaceous silicate, increasing the amount of char residue that remains after burning. According to a cone calorimeter research study, 75P/22I/3LM’s peak heat release rate, total heat release, and total smoke output decreased by 57.4%, 28.7%, and 33.8%, respectively, in comparison to pure PBS. 141
A straightforward and eco-friendly method for creating lignin-based epoxy resins would be perfect. Alkali lignin and glyoxal, respectively, show promise as sustainable and renewable alternatives to formaldehyde and phenol. Their potential for one-pot synthesis of lignin-phenol-glyoxalnovolac epoxy resins is demonstrated.
LPG-NERs are functionalized with an N, S-modified 9, 10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide material, which is produced via a nucleophilic reaction between DOPO and an intermediate amount of flame retardancy that contains N, S. By reducing crosslinking and weakening mechanical properties, the addition of lignin and SBD to the epoxy network produced exceptional flame retardancy, including vapor and condensed phases, as determined by LOI (34.5%), UL-94 (V0 rating), and cone calorimetry tests. 142
Composites comprising MWCNTs and lignin-based phenolic foams were made using in situ polymerization. MWCNTs reduced the heat release rate, total heat release, and mass loss rate of PFs while increasing their limiting oxygen index by up to 44.2%. This is because the surface of the MWCNTs composite PFs may form a thick coating of partially burnt black carbon during burning, which serves as a flame retardant and isolates the composite material from outside heat and air. MWCNTs can somewhat lower L20PFs’ thermal conductivity. 143
To increase the fire resistance of intumescent flame retardant polypropylene containing hydroxymethylated lignin, fly ash (FA) was used as a synergist. The addition of 0.5% loading quantity of fly ash significantly increased the flame retardancy of the PP composite (0.5FA/IFR/PP). Furthermore, the UL-94 vertical burning rate improved from V-2 to V0, and the LOI value rose from 28% to 33%. By adding fly ash, the peak heat release rate of pure PP was lowered by 58.0%. Moreover, the char residue for 0.5FA/IFR/PP was much higher, and the emission of CO2 and CO was greatly decreased. The fire resistance of the PP composites was significantly improved. Based on the analysis of charring residues, a potential flame retardant mechanism was postulated. By adding fly ash, a denser and more intact char layer was created, which is important since it lowers the quantity of heat and flammable gases generated when the suggested matrix burns. 144
The introduction of nitrogenous and phosphorus components resulted in the effective synthesis of intumescent lignin flame retardancy (Lig-T), a lignin-based intumescent flame retardant. This flame retardant was created by combining the carbon supply, acid source, and gas source to provide strong flame retardancy. The thermal stability and flame retardancy of EP/Lig-T composites at different mass fractions were assessed using cone calorimetry, with a focus on the smoke and heat release laws to replicate the circumstances of a real fire disaster. The findings showed that when the mass fraction of Lig-T was 20%, the composites exhibited a peak heat release rate of 1960 kW/m2, a total heat release of 60.80 MJ/m2, and a total smoke emission of 1634 m2/m2. All of these figures demonstrated a downward trend when contrasted with values for pure epoxy resin. Additionally, at the end of combustion, the amount of residual char produced increased from 4.26 to 10.01 wt percent. Lignin can be used as a carbon source in intumescent flame retardants to improve their carbon-forming effect at high temperatures, which will result in the formation of a stable and dense carbon layer structure during combustion, according to the gas and condensed phases’ synergistic flame retardant mechanism. 145
Starch
Starch has a chemical formula with cellulose because it also includes D-glucose units. Plants produce this polymer as an energy storage material, and it is processed into minute granules with diameters ranging from 1 to 200 m. In starch polymer, there are two types of macromolecules: amylose, which is a linear polymer with glucose units joined by 1-4 linkage, and amylopectin, Which has glucose units joined by linkages 1-6 to form a branching polymer. An estimated 70 million tons of starch are produced annually worldwide. With the use of enzymes or acids, native starch may be transformed into non-complex carbohydrates such as dextrins. Cyclodextrin is one such example, which is produced by bacillus amylobacter bacteria degrading starch. Fermentation is another method for converting starch into compounds. Fungi such as Aspergillus terreus, for example, can convert glucose or molasses into itaconic acid. Similarly, when grape stock is fermented to form wine, tartaric acid is produced. Both tartaric acid and itaconic acid are utilized as raw ingredients in the production of flame retardants. For intumescent formulations, Maqsood et al. looked at cornstarch as a bio-based carbonization agent as a feasible biodegradable alternative to pentaerythritol and PLA/starch composites. The mechanism of intumescence was investigated, with results revealing phosphorylation catalysts to make esters of phosphate, which finally dried the starch and produced up to 43% residue in the form of a char structure.55,146–148
Using starch, distarch phosphate (DSP), and hydroxypropyl starch phosphate (HPDSP) as “green” carbon sources in conjunction with ammonium polyphosphate (APP) to create flame retardant reconstituted tobacco sheets (RTS) through the papermaking process, the impact of these starch-based flame retardants on their thermal degradation and combustion properties was examined. FTIR and MS studies of gaseous products further reveal that modified RTSs emit fewer hazardous chemicals, such as compounds of carbonyl. Lastly, the study on cigarette burning cones showed that compared to pure RTSs, modified RTSs—in particular, APP-HPDSP-RTS—had a slower combustion rate, a smaller burning cone volume, and a lower burning temperature. Therefore, in the tobacco industry, the nanocomposite of starch-based flame retardants is a practical method to lower cigarette combustion temperature and the health risks related to smoking. 149
Using a spray-assisted layer-by-layer assembly, polyurethane foam was coated with cationic starch and montmorillonite nano-clay to create an environmentally safe, high-performance flame-retardant coating agent. It was proven that when the layers were layered, the cationic starch/MMT coating layer’s thickness increased steadily. Crucially, an additional cone calorimeter test was performed to examine the flame-retardant coating layer’s endurance when applied in real life following over 1000 compressions, confirming the long-term flame retardancy of the LbL coating.150,151
The creation of a hydrogel composition based on xanthan gum (XG) that is flame-resistant and may be applied directly to the skin to protect against flying bullets. XG and starch, both of which are GRAS-certified and biodegradable, reusable natural ingredients, are effectively used in the hydrogel cream. When adsorbed directly onto the starch delivery vehicle, the flame-retardant agent resorcinol bis(diphenyl phosphate) (RDP) was demonstrated to be harmless to cells in vitro. The compositions of RDP-XG/RDP-starch hydrogel, pure XG hydrogel, and commercial FireIce hydrogel were examined. Following 150 seconds of direct flame exposure, the RDP-XG/RDP-starch hydrogel developed a thick coating of char that was easily removed, exposing intact chicken skin and tissue below. In contrast, samples that were left untreated and those that were coated with FireIce and pure XG hydrogels had complete skin and tissue burning. During the thermal protection performance test, the heat transfer for each of the three hydrogels was evaluated as a function of time. 152
Newspapers and magazines were the two waste paper kinds that we recycled for this study’s multifunctional paperboard sheets. To increase the flame-retardant properties of paperboard sheets, different concentrations of the organophosphorus-silane compound (1, 3, and 5% wt/vol) were treated with and without starch (0.2 wt/vol). The thermal proofing characteristics of paperboard sheets were changed following treatment with an organophosphorus silane chemical and a starch/organophosphorus silane biocomposite. The findings showed that to make paperboard sheets fire retardant, a minimum concentration of 3% (wt/vol) was needed. 153
Improved cell biodegradability, adherence to the green chemistry tenets, widespread availability, and simplicity of separation are only a few benefits of natural biomass. When utilized as a shear-thinning fluid in a collision, starch’s non-Newtonian properties enhance worker safety and lessen thermal runaway. In addition to decreasing the freezing point or vapor pressure, the cell’s thermal stability is enhanced by creating an upward shift in the temperature limit, which damages the passive layers irreparably. 154
Polyurethane foams containing starch meres in the polyol structure are combustible. Their oxygen index ranges from 19.3 to 20.5%, and their blazing rate ranges from 2.25 to 12.50 mm/s. Melamine and phosphoric acid esters are examples of additive flame retardants used to create self-extinguishing PUFs with oxygen indices of 22.9–24.4. Combustion microcalorimetric studies have shown that flame retardants applied to starch-based PUFs extend the time of ignition in comparison to non-modified PUFs. The kind of PUF determines the heat of combustion; the PUF modified with melamine and produced from polyether S: GL: PC = 1:6:6 has the lowest heat of combustion. 155
To increase polypropylene’s fire safety, starch-based and green flame retardant (SSPM) has been created. Furthermore, the goal of using starch as a bio-based char-forming element was to substitute the expensive and unsustainable carbon source that comes from petroleum. As-prepared SSPM demonstrated strong thermal expansion capacities at 600°C, with 44.7% char residue, according to thermal degradation tests. Melting and incorporating 30 phr SSPM into PP allows PP composites to get a UL-94 V-1 grade and a 26.4% LOI value. 156
Ecofriendly flame-retardant composite synthesis
Bio-based fire-safety
Eco-friendly bio-based alginate is one of the fibers that is naturally flame-retardant. In alginate/viscose-blending nonwoven materials, can the inclusion of alginate fibers enhance flame resistance and lower smoke emissions?
Viscose and alginate were successfully combined to generate nonwoven textiles in an environmentally friendly and pollution-free way. Alginate fibers improved the viscose/alginate-blended nonwoven fabrics’ thermal stability in the higher temperature range while lowering it in the lower temperature range. According to TG-FTIR data, the incorporation of alginate fibers strengthened the flame-retardant properties of viscose/alginate-blended nonwoven textiles by lowering the amount of inflammable emissions produced and raising the amount of nonflammable emissions emitted. 157
Bio-based aerogel
Because of its high porosity, low thermal conductivity, ultra-lightweight structure, and superior thermal insulation performance, aerogels are presently widely employed in the domains of fire resistance and thermal insulation.87,158 There are still several challenges in creating bio-based aerogels with superior mechanical strength and flame resistance. However, the lightweight, porous, biomass-based materials produced during the freeze-drying process should be referred to as “bio-cryogel”.159,160
Through the use of an ecologically friendly freeze-drying and post-curing process based on polyvinyl alcohol crosslinked with melamine-formaldehyde, a new polymeric aerogel with high strength, intrinsic flame retardancy, and cost-effectiveness was produced under aqueous circumstances. When combined with the additional rigid melamine-formaldehyde network, PVA-based aerogels demonstrated a significantly lower rate of degradation and a sharply lower peak heat release rate in cone calorimeter tests. They also benefited from the unique infrastructure of rigid melamine-formaldehyde segments and flexible PVA segments that resulted from this combination. The polymer aerogels received a V0 rating and a limiting oxygen index of 36.5% in the UL-94 test. 49
A straightforward and eco-friendly technique for creating calcium alginate/silver chloride (CA/AgCl) nanocomposites with antibacterial and flame-retardant qualities is offered. A range of characterization methods and antibacterial tests were used to investigate the flame-retardant and antibacterial properties of the CA/AgCl nanocomposites. The limiting oxygen index value (>60%) of the CA/AgCl nanocomposites with a UL-94 grade of V0 was much greater than that of CA (48%). 105
The main results of thermogravimetric and flammability data for bio-cryogel samples.
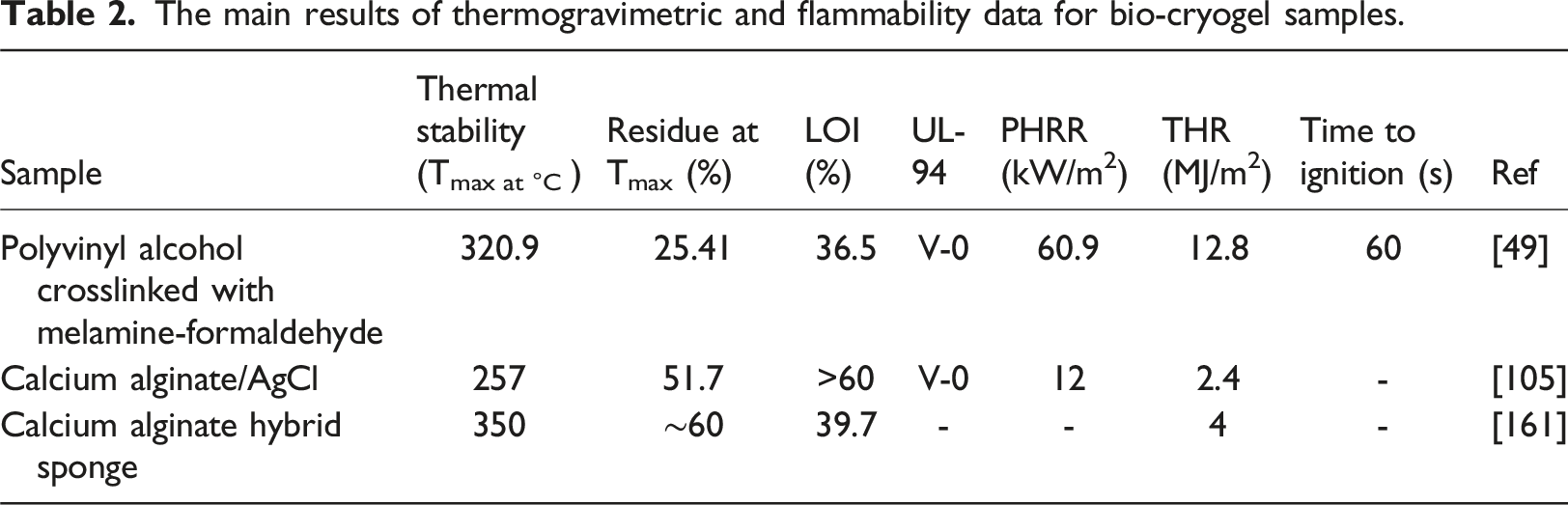
Conclusions and future perspectives
In recent years, flame retardant technology based on green compounds has become widely employed in the production of composites of polymers due to its great fire resistance, environmental friendliness, low price, prevention of harmful products, strengthening effect, and adaptability. It is relatively simple to use biomacromolecules like hydrophobins, caseins, whey proteins, and deoxyribonucleic acid as environmentally friendly substances in fire retardant compounds, and the designed procedures can be used. The low toxicity and environmental effect of biomacromolecules make them one of the most important benefits of using them in flame retardant applications. To make the necessary products, these materials normally require very small volumes of organic solvents at low concentrations. The flammability of these materials, which is even equivalent to phosphorus inhibitors, has also yielded significant results.
Polysaccharides are one of the most common polymers found in nature. These are biodegradable polymeric materials with a lot of potential as ecologically friendly polymers. They’re also good candidates for creating stable flame-retardant chemicals.
Aerogels are increasingly widely employed in the fields of thermal insulation and fire resistance because of their high porosity, low thermal conductivity, ultra-lightweight structure, and high thermal insulation performance. There are still several obstacles in the way of developing bio-based aerogels with high mechanical strength and flame retardancy. The word “bio-cryogel,” on the other hand, should be used to characterize the material’s porous and lightweight biomass-based products produced during drying.
Lastly, adding flame-retardant chemicals to polymer compositions is one of the most effective and economical ways to increase fire safety. Various forms of flame retardancy compounds have been employed to promote flame retardancy in polymers in recent years. Environmentally friendly flame retardants with specified “green” qualities and fire performance comparable to conventional flame retardant chemicals have been the subject of extensive and detailed investigations done by academic and industrial researchers. Halogens, phosphorus compounds, polymer-inorganic compounds, and boron-based chemicals are the most common flame retardants. Halogenated materials are known to be among the most efficient and commonly used flame retardant compounds, yet it has been established that these environmental compounds remain volatile, posing bioaccumulative and toxicity hazards to animals and people.
Therefore, it seems that the high fire protection properties provided by these green compounds, together with their safety and environmental properties, are a strong beginning place for creating flame retardancy substitutes for polymer products based on environmentally harmful compounds, and expensive and complex synthetic methods with current toxic solvents.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest concerning the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.