
Abstract
This study presents a sustainable approach for the epoxidation of red palm oil (RPO) using a natural zeolite catalyst via an in situ peracid mechanism. The process addresses the limitations of conventional homogeneous acid systems by reducing corrosive waste and improving catalyst recoverability while valorizing an underutilized palm fraction. The effects of temperature and hydrogen peroxide concentration on oxirane formation were evaluated through oxirane oxygen content (OOC) and relative conversion to oxirane (RCO). The optimum temperature of 65°C produced the highest RCO (≈25–30%) at the early reaction stage, while excessive oxidant and prolonged reaction time promoted oxirane ring opening. FTIR analysis confirmed the formation of epoxy groups, and kinetic modeling showed excellent agreement with experimental data (R2 = 0.9778; Error = 0.0469). The synthesized epoxidized RPO demonstrates strong potential for application in bio-based polymer systems, including polyols for polyurethane production, plasticizers, coatings, and environmentally friendly resins, highlighting its relevance for sustainable industrial applications.
Introduction
The increasing emphasis on sustainable chemical processing has driven interest in the efficient utilization of palm oil–derived feedstocks. 1 Red palm oil is a naturally pigmented palm oil obtained through mild processing that preserves its high content of bioactive compounds, including carotenoids, tocopherols, and tocotrienols. 2 These components not only contribute to its characteristic deep red colour but also impart strong antioxidant properties. 3 From a chemical engineering perspective, red palm oil is rich in unsaturated fatty acids, providing abundant reactive double bonds that make it highly suitable for functionalisation reactions such as epoxidation. Its renewable origin, combined with its favourable fatty acid profile, makes red palm oil an attractive and sustainable feedstock for the synthesis of bio-based epoxides, polyols, and polymer intermediates in green chemical processing. 4
Epoxidation is a key chemical modification process in which carbon–carbon double bonds in palm stearin are converted into epoxy (oxirane) groups, producing epoxidized palm stearin for applications such as bio-based polymers, plasticizers, stabilizers, and coating materials. 5 Epoxide has been used as an intermediate for organic synthesis of various chemicals such as alcohols, glycols, olefinic compounds, lubricants, plasticizer and stabilizer for polymers due to high oxirane reactivity. 6 Besides that, epoxides that obtained from the renewable raw materials and from their alkyl esters have many usages in daily life such as plasticizers and polymer stabilizers. 7 Epoxidation is a widely studied chemical modification reaction that introduces an oxirane (epoxy) ring into the carbon–carbon double bonds of unsaturated lipids to enhance their reactivity and broaden their industrial applications as bio-based intermediates for polymers, plasticizers, and lubricants. 8
Palm stearin, a solid by-product of palm oil fractionation rich in unsaturated fatty acids such as oleic and linoleic acid, offers a promising renewable feedstock for epoxidation due to its abundance and reactive unsaturation sites. 9 In a recent study, the catalytic epoxidation of palm stearin was carried out an in situ peracetic acid mechanism, where hydrogen peroxide and acetic acid generated the active peracid oxidant that reacted with the unsaturated fatty acid moieties of palm stearin to form epoxidized products. 10 Numerical kinetic modeling plays a crucial role in describing the reaction behavior of palm stearin epoxidation by translating experimental data into mathematical rate expressions. 11 Such models enable accurate prediction of concentration profiles and provide a foundation for systematic process optimization and reactor design. Given the nonlinear nature of the reaction kinetics and the presence of multiple competing reactions, conventional parameter estimation methods may be insufficient.
Bio-based epoxides derived from vegetable oils have attracted increasing attention as renewable intermediates for polymeric materials such as plasticizers, stabilizers, coatings, and resin systems.12,13 Nevertheless, industrial epoxidation processes still largely depend on homogeneous mineral acid catalysts, which introduce operational challenges including corrosion, complex downstream separation, high wastewater generation, and limited catalyst reusability. Moreover, existing research has mainly concentrated on refined palm oil fractions such as palm olein and palm stearin, while red palm oil (RPO), a nutritionally rich palm fraction with substantial unsaturation, remains insufficiently explored for oleochemical valorization. Several studies have reported the epoxidation of vegetable oils using both homogeneous and heterogeneous catalytic systems; however, studies specifically focusing on red palm oil remain limited. Previous works have mainly emphasized the epoxidation of common edible and non-edible oils, while the utilization of red palm oil, despite its high unsaturation and potential as a renewable feedstock, has received comparatively less attention. Therefore, expanding the discussion of earlier studies helps establish the current research gap and highlights the need for further investigation into environmentally benign catalytic systems for red palm oil epoxidation.
In this work, a new and sustainable epoxidation strategy for red palm oil is developed using natural zeolite as a heterogeneous catalyst through an in-situ peracid reaction pathway. The employment of natural zeolite offers an environmentally friendly alternative to conventional mineral acids by enabling easier catalyst recovery, minimizing corrosive effects, and reducing process-related environmental burdens. In addition, the transformation of red palm oil into bio-epoxide products establishes a novel utilization route for this underexploited palm fraction. This study therefore provides one of the earliest systematic investigations into natural zeolite-catalyzed epoxidation of red palm oil, contributing new insights into its catalytic behavior and potential application as a sustainable feedstock for bio-based polymer production as summarize in Figure 1. Schematic of epoxidation.
Materials and method
Chemical and materials
Red palm oil was used as the main vegetable oil reactant, purchased from Chung Chemical Sdn. Bhd., while acetic acid (85%) and hydrogen peroxide (30%) were obtained from Merck Sdn. Bhd. For the titration process, hydrogen bromide (48%) was supplied by Qrec Sdn. Bhd., together with crystal violet indicator and glacial acetic acid (100%) used as additional reagents. Natural zeolite of the clinoptilolite type was purchased from MM Biomass Sdn. Bhd.
Epoxidation of red palm oil
Initially, 50 g of red palm oil is mixed with acetic acid at a selected molar ratio of acetic acid to red plam oil fatty acids within the range of 0.5–1.5 in a 300-mL water-bathed beaker. The reaction vessel is equipped with a magnetic stirrer and placed on a hot plate. The mixture is stirred at 200–400 rpm and heated to a controlled temperature between 55 and 75°C. Throughout the reaction, the temperature is closely monitored to prevent excessive heating, vapour loss of acetic acid (boiling point 118°C), and potential runaway reaction. A fixed catalyst loading of 0.2 g was employed in this study, selected based on commonly reported ranges in the literature (0.1–0.5 g) for similar epoxidation systems. The epoxidation reaction was carried out via in situ formation of peracetic acid from acetic acid and hydrogen peroxide. The generated peracetic acid subsequently reacts with the carbon–carbon double bonds of the oil to form oxirane groups.
Determination of oxirane content (OOC)
The oxirane oxygen content (OOC) is determined through the titration of epoxy groups with hydrobromic (HBr) acid in glacial acetic acid, according to the AOCS Tentative Method Cd 9-57. 14 This test examines the effect of processing variables on the reaction rate and the yield of the epoxidized palm stearin. OOC is determined by adding a sample containing 3 g of the sample in combination with 10 ml of acetic acid to an Erlenmeyer flask. The titration with HBr is continued until the appearance of a green - yellow color. The relative conversion to oxirane (RCO) is determined using the theoretical and experimental OOC, where the experiments are carried out three times. 15 The molar ratio of reactants was calculated based on the double bond content (degree of unsaturation) of the oil.
In this equation, X0 is the initial value of iodine, Ai is the molar mass of iodine, Ao is the molar mass of oxygen, N is the normality of the HBr, V is the volume of the HBr used for blank analysis in milimiter (mL), and W is the weight of the sample as equations (1)–(3).



Fourier transform infrared (FTIR)
In this experiment, the presence of functional groups in the materials was identified with the help of an FTIR spectrometer (Spectrum One, PerkinElmer, USA). The FTIR spectra scan was carried out in the wavenumber range of 400 to 4000 cm^− 1, which lies in the mid-infrared region where the fundamental vibration of the molecule takes place. 16
Kinetic modeling
MATLAB was employed as the computational engine to carry out the numerical integration of the DEs to obtain the corresponding reaction behaviour, as a function of varying catalyst concentrations and temperatures. For the derivation of kinetic parameters, a range of optimization methods have also been adopted, involving the minimization of discrepancies between the simulations and experiments as shown in equations (4)–(6).










The ode 45 solver in MATLAB software based on the fourth-order Runge-Kutta method was used to solve the rate of equations. The reliability of the parameters was verified by minimizing the error ‘e’ between simulation and experimental results. The error function “e” is given by as in below equation (14)

Results and discussion
Natural zeolite
The surface morphology of the natural zeolite (clinoptilolite type) was examined using SEM analysis, as shown in Figure 2. The micrograph reveals an irregular and heterogeneous surface structure with agglomerated particles distributed over a relatively rough matrix. The presence of micro-sized crystalline fragments and porous features indicates a high surface area, which is beneficial for catalytic activity. The rough and fragmented morphology provides accessible active sites that can facilitate the in-situ formation of peracid and enhance the epoxidation reaction. SEM image of natural zeolite (clinoptilolite type) showing irregular particle morphology with agglomerated structures and porous surface features (magnification: ×10,000).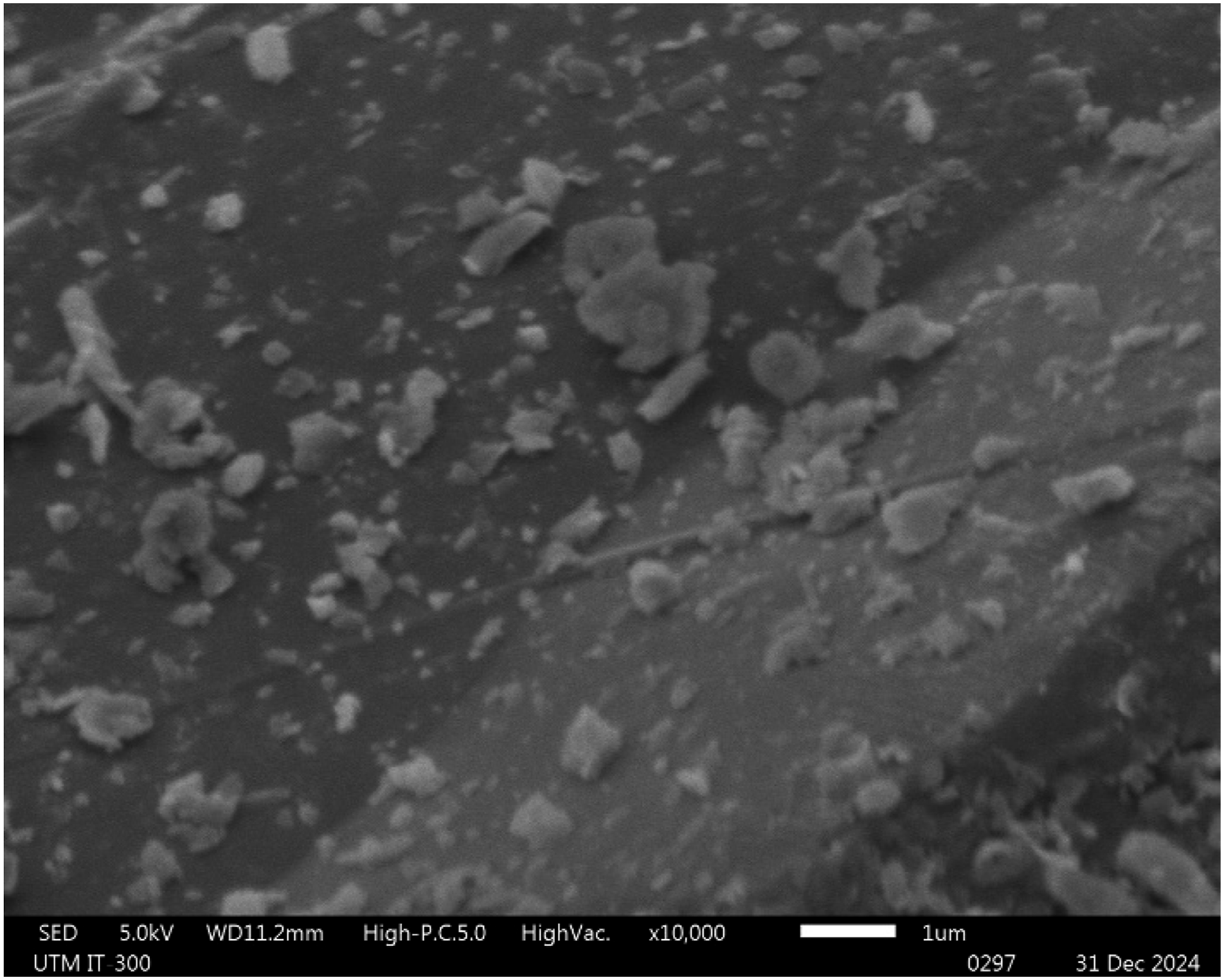
The SEM image reveals that the natural zeolite exhibits an irregular and heterogeneous morphology with agglomerated particles distributed on a rough surface, indicating the presence of accessible active sites for catalytic interaction. The fragmented and porous structure observed is consistent with the textural properties obtained from BET analysis, which shows a surface area of 32.25 m2/g and a total pore volume of 0.0486 cm3/g. The pore structure, characterized by both microporous and mesoporous features, enhances reactant diffusion and facilitates effective contact between the active sites and reactants during the epoxidation process. This structural characteristic supports the catalytic performance of natural zeolite in promoting in-situ peracid formation and subsequent epoxidation reactions.
Effect of temperature
The reaction temperature plays a crucial role in determining the rate and stability of oxirane formation during the natural zeolite–catalyzed epoxidation of red palm oil, while the hydrogen peroxide molar ratio was kept constant at 1. As shown in Figure 3, increasing the temperature from 55°C to 65°C significantly enhances the initial formation of oxirane groups, with the highest relative conversion to oxirane (RCO) observed at 65°C within the first 10 min. This behavior indicates that higher temperature accelerates the in-situ formation of peracid from hydrogen peroxide and organic acid, thereby promoting faster epoxidation of the unsaturated bonds present in red palm oil. However, at 55°C, the reaction proceeds more slowly, resulting in a lower peak RCO due to reduced peracid generation and slower mass transfer. Interestingly, further increasing the temperature to 75°C does not improve the maximum RCO, suggesting that excessively high temperature may not favor selective epoxide formation. Influence of reaction temperature on oxirane formation (RCO%).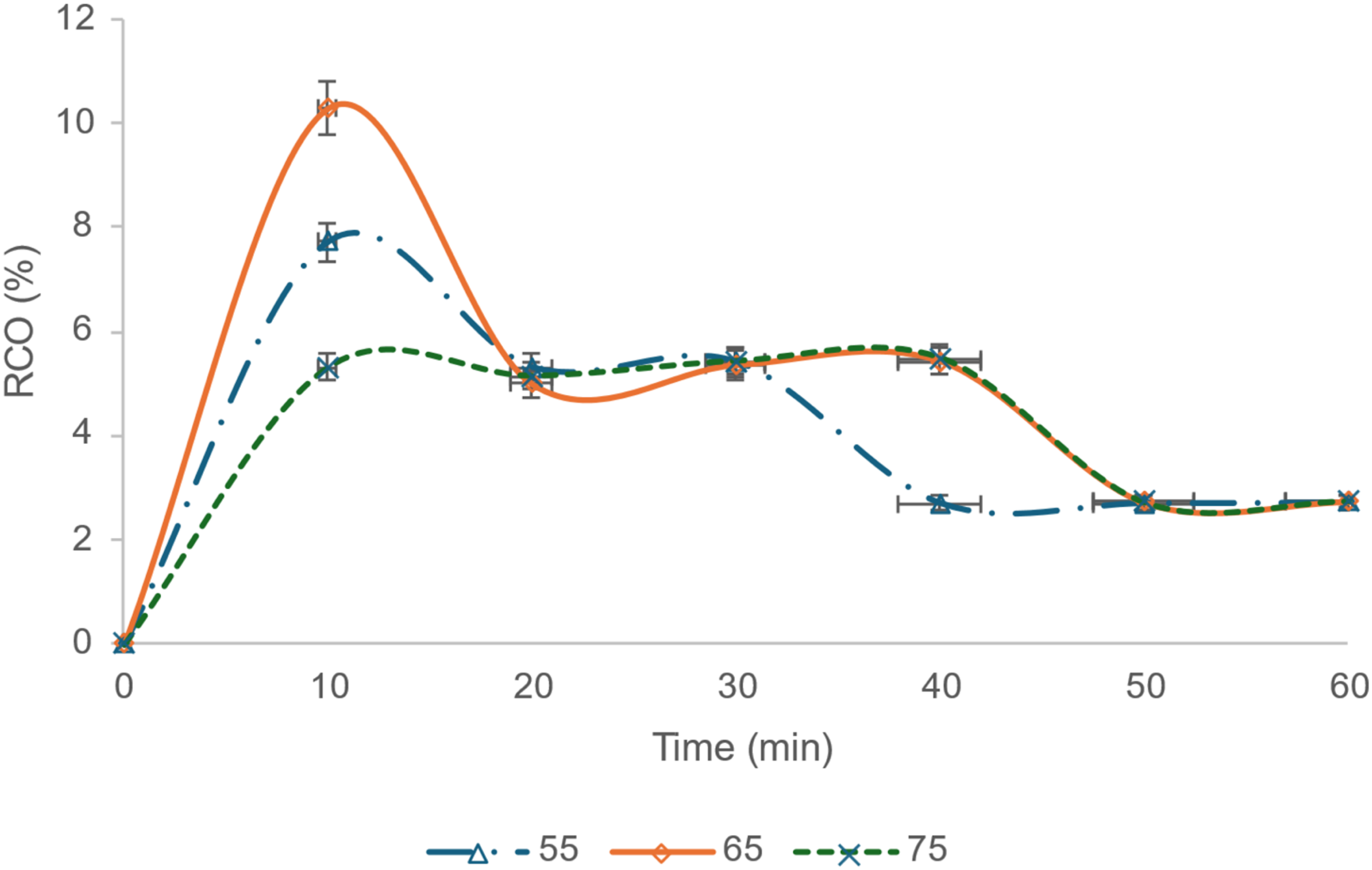
Beyond the peak region, all temperature conditions show a gradual decline in RCO with extended reaction time, which becomes more pronounced at 75°C. This decrease is attributed to secondary reactions such as oxirane ring opening, hydrolysis, and over-oxidation, which are thermally accelerated at elevated temperatures. The acidic sites of the natural zeolite, while beneficial for peracid formation, may also catalyze ring-opening reactions under prolonged exposure to heat. 17 Therefore, although higher temperature enhances reaction kinetics, it also increases the likelihood of epoxide degradation. The results indicate that 65°C provides the best balance between rapid oxirane formation and minimized side reactions, highlighting the importance of temperature optimization in achieving a sustainable and efficient epoxidation process for red palm oil.
Effect of hydrogen peroxide molar ratio
The concentration of hydrogen peroxide strongly influences oxirane formation during the epoxidation of red palm oil via the in-situ peracid mechanism while the reaction temperature was kept constant at 65°C. As shown in Figure 4, increasing the H2O2 level from 0.5 to 1.5 significantly enhances the initial relative conversion to oxirane (RCO). The system with 1.5 molar ratio exhibits the highest RCO, reaching above 20% at around 10 min, indicating rapid peracid generation and efficient epoxidation of the double bonds. In contrast, the 0.5 ratio produces much lower RCO values, suggesting that insufficient oxidant limits peracid formation and slows the epoxidation rate. The 1.0 ratio shows intermediate behavior, confirming that oxirane formation is highly dependent on the availability of hydrogen peroxide in the reaction system. Zeolite catalysts, particularly clinoptilolite-type natural zeolite, have been reported to enhance epoxidation performance due to their acidic active sites and porous structure, which facilitate in situ peracid formation and improve mass transfer. Although control experiments were not conducted in this study, the catalytic effectiveness of zeolite is supported by extensive literature, and the observed oxirane formation trends are consistent with these findings.
18
Effect of hydrogen peroxide loading on RCO.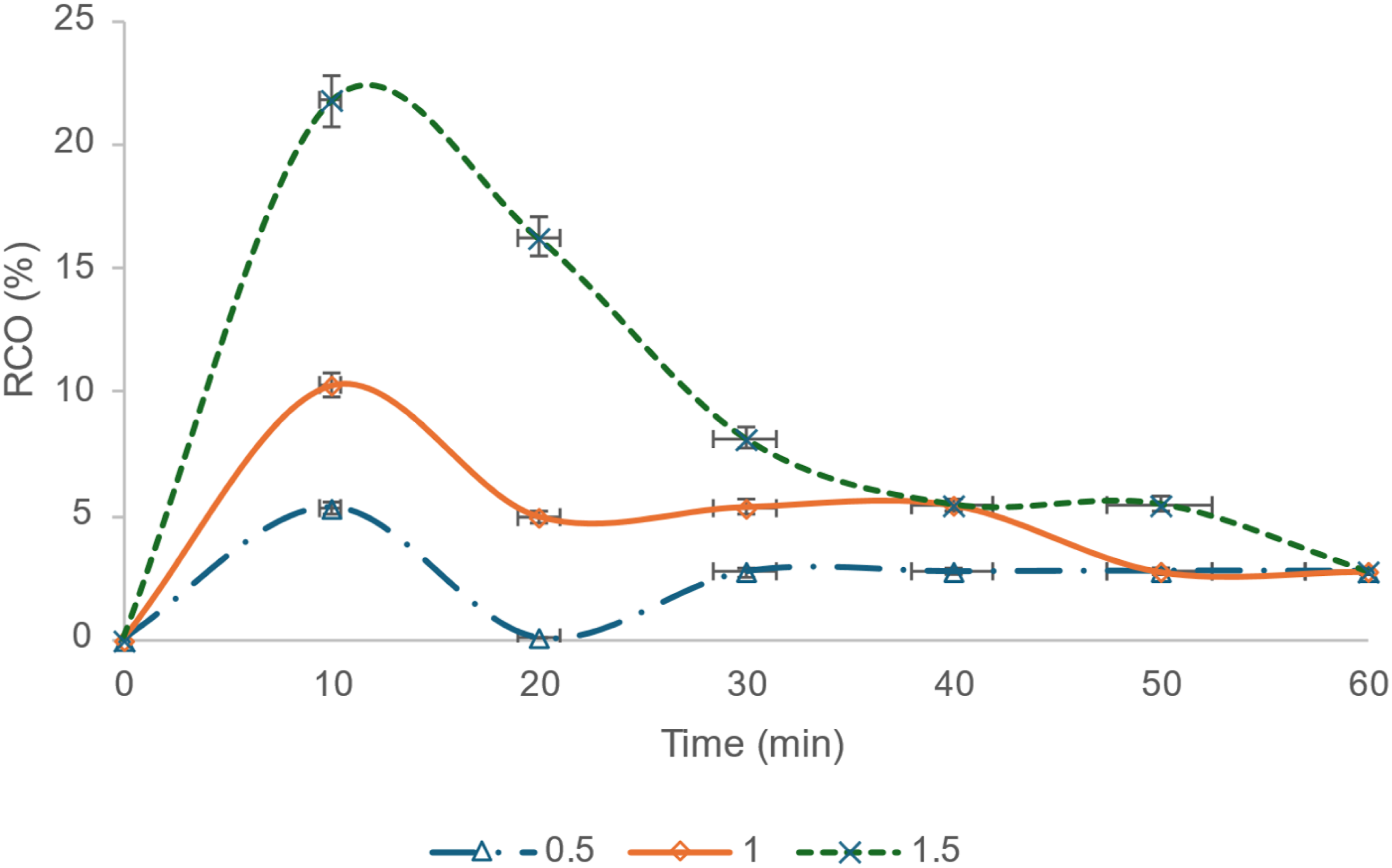
However, after reaching the maximum, RCO decreases for all conditions, especially at the highest H2O2 concentration. This decline is attributed to secondary reactions such as oxirane ring opening and over-oxidation, which become more significant when excess hydrogen peroxide and acidic species are present. 19 The natural zeolite catalyst may further promote these side reactions through its acidic active sites, particularly at longer reaction times. Therefore, while a higher H2O2 concentration accelerates oxirane formation, it also increases the risk of epoxide degradation. The results suggest that an optimum hydrogen peroxide level is required to balance high oxirane yield and minimal side reactions, supporting the development of a more sustainable and controlled epoxidation process for red palm oil.
The obtained RCO (∼25–30%) is relatively moderate compared to some reported epoxidation systems employing stronger homogeneous acid catalysts or highly active modified heterogeneous catalysts. 20 This may be attributed to the lower acidity and active site availability of the natural zeolite used, which, while environmentally favorable, may limit catalytic activity. Additionally, the controlled reaction conditions were selected to reduce excessive oxirane ring opening. Future optimization could focus on enhancing catalyst acidity through modification, optimizing reactant molar ratios, and improving mass transfer to achieve higher oxirane conversion.
FTIR analysis of red palm oil and epoxidized red palm oil
Figure 5 presents the FTIR spectra of RPO and ERPO, highlighting the structural changes after epoxidation. The characteristic peak observed around ∼3006 cm−1, corresponding to the =C–H stretching vibration of unsaturated bonds, is reduced in ERPO, indicating the consumption of double bonds during epoxidation. The strong absorption band at ∼1740 cm−1 is attributed to C=O stretching of ester groups, which remains unchanged, confirming the stability of the triglyceride backbone. FTIR spectra of red palm oil (RPO) and epoxidized red palm oil (ERPO).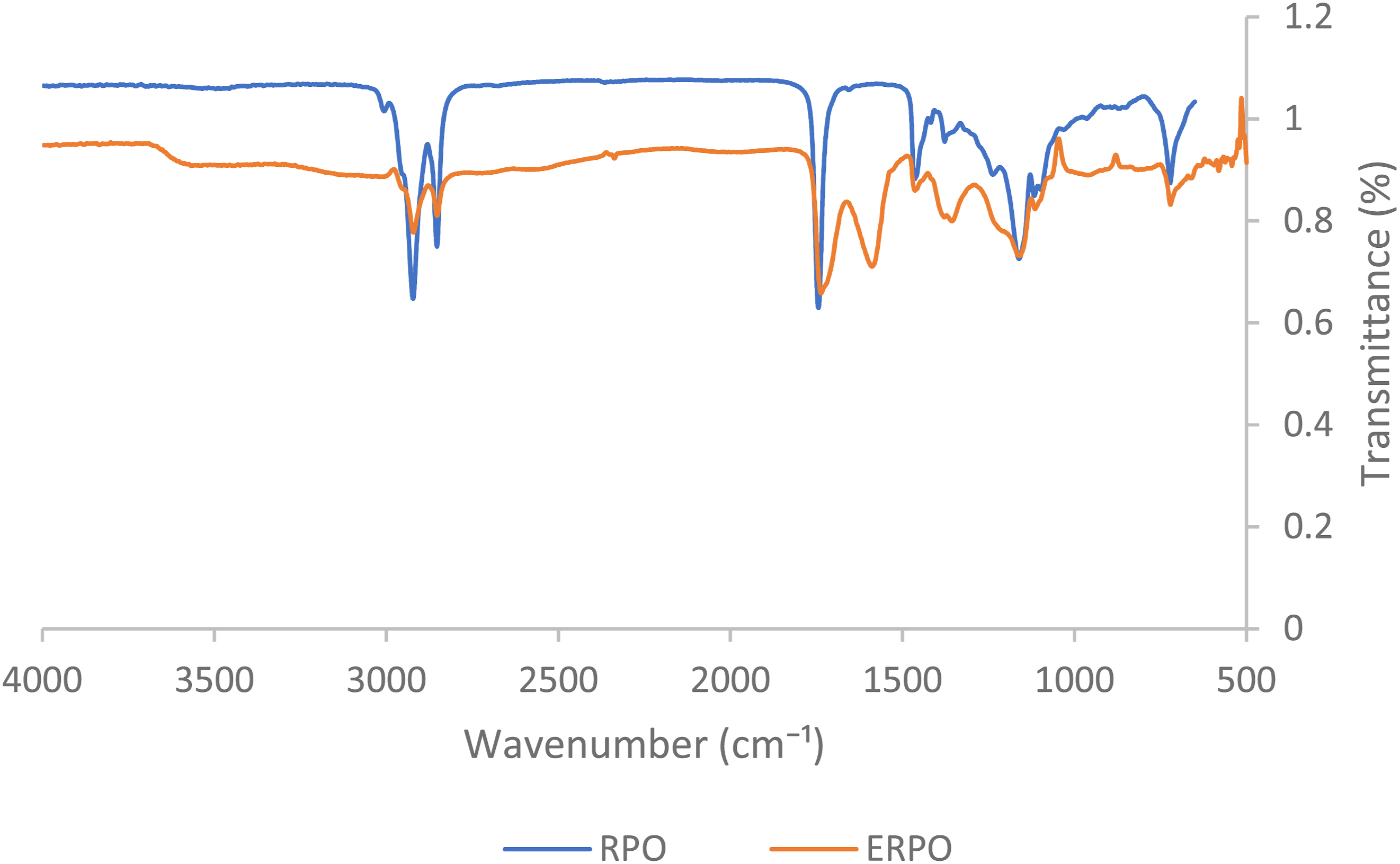
The appearance/intensification of peaks in the region of ∼820–850 cm−1 is associated with the oxirane ring (C–O–C) stretching vibration, confirming successful epoxide formation. Additionally, peaks around ∼2920 cm−1 and ∼2850 cm−1 correspond to asymmetric and symmetric C–H stretching of aliphatic chains, respectively. Minor bands observed near ∼1465 cm−1 and ∼1375 cm−1 are attributed to C–H bending vibrations. 21
Reaction rate determination
The sustainable epoxidation of red palm oil (RPO) via an in-situ peracid mechanism catalyzed by natural zeolite demonstrates an efficient and environmentally considerate pathway for oxirane formation. In this system, peracid is generated in situ from hydrogen peroxide and organic acid on the acidic sites of the zeolite, reducing the need for external strong mineral acids and minimizing corrosive waste. The kinetic parameters indicate that the main epoxidation step (k11 = 0.0887) proceeds at a moderate rate, while the reverse or parallel decomposition pathway (k12 = 0) is negligible, confirming that oxirane formation is the dominant forward reaction under the studied conditions. The very high value of k2 (10) suggests rapid peracid formation, which ensures a sufficient oxidizing agent is continuously available for double bond conversion. Meanwhile, the side reaction constant (k3 = 0.1406) reflects oxirane ring-opening or degradation, which occurs but at a slower rate compared to peracid formation, highlighting the importance of controlling reaction time and acidity to preserve epoxy stability.
The OOC profile for the sustainable epoxidation of red palm oil shows the typical rise-and-fall behaviour expected for an in-situ peracid system. At the beginning of the reaction, the oxirane oxygen content (OOC) increases rapidly as peracid is generated on the acidic sites of the natural zeolite and reacts with the C=C double bonds in the oil. The close overlap between the experimental (OOCexp) and simulated (OOCsim) curves during this stage indicates that the kinetic model accurately captures the rate of epoxide formation. The peak around the early reaction time reflects the point where epoxidation is dominant and oxirane formation outpaces any degradation pathways. 22
After the maximum OOC is reached, both curves gradually decline, demonstrating the increasing influence of secondary reactions such as oxirane ring opening by residual acid, water, or hydrogen peroxide as shown in Figure 6. The slight deviation between experimental and simulated data at longer times suggests minor complexities in the ring-opening mechanism that may not be fully captured in the simplified kinetic model. Nevertheless, the overall good agreement confirms that the model reliably represents both formation and degradation phases. This behavior reinforces the importance of optimizing reaction time to stop the process near the OOC peak, thereby maximizing epoxy yield while maintaining the green and sustainable advantages of the natural zeolite–catalyzed system. The kinetic model was developed assuming a kinetically controlled regime with negligible mass transfer limitations, supported by sufficient stirring conditions. The system was simplified as a pseudo-homogeneous reaction, and catalyst surface effects were not explicitly considered. Kinetic parameters were estimated using nonlinear regression analysis by fitting the experimental data to the proposed model. All experiments were conducted in replicates to ensure reproducibility of the results. Comparison between experimental and simulated oxirane oxygen content.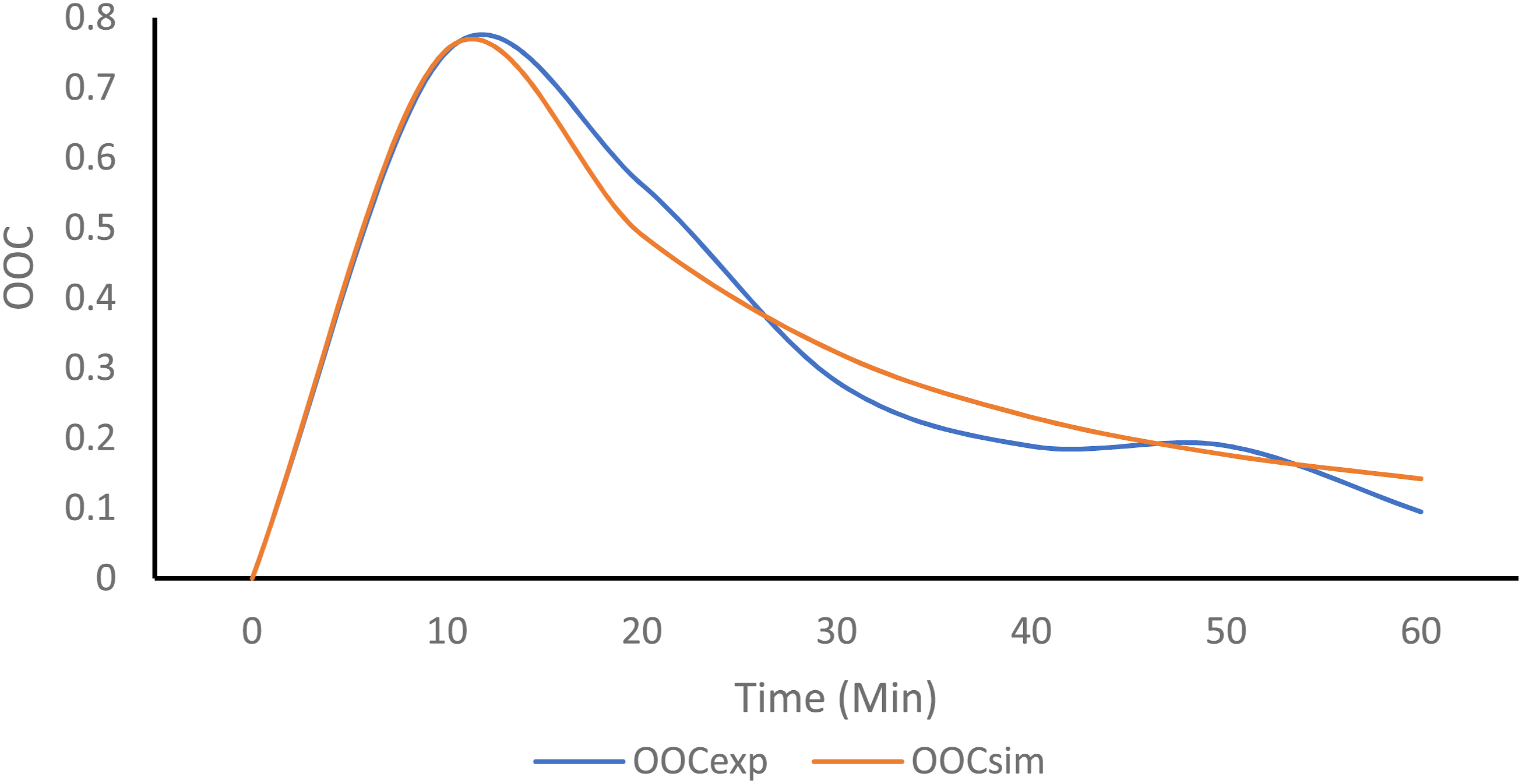
Conclusion
The present work confirms that red palm oil is a viable renewable feedstock for sustainable epoxide production through an in-situ peracid system catalyzed by natural zeolite. The heterogeneous catalyst successfully promoted peracid formation and selective oxidation of carbon–carbon double bonds while minimizing the environmental drawbacks associated with conventional homogeneous acids. Reaction performance was strongly influenced by operating conditions, where moderate temperature and controlled oxidant loading enhanced oxirane formation while limiting secondary ring-opening reactions. Spectroscopic analysis verified the successful introduction of epoxy functional groups, and the observed oxirane degradation at extended reaction times emphasized the need for precise reaction control. The kinetic model provided a reliable representation of the reaction network, demonstrating strong agreement with experimental observations and confirming the dominance of the forward epoxidation pathway over degradation at optimal conditions. Overall, this study establishes a greener and technically feasible route for converting red palm oil into valuable bio-epoxide intermediates, supporting its potential application in sustainable polymer and coating industries. Future work may focus on improving catalyst stability, exploring surface modification of natural zeolite, and investigating process scale-up for industrial application. Further studies on reaction mechanisms and integration into downstream bio-polyol production are also recommended.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.