
Abstract
The selection of materials for biomedical applications is governed by stringent requirements, including biocompatibility, biological safety, corrosion resistance, and mechanical compatibility with human tissues. Among metallic biomaterials, equiatomic nickel–titanium shape memory alloys (NiTi SMAs), commonly known as Nitinol, have attracted significant attention for medical device applications due to their unique functional properties, particularly super elasticity (SE) and the shape memory effect (SME), which distinguish them from conventional alloys. These functional behaviors originate from reversible stress- and temperature-induced martensitic phase transformations, enabling the material to undergo large deformations and recover its original shape without permanent damage. This unique mechanism allows Nitinol to exhibit exceptional flexibility and durability under physiological conditions. Furthermore, compared with conventional metallic biomaterials, Nitinol demonstrates a relatively low elastic modulus closer to that of cortical bone, while maintaining high strength. This review provides a focused overview of recent advances in Nitinol alloys, emphasizing their functional characteristics, underlying mechanisms, and applications in biomedical devices such as stents, guidewires, and orthodontic arch wires. In addition, the manuscript briefly discusses current challenges associated with NiTi biomaterials, and highlights existing strategies aimed at improving their reliability in biomedical applications.
Keywords
Introduction
Intermetallic compounds (IMCs) consist of two or more metallic or metalloid elements combined in fixed atomic proportions and arranged in an ordered crystal lattice. Owing to their favorable physical and mechanical characteristics—such as low density, high strength, elevated melting temperature, and excellent resistance to oxidation and creep, IMCs have attracted considerable interest for applications in automotive, aerospace, and biomedical fields.1–3 Among them, shape memory alloys (SMAs) have received particular attention because of their outstanding mechanical performance. The shape memory phenomenon was first discovered by Ölander in 1932 in Au–Cd alloys, 4 and subsequent studies by Chang and Read in 1951 further elucidated the mechanical behavior and functional properties of SMAs. 5 In 1961, Buehler and Wiley 6 developed and introduced Nickel–Titanium (NiTi) materials with an enhanced biocompatibility characteristics and less expensive materials than the earlier SMAs. In 1963, Buehler and colleagues at the U.S. Naval Ordnance Laboratory (NOL) observed that a NiTi alloy could recover its original shape after being deformed at room temperature when exposed to heat using a lit cigarette. 7 This unusual behavior was later defined as the shape memory effect and led to the development of the alloy known as Nitinol, a name derived from its composition and place of discovery: Ni (nickel), Ti (titanium), and NOL (Naval Ordnance Laboratory). Figure 1 depicts the historical development of Nitinol and the evolution of its key characteristics over time. In April 1968, Wang and Buehler 8 convened the first dedicated symposium on Nitinol, where 13 technical papers were presented. Shortly thereafter, the first commercial Nitinol product– Raychem’s Cryofit™ shrink-to-fit pipe coupler– was launched in 1969. During the early 1970s, Andreasen 9 proposed Nitinol for orthodontic applications, while Castleman et al. 10 conducted early biocompatibility assessments, a key factor for medical use. Throughout the 1970s and 1980s, advances in processing and manufacturing enabled broader commercialization, including the introduction of Nitinol into medical devices such as orthopedic implants. In 1989, the U.S. Food and Drug Administration (FDA) approved the first Nitinol-based implant, the Mitek Anchor. Further medical applications emerged in the early 1990s, including laparoscopic instruments, coinciding with the formation of the International Shape Memory and Hyper elasticity Technical Committee. 11 Surface modification and treatment of Nitinol have since gained attention for enhancing biocompatibility, osseointegration, and corrosion resistance. 12 Since 2000, conventional manufacturing methods such as casting and powder metallurgy have been employed to produce shape memory and super elastic Nitinol devices. Over the past two decades, additive manufacturing (AM) has gained attention as an alternative approach, allowing the fabrication of complex lattice structures and patient-specific implants. 13
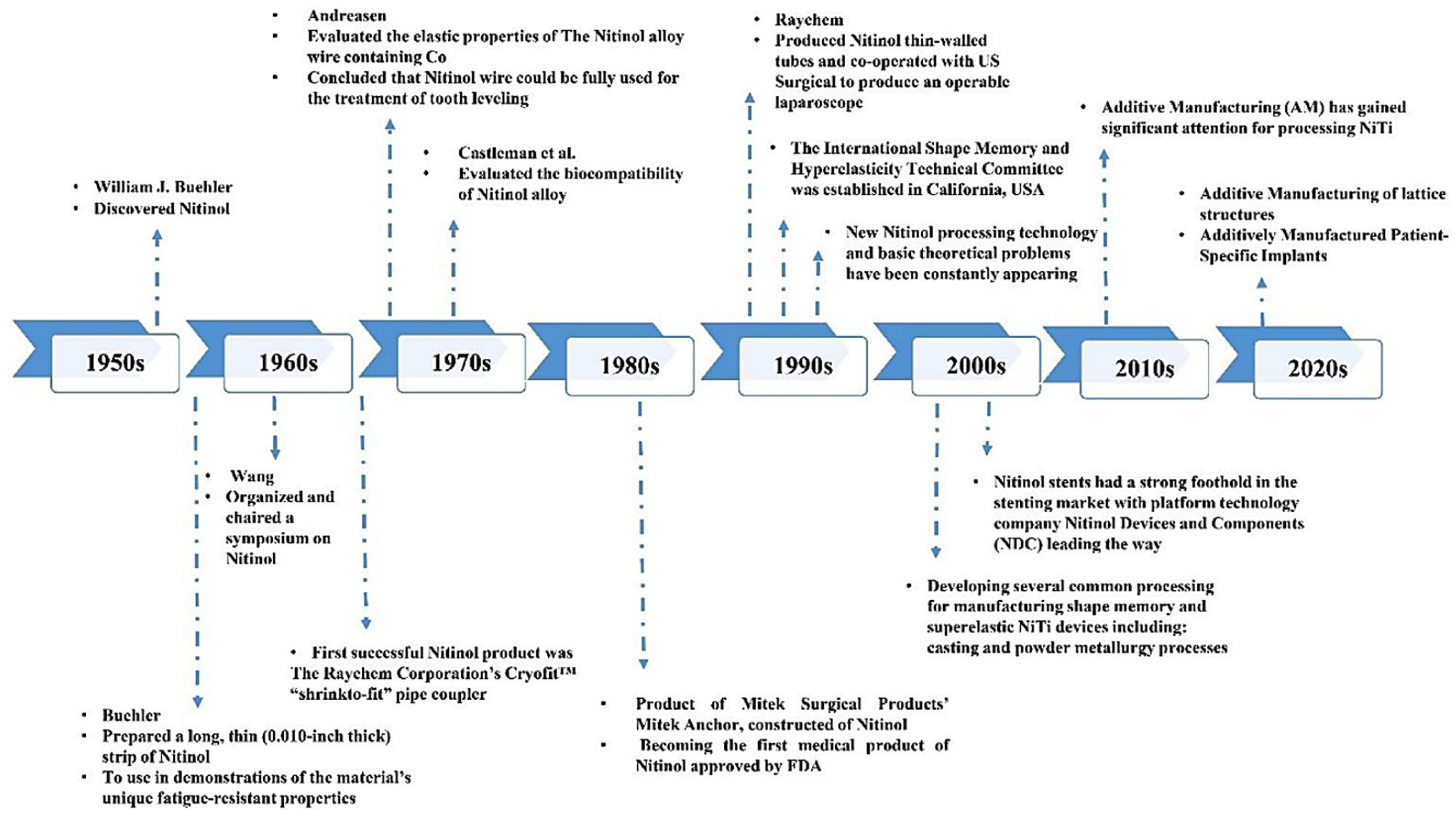
Timeline illustrating the historical development of Nitinol in science and technology. 12
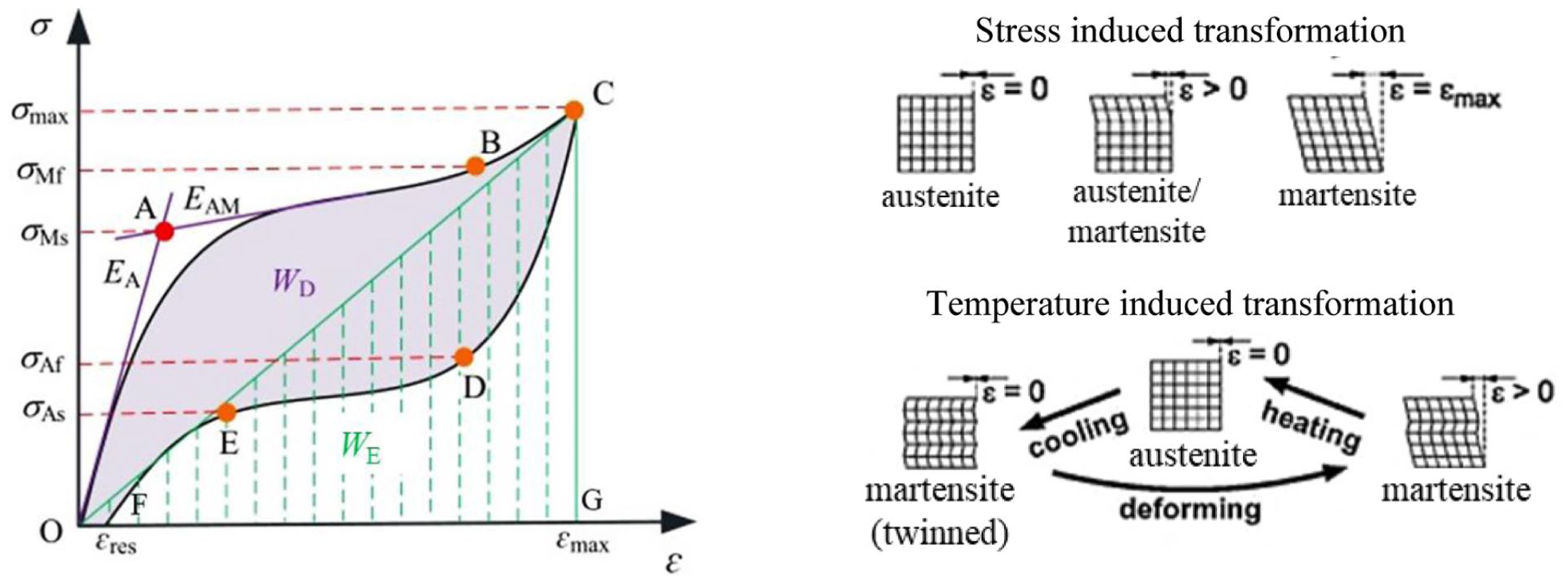
SMAs, a class of smart materials, exhibit two key functional behaviors: the shape memory effect (SME) and super elasticity (SE). Both phenomena originate from a reversible martensite–austenite phase transformation but differ in their driving mechanisms. The SME is thermally driven, enabling SMAs to act as actuators. 14 Under non-zero stress, the formation of twinned martensite is suppressed, and thermal cycling induces a reversible transformation between austenite and detwinned martensite. 15 This allows the material to recover large deformations upon heating, making it suitable for applications such as medical stents, artificial muscles, and cardiac devices.16–19 In contrast, SE is governed by stress-induced transformation. At approximately constant temperature, the material initially remains in the austenite phase; when sufficient stress is applied, it transforms into martensite and reverts upon unloading. This process exhibits pronounced hysteresis, providing significant energy dissipation capability. 14 As a result, SE-based SMAs are widely used in damping systems, energy dissipation devices, and wear-resistant components.14,20 The demand for SMAs has grown steadily across multiple sectors, including automotive,21,22 aerospace,23–26 robotics,27–29 and biomedical.30–34 Compared with conventional metallic alloys, SMAs offer distinctive advantages such as SME,35–37 superelasticity,38,39 high damping capacity, transformation temperature,40,41 biocompatibility,42,43 and elasto-thermal effect. 44 These properties make them particularly well suited for complex and high-performance applications, especially in advanced medical devices.
SMAs categories
SMAs are commonly classified into four principal categories: NiTi alloys, NiTi-based ternary alloys, Fe-based SMAs, and Cu-based SMAs.
NiTi-based SMAs
The properties of NiTi-based SMAs can be tailored through the addition of a third alloying element, forming a broad class of NiTi-based ternary alloys. Elements such as Cu, Hf, Zr, Pt, Pd, and Au influence phase stability, transformation behavior, and microstructural evolution, enabling precise control over key properties including transformation temperatures, thermal hysteresis, ductility, strength, and cyclic stability.45–51 In the NiTi–Cu system, copper lowers martensitic transformation temperatures and suppresses oxide inclusions, thereby improving reliability and reproducibility. It also enhances shape change characteristics and reduces sensitivity to compositional variations, making NiTi–Cu alloys well suited for applications requiring stable performance under varying thermomechanical conditions.41,52 Alloying with Hf, Zr, Pt, Pd, and Au is primarily employed to increase phase transformation temperatures.53,54 However, these additions may reduce ductility and introduce processing challenges. 55 In NiTiHf alloys, transformation temperatures are strongly composition-dependent56,57: additions up to ~10 at.% Hf have minimal effect, 58 while higher concentrations produce a near-linear increase, reaching approximately 525°C at 30 at.% Hf. 59 Consequently, Ni-rich NiTiHf alloys exhibit enhanced thermal stability.60,61 The relatively lower cost of Hf and Zr further supports their use in high-temperature applications, 62 although Zr-containing alloys often suffer from inferior cyclic stability compared to NiTiHf systems.63,64 In contrast, NiTi alloys alloyed with Pd or Pt offer improved processability and maintain a moderate transformation hysteresis (25°C–35°C). 65 Despite these advantages, their limited phase fractions reduce shape recovery, and their high cost constrains widespread application.66,67
Fe-based SMAs (Fe-SMAs)
Fe-SMAs, including Fe–Mn–Si, Fe–Pt, Fe–Pd, and Fe–Ni–Co–Ti systems, are attractive due to their low cost, good workability and weldability, commercial availability, and broader operational temperature range for SME compared to conventional NiTi alloys. 68 These attributes have led to their widespread use in large-scale applications such as civil engineering applications such as vibration control, energy dissipation, actuators, tensioning systems, and sensing technologies. 69 These alloys exhibit SME from reversible FCC(γ) to HCP(ε) martensite transformations, generating high recovery stress up to 400–500 MPa. 70 Like NiTi alloys, Fe-SMAs undergo thermoelastic martensitic transformations, typically exhibiting relatively narrow thermal hysteresis. 71 Among them, Fe–Mn–based alloys are the most extensively studied; however, they generally exhibit limited SME and comparatively large hysteresis. 72 Their performance is strongly dependent on Mn content, and alloying additions such as Si, C, Cr, Co, and Ni are commonly introduced to enhance both mechanical properties and shape memory behavior. 73 However, Fe-Mn-Si alloy, developed in the 1980s, exhibits a strong SME, particularly in single-crystal form where recovery strains can reach up to 9%. 70 FeNiCoAlTaB alloy represents a polycrystalline system with notably superior super elasticity compared to conventional NiTi alloys. 74 In addition, other Fe-based systems such as Fe-Pt alloy and Fe-Ni-Co alloy are of interest due to their relatively high transformation temperatures, making them suitable for elevated-temperature applications. 70 The Fe–Ni–Co–Ti system exhibits an austenite (FCC) to martensite (BCT) transformation, with SME activated only after appropriate thermal treatments (assuaging). This process promotes the formation of coherent (NiCo)3Ti precipitates within the austenitic matrix, which are essential for reducing thermal hysteresis and facilitating martensitic transformation. 75 However, increasing Co content can suppress precipitate formation by depleting Ni, while grain-boundary precipitation during thermal treatment may lead to embrittlement, limiting deformability and practical applicability. 76 While NiTi alloys exhibit superior super elasticity and biocompatibility, Fe-SMAs offer competitive recovery stress at significantly lower cost,77,78 as illustrated in Figure 2. This makes Fe-SMAs particularly suitable for high-stress prestressing applications, although their lower ductility limits performance under cyclic loading compared to NiTi alloys. 77
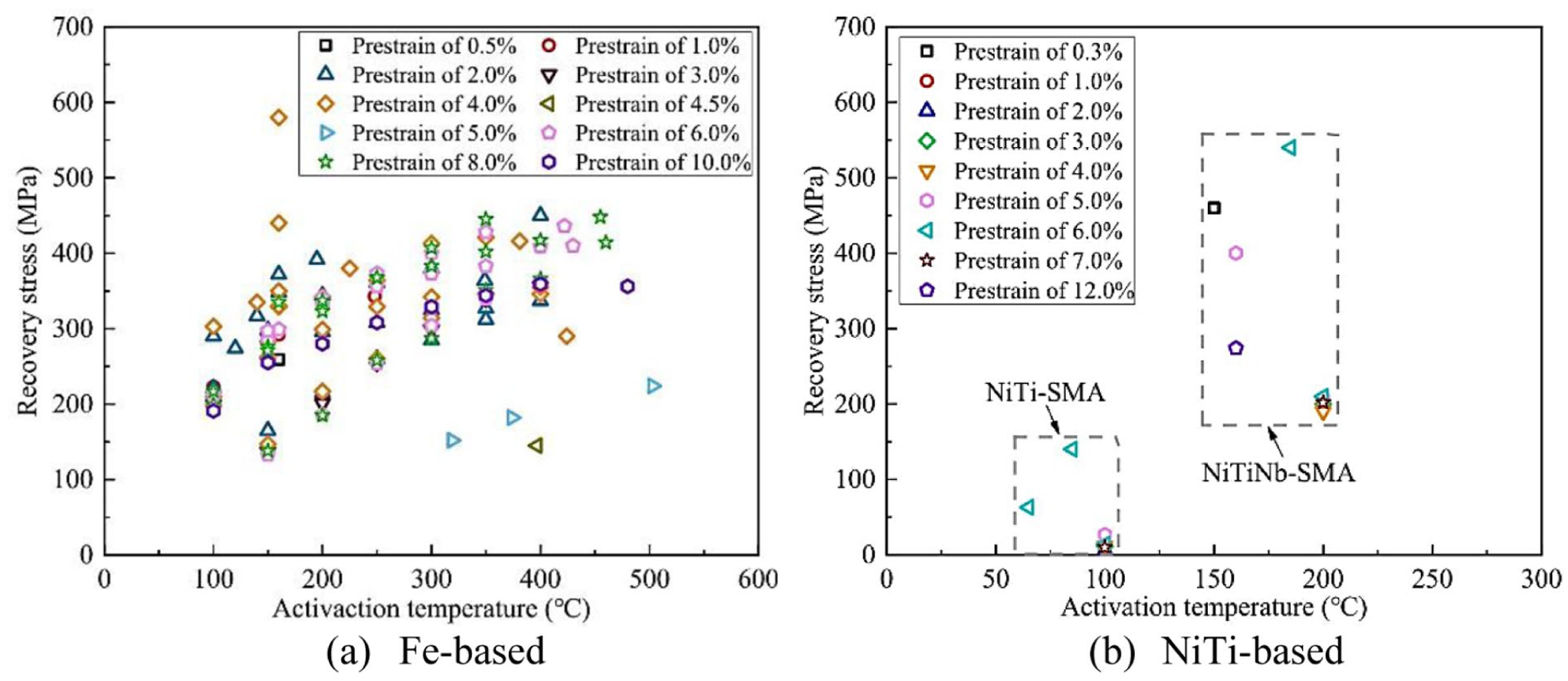
Recovery stress under different activation conditions: 78 (a) Fe-based and (b) NiTi-based.
Cu-based SMAs (Cu-SMAs)
Cu-SMAs are also cost-effective alternatives to NiTi, offering good shape memory effect through thermoelastic martensitic transformations. The primary Cu-SMAs include Cu–Al and Cu–Zn systems, often modified with additional alloying elements to tailor transformation temperatures and refine microstructure.72,79–81 A major limitation of polycrystalline Cu-SMAs is their susceptibility to brittle intergranular fracture, caused by high elastic anisotropy. This leads to stress concentrations at grain boundaries and triple junctions due to incompatible deformation between adjacent grains, significantly restricting their commercial use.82–84 Cu-SMAs, while not matching the superior shape memory performance of NiTi alloys, exhibit moderate functional properties that generally exceed those of Fe-based systems. 85 They are also more cost-effective, as they can be manufactured using conventional liquid and powder metallurgy techniques established for copper alloys. 86 These materials offer a wide transformation temperature range, notable super elasticity, low hysteresis, and high damping capacity, 72 making them viable alternatives to NiTi in selected applications. However, despite these advantages, Cu- and Fe-based SMAs have not replaced NiTi in applications requiring high functional reliability, cyclic stability, and strong shape memory performance. The Cu–Al system is a low-cost SMA frequently alloyed with elements such as Ni, Be, or Mn to improve formability and functional performance. 87 These additions expand the high-temperature single-phase region and enhance thermal stability, enabling operation over a broader temperature range than NiTi. 88 In comparison, Cu–Zn alloys exhibit better ductility and improved shape memory behavior, with lower susceptibility to grain boundary fracture. However, their relatively low martensitic start temperature (Ms), often near room temperature, limits functional stability. This can be mitigated through ternary additions such as Al, Ga, Si, or Sn, which increase Ms and stabilize the austenitic phase. Among these, Al is most commonly used due to its ability to enhance low-temperature deformability, reduce grain boundary fracture, and improve processability.89,90 Cu-SMAs outperform Fe-SMAs in SME functionality but underperform NiTi in cyclic stability; Fe-SMAs suits large prestressing.72,91
In general, SMAs are smart materials that undergo a diffusion less, solid-state martensitic transformation between a low-temperature martensite phase and a high-temperature austenite phase. To adjust transformation temperatures, improve mechanical or functional properties, and reduce costs, alloying elements such as Au, Cu, Al, Fe, and Mn are incorporated into NiTi alloys. For example, adding up to 1 at% extra Ni reduces the transformation temperature while increasing the austenite yield strength, whereas elements like Fe or Cr can also lower the transformation temperature. By carefully selecting and controlling the type and amount of third elements, the transformation temperature of NiTi alloys can be tuned from −200°C to 110°C (−328°F to 230°F). 92 Among SMAs, NiTi alloys are the most extensively utilized, particularly in biomedical engineering, owing to their superior biocompatibility, excellent corrosion resistance, and high mechanical strength. These attributes, combined with their pronounced SME and SE, make them especially well-suited for demanding medical applications.93–95 Table 1 highlights the three major SMA alloys with their relative advantages.
Major SMA alloys and their relative advantages. 72

Figure 3 illustrates the NiTi phase diagram and highlights the compositional ranges relevant to phase transformations. Near-equiatomic NiTi alloys exhibit a predominantly single-phase structure responsible for their unique functional properties. Deviations toward Ni-rich compositions promote the formation of precipitates such as Ni4Ti3, Ni3Ti, and Ni3Ti2, which strongly affect both transformation behavior and mechanical response. The martensitic transformation in NiTi occurs within the narrow composition range indicated by the red isopleths, with Ni solubility exceeding that of Ti, as reflected in the Ni-rich boundary extending to ~56 at. % Ni, whereas the Ti-rich side is nearly vertical between 49 and 50 at. % Ti. Outside this range, the alloy’s properties change significantly, 96 and with Ni content above ~51 at.%, the martensitic start temperature decreases to levels that are no longer practically useful. 97
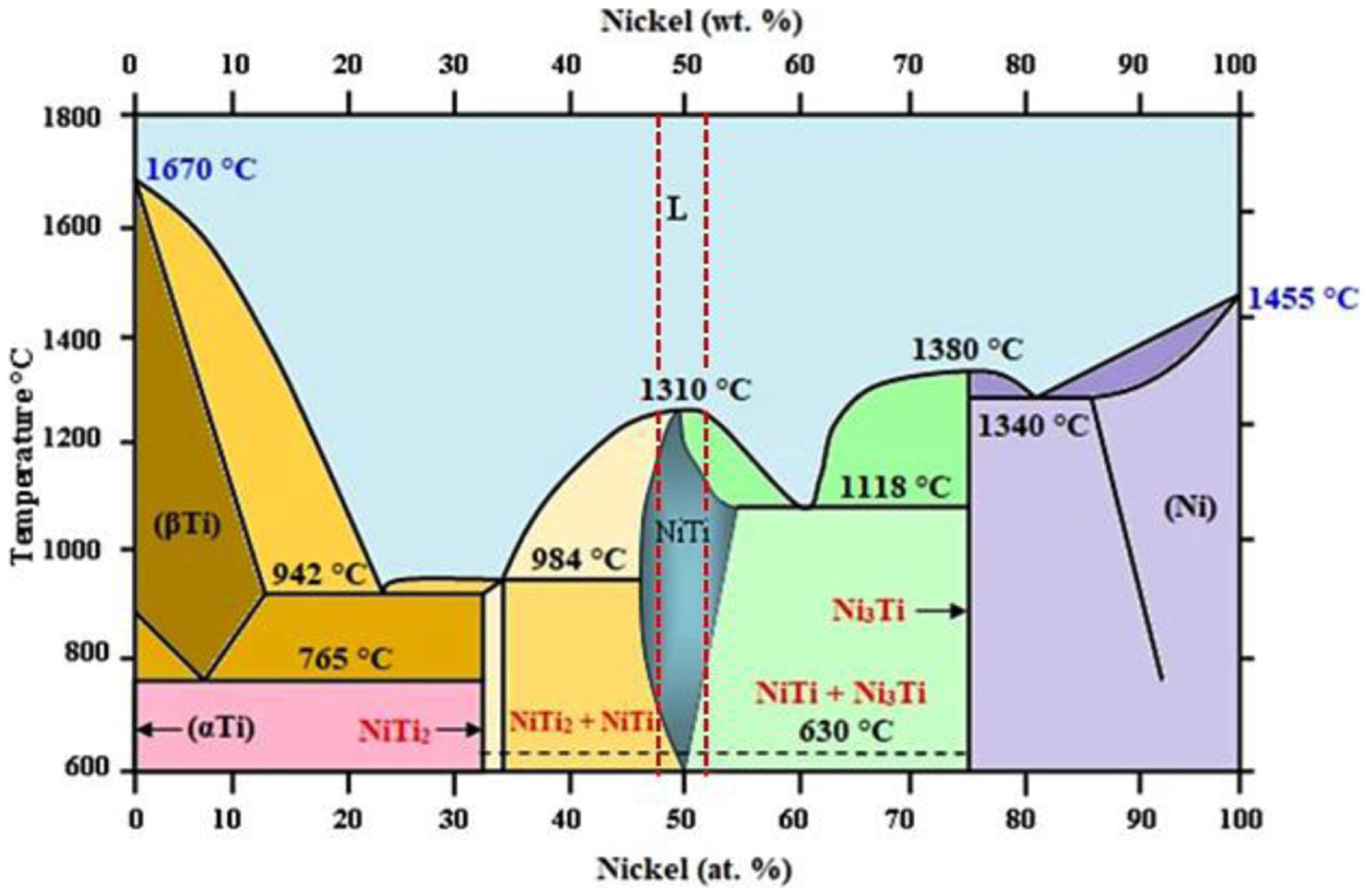
Phase diagram of NiTi Alloy with highlighted compositions interval. 98
Nitinol (NiTi) and its characterizations
Nitinol is a binary, near-equiatomic intermetallic compound of nickel and titanium, typically consisting of approximately 50 at% Ni and 50 at% Ti. It is widely recognized for its combination of high strength, excellent corrosion resistance, good biocompatibility, and wear resistance.99–101 The alloy exhibits a moderate solubility range for deviations in Ni or Ti content, with ductility comparable to many conventional alloys. 92 Its cost-effectiveness, availability, and superior SME have led to extensive applications in cardiovascular stents, micro-actuators, and high-damping devices, making it suitable for both industrial and biomedical uses. 33 Nitinol has attracted significant attention due to its distinct mechanical behaviors governed by temperature and stress; SME and SE. 102 Both behaviors arise from a reversible thermoelastic transformation between the monoclinic martensite phase (B19’, M) and the cubic austenite phase (B2, A). 103
Microstructural phases
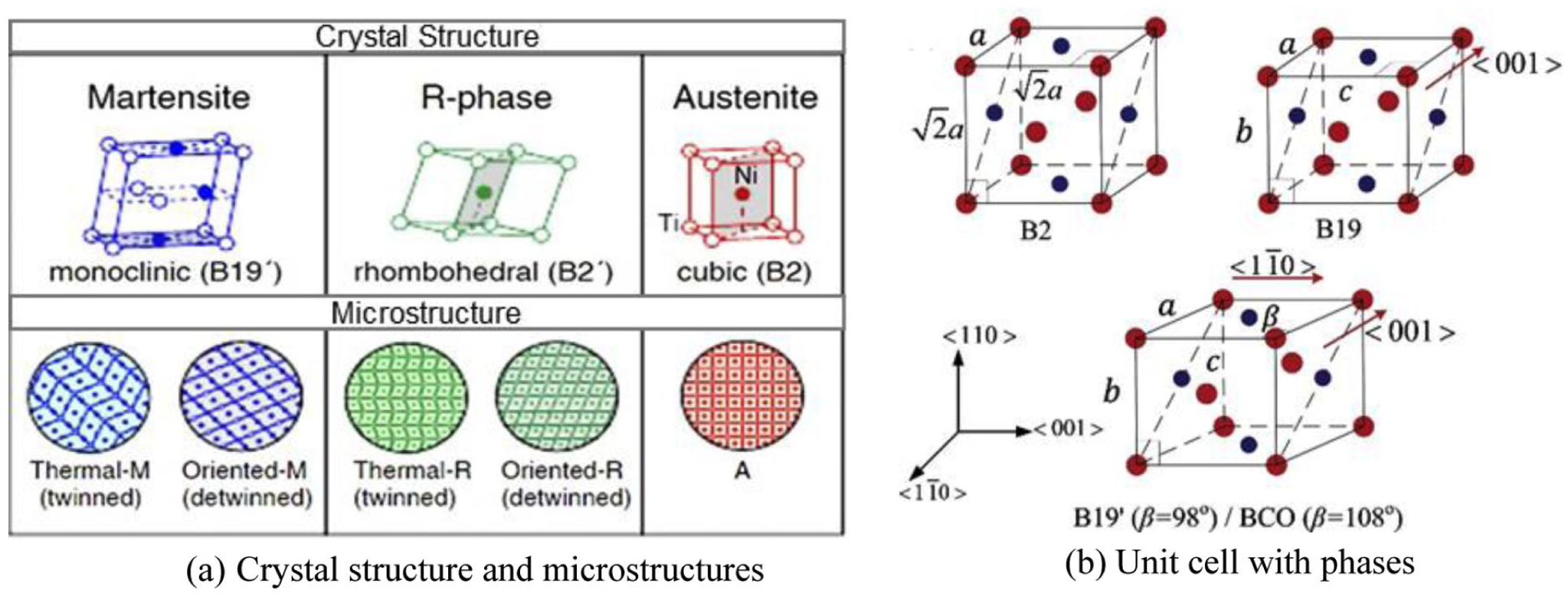
Nitinol exhibits three primary phases: the low-temperature martensite (M) phase, the high-temperature austenite (A) phase, and an intermediate pre-martensitic (R) phase. 104 The martensite phase can exist in both twinned and detwinned forms and is characterized by a monoclinic B19’ crystal structure, which allows for easy lattice reorientation. As a result, it is relatively soft and ductile. 105 In contrast, the austenite phase has a B2 body-centered cubic (bcc) structure, which resists lattice rearrangement and therefore exhibits higher stiffness and strength. Under certain conditions, an intermediate R-phase with a trigonal (rhombohedral) structure may form during transformation. 106 The presence of the R-phase plays a critical role in determining the mechanical response and functional performance of Nitinol, influencing transformation stresses, hysteresis, and actuation behavior. 107 Its formation is strongly associated with the characteristics and distribution of precipitates within the microstructure. 108 Table 2 and Figure 4 illustrate the corresponding crystal structures, microstructures, and unit cell configurations of Nitinol.
Nitinol crystal structure, lattice parameters and interaxial angles.

The phase transformation in Nitinol can be measured directly using techniques such as differential scanning calorimetry (DSC), dilatometry, and electrical resistivity measurements, or inferred indirectly through constant-stress thermal cycling experiments.
62
One of the most important characteristics of Nitinol is its transformation temperature range (TTR), which defines the operating temperature for a given application. TTR typically spans from approximately −120°C to 200°C, within which the martensite phase and austenite phase coexist in dynamic equilibrium and can reversibly transform into one another.
111
As illustrated in Figure 5, during cooling, the martensite-start temperature (
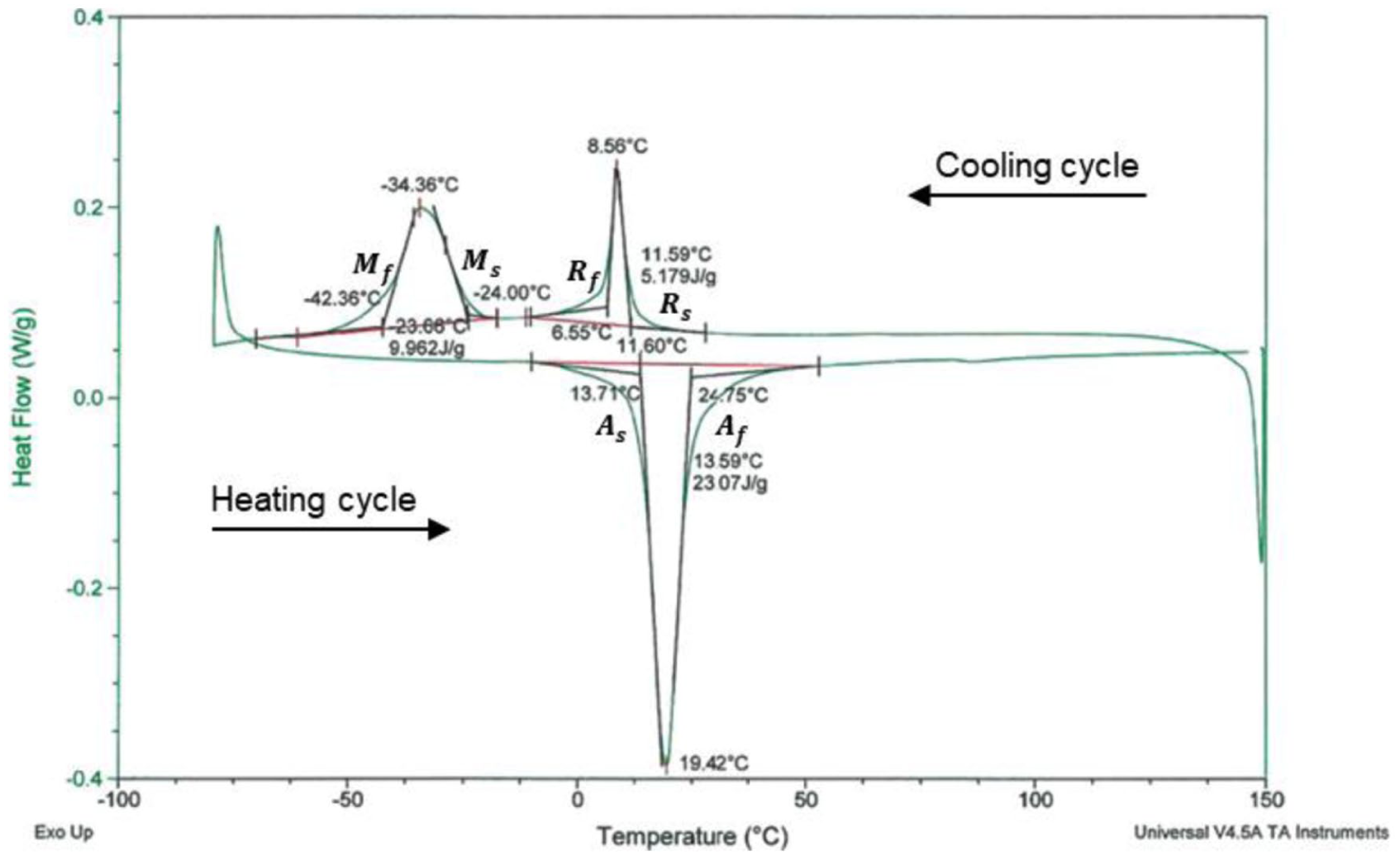
Phase transformation behavior of NiTi, showing the formation of the R-phase prior M-phase . 113
The phase transformation depends on the start and finish temperatures of the austenite and martensite phases, defined by four characteristic temperatures. Figure 6 depicts thermally-induced SME cycle in Nitinol. As shown in Figure 6(a),
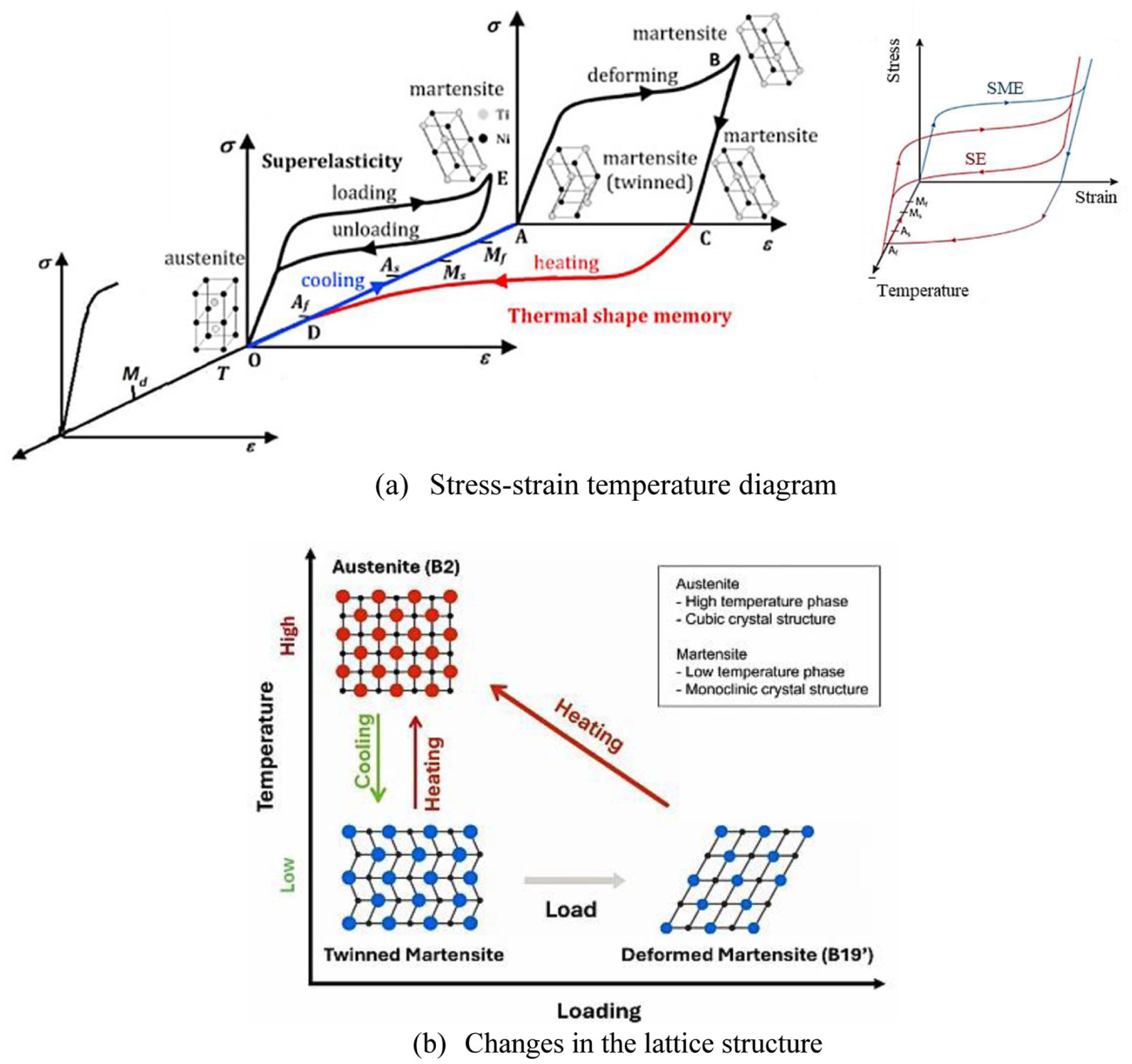
(a) Stress-strain temperature diagram of Nitinol and (b) lattice structural changes at thermoelastic response. 114
Thermoelasticity (thermoelastic transformation)
Martensitic transformation
The functional performance of Nitinol is intrinsically governed by the mechanism and characteristics of its martensitic phase transformation. Repeated thermal cycling can introduce and accumulate dislocations, which progressively shift transformation temperatures and alter transformation behavior, ultimately degrading functional performance. 66 Nitinol undergoes a thermoelastic martensitic transformation: upon heating through its TTR, it transforms from martensite to austenite, while cooling or the application of sufficient stress induces the reverse transformation from austenite to martensite.
Shape memory effect (SME)
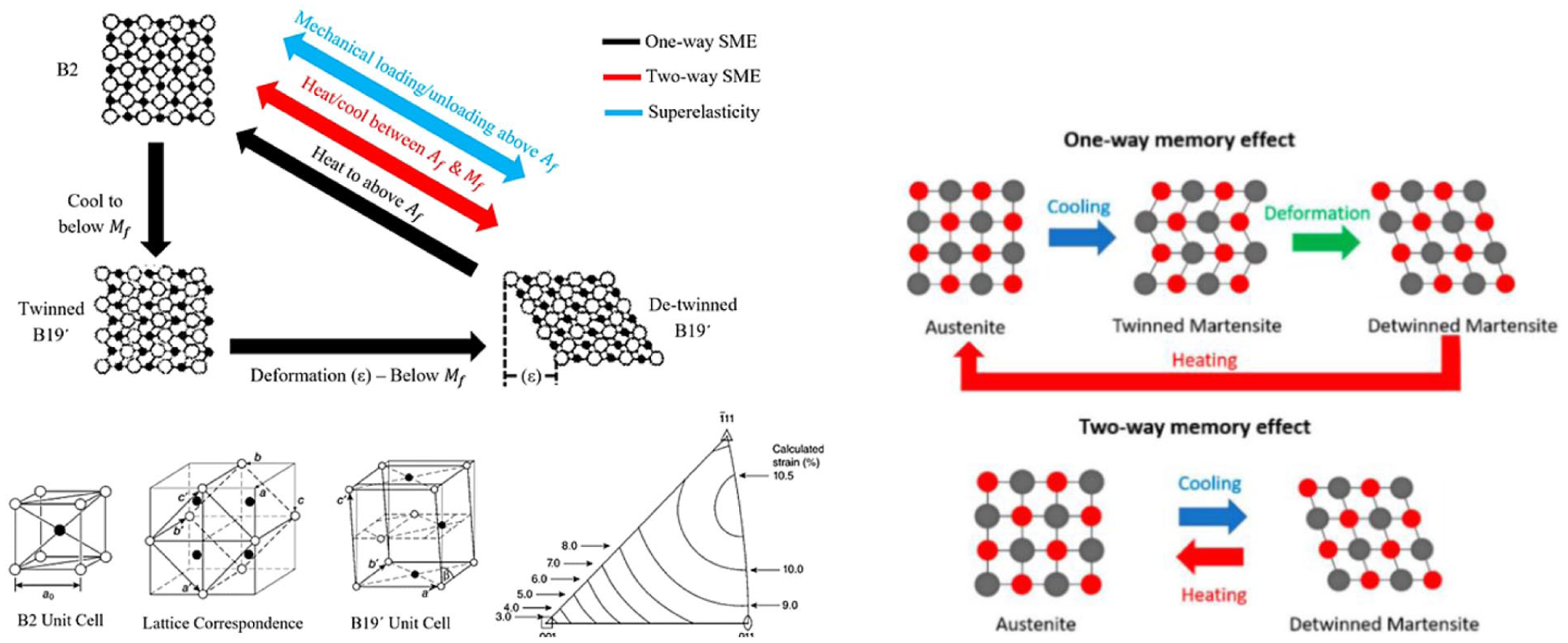
SME occurs from a thermoelastic martensitic transformation and is classified into one-way (OWSME) and two-way (TWSME) behavior, both thermally driven. As illustrated in Table 3, in OWSME, the material retains its deformed shape after unloading and recovers its original shape upon heating. In contrast, TWSME enables the alloy to remember two distinct shapes at different temperatures; however, it is less widely used due to the extensive training required and its lower recovery strain, typically about half that of OWSME for the same alloy. Figure 7 presents a schematic of the SME, while Table 3 provides a schematic illustration of deformation behavior in NiTi. As can be observed in Figure 7, in equiatomic NiTi, rapid cooling from the high-temperature B2 (austenite) phase to room temperature produces twinned B19′ martensite, a monoclinic structure. Mechanical loading detwins the martensite, accommodating the applied strain. Upon heating above the austenite finish temperature (
Schematic illustration of NiTi deformation based on SME. 119

Pseudo elasticity (PE) or super elasticity (SE)
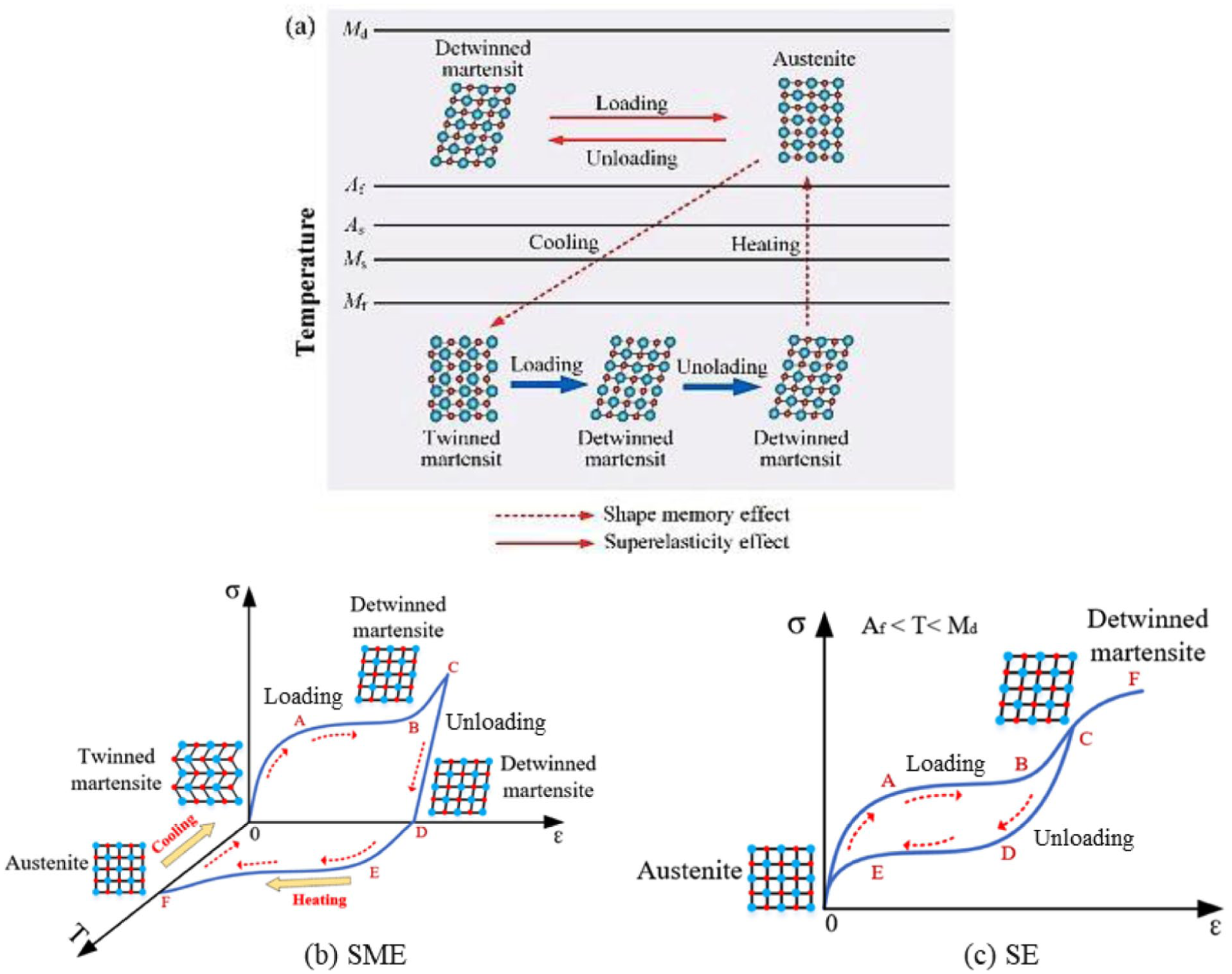
PE in NiTi is a stress-induced, reversible phase transformation in which mechanical loading converts austenite into martensite, and unloading restores the austenite phase. This behavior occurs when the material is fully in the austenitic state and deformed at temperatures above the austenite finish temperature (
Mechanical performance of super elastic NiTi SMA
A representative stress–strain curve for super elastic Nitinol is shown in Figure 9. In this curve,

Where
where

The residual strain

Where
When NiTi is subjected to loading and unloading within its super elastic regime, it dissipates a quantifiable amount of mechanical energy, referred to as hysteresis energy (

where
Table 4 presents a comparative overview of the elastic and super elastic behavior of representative SMAs across different alloy systems. Clear distinctions can be observed between NiTi, NiTi-based ternary, Cu-based, and Fe-based alloys in terms of recoverable strain, stiffness, and transformation temperature. Among all systems, binary NiTi alloys exhibit the most balanced performance, combining relatively high super elastic strain (up to ~6.8%) with moderate modulus (30–60 GPa) and transformation temperatures near ambient conditions. These properties underpin their extensive use in biomedical devices, including stents, guidewires, and orthodontic archwires.129,130 In addition, their ability to undergo large reversible deformation enables minimally invasive deployment and sustained mechanical support, contributing to improved clinical outcomes such as reduced vessel recoil, enhanced flexibility, and long-term durability under cyclic physiological loading.131,132 However, increasing Ni content (e.g. NiTi50) significantly raises the modulus (up to ~118 GPa) while reducing recoverable strain, indicating a trade-off between stiffness and super elastic performance. NiTi–Cu ternary alloys show reduced super elastic strain (≈2.5%–3.4%) compared to binary NiTi, but higher stiffness (up to ~90 GPa) and elevated austenite finish temperatures. This suggests improved transformation stability and suitability for higher-temperature applications, albeit at the expense of ductility, recoverable strain and hysteresis, which are advantageous in applications requiring repeatable actuation and thermal stability, such as micro-actuators and precision medical devices.
19
Notably, TiNi25Cu25 exhibits a high maximum strain (10%) but relatively low super elastic recovery, indicating increased irrecoverable deformation. In contrast, the Cu-based alloy (CuAlBe) demonstrates moderate stiffness and limited super elastic strain (~2.4%), along with very low transformation temperatures, which restrict its functional applicability despite its cost advantage.
Mechanical characteristics of different types of NiTi and other SMAs. 135

Hysteresis
Hysteresis in shape memory alloys refers to the delayed or lagged response during the recovery of the original shape after an external stimulus is removed. In NiTi alloys, transformation hysteresis is a key design parameter that must be carefully controlled. A narrow hysteresis is desirable for rapid and precise actuation applications such as micro-electro-mechanical systems (MEMS) and robotics, where fast, repeatable responses are required.
136
In contrast, a wider hysteresis can be beneficial in applications requiring stable shape retention over a broad temperature range, such as deployable structures and pipe couplings.137,138 Thermal hysteresis (
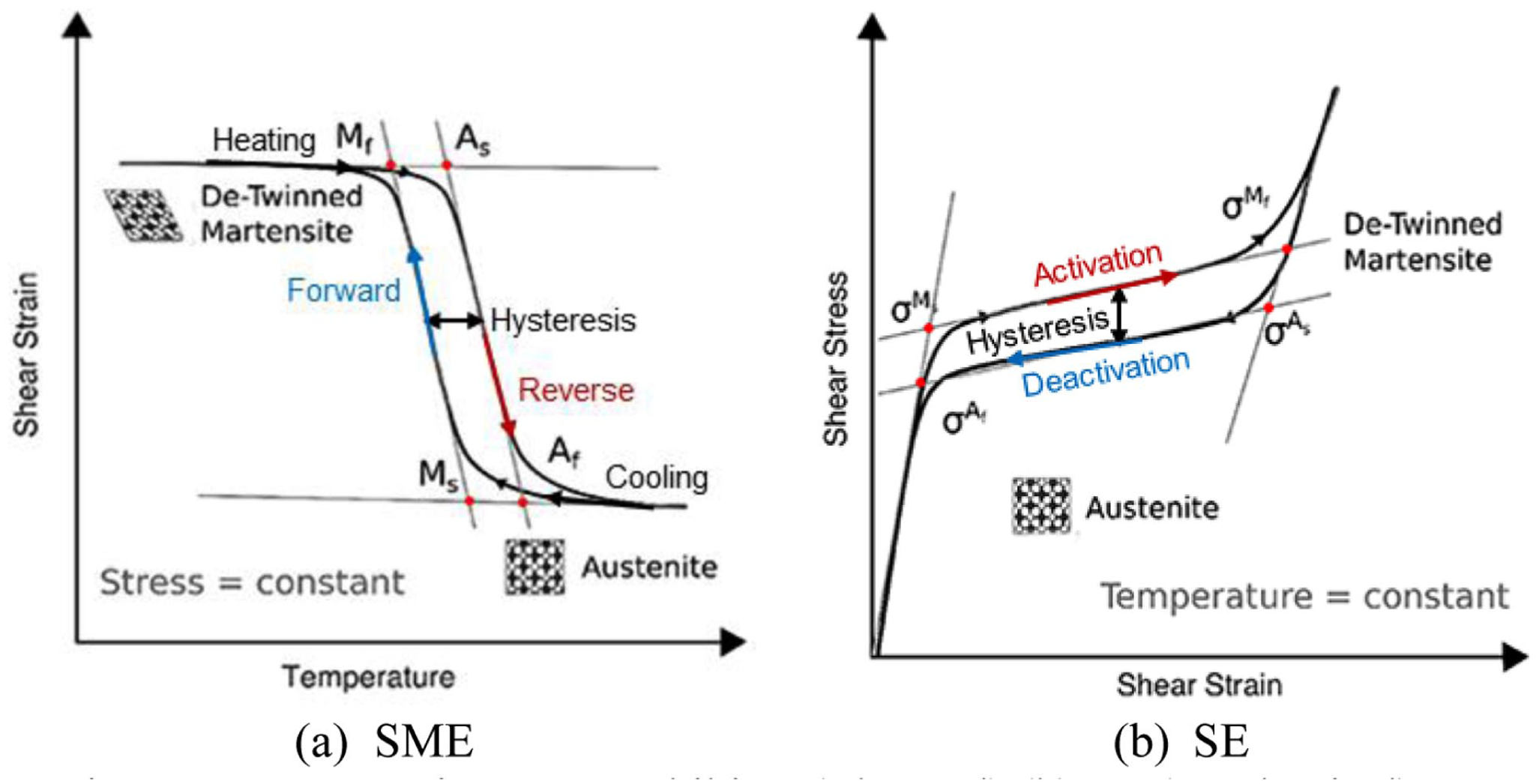
Hysteretic curves exhibiting: (a) SME (thermal) and (b) SE (mechanical). 14
For NiTi SMAs, the transformation temperature hysteresis typically ranges from approximately 10°C to 50°C, depending on alloy composition, processing history, and testing conditions. Both the magnitude and type of the hysteresis play a critical role in determine the performance, energy dissipation, and suitability of the alloy for specific applications. 137 The shape memory characteristics and transformation temperatures of the binary NiTi alloy can be effectively tailored by adjusting the Ni content. Variations in Ni content significantly influence the transformation hysteresis and damping capacity of the alloy. In particular, Ni-rich NiTi SMAs generally exhibit enhanced super elasticity and shape memory performance compared with equiatomic compositions and alloys containing less than 50.6 at.% Ni. 139 Figure 11 presents the stress hysteresis ranges reported for binary NiTi SMAs as a function of Ni content. The results show a clear decreasing trend in hysteresis with increasing Ni concentration. The Ni50.6Ti alloy exhibits the largest hysteresis, ranging from approximately 240 to 300 MPa, whereas highly Ni-rich compositions, such as Ni54.0Ti, display significantly smaller hysteresis values of about 185 MPa.
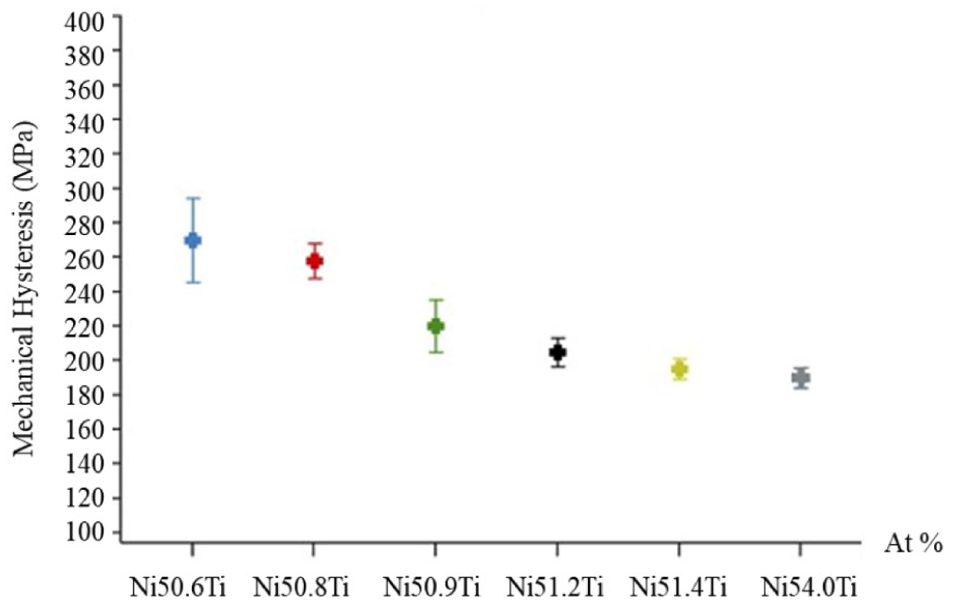
Mechanical hysteresis comparison for different binary NiTi SMAs compositions . 109
Another key performance metric of NiTi is its damping capacity, which describes the ability of the material to absorb or dissipate vibrational or cyclic mechanical energy.
140
In SMAs, a significant portion of the input mechanical energy is irreversibly converted into thermal energy through internal friction mechanisms associated with martensite phase transformations, variant reorientation, and interfacial motion, resulting in inherently high damping performance.
141
The damping capacity of NiTi SMAs is strongly phase-dependent and increases markedly in the martensitic state. It reaches a maximum during stress-induced martensitic transformation, where the high density of martensite variants and their reversible reorientation under cyclic loading enhance energy dissipation.
142
The damping performance of SMA materials is commonly quantified using the equivalent viscous damping ratio,

where WE the energy absorbed by a linear system subjected to the same maximum displacement (ε
Max
) and peak load (
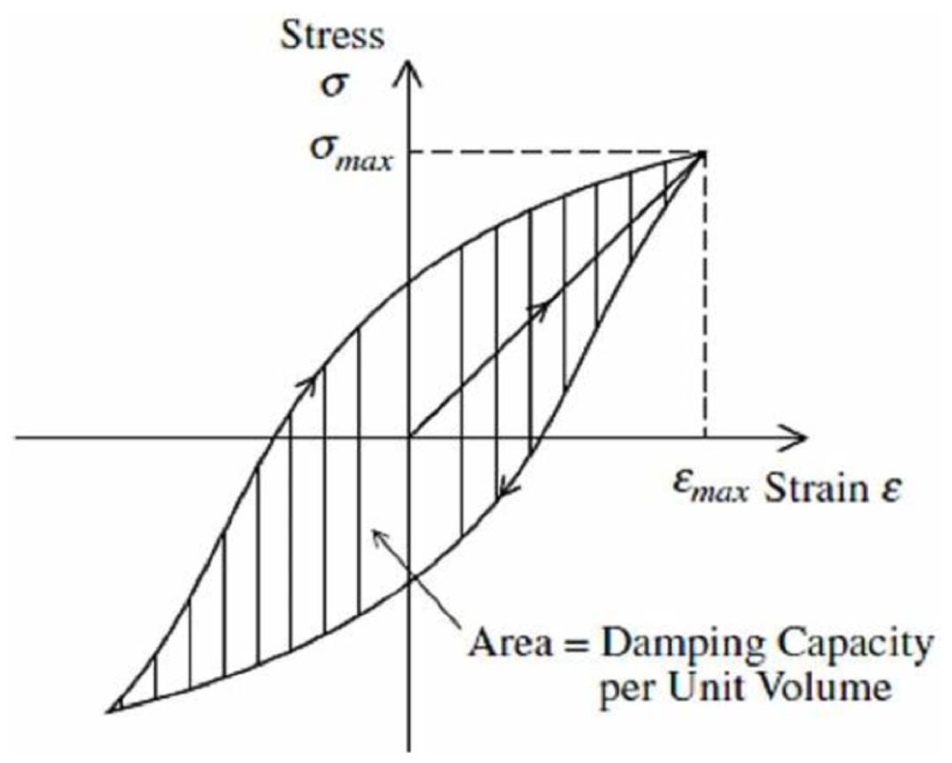
Typical mechanical hysteresis loop illustrating energy dissipation and damping behavior . 143
Applications of nitinol in medical devices
The suitability of materials for biomedical applications is primarily determined by their ability to satisfy key performance requirements, including biocompatibility, bio-adhesion, physiological safety, and corrosion resistance. The widespread adoption of Nitinol in medical devices is largely attributed to its transformation temperatures, which are close to human body temperature. 31 In addition, Nitinol exhibits a relatively low elastic modulus comparable to that of natural bone, thereby reducing stress shielding effects, while simultaneously providing compressive strength higher than that of bone. When combined with excellent biocompatibility and superior corrosion resistance in physiological environments, these properties make Nitinol particularly well suited for biomedical use.144–146 It also offers a high recoverable strain of approximately 8%, compared with about 5% in Cu-based SMAs, 147 and demonstrates distinct mechanical and hysteretic behavior relative to conventional implant materials such as 316 l stainless steel. 148
Beyond these advantages, Nitinol satisfies many of the functional requirements of artificial biomaterials.132,149–152 Its strain recovery capability exceeds the typical deformation limits of human tissues and bone, as illustrated in Figure 13(a), where its stress–strain response closely resembles that of bone and tendon. Human tissues are characterized by large elastic deformation capacity under relatively low and stable stresses, 153 a behavior that is well approximated by Nitinol’s plateau-like super elastic response. As shown in Figure 13(b), Nitinol exhibits a lower stress–strain slope than conventional implant materials, indicating a more compliant and tissue-compatible mechanical response. Consequently, as summarized in Table 5, its super elastic behavior at body temperature enables the continuous application of controlled restoring forces at fracture sites, thereby supporting mechanical stability and promoting accelerated bone healing.
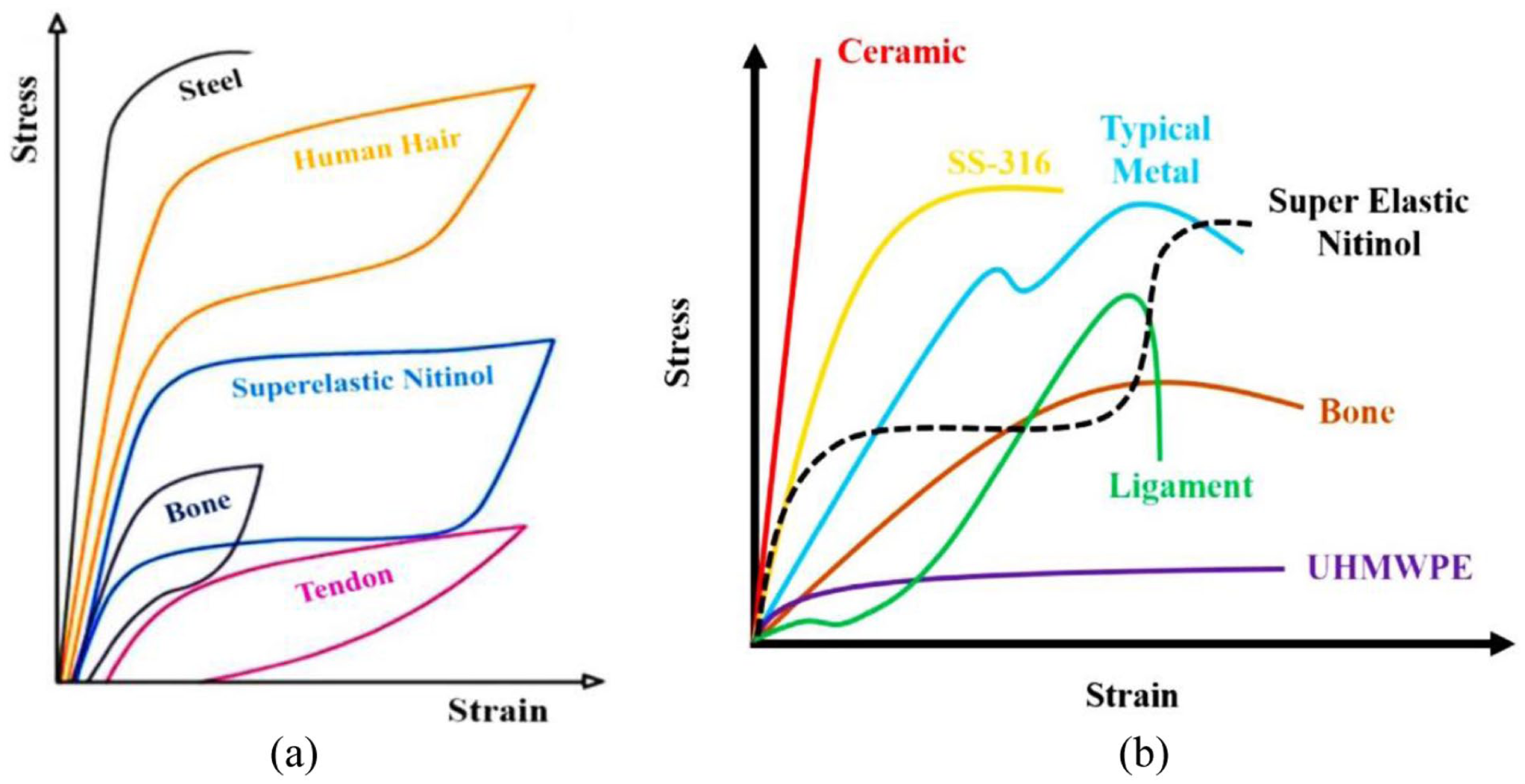
Stress-strain behavior for Nitinol compared with other materials: (a) Stress-strain behavior of Nitinol closely resembling that of bone and tendon and (b) Comprison on stress-strain slope of Nitinol and conventional materials. 153
Mechanical properties of stainless steel, biomedical metals, and human bone. 144

Furthermore, the unique functional properties of Nitinol, including its SME, SE, and high damping capacity, have enabled its extensive use in orthopedic internal fixation devices, vascular stents, dental components, and a wide range of other surgical implants. Figure 14 presents examples of implantable Nitinol-based devices, such as orthodontic arc wires, bone plates and screws, vascular stents, and internal bone fixation devices.
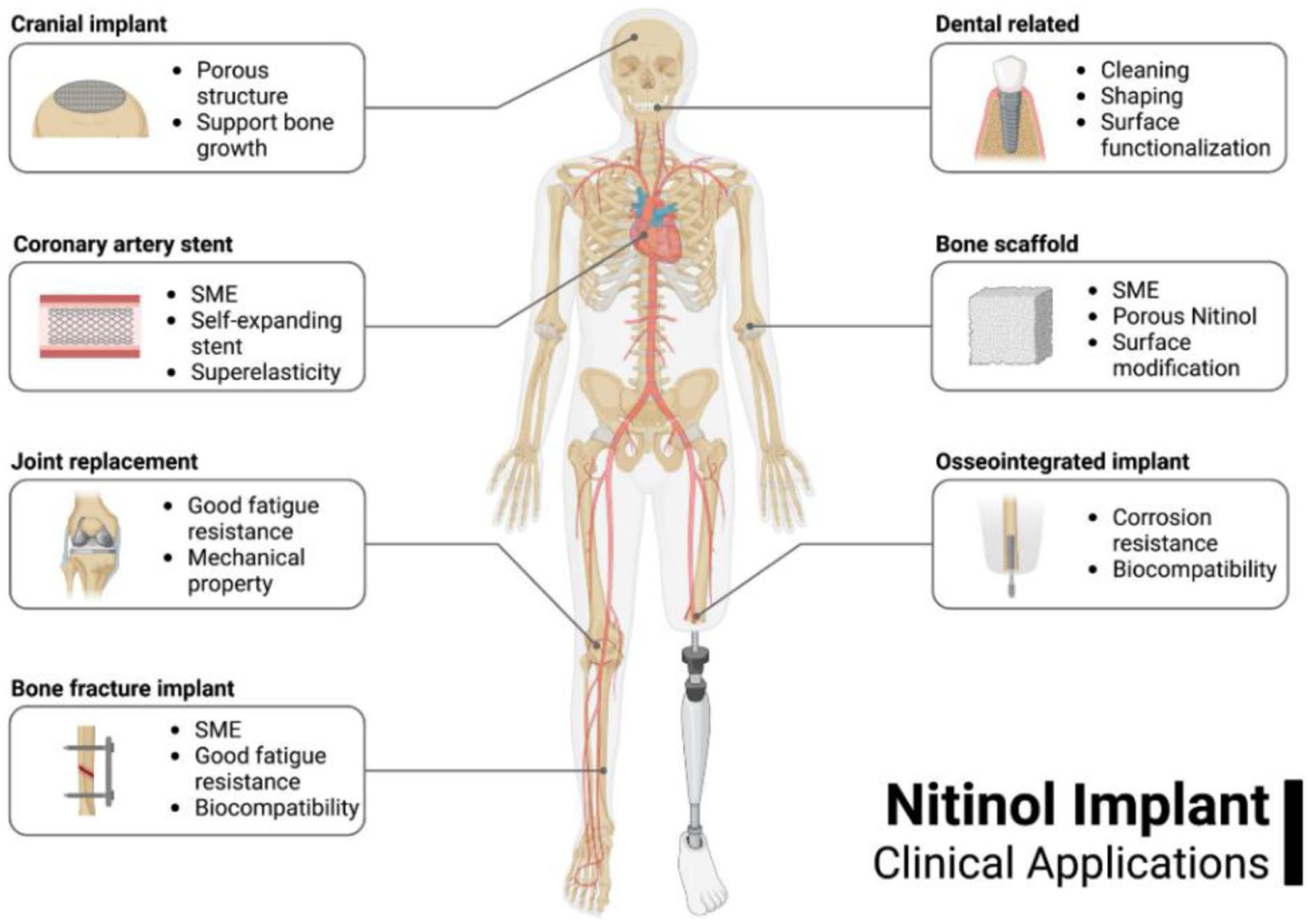
Application of Nitinol in human body. 154
Orthopedics implants
Bone is a dynamic tissue that undergoes continues remodeling and, following injury, has the capacity to regenerate, restoring its biological structure and mechanical properties to their pre-damage properties. 155 Orthopedic implants are required in cases of severe fractures that necessitate realignment and fixation to achieve proper healing, as well as in situations where bone regeneration fails, resulting in critical bone defects. 156 Nitinol is widely used for internal fixation in orthopedic applications involving the limbs, hands, shoulders, and spine, where it helps maintain anatomical fracture reduction and stabilization. 157 The fixation position and depth vary depending on the fracture type and location. Internal fixation is achieved through the surgical implantation of devices designed to stabilize and hold fracture fragments together. These devices include plates, screws, nails, rods, wires, and pins, with the selection of a fixation method determined by the fracture location, geometry, and loading conditions. Among these options, bone plates are the most widely used implants for internal fracture fixation due to their versatility and ability to provide stable mechanical support. 158 Figure 15 illustrates commonly used medical devices for internal fracture fixation, while Table 6 summarizes the different types of internal fixators employed for various fracture sites and classifications. To ensure effective stabilization during bone healing and minimize stress concentration at the implant site, internal fixators must possess adequate strength, high elasticity, and controlled deformation within the body- characteristics that are well satisfied by Nitinol. 157
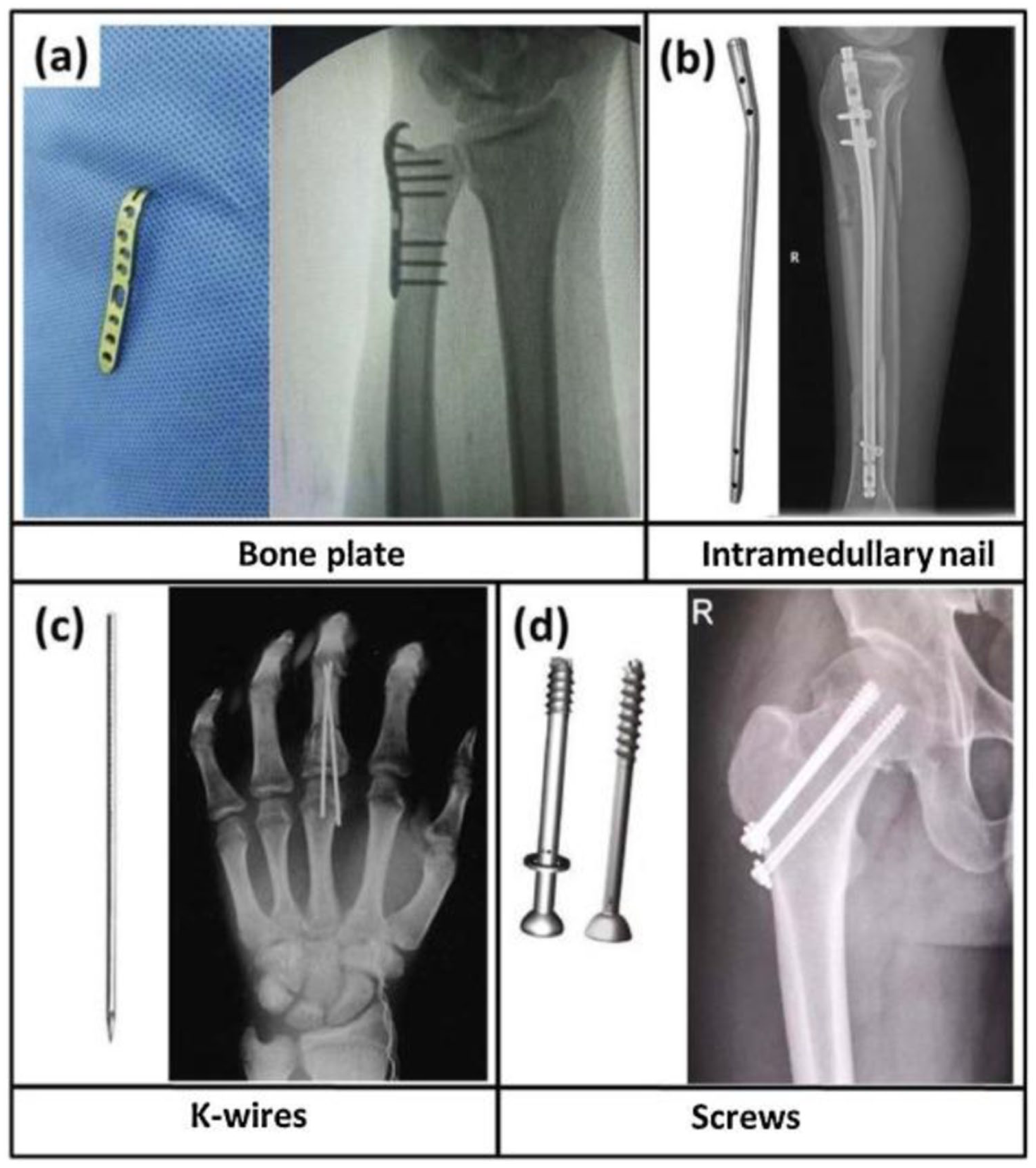
Typical medical devices used for internal fracturing fixation: (a) Bone plate, (b) Intramedullary nail, (c) K-wires, and (d) Screws. 158
Common fracture sites and corresponding internal fixation methods. 158

In addition, bones are normally subjected to cyclic loading; therefore, bone plates must exhibit sufficiently high fatigue resistance in addition to adequate stiffness to protect the fracture site from excessive stress. Fracture healing with plate fixation typically requires 1–2 years, after which the plates may either be removed or left in situ, depending on clinical considerations. 156 Among SMAs, NiTi remains the most widely used offering an exceptional combination of biocompatibility, high fatigue and large recoverable strains.159–161 Table 7 outline the common SMAs and their key features and applications.
Summary of common SMAs and their key features and applications.

The recovery stress generated by NiTi when shape recovery is constrained during heating from the martensite finish temperature (
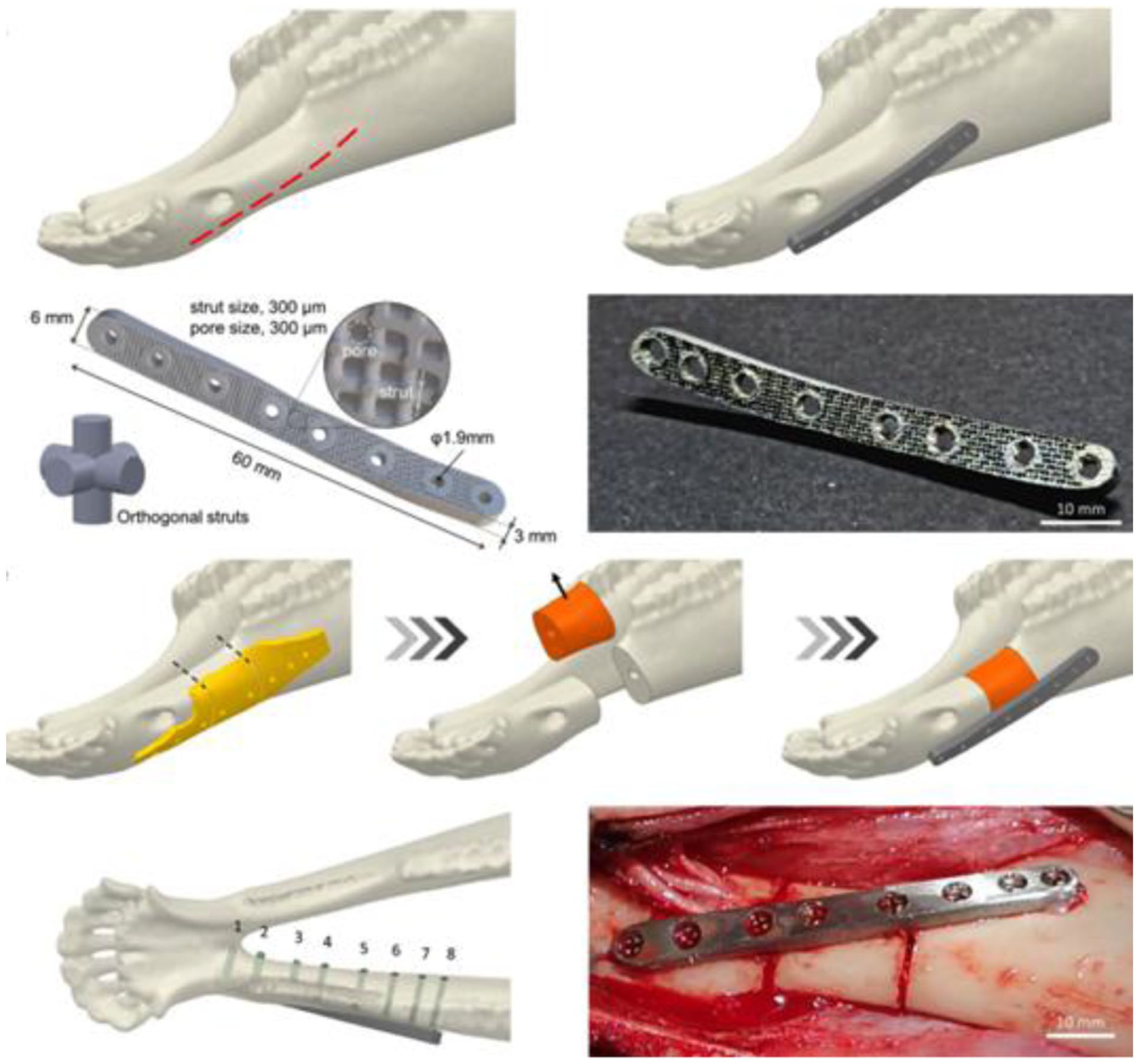
NiTi plate for internal fracture fixation. 162
Dental applications
The unique super elasticity and large strain recovery of Nitinol provide light, continuous physiological forces to the teeth, thereby reducing tissue hyalinization and minimizing the risk of root resorption. 163 Nitinol wires have been widely used in long-term orthodontic treatments, such as braces, arch wires, dental implantation, and multibracket systems. The material remains stable at buccal cavity temperature while continuously attempting to recover its original shape, following the characteristic force–displacement response of the austenitic state. 164 In orthodontics, forces must remain within a narrow range, as excessive loading limits bone remodeling. Nitinol braces enhance dental implant fixation via the shape memory effect, and are patient-friendly because they deliver stable, gentle forces throughout treatment. 157 Nitinol arch wires are highly effective in correcting tooth misalignment, which is particularly critical during the initial stages of orthodontic treatment involving leveling and alignment, as depicted in Figure 17. When orthodontic forces are transmitted to the surrounding bone, a biological response of bone resorption and apposition occurs, enabling controlled tooth movement. 165
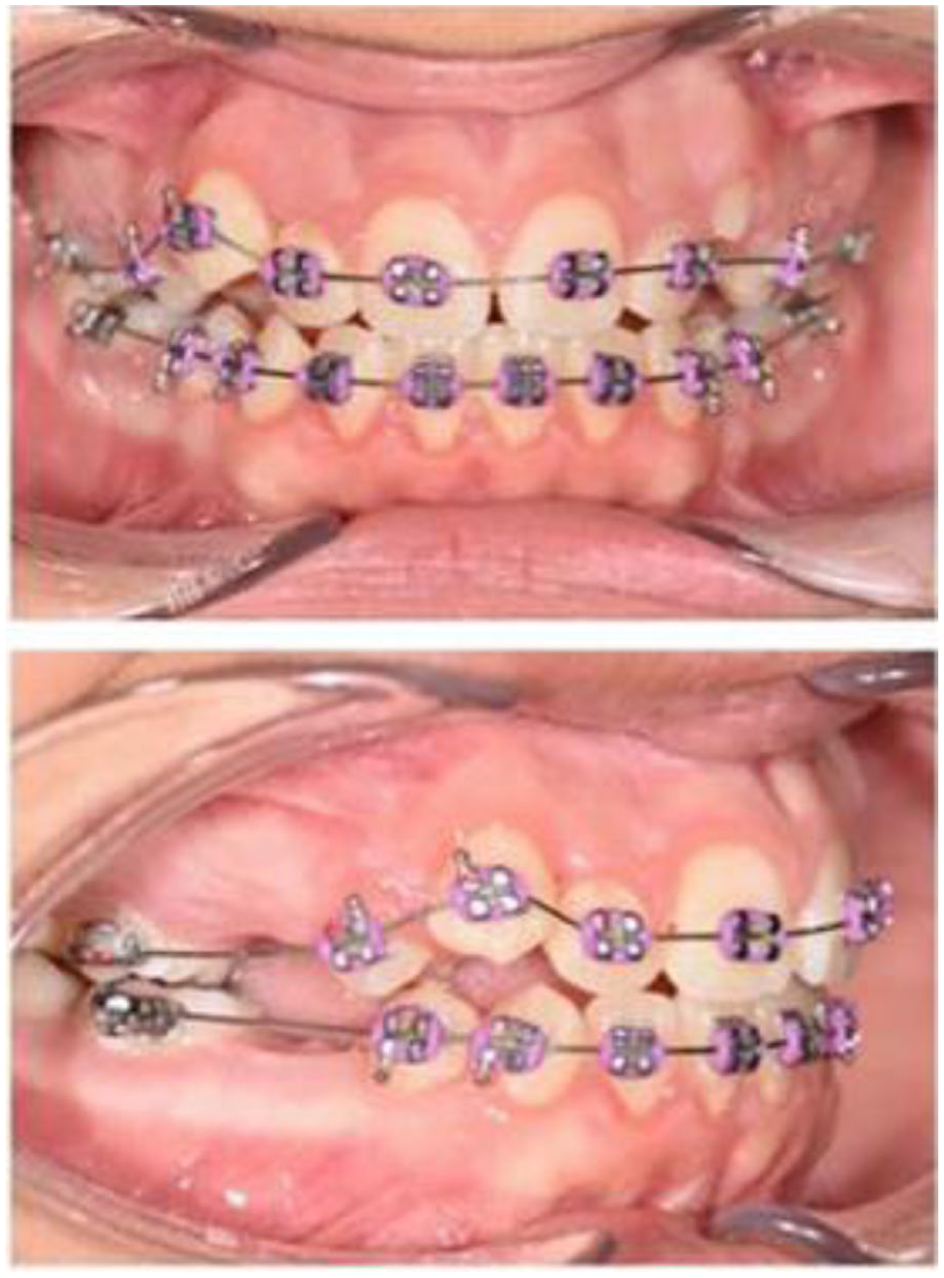
Leveling and alignment with NiTi arch wire.
In endodontics the treatment involves cleaning and shaping the root canal using rotating files, followed by filling the canal with an inert material. These files require both flexibility and effective cutting edges. In the late 1980s, the introduction of NiTi marked a major advancement31,166: its pseudo elasticity provided high flexibility, deformation recovery without plastic strain, and controlled force application, enabling the use of motor-driven NiTi files, as illustrated in Figure 18.

Endodontic file. 31
Vascular/venous
Beyond orthodontics, NiTi has been widely applied in vascular medicine and the development of minimally invasive techniques, where pathologies are treated via percutaneous device insertion rather than open surgery.
31
One of the earliest vascular applications was the venous Simon et al. filter,
167
designed to prevent embolism in patients who cannot tolerate anticoagulant therapy, as shown in Figure 19. The device was manufactured in an open configuration using a Nitinol alloy with an
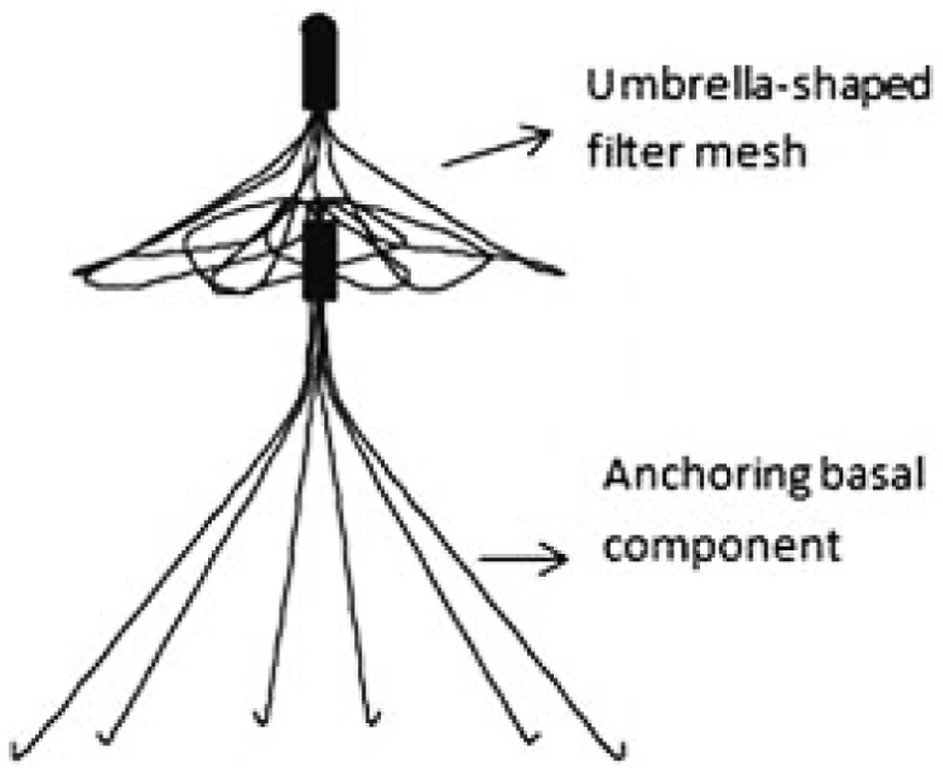
Simon Nitinol vena cava filter. 167
Other widely used devices include those for closing ventricular septal defects (VSDs),170,171 which are characterized by an abnormal opening in the septum separating the heart chambers. Conventional surgical repair requires an invasive thoracotomy and manual suturing of the defect, associated with significant risk and morbidity. As a result, minimally invasive transcatheter approaches have gained strong clinical interest. These closure devices are typically fabricated from Nitinol wire frameworks combined with an impermeable polyurethane membrane, enabling self-expansion, secure anchoring, and effective sealing of the septal defect, as depicted in Figure 20.

Ventricular septal defect device. 170
NiTi is widely used in self-expandable vascular stents and blood clot filters due to their phase-transformation-induced shape recovery.172,173 Vascular stents are metallic mesh structures designed to expand within stenotic vessels obstructed by atherosclerotic deposits, thereby restoring and maintaining blood flow to peripheral tissues. Depending on their deployment method, stents can be classified into two categories: self-expanding and balloon-expandable. 174 Peripheral artery stents experience significant mechanical stress during daily activities such as walking, running, or knee flexion. 175 Nitinol is particularly well-suited for these conditions due to its super elasticity and stress-hysteresis properties, which provide superior resilience compared to other materials, as illustrated in Figure 21.
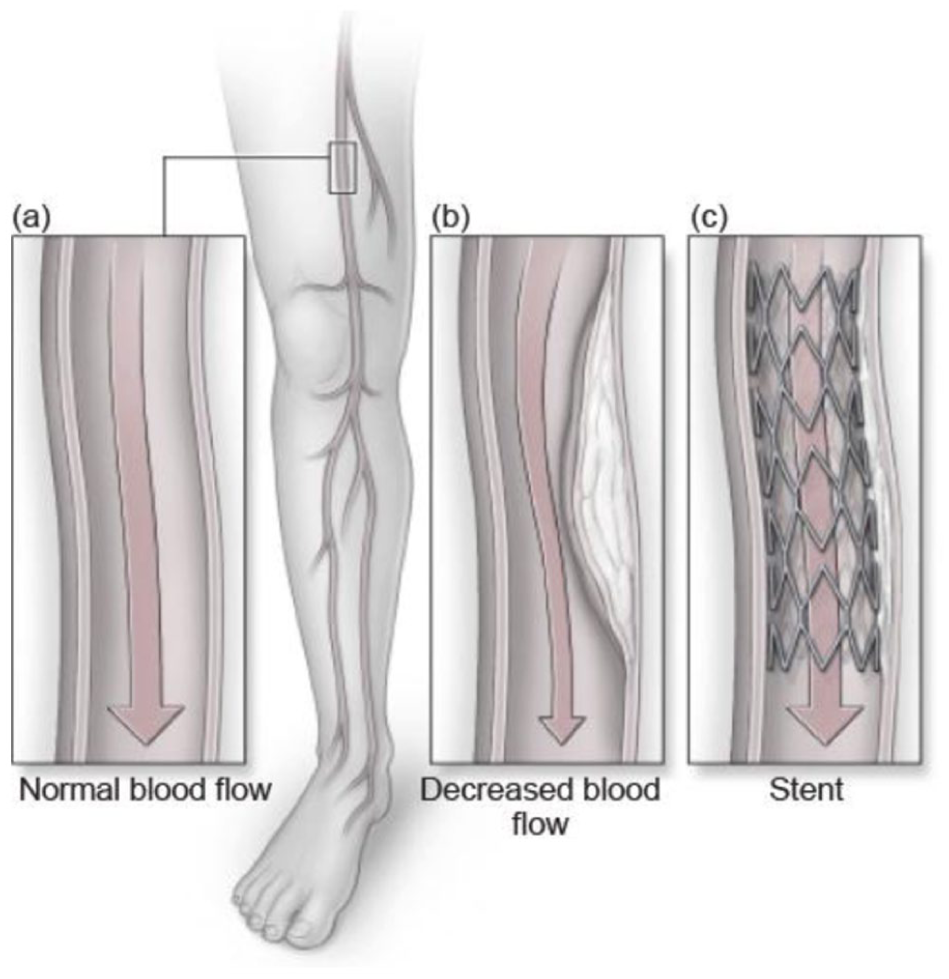
Schematic representation of a Nitinol stent deployed in peripheral artery: (a) Normal blood flow, (b) Decreased blood flow, and (c) Stent. 175
Endoscopes
A guidewire is a thin metallic wire inserted through a natural body opening or a small incision to facilitate minimally invasive diagnostic and interventional procedures. For such applications, biomaterials with a low elastic modulus are required to provide sufficient flexibility, enabling safe navigation through tortuous vascular pathways while minimizing the risk of vessel trauma. 175 Currently, guidewires are manufactured from several primary materials. Stainless steel guidewires offer excellent torque transmission and controllability owing to their high stiffness, which allows precise manipulation during clinical procedures. However, their limited flexibility makes them more prone to kinking and permanent deformation, potentially increasing patient discomfort and procedural risk. 176
Cobalt–chromium guidewires provide high strength and corrosion resistance, achieving a compromise between rigidity and flexibility that makes them suitable for high-stress applications; nevertheless, their higher cost can increase overall device expenses. The evolution of guidewires in gastrointestinal (GI) endoscopy led to the adoption of Nitinol-based designs due to their superior flexibility, resistance to kinking, and their shape memory and super elastic behavior which significantly enhance procedural efficiency and reduce the risk of injury, albeit at a higher material cost.175,176 Nitinol plates and sheets are primarily employed in interventional endoscopy instruments, with plates commonly used for components such as stripping hooks, and sheets utilized for retractors, clamps, and related devices. As endoscopic procedures became increasingly complex, the demand for guidewires with high flexibility, torque stability, and resistance to permanent deformation grew. Consequently, Nitinol guidewires are now regarded as essential instruments in advanced GI endoscopic interventions. Figure 22 illustrates NiTi interventional endoscopy instruments. Stripping hooks are made from thin NiTi plates, thermally shaped into semicircles with rounded tips for controlled bending during surgery. Enterotomy forceps use NiTi leaf springs to provide a constant clamping force (~7 N). NiTi retractors reshape in situ to support or separate intra-abdominal organs, with frames composed of multiple thin NiTi sheets fitted through trocars.
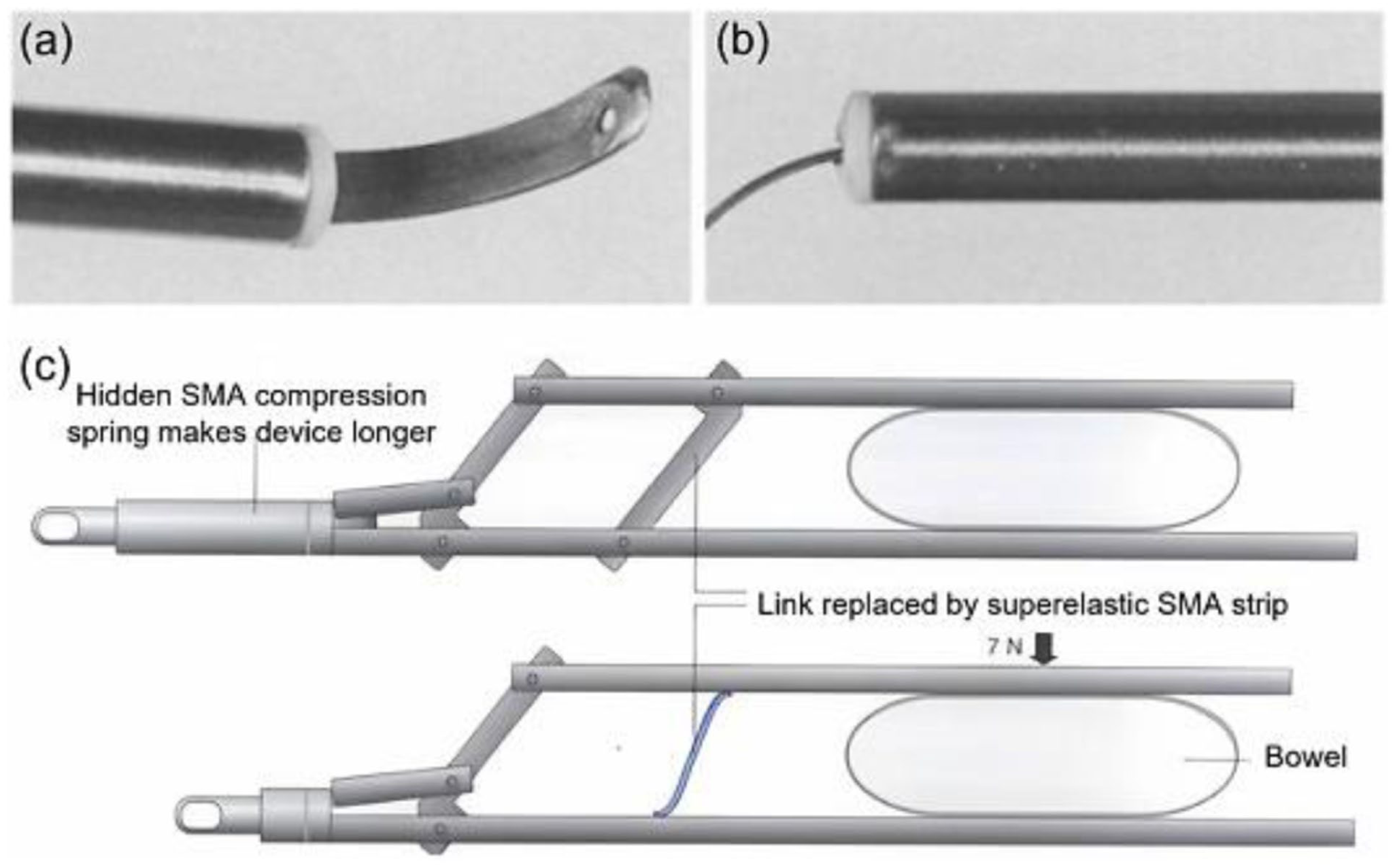
NiTi interventional endoscopy instruments, stripping hook: (a) main view, (b) side view, and (c) flexible clamp. 176
Assorted assistive applications
In recent years, Nitinol has been successfully applied in prosthetic and assistive biomedical devices, including prosthetic limbs and artificial organs. Their unique shape memory and super elastic characteristics enable the development of lightweight, silent, and highly dexterous anthropomorphic robotic hands that closely replicate the functional behavior of the human arm. One of the earliest industrial implementations of this concept is the Hitachi Hand, developed by Nakano et al. in 1984, 177 which utilized SMA wires as artificial muscles actuated by Joule heating to generate finger and wrist motions. The continued development of prosthetic and orthotic devices based on biomimetic design principles, exploiting the intrinsic properties of SMAs, represents a rapidly growing and promising direction in medical and rehabilitation research.
Prosthetic devices, such as legs that restore mobility, arms that assist in grasping, or even internal organ replacements, are advancing medical capabilities significantly. Similarly, orthotic devices support rehabilitation and assist patients with impaired limbs, greatly enhancing quality of life. 129 The hip prosthesis is the most widely used prosthetic device currently available. Compared with conventional designs, NiTi-based hip prostheses offer an improved balance between frictional performance and mechanical strength by replacing the acetabular cavity with a double semi-spherical SMA structure, enhancing joint stability and wear resistance. 178 The use of NiTi alloys in such surgical applications offers superior resistance to friction-induced wear compared with conventional materials. Artificial organs require high fatigue strength and miniaturization, both of which Nitinol can provide. Nitinol is used in many other artificial organs, including kidneys, 179 prosthesis, 180 heart and muscles, 181 and actuators. 182 Figure 23 depicts the application of Nitinol in prosthetic & assistive devices.
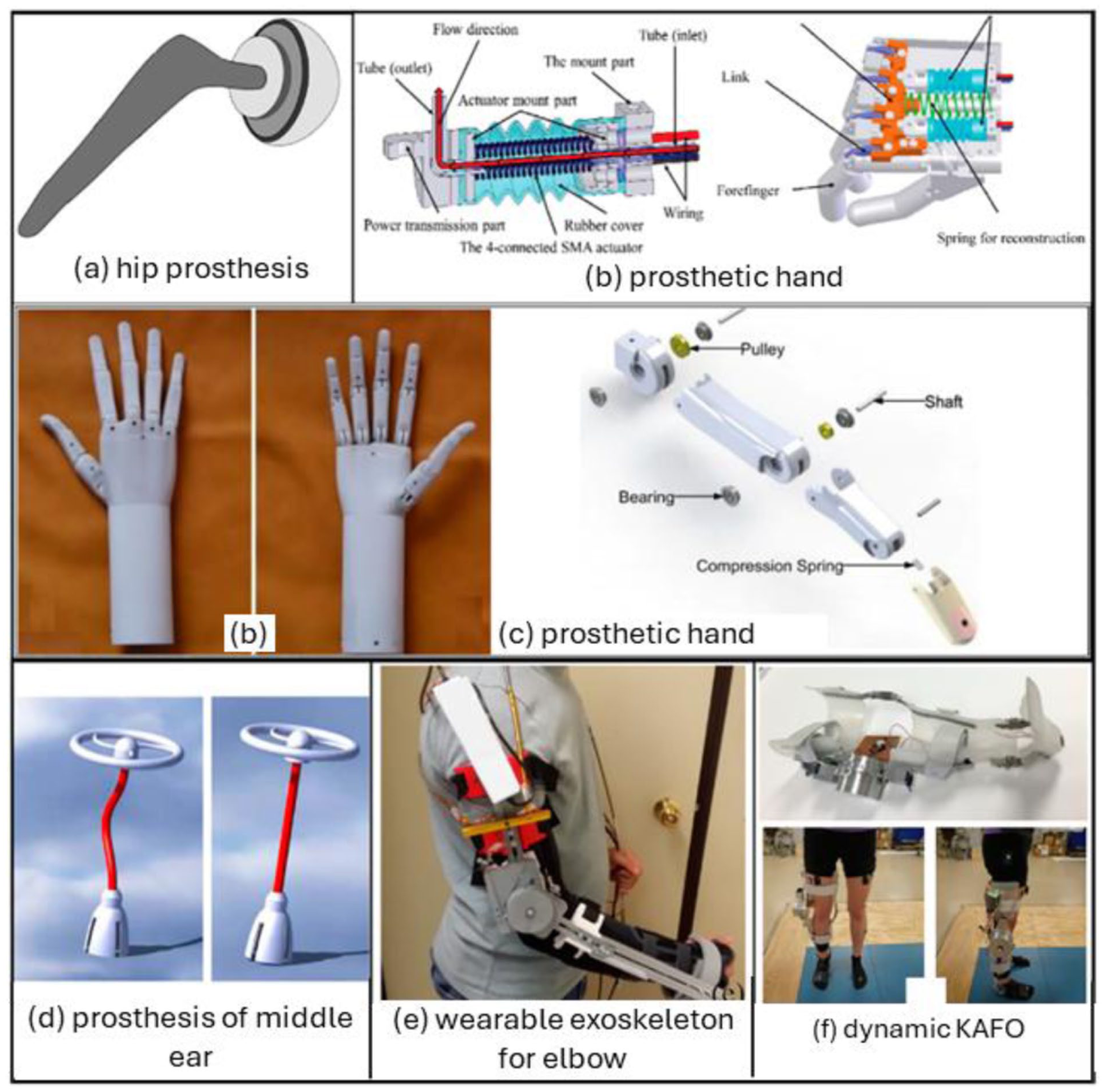
Nitinol in prosthetic & assistive applications: (a) Hip prosthesis, (b, c) Prosthetic hand, (d) Prosthesis of middle ear, (e) Wearable exoskeleton for elbow, and (f) Dynamic KAFO. 129
Failure modes and clinical performance of nitinol in biomedical applications
Despite its excellent functional properties, the in vivo performance of Nitinol is governed by a combination of mechanical, chemical, and biological factors. Clinically, NiTi-based devices, particularly stents, benefit from high flexibility and conformability, which enhance vessel patency and reduce restenosis under physiological loading. However, long-term reliability is constrained by several interrelated failure mechanisms including fatigue fracture due to cyclic loading, particularly in highly mobile anatomical regions, as well as localized corrosion and wear at contact interfaces.152,183–185 Fatigue fracture remains the dominant mode of failure. Repeated mechanical stresses, especially in regions such as the femoropopliteal artery, induce crack initiation at microstructural defects, inclusions, or surface imperfections, followed by progressive crack propagation and eventual fracture. Loading conditions such as bending, torsion, and axial compression, accelerate this process. Fatigue-induced fracture rates in medical devices such as stent designs ranged from 19% to 50%, often occurring at structural discontinuities including overlaps or hinge points, and are associated with restenosis (up to ~22%) or vessel occlusion. 186 In other applications, such as endodontic instruments, shear-dominated failures account for the majority of fractures (66–91%), while excessive mechanical loading (e.g. oversizing) can lead to plastic deformation of device structures. 187 Corrosion and surface degradation are key factors that contribute to long-term performance limitations. Although Nitinol forms a stable passive oxide layer, primarily TiO2, and in some cases Ta2O5, which enhances corrosion resistance, biocompatibility, and osseointegration, disruption of this layer can locally increase nickel ion release. While ion release is typically minimal, localized breakdown may trigger inflammatory responses or cytotoxic effects in sensitive patients.188–190 Corrosion processes, particularly pitting initiated at inclusions such as Ti–Ni oxides, can act synergistically with fatigue by promoting microcrack formation and accelerating crack growth. Surface quality therefore plays a critical role, as poor finishing increases susceptibility to both corrosion and fatigue damage. Additional failure modes including device migration (~4.7%), encrustation in urological applications (up to 68%), and mechanical instability arising from suboptimal placement or asymmetric fixation.191,192 In vascular devices, biological responses such as neointimal hyperplasia remain a key concern, with restenosis rates reported between 1.5% and 47%, particularly in cases of incomplete endothelialization or thrombosis (~4%). While the super elastic and functional characteristics of NiTi underpin its strong clinical performance, device reliability is ultimately determined by fatigue resistance, corrosion stability, and surface integrity. These factors are highly dependent on microstructural control, surface treatment, and manufacturing processes, which collectively govern the long-term durability and biocompatibility of NiTi-based implants.193,194
Nitinol-based devices have demonstrated strong clinical performance across a range of biomedical applications, owing to their unique combination of super elasticity, shape memory behavior, and biocompatibility. Clinical studies demonstrate that NiTi-based stents provide favorable short- to mid-term outcomes, with primary patency rates of approximately 77% at 1 year and 63% at 6 years, while secondary patency can reach up to 87% over the same period. 195 In peripheral arteries, self-expanding Nitinol stents achieve patency rates of 85–100% at 18 months, outperforming balloon-expandable alternatives, with low thrombosis rates (~4.1%) but restenosis ranging from 1.5% to 11%. In coronary applications, everolimus-eluting stents have reported fracture rates of up to 18% at 6 months, which are associated with increased restenosis.183,185 Despite these advantages, long-term durability remains a challenge, as primary patency declines over extended follow-up, particularly in complex lesions. 196 Compared with conventional materials such as stainless steel, NiTi stents exhibit superior performance, achieving significantly higher patency rates (e.g. 69% vs 34% at 24 months) and reduced restenosis risk. 197 Nevertheless, in vivo failure mechanisms, including fatigue fracture (reported in ~10% of cases), restenosis, and cyclic mechanical degradation, remain critical factors governing long-term clinical reliability. 195 In orthopedic applications, NiTi implants also demonstrate strong clinical effectiveness. Fusion rates of approximately 94.6% have been reported in foot and ankle procedures, with relatively low complication rates (~11.25%). 198 Comparative studies indicate improved union outcomes, with nonunion rates as low as 1.3% for NiTi-based fixation systems compared to 2.4% for conventional plate-and-screw methods. 199 Additionally, NiTi implants enable less invasive surgical procedures, reducing operative time (~19.6 vs ~48.8 min) and incision size (~3.8 vs ~8.7 cm), while improving patient comfort and lowering implant-related discomfort (approximately 32% vs 71%). 200 Compression staples provide stable fixation with minimal foreign body reaction and good integration, although improper placement may lead to mechanical instability. In spinal and load-bearing applications, the super elastic behavior of NiTi supports sustained load transfer with low complication rates. 154 In orthodontics, NiTi arch wires enhance treatment efficiency by enabling tooth movement rates of approximately 1.2 mm/month, compared to 1.0 mm/month for stainless steel systems, while maintaining consistent force levels around 200 g throughout treatment. 201 Their ability to deliver light, continuous forces over a wide activation range improves patient comfort and reduces tissue damage. However, intraoral exposure can lead to surface degradation, biofilm formation, and minor nickel ion release, which may affect long-term performance. 164 Overall, the clinical performance of NiTi devices is closely linked to their super elasticity, which enables continuous force delivery, stable fixation, and improved biomechanical compatibility with biological tissues. However, long-term reliability remains governed by fatigue resistance, interface wear, and environmental degradation under cyclic physiological loading conditions.
Overview of current challenges and future prospects
Alongside its extensive use in medical devices and its unique functional properties, it is essential to address the underlying scientific challenges and explore emerging strategies in NiTi SMA development to prevent prosthesis failure and minimize nickel ion release. Biocompatibility requirements represent a critical constraint in medical applications of Nitinol; while not insurmountable, they cannot be overlooked. A deeper understanding of the interactions between NiTi alloys and the human physiological environment is necessary before their broader adoption in implantology can be fully realized.
Nitinol consists of nearly equiatomic proportions of nickel and titanium. While titanium is well recognized for its excellent corrosion resistance, biocompatibility, and low toxicity in the human body, the presence of
From a manufacturing perspective, traditional alloy-processing methods such as casting are not well suited for producing complex or porous Nitinol structures in a cost-effective and reliable manner. The high sensitivity of Nitinol to compositional variations, coupled with its poor machinability, restricts most conventionally manufactured components to simple geometries such as wires, plates, strips, and tubes, thereby limiting its full application potential. 144 To overcome these constraints, additive manufacturing (AM) techniques have been increasingly explored over the past decades. However, AM of NiTi alloys presents its own challenges, particularly in controlling composition, microstructure, and post-processing heat treatments.208,209 Precise processing conditions are required to preserve the properties of the NiTi alloys, and accurately tailoring the transformation temperatures necessary for SME and SE remains technically demanding. The end-product specifications and performance requirements ultimately govern the selection and assessment of appropriate manufacturing techniques. These specifications, in turn, dictate the material requirements, including mechanical properties, transformation temperatures, component size and geometry, product form, thermo-mechanical processing conditions, surface quality, or combinations of these factors. Future research should therefore focus on AM processes for Nitinol-based devices and post-processing, achieving precise control over functional properties, and systematically evaluating the performance and reliability of the fabricated components to fully realize their potential in medical devices.
Despite these challenges, the advancement of biomedical applications of Nitinol continues to be of significant importance, even as progress in fully understanding their long-term biocompatibility remains limited. Addressing these issues requires a multidisciplinary research approach that integrates materials science, biomechanics, surface engineering, manufacturing technologies, and biomedical sciences to develop safer, more reliable, and application-specific Nitinol-based medical devices.
Conclusion
This systematic review elucidated the distinctive properties of Nitinol, emphasizing its behavior, characteristics, applications and the associated challenges concerning its biocompatibility. Over the past decade, Nitinol has firmly established itself alongside stainless steels and titanium alloys in a broad range of medical device applications across multiple clinical specialties with improved clinical outcomes. The development of nickel–titanium (NiTi) alloys has played a pivotal role in advancing medical device technology due to its excellent biocompatibility, high recoverable strain, and pronounced SME and SE behavior, which together enable favorable biological responses, and have led to its adoption in a wide range of medical devices, implants, and prosthetic applications. However, the design and implementation of Nitinol-based devices remain challenging, largely because of the strong thermos-mechanical sensitivity and the complexities associated with its design, processing, and scalable manufacturing, all of which require further investigation.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
This research is a review study and did not involve the generation or analysis of any new data. Consequently, no datasets were used or created in support of this work.