
Abstract
Ceramic materials are widely used in machinery, electronics, energy, chemical engineering, aerospace, and biomedical fields owing to their excellent mechanical strength, hardness, electrical insulation, chemical stability, and high-temperature performance. However, the inherent hardness and brittleness of ceramics make machining complex-shaped components challenging. Thus, photocuring techniques enable the fabrication of customized ceramic shapes. In addition, doping and other modification strategies significantly improve the high-temperature performance, oxidation resistance, and structural integrity of ceramics, which meet the demands for next-generation aerospace applications. This article reviews two widely used ceramic shaping methods: stereolithography and digital light processing. It also briefly examines recent advancements in slurry optimization, doping modifications, and process parameter control, focusing on elucidating the mechanisms by which these factors enhance the mechanical properties of ceramics. By summarizing these key research progresses, this review aims to provide a comprehensive reference for the development of photocuring-based ceramic manufacturing technology, and it is anticipated to promote the broader application of high-performance, complex-shaped ceramics in critical fields such as aerospace engineering and biomedicine. Future research directions may further focus on multi-material integrated printing and artificial intelligence-driven process optimization to address remaining challenges in slurry formulation and mechanical property enhancement.
Keywords
Introduction
Ceramic materials have a long history and are widely used across diverse fields. These materials range from conventional products such as pottery, bricks, and refractories to advanced structural and functional ceramics, including alumina (Al2O3), zirconia (ZrO2), silicon nitride (Si3N4), and silicon carbide (SiC).1–4 This broad spectrum of materials leads to significant variations in their properties, particularly mechanical performance. Conventional ceramics (e.g., clay-based sintered products) typically exhibit porous microstructures and relatively low mechanical strength and hardness. Although many common oxide ceramics achieve higher densification, their mechanical properties remain limited. With increasing demand for high-temperature and oxidation-resistant materials in aerospace, high-speed aircraft, and mechanical equipment, high-performance engineering ceramics fabricated via advanced powder processing, forming, and sintering have become widely adopted. These ceramics exhibit excellent mechanical properties, including high strength, hardness, fracture toughness, excellent wear resistance, high chemical stability, and good biocompatibility.5–8 However, the inherent brittleness and limited thermal shock resistance of ceramics restrict the use of complex-shaped ceramic components. 9 Conventional ceramic fabrication methods, such as mold pressing, casting, ceramic injection molding, isostatic pressing, and slip casting, typically require molds or subsequent machining. These methods are characterized by long design and production cycles, high costs, and limited precision. These limitations hinder the fabrication of highly complex structures and limit the broader application of ceramics in engineering and medical fields. 10 In contrast, ceramic additive manufacturing technologies enable the flexible production of complex structures without the need for molds, thereby overcoming shape complexity limitations. These technologies are particularly suitable for producing customized, small-batch components.
Ceramic 3D printing can be performed using various technologies. These include fused deposition modeling, inkjet printing, stereolithography (SLA), digital light processing (DLP), selective laser sintering, and selective laser melting based on different forming principles. Among these approaches, photocuring-based ceramic 3D printing is the most widely used method for fabricating high-performance ceramics owing to its high precision and versatility. 11
Unlike conventional subtractive manufacturing techniques, such as turning, clamping, milling, cutting, planing, and grinding, rapid prototyping is an additive manufacturing method that builds components layer by layer. This approach uses discrete materials and computer-aided design software to guide the prototyping machine in depositing material sequentially, forming the desired 3D object. The specific steps are illustrated in Figure 1.

Schematic diagram of the basic principle of rapid prototyping technology.
Parts produced via photocuring 3D printing exhibit high dimensional accuracy, excellent surface finish, uniform microstructure, and superior mechanical properties. The manufacturing resolution can reach micrometer-level precision, with relative densities exceeding 99%.12,13 Ceramics fabricated via photocuring 3D printing exhibit properties similar to those produced through conventional forming methods. This technology is widely used in various industries, including aerospace, jewelry, energy electronics, petrochemicals, and biomedicine. 12
The preparation of ceramic slurries with high solid content, excellent flowability, and strong photosensitivity is a key step in photocuring-based ceramic 3D printing. These slurries comprise photosensitive compounds (monomers and oligomers), dispersants, photoinitiators, and ceramic powders. The ceramic slurries may also contain diluents, 14 plasticizers, 15 and light absorbers 16 as modifying or auxiliary components. The preparation of ceramic slurries, also known as the precursor ceramic conversion method, involves the chemical synthesis of polymers. These polymer precursors are then converted into ceramic materials through heat treatment. The inherent machinability of polymers enables the desired structures to be shaped and then heat-treated to form advanced ceramics that are difficult to fabricate via conventional methods. 17
Ceramic slurries for photocuring 3D printing must meet specific process compatibility requirements to ensure optimal performance. The slurry must be photosensitive to ultraviolet light to enable effective curing. Moreover, the slurry should remain free from defects (such as delamination and cracking) during post-processing steps (including debinding and sintering) and maintain high sintered density and excellent mechanical properties. To meet these requirements, the slurry must have a high solid content. In addition, maintaining uniformity during slurry recoating is crucial for successful printing. High-solid-content ceramic slurries typically exhibit non-Newtonian behavior, and their rheological properties influence the recoating process, thereby affecting the implementation of support strategies.
The composition and microstructure of ceramics significantly influence the properties of the final product and are determined by the ceramic slurry formulation and sintering behavior. Therefore, effectively coordinating the interactions among the ceramic slurry, printing process, debinding, and sintering parameters is crucial.
This article reviews the two main photocuring 3D printing technologies used in ceramic additive manufacturing and compares their underlying principles. In addition, the effects of monomers, diluents, dispersants, and photoinitiators on the behavior of ceramic slurries are investigated based on recent developments in photocuring-based formulations. Recent advancements in slurry optimization, doping strategies, and process parameter control are reviewed, highlighting their role in enhancing the mechanical properties of ceramics (Fig. 2). Finally, current trends and challenges in photocuring-based ceramic 3D printing are discussed.
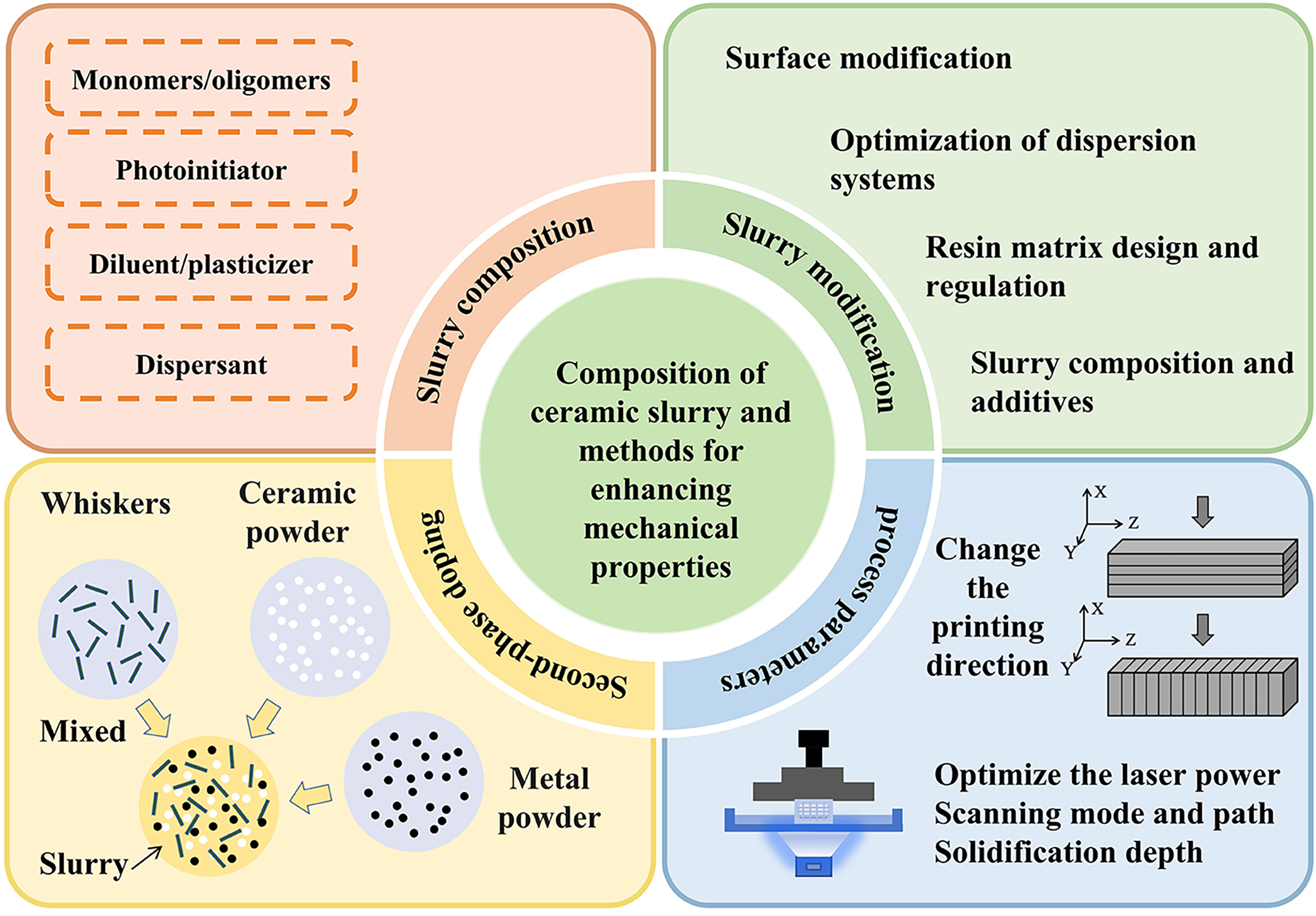
Composition of ceramic slurry and methods for enhancing mechanical properties.
Principles of Photocuring-Based Ceramic 3D Printing
In advanced ceramic manufacturing, the increasing demand for complex, high-precision components with excellent performance poses significant challenges to conventional processing technologies. In response, photocuring-based ceramic 3D printing has emerged as a transformative solution that revolutionizes ceramic fabrication. This technology includes several representative methods, such as SLA, DLP, two-photon polymerization, and liquid crystal display printing. These approaches are characterized by high feature resolution and excellent surface quality, making them highly suitable for high-precision ceramic production. Among these techniques, SLA and DLP are the most widely adopted owing to their balanced performance in terms of cost, printing accuracy, and applicability. The strengths and limitations of each method are summarized in Table 1. This section explores the principles of photocuring-based ceramic 3D printing, particularly SLA and DLP. The forming modes, working mechanisms, and practical applications of SLA and DLP are examined to highlight their key advantages in overcoming the limitations of conventional ceramic processing. Photocuring-based ceramic 3D printing, particularly SLA and DLP, enables the efficient fabrication of complex ceramic components across diverse fields (such as biomedicine, microelectronics, and aerospace) and supports the development of customized, high-performance ceramic products. This indicates the significant potential of photocuring-based ceramic 3D printing to drive advancements in the ceramic manufacturing industry.
Comparison of Advantages and Disadvantages of Different 3D Printing Technologies for Ceramic Manufacturing

DLP, digital light processing; SLA, stereolithography.
Stereolithography
SLA is one of the most widely used and well-established photocuring 3D printing technologies, and its printing principle is shown in Figure 3. According to the relative positions of the light source and resin vat and the movement of the build platform, two typical forming modes are used: “top-down” and “bottom-up.” In the top-down mode (Figs. 3a and 4b), the light source is positioned above an open resin vat. The build platform is submerged below the liquid surface and descends layer by layer. Each layer is cured at the liquid–air interface at the top of the resin vat. In this mode, a recoating blade (or doctor blade) is typically used to evenly spread the slurry before each exposure, thereby eliminating surface fluctuations, ensuring uniform layer thickness, and dispersing trapped bubbles. In contrast, the bottom-up mode is commonly used in many desktop SLA (Fig. 3b) and DLP devices (Fig. 4a). In this mode, the light source is positioned beneath a transparent resin vat, and the build platform rises incrementally from the bottom of the vat. Curing occurs near the transparent window at the base of the vat. This mode relies on the upward movement of the build platform and the self-leveling behavior of the slurry to deposit new layers. Although the bottom-up mode provides a compact structure and efficient material usage, it requires precise slurry rheological properties (such as low viscosity and rapid leveling) and effective anti-adhesion treatment of the transparent window. Both modes have distinct characteristics in system configuration, printing size, slurry management, and applicable scenarios. The appropriate mode should be selected based on the specific demands of the ceramic application.
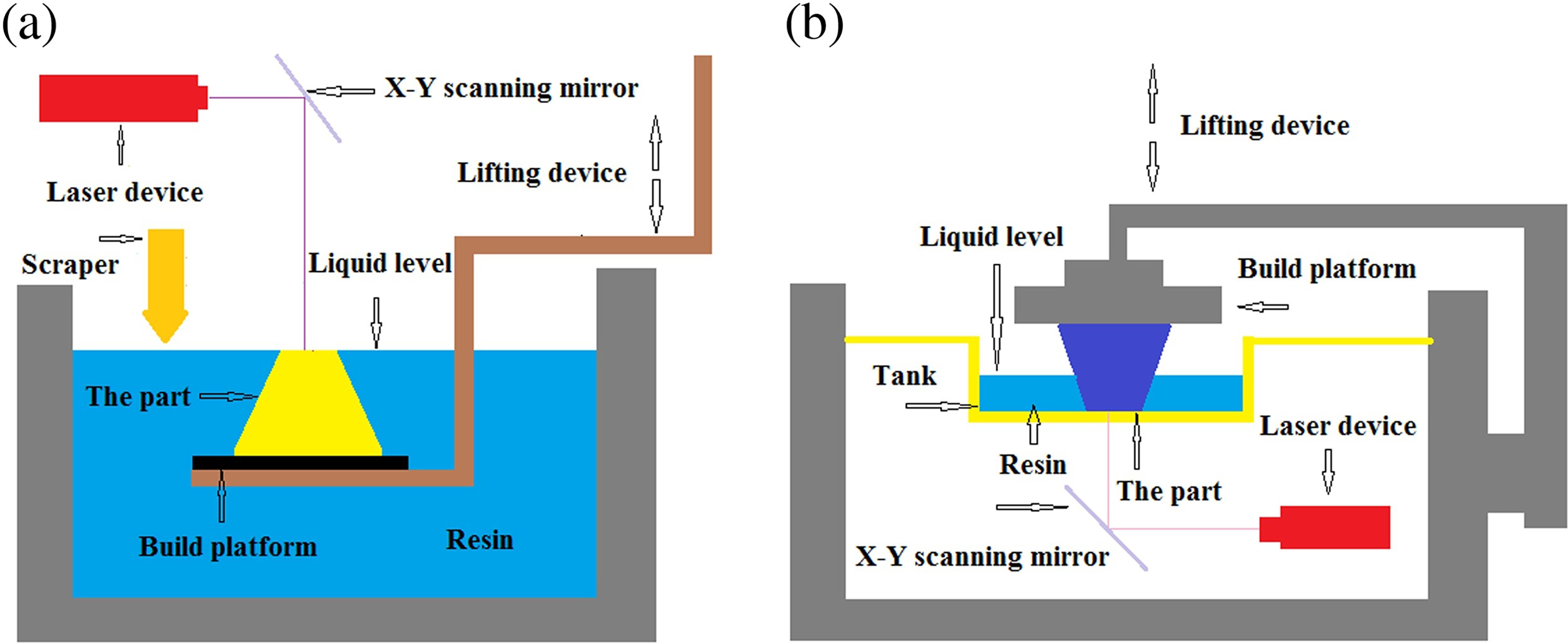
The principle of SLA apparatus rapid prototyping:
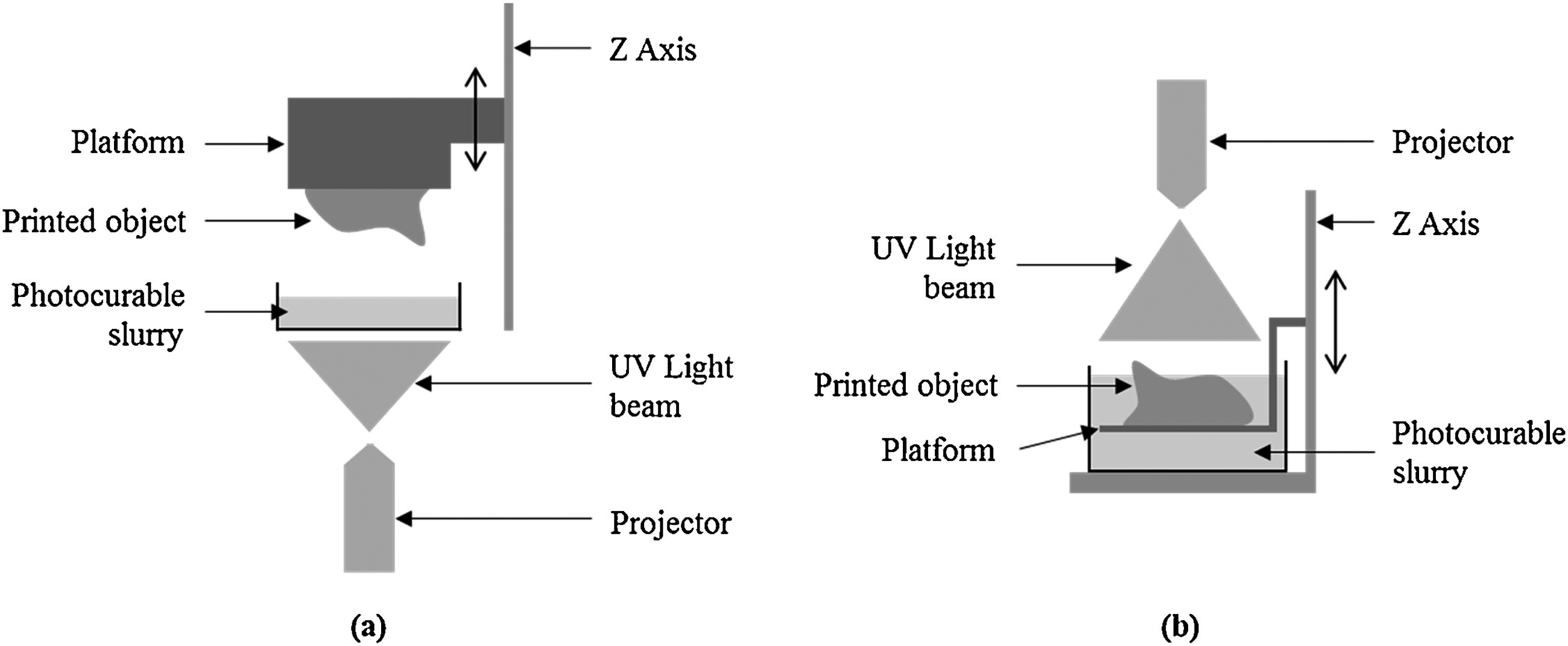
Schematic of the working principle of the employed printers:
SLA molding for ceramics has been applied across various fields to fabricate dense and porous ceramic components with complex structures. These include integral cores, microelectronic elements (such as sensors and photonic crystals), biomedical bone scaffolds, and dental components. 18 The research on SLA used for ceramics has made significant progress in areas such as residual organic content, particle sedimentation, photocuring scanning strategies, 19 and debinding processes. 20
SLA molding for ceramics uses a mixture of ceramic powders and photosensitive resins as the raw material. This mixture is photocured to form a ceramic green body with a defined shape, which is then debound and sintered to produce the final ceramic components. During irradiation with a 355 nm laser, a scanning galvanometer focuses and directs the beam onto the surface of the ceramic slurry. Acrylate or epoxy compounds undergo selective photocuring crosslinking in localized areas. This process binds the ceramic particles and provides sufficient cohesive strength to the green body. The final dense ceramic components are obtained after debinding and sintering. 21
Current research on SLA molding for ceramics focuses on optimizing printing system design, including the rational selection of top-down/bottom-up modes. Moreover, efforts are directed to improving slurry adaptability and refining key processes, such as reducing residual organics, mitigating particle sedimentation, and optimizing scanning and debinding strategies. These studies aim to enhance the fabrication of high-performance, complex ceramics and expand their applications in aerospace, microelectronics, and biomedicine using the photosensitive resin–ceramic powder composite system.
Digital light processing
DLP technology, an evolution of SLA that uses projection-based surface exposure, has rapidly advanced. This method employs digital micromirror devices to project the cross-sectional images of the workpiece onto the resin surface. Each exposure forms a green body layer, which significantly improves molding efficiency. DLP technology predominantly employs a bottom-up approach. In this mode, the light source is positioned beneath the resin vat, and the build platform rises incrementally from the bottom of the vat during the forming process. Compared with SLA, which typically utilizes a top-down approach, DLP requires only a minimal volume of liquid material to complete the printing process. Owing to the “peeling force” generated during whole-layer curing in DLP, the slurry must exhibit precise rheological properties to prevent interlayer defects and maintain structural integrity. The principle of DLP is illustrated in Figure 4.
Compared with other rapid manufacturing technologies, photocuring molding provides higher precision (down to the micrometer level), superior surface quality, and faster fabrication speeds. Photocuring molding overcomes the technical limitations of conventional ceramic processing and has broad potential for producing structurally complex, customized, high-performance precision ceramic components. Particularly, DLP technology has been used to print high-precision polymer-derived ceramic (PDC) structures. This is exemplified by the significant contributions of the Colombo team at the University of Pavia, Italy, in the DLP photocuring 3D printing of porous lattice PDCs.22,23
Schmidt et al. 24 investigated the use of DLP to shape glass-filled photosensitive polymer resins into complex 3D structures, which were then converted into bioactive glass-ceramic scaffolds. The resin contained 41 vol.% glass. Under the specified printing conditions and heat treatment, the designed scaffolds were transformed into wollastonite–augite glass ceramics at 1100°C. The final structures retained the scaffold geometry without excessive flow, leading to ∼25% uniform linear shrinkage. With a porosity of 83 vol.%, the Kelvin cellular scaffolds exhibited a compressive strength exceeding 3 MPa. This indicates the effectiveness of DLP for fabricating bio-ceramic scaffolds in bone tissue engineering applications.
Current research on DLP molding for ceramics focuses on using its high-efficiency bottom-up exposure and controlling the strict slurry rheology needed to counteract peeling forces. Key efforts are directed toward optimizing processes for the fabrication of high-precision, complex ceramic components. In addition, numerous studies have investigated bio-ceramic scaffolds and porous PDCs to expand applications in tissue engineering and advanced ceramics.
Composition of Ceramic Slurries in Photocuring-Based Ceramic 3D Printing
Photocuring-based ceramic 3D printing has emerged as a key method for fabricating high-performance, complex ceramic components. However, the effectiveness of this approach largely depends on the formulation of high-quality ceramic slurries. Eckel et al. 25 first integrated ceramic precursors with 3D printing, combining polymer processability with the shaping flexibility of the technology. This strategy enables the production of advanced ceramics that are challenging to obtain via conventional methods. Consequently, photocuring-based ceramic 3D printing has received significant attention in ceramic manufacturing (Fig. 5).
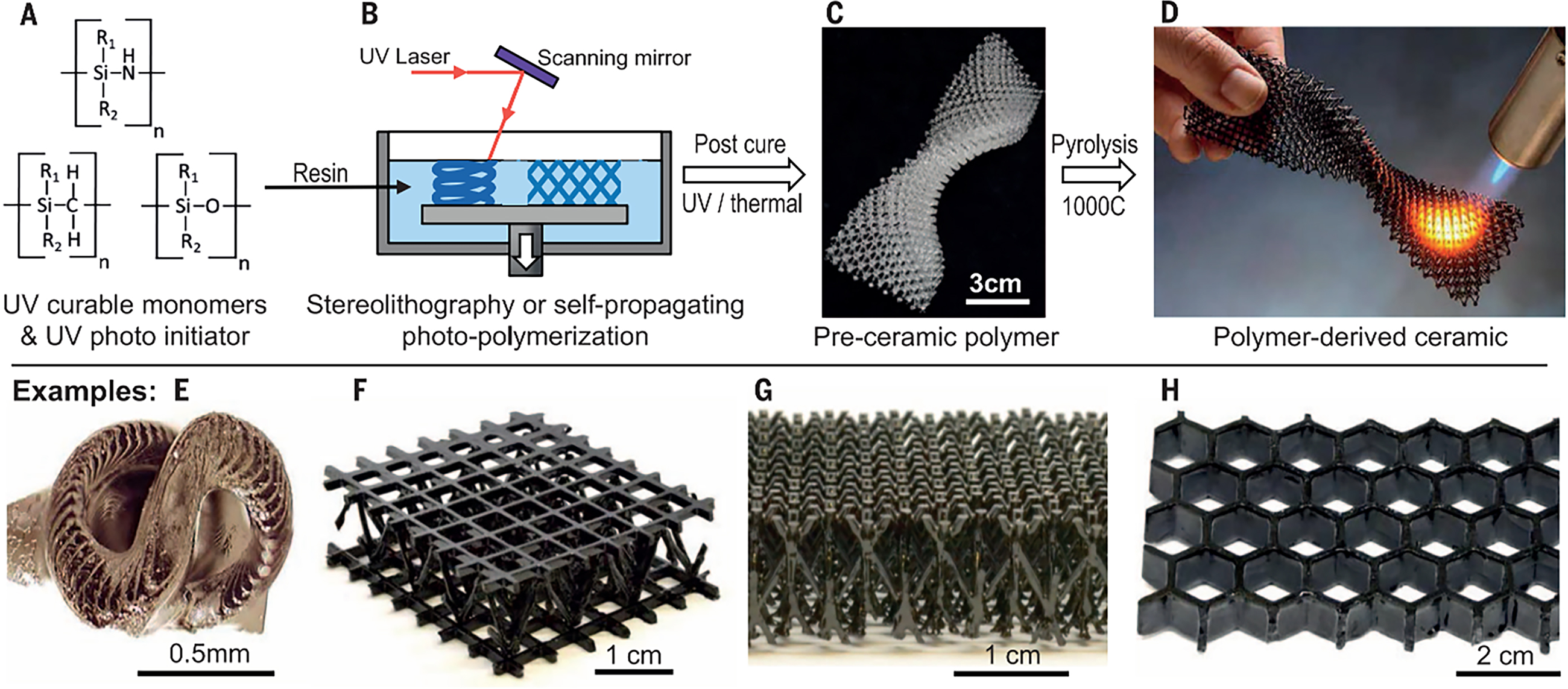
An example of polymer precursors transforming into ceramics.
Formulating slurries with high solid content, low viscosity, and excellent printability is a key step in photocuring-based ceramic 3D printing. These properties directly determine the quality of the printed green body and the final ceramic product. Ceramic slurries are complex mixtures composed of core components, including photosensitive monomers/oligomers, dispersants, photoinitiators, and ceramic powders. In addition, these slurries contain optional additives, such as diluents and plasticizers, to fine-tune their performance. The preparation process for the SiC ceramic slurry is illustrated in Figure 6. The following sections review the main components of these photocuring slurries and their respective functions.
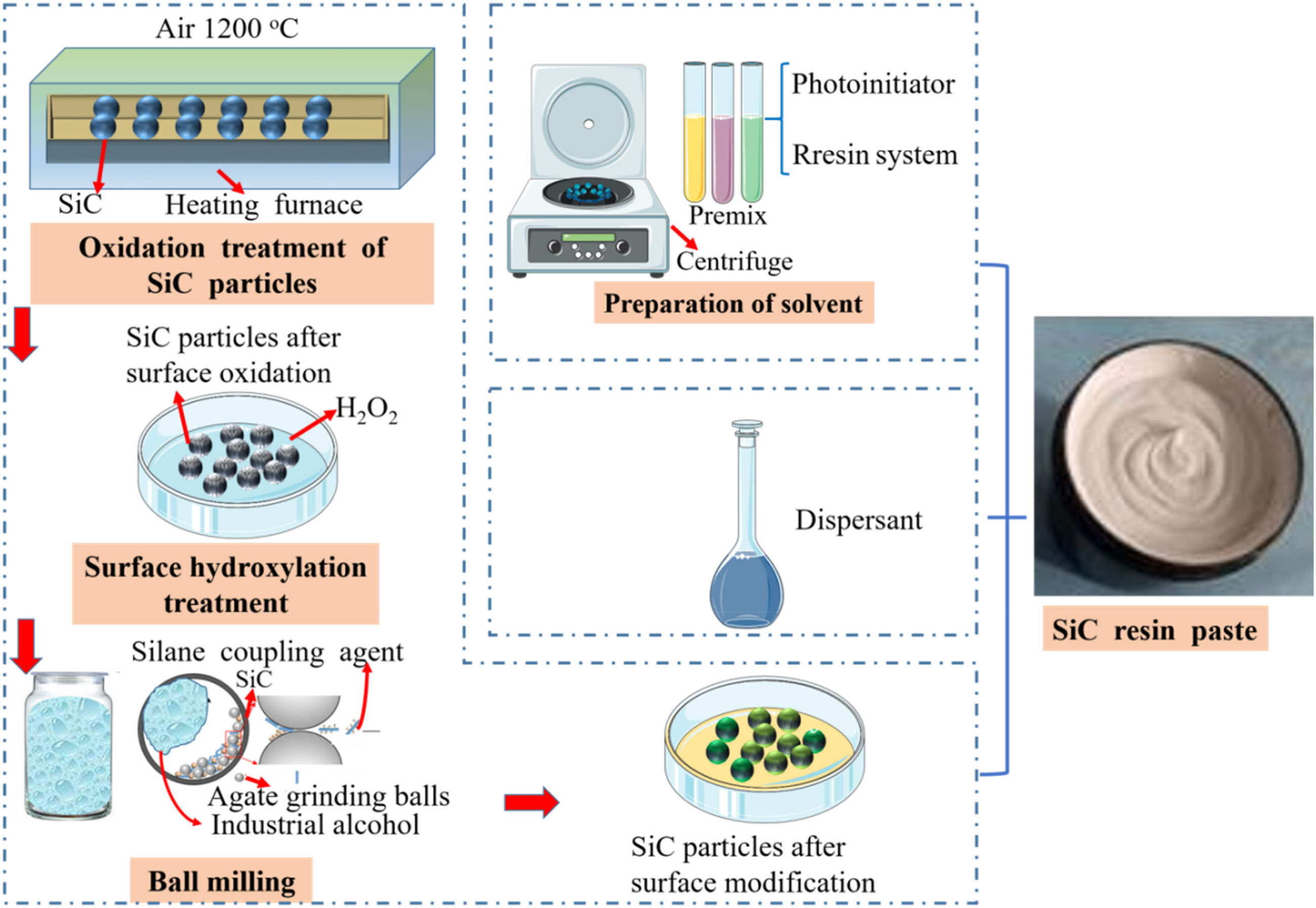
Preparation process of SiC paste for SLA. SiC, silicon carbide.
This section examines the composition of ceramic slurries in photocuring molding technology, highlighting the roles of each component and the formulation strategies of ceramic precursor pastes. Moreover, elucidating the interactions between slurry components and their effect on printability and final ceramic properties is crucial for optimizing slurry formulations. This optimization enhances the reliability and efficiency of photocuring-based ceramic 3D printing and supports the advancement of high-performance ceramic manufacturing across diverse industrial applications.
Monomers/oligomers
Monomers and oligomers are organic molecules that bind ceramic particles and form the main components of ceramic slurries. Upon curing, these compounds provide the green body with shape, cohesion, and mechanical strength. In addition, monomers can serve as active diluents and are classified according to their functional groups as monofunctional, bifunctional, and multifunctional. Common monofunctional monomers include isobornyl acrylate and 2-hydroxyethyl acrylate, which exhibit low viscosity and strong hygroscopic properties. Bifunctional monomers, such as 1,6-hexanediol diacrylate26,27 and tripropylene glycol diacrylate, exhibit slightly higher viscosities than monofunctional monomers. These bifunctional monomers contain an additional double bond, which increases crosslinking density during photocuring and enhances mechanical strength. Multifunctional monomers, such as trimethylolpropane triacrylate,28,29 ethoxylated pentaerythritol tetraacrylate,30,31 and pentaerythritol triacrylate, exhibit higher viscosities. The multiple double bonds in these monomers promote the formation of highly crosslinked networks during photocuring. Consequently, the resulting materials exhibit greater hardness, higher brittleness, and significant volumetric shrinkage, which can limit their applicability in 3D printing.
In practical applications, the curing rate of a slurry formulation can be optimized to meet specific system requirements. Selecting appropriate monomers to partially replace the resin can reduce overall resin content, enabling precise control of slurry viscosity.
Research on monomers/oligomers in ceramic photocuring slurries mainly focuses on their classification by functional groups (mono-, bi-, or multifunctional) and targeted selection to achieve specific performance goals. Common strategies include optimizing the curing rate and slurry viscosity through partial resin replacement with appropriate monomers and balancing crosslinking density, mechanical properties, and volumetric shrinkage. Notably, multifunctional monomers often exhibit high brittleness and shrinkage, which limit their applicability in 3D printing.
Diluents/plasticizers
Nonreactive diluents or plasticizers are commonly incorporated into ceramic slurry formulations. Although these additives do not directly participate in the photopolymerization crosslinking reaction, they minimize slurry viscosity, improve refractive index matching, and reduce crosslinking density. This reduction regulates internal stress and prevents warping or deformation of the printed green body.
Several researchers have investigated the effects of two common plasticizers (polyethylene glycol 400 and dibutyl phthalate) on the rheological properties of viscoelastic ceramic slurries. The results reveal that plasticizers significantly influence both the solid content and the bending strength of the printed green body. In addition, the amount of plasticizer can affect the structural integrity of the debound body and the mechanical properties of the sintered ceramic components.15,21
Current research on ceramic slurry formulations for additive manufacturing highlights nonreactive diluents and plasticizers as key auxiliary components. Although they do not participate in photopolymerization crosslinking, these agents effectively reduce slurry viscosity, improve refractive index matching, and reduce crosslinking density. This reduction mitigates internal stress and prevents warping or deformation during printing. Moreover, studies on typical plasticizers (e.g., polyethylene glycol 400 and dibutyl phthalate) have shown that both their type and dosage significantly affect the solid content and bending strength of green bodies. These plasticizers also influence the structural integrity of debound bodies and the mechanical performance of sintered ceramic components.
Photoinitiators
Photoinitiators are compounds that absorb radiation and generate reactive species(such as free radicals or cations), which trigger polymerization and crosslinking upon light exposure. Photoinitiators influence both the curing rate and the final degree of curing in a system. 32 Photoinitiators are classified based on their curing mechanisms into free-radical and cationic types. Free-radical photoinitiators are often preferred owing to their higher curing rates. Common free-radical photoinitiators include phenylbis(2,4,6-trimethylbenzoyl)phosphine oxide (Irgacure 819), diphenyl(2,4,6-trimethylbenzoyl) phosphine oxide (TPO),29,33 and benzoin dimethyl ether. Common cationic photoinitiators include triphenylsulfonium salts, azide compounds, diaryliodonium salts, ferrocene salts, and other metallocene derivatives.
In addition to small-molecule photoinitiators, macromolecular photoinitiators 32 have emerged as promising alternatives. Owing to increasing safety concerns regarding photoinitiator migration, Li et al. 34 developed several low-migration photoinitiators through various methods. One approach involved the direct introduction of vinyl groups into benzophenone to create a polymerizable photoinitiator (VBP). Consequently, three single-component photoinitiators (PVBN1-3) with varying molecular weights were synthesized. The study revealed that both VBP and PVBN1-3 exhibited high efficiency with minimal migration.
Current research on photoinitiators for ceramic 3D-printing slurry systems focuses on two main directions. First, photoinitiator selection is optimized based on curing mechanisms. Free-radical photoinitiators (e.g., Irgacure 819 and TPO) are preferred over cationic types (e.g., triphenylsulfonium salts) owing to their higher curing rates. Second, photoinitiator migration can be reduced through the development of high-performance macromolecular and polymerizable photoinitiators (e.g., vinyl-functionalized benzophenone derivatives). These photoinitiators maintain efficient polymerization and enhance the safety and stability of cured ceramic precursors.
Dispersants
Dispersants are added to ceramic slurries to wet and uniformly disperse the ceramic powders, thereby reducing viscosity, preventing agglomeration, and improving flowability and stability. Dispersants significantly enhance interfacial interactions both between the ceramic particles and the dispersion medium and among the particles, thereby minimizing aggregation. Lower viscosity increases the solid content in the ceramic slurry. Slurries are typically prepared with fine ceramic powders to achieve optimal sintering performance. However, the larger surface area and hydrophilic groups in these particles can promote aggregation under strong flocculation, thereby increasing slurry viscosity and limiting the achievable solid content. Common dispersants include BYK-111 (Disperbyk), 33 Solsperse 41000, 35 and KOS110. 36
Zhao et al.
37
investigated the effects of two dispersants—oil-based polyurethane and polyether-modified organosilicon—on the stability and rheological properties of nano-ZrO2 ceramic slurries. The results revealed that both dispersants significantly improved slurry stability, with polyether-modified organosilicon providing a more pronounced effect. This improvement was attributed to the effective adsorption of polyether chains from the modified organosilicon onto the ZrO2 powder surface. The adsorbed chains promoted the attachment of hydrophobic resin groups and enhanced the dispersion stability of ZrO2 in the photosensitive resin. Consequently, the overall stability of the ZrO2 ceramic slurry was improved. Zhang et al.
36
prepared a high-solid-content, low-viscosity photosensitive Al2O3 slurry and evaluated its dispersion behavior and rheological performance through rheological measurements and sedimentation tests. The results revealed that the type, concentration, and solid content of the dispersant significantly affected slurry rheological properties and stability. The use of KOS110 as the dispersant at a concentration of 5 wt.% produced a long-term stable and homogeneous slurry. The resulting Al2O3 slurry had a solid content of ∼60 vol.% and a viscosity of 15.4 Pa
Sun et al.
38
investigated the effects of five dispersants—stearic acid (SA), oleic acid (OA), Disperbyk (BYK), coupling agent KH560, and variquat CC 42 NS (CC)—on the stability and rheological properties of ZrO2 slurries. After 20 days of static settling, the slurries modified with SA and variquat CC exhibited complete powder sedimentation. In contrast, slurries modified with 3–8 wt.% OA, 2–8 wt.% KH560, or BYK demonstrated good stability. Among these, BYK was more effective in reducing slurry viscosity. At a concentration of 3 wt.%, BYK induced shear-thinning behavior, resulting in a low viscosity of 1680 mPa
Current research on ceramic slurry dispersants focuses on identifying high-performance dispersant types and optimizing their concentrations to suppress nanoparticle agglomeration, improve slurry stability and rheological behavior, and achieve low-viscosity, high-solid-content slurries for advanced ceramic manufacturing. Numerous studies have shown that dispersion efficiency depends on the molecular structure of the dispersant (e.g., polyether-modified organosilicon with strong adsorption capacity) and its dosage in the ceramic system. Future research should further elucidate the interfacial interactions between dispersants and ceramic materials, design customized dispersants for target ceramic systems, and establish standardized protocols for optimizing dispersant concentration and slurry formulation.
Formulation of ceramic precursor pastes
Many advanced ceramic precursors are used in the production of both conventional ceramics and SLA/DLP-based ceramics. However, each component in the formulation can influence material properties. The quality and mechanical performance of the final ceramic strongly depend on the precursor formulation. For example, slurries with a high content of fine particles or a high solid loading can enhance the performance of the resulting ceramic components. Some commonly used precursor combinations for ceramic 3D printing are shown in Table 2.
Common Precursor Combinations for Ceramic 3D Printing

Wu et al. 41 fabricated Al2O3–ZrO2 ceramics through combined conventional liquid precursor impregnation and in situ precipitation methods with SLA-based 3D printing. This approach achieved a uniform distribution of ZrO2 particles within the alumina matrix. In the experiments, Al2O3 samples were immersed in a Zr4+ solution to facilitate infiltration and in situ precipitation, followed by sintering. The uniform distribution of ZrO2 particles within the Al2O3 matrix inhibited grain growth. Therefore, the in situ precipitation method improved mechanical properties through the addition of a secondary phase and reduced the sintering temperature by at least 100°C, thereby minimizing energy consumption.
Schmidt et al. 42 proposed a novel method for preparing SiOC ceramic structures by physically blending two preceramic polysiloxanes. The first polysiloxane provided photosensitive acrylate groups, while the second polysiloxane contributed to a high ceramic yield. With DLP technology, various mixing ratios were tested and optimized based on printing aids and curing time, enabling the precise replication of complex polysiloxane structures. After pyrolysis, the samples exhibited uniform shrinkage, resulting in dense, pore-free, and crack-free SiOC ceramics with a ceramic yield of ∼60.2 wt.%.
Current research on ceramic precursor paste formulation for 3D printing focuses on designing precursor systems and integrating innovative preparation strategies to optimize slurry processability and final ceramic component performance. Research follows two main directions. The first approach combines conventional precursor modification techniques (e.g., liquid precursor impregnation and in situ precipitation) with SLA-based 3D printing. This method ensures the uniform distribution of reinforcing phases, refines grains, improves mechanical properties, and reduces sintering temperatures. The second approach physically blends multiple types of preceramic polymers with complementary functions (e.g., photosensitive groups for curing and high ceramic yield for densification) to tailor the rheological and curing behavior of pastes. This strategy enables the precise fabrication of complex, dense, and crack-free ceramic structures using DLP technology.
Mechanical Properties of Light-Cured 3D-Printed Ceramics
Light-curing 3D printing technology provides significant advantages for fabricating complex-shaped ceramic components. However, a key challenge remains: ceramics produced via this method typically exhibit lower mechanical properties than those manufactured via conventional techniques. This limitation mainly results from the removal of organic materials during sintering, which can introduce defects and compromise structural integrity. Therefore, enhancing the density and mechanical performance of light-cured 3D-printed ceramics has become a key focus for advancing the light-curing 3D printing technology toward practical industrial applications. Current research has identified three main strategies to address this challenge: modifying ceramic slurries, incorporating second-phase materials, and optimizing process parameters. This section systematically examines the effects of these factors on the mechanical properties of light-cured 3D-printed ceramics, supported by relevant experimental evidence and mechanism analyses. Therefore, a synergistic optimization of slurry formulation, second-phase doping, and printing/sintering parameters is crucial for overcoming current limitations in mechanical performance. This integrated strategy enhances the strength, toughness, and hardness of light-cured 3D-printed ceramics, thereby expanding their applications in high-demand fields such as biomedicine, aerospace, and precision engineering.
Influence of slurry modification on mechanical properties
The preparation of a high-quality ceramic slurry is crucial for ceramic 3D printing. Slurry, the main component of the ceramic precursor, directly determines the final ceramic properties. Studies have shown that optimizing factors such as dispersants, photoinitiators, ceramic solid content, dispersion state, and rheological behavior can significantly improve the printing accuracy and surface quality of the green ceramic body. These optimizations further enhance the density, microstructure, and mechanical properties of the final ceramics.43–46
Wang et al.
47
surface-modified BaTiO3 powder with the dispersant BYK to improve slurry flowability and dispersion. At a BYK concentration of 1 wt.%, the BaTiO3 slurry exhibited low viscosity and pronounced shear-thinning behavior. The slurry achieved a viscosity of 232 mPa
Lee et al. 49 reported that a mixture of monofunctional and trifunctional monomers exhibited a higher polymerization rate than either monofunctional or trifunctional monomers alone. The incorporation of an appropriate acrylate monomer into resin-based slurries can significantly enhance the fracture strength of the green body. Chen et al. 33 prepared a low-cost slurry using Li2CO3 and SiO2 ceramic powders by combining DLP printing with reactive sintering. For the first time, defect-free, lithium-rich Li4SiO4 porous structures were successfully fabricated. The mechanical properties of Li4SiO4 porous structures with varying filler fractions were evaluated. The results revealed that the mechanical performance improved with increasing filler content. At a filler fraction of 92.10%, the compressive strength and effective elastic modulus of the Li4SiO4 structure reached 186.49 ± 0.04 MPa and 16.47 ± 0.03 GPa, respectively (Fig. 8).
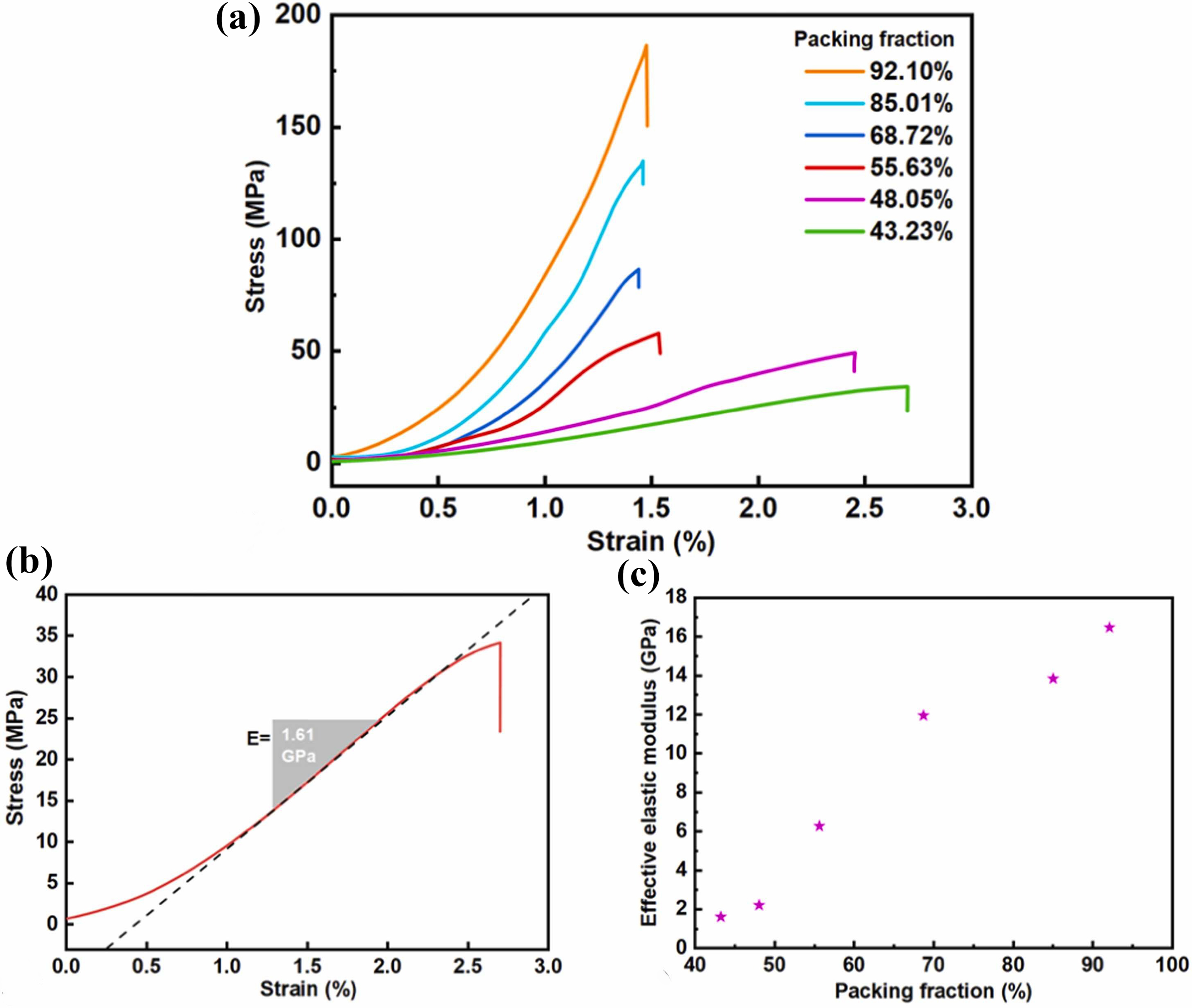
Characterization of mechanical properties at different packing fractions:
Photoinitiators and sintering play a crucial role in the preparation of ceramic slurries. Ting et al. 50 investigated the effects of photoinitiators and additives such as triethanolamine (TEOA) and tartrazine on photopolymerization performance. At optimized concentrations of TPO, TEOA, and tartrazine (1.0 wt.%, 1.5 wt.%, and 0.1 wt.%, respectively), both curing width and depth significantly increased, which met the curing depth requirements for 3D printing. Chen 51 incorporated ZrSiO4 as a sintering aid to enhance the mechanical properties of mullite ceramics. Upon decomposition at high temperatures, ZrSiO4 promoted the formation of a silicon-rich liquid phase, which facilitated the nucleation and growth of acicular mullite crystals. During sintering at 1600°C with 10% ZrSiO4, these crystals formed an interconnected, nonwoven structure. The resulting mullite porous ceramics exhibited a compressive strength of 2.52 MPa and a porosity of 74.51%. Therefore, selecting suitable photoinitiators and sintering aids enables the ceramic green body to retain its shape, form a crystalline structure, and achieve sufficient strength and toughness.
The powder particle size, solid content, and solid loading of ceramic slurries significantly influence the curing performance, microstructure, and mechanical properties of ceramics. Guan 52 achieved high porosity, enhanced high-temperature flexural strength, and reduced shrinkage by optimizing the powder size distribution and sintering process. Coarse powders provided sufficient porosity for the ceramic core, while medium and fine powders improved ceramic densification. As the mass ratio of coarse, medium, and fine powders was set to 1:1:2, the high-temperature flexural strength of the ceramic core significantly increased. Shen 53 modified Si3N4 powder with an amorphous MgO–Y2O3 layer via co-precipitation. With increasing coating content, the average particle size of the modified powder gradually increased. Consequently, the resulting Si3N4 ceramic exhibited a flexural strength of 530 ± 15 MPa. Li 54 fabricated a high-solid-content ceramic slurry using top-down DLP technology. The compressive strength of the β-TCP/BG scaffold increased with solid loading, reaching a maximum of 11.43 ± 0.4 MPa at a solid loading of 60%. Fan et al. 55 fabricated silicon-based ceramic cores using DLP technology and investigated the effect of molten silica powder particle size on their microstructure and performance. The results revealed that finer silica powder improved particle dispersion in the ceramic slurry, promoted particle rearrangement during sintering, and enhanced microstructural uniformity. With an average silica particle size of 5 μm, the ceramic cores exhibited bending strengths of 18.5 MPa and 16.3 MPa at 1540°C in different directions. This indicates that smaller particle sizes led to higher bending strength. Huang et al. 30 investigated the curing behavior and mechanical properties of silicon nitride ceramics with a bimodal particle size distribution. The results revealed that suspensions containing coarse particles achieved higher curing depths. However, the lower absorbance of these suspensions resulted in reduced ceramic mechanical properties. At a coarse-to-fine particle ratio of 3:7, samples exhibited a maximum bending strength of 728.7 ± 10.33 MPa, which was 16.5% higher than that of samples fabricated with fine particles alone. Yahang et al. 56 found that solid loading significantly affected the curing behavior, microstructure, and performance of ceramic cores. Adjusting the resin-to-ceramic powder ratio increased the solid loading from 45 to 60 vol.%, resulting in bending strengths of ∼24 MPa at high temperature and ∼10 MPa at room temperature. Other studies 57 have investigated the effect of solid content on the properties of Al2O3 ceramics. As the solid content increased, the slurry viscosity and shear stress also increased. In photopolymerization-based additive manufacturing, high solid content increased slurry viscosity above its self-leveling limit, which compromised the curing performance of Al2O3. Moreover, solid content significantly influenced defect formation in Al2O3 ceramics, which strongly affected their mechanical properties.
Overall, the mechanical properties of photocured ceramic materials depend on the selection of suitable photoinitiators and dispersants, the use of appropriate binders and additives, optimization of ceramic particle size distribution, and adjustment of solid content and solid loading. However, current slurry modification methods have limitations, highlighting the need for further research to develop novel approaches, optimize processing parameters, and elucidate the underlying modification mechanisms.
Influence of second-phase doping on mechanical properties
The mechanical properties of photocured 3D-printed ceramics can be optimized through second-phase doping. This approach involves the addition of reinforcing materials such as metal or diamond powders, ceramic whiskers, and fibers to enhance mechanical performance and hardness.58–61
Incorporating various second-phase particles into ceramic slurries can create barriers at grain boundaries or within grains. This effectively hinders crystal slip and diffusion, thereby improving the strength and hardness of the ceramic material. Zhang et al. 35 fabricated SiB6-containing silicon-based ceramics via SLA. With increasing SiB6 content, the flexural strength at both room and high temperatures first increased and then decreased. At a SiB6 content of 1.0 wt.%, the room-temperature flexural strength of the sample increased from 6.75 to 14.63 MPa. Aktas 59 produced 3Y-ZrO2 (yttria-stabilized zirconia) dental implants doped with 3% TiO2 using DLP technology to enhance both mechanical and biological properties. The 3% TiO2-doped sample (ZT3) demonstrated optimal mechanical performance, with a flexural strength of 281 MPa, a compressive strength of 1572 MPa, and a fracture toughness of 3.39 MPa·m1/2. Wu et al. 62 fabricated zirconia-toughened alumina (ZTA) ceramics with excellent properties via SLA. X-ray diffraction analysis revealed that the ZTA samples comprised α-Al2O3 and t-ZrO2, with α-Al2O3 as the dominant phase. The zirconia had an average grain size of 0.35 μm, which was sufficient to activate zirconia toughening in ZTA. The resulting ceramics exhibited a density of 4.26 g/cm³, Vickers hardness of 17.76 GPa, flexural strength of 530.25 MPa, and fracture toughness of 5.72 MPa·m1/2. This performance was comparable to that of ceramics produced via conventional processing. Zhang 63 successfully fabricated SiCN composite ceramics with a low shrinkage rate (25.6 ± 0.2%) and high fracture toughness (4.1 ± 0.1 MPa·m1/2) by optimizing Si3N4 platelet content in a hybrid filler system. At a Si3N4w content of 5 wt.%, the fracture toughness of the doped SiCN ceramic was 1.32 times that of the undoped SiCN sample. Chen et al. 31 used diamond as a carbon source to prepare a high-performance photocurable precursor slurry. Compared with conventional curing precursors, the diamond-mixed resin slurry exhibited faster curing, deeper curing depth, and lower energy consumption. The shrinkage rate during pyrolysis was linearly proportional to the diamond volume fraction in the green body. With increasing diamond content, the density of the resulting carbon body decreased. This indicates that the use of diamond as a carbon source can overcome density limitations in the reaction melt infiltration process. The resulting SiC ceramic matrix composites achieved a maximum flexural strength of 462 ± 11 MPa, which exceeded that of SiC materials produced via other advanced additive manufacturing methods (Fig. 9).
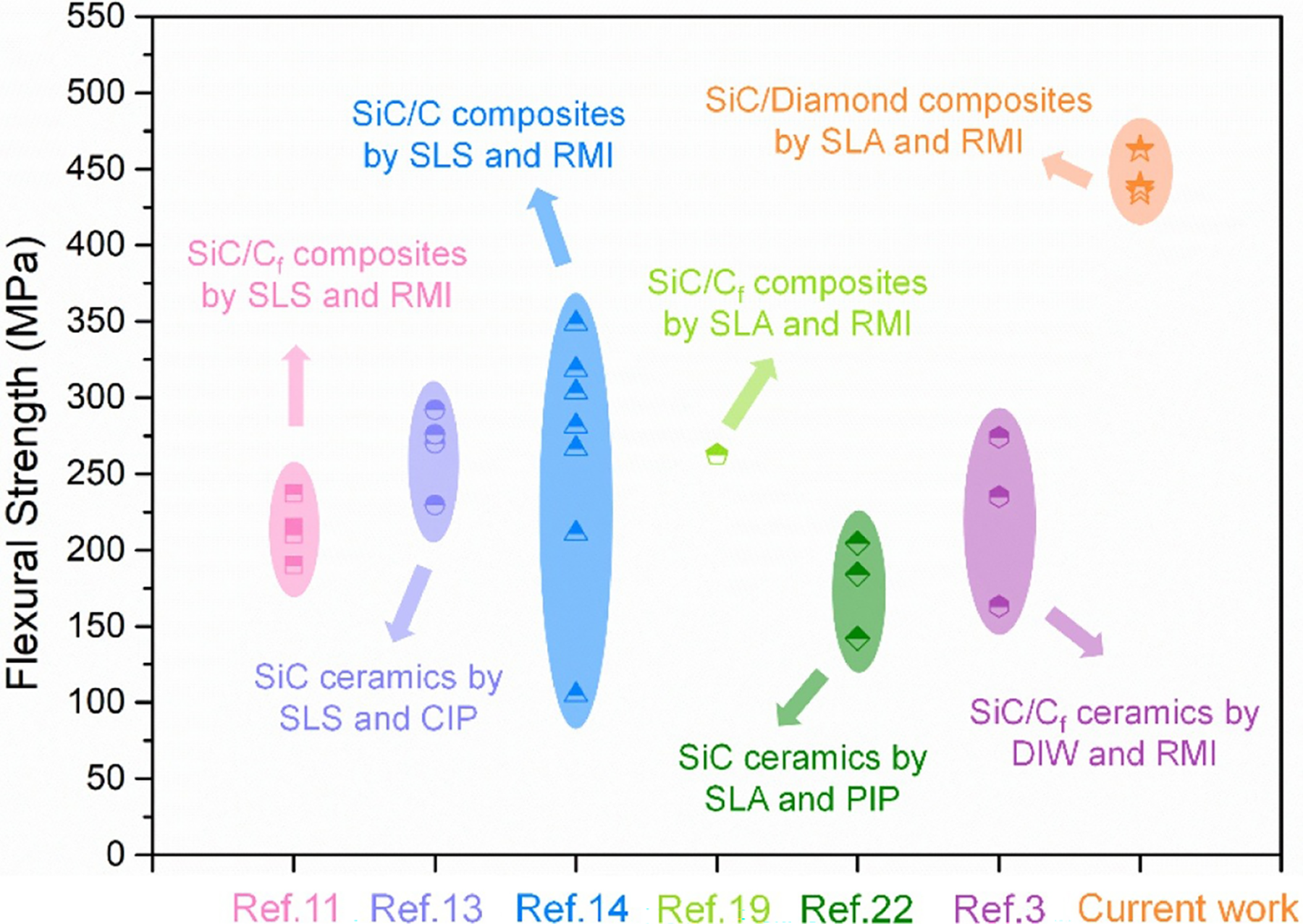
Comparison of flexural strength of SiC ceramic-based composites prepared by additive manufacturing and the results of the current study.
The strengthening and toughening mechanisms of whiskers mainly include load transfer, crack deflection, whisker pull-out, and whisker-crack bridging, or combinations of these mechanisms.
64
Therefore, optimal incorporation of whiskers can significantly improve the mechanical properties of PDCs. Zhu et al.
65
fabricated complex ceramic matrix composites using a SiC whisker/polyethylene-silicon acetylene slurry and investigated the reinforcement mechanism of SiC whiskers in DLP-manufactured PDCs. As the mass fraction of SiC whiskers increased, both flexural strength and fracture toughness first increased and then decreased, reaching a maximum at 5 wt.% SiC whisker content. As the SiC whisker content in the slurry increased from 0 to 5 wt.%, the flexural strength of the 3D-printed samples after pyrolysis increased from 44.2 ± 4.1 MPa to 260.1 ± 49.7 MPa. The fracture toughness increased from 1.48 ± 0.03 MPa
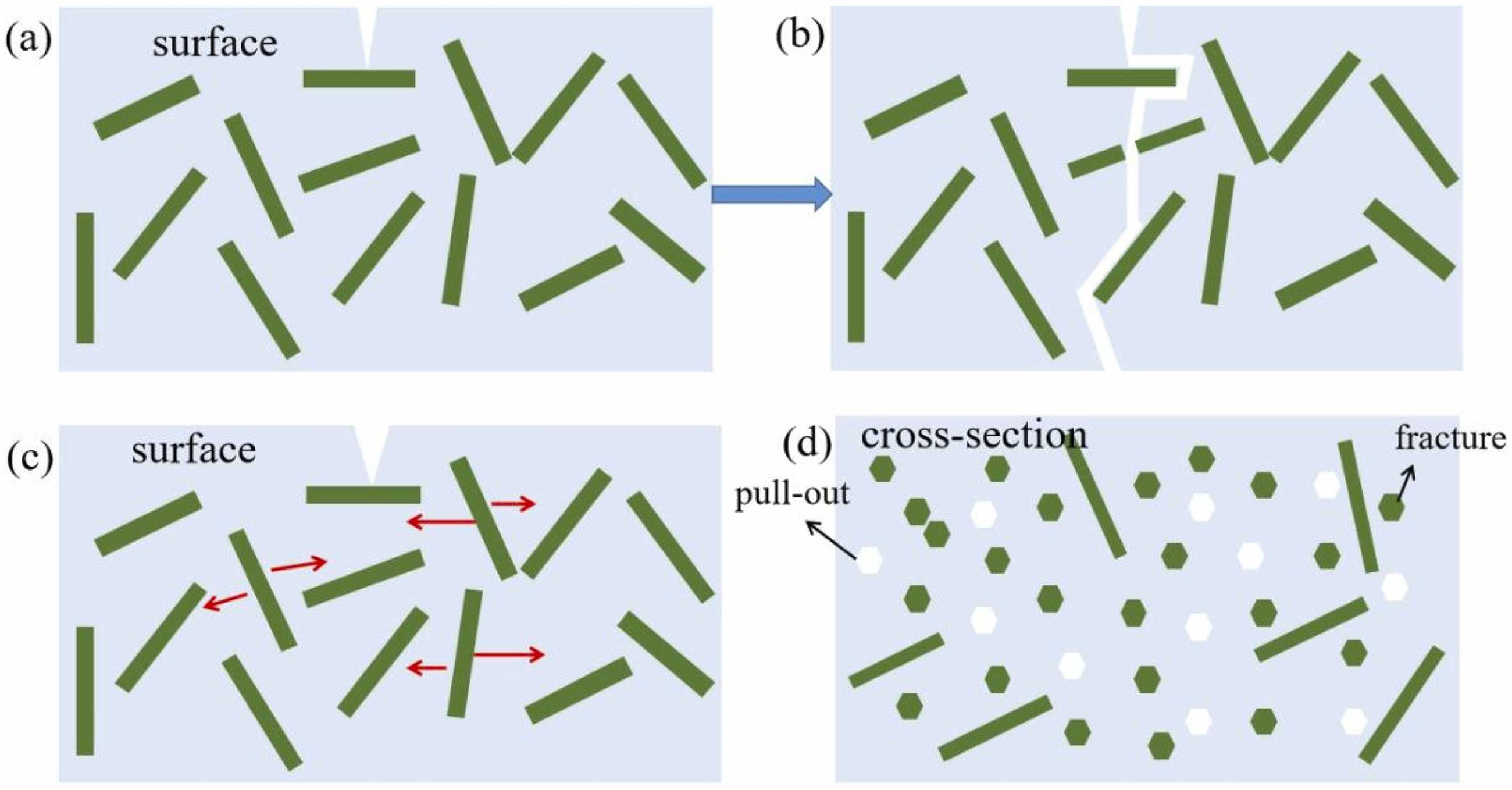
Simulation of SiC whisker strengthening and toughening mechanism:
Specific secondary phases, such as fibers and platelets, can significantly improve the toughness, flexural strength, compressive strength, and fracture toughness of ceramic materials. Wang et al. 67 fabricated Cf/SiC carbon fiber composites via SLA 3D printing using a combined fiber-layered assisted material extrusion (ME) and precursor infiltration and pyrolysis (PIP) approach. In this process, SiC slurry was prepared using the ME system. Continuous carbon fibers were embedded using the fiber-laying system, enabling the integrated fabrication of Cf/SiC CMC green bodies. The resulting Cf/SiC composites were subjected to PIP densification, achieving a flexural strength of 288.49 MPa and a fracture toughness of 15.19 MPa·m1/2. Dong et al. 68 fabricated short-cut quartz fiber-reinforced molten silica (SiO2f/SiO2) composites via SLA. The study examined fiber orientation and crack distribution after green body debinding. The results revealed distinct fiber orientation characteristics. As the fiber content increased, the number of cracks after debinding decreased, and cracks propagated along the fiber orientation. In addition, the mechanical properties of SiO2f/SiO2 ceramics with different fiber contents were investigated. The results indicated that the SiO2f/SiO2 ceramics containing 4 wt.% fibers exhibited a compressive strength of 51.2 MPa and a flexural strength of 24.3 MPa.
According to the second-phase doping behavior described above, incorporating reinforcing phases is an effective strategy for enhancing the mechanical properties of photocurable ceramics. The selection of second-phase type, morphology, and content can significantly improve the strength, toughness, hardness, and fatigue performance of ceramics. However, achieving optimal performance in practical applications requires a comprehensive evaluation of the material’s overall properties and the specific requirements of its intended application. Future research should focus on developing new second-phase materials and elucidating their doping mechanisms to meet the demand for high-performance ceramics in various fields.
Influence of process parameters on mechanical properties
Processing parameters significantly determine the quality of the final ceramic product. In photopolymerization 3D printing, factors such as laser power, printing direction, layer thickness, and sintering conditions (including debinding steps, sintering temperature, heating rate, and dwell time) can influence the mechanical properties of the ceramic.69–73
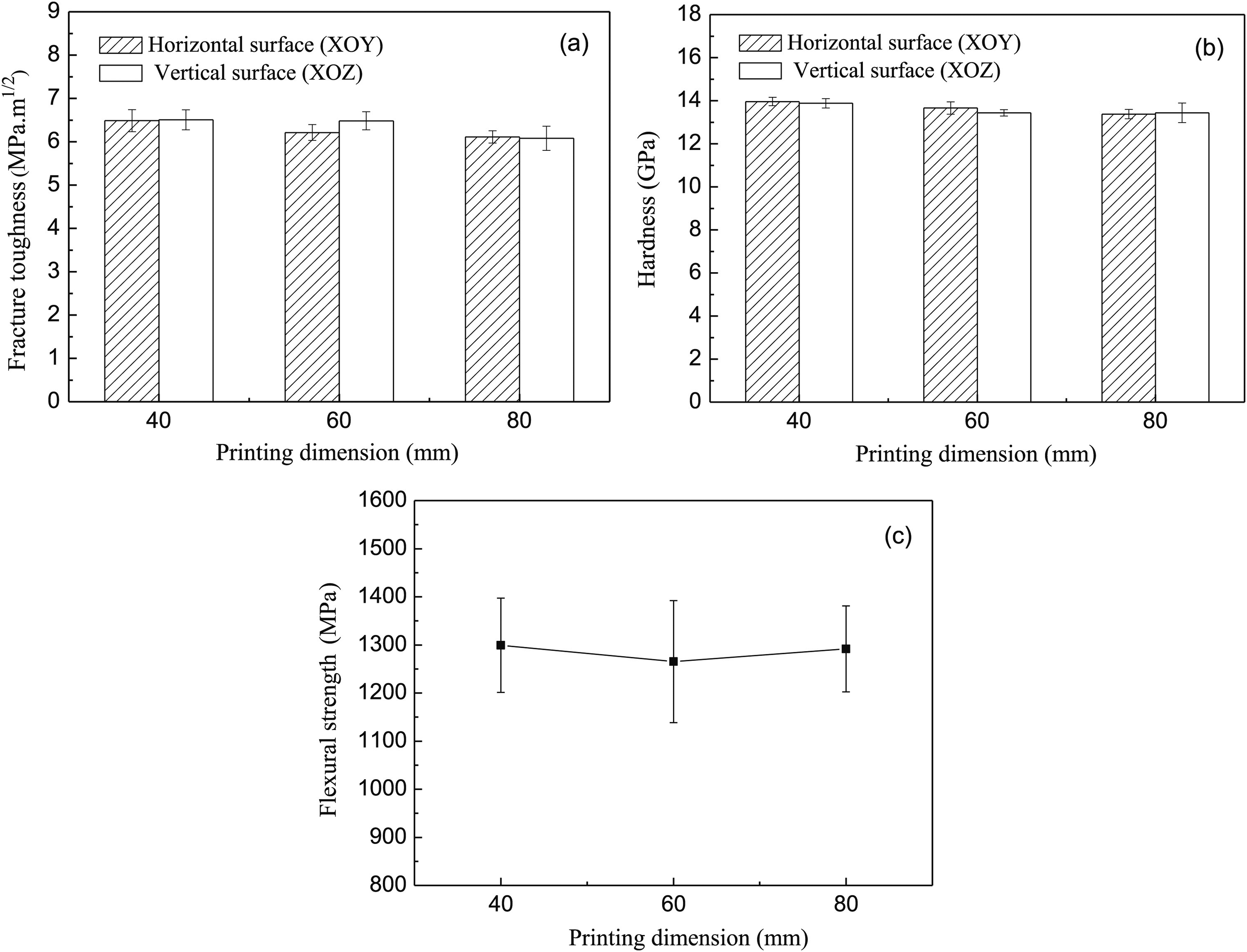
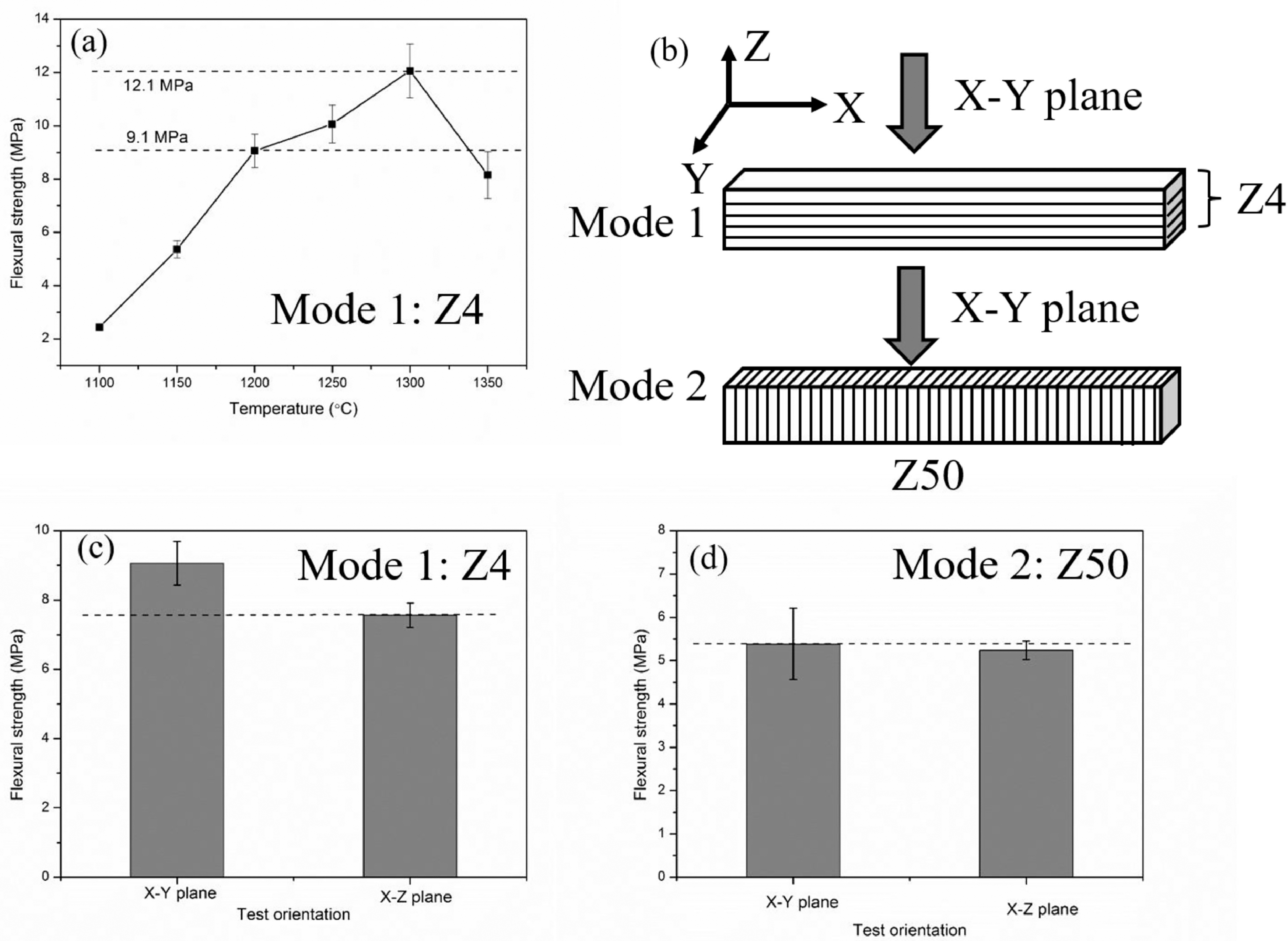
Printing parameters significantly influence the mechanical performance of ceramics. Song 74 investigated the effects of feed speed, feed height, feed temperature, and their interactions on forming accuracy. The results revealed that increasing feed speed and feed height increases shear stress, which effectively removes excess cured material. This approach reduces clogging from overcuring and enables the formation of finer channels and structures. Xing et al. 75 fabricated complex-shaped, high-performance ZrO2 ceramic components via SLA. The study investigated the effects of scanning path and printing dimensions on the sintering behavior of ZrO2 samples. The laser scanning path induced anisotropy in the surface roughness of the ceramics, which could be eliminated through polishing. As the printing dimensions increased, warpage on both surfaces of the ZrO2 rods also increased. Particularly, the warpage and flatness of 3D-printed ZrO2 rods were sensitive to printing size. However, the mechanical properties of the printed ZrO2 ceramics were not influenced by printing size (Fig. 11). The resulting ZrO2 ceramics exhibited a bending strength of 1154 ± 182 MPa, fracture toughness of 6.37 ± 0.25 MPa·m1/2, hardness of 13.90 ± 0.62 GPa, and density of 99.3%. Li et al. 76 fabricated silicon ceramic cores using DLP printing technology. The green bodies were printed in different directions and then sintered at various temperatures after debinding. The bending strength of the sintered silicon ceramics was evaluated at different temperatures and printing directions (Fig. 12). The results revealed that at a sintering temperature of 1300°C, the bending strength of the ceramics peaked at 12.1 MPa (Fig. 12a). This improvement was attributed to the increased α-quartz content, which enhanced the room-temperature bending strength of the ceramics. Between 1100°C and 1300°C, the α-quartz content increased with increasing sintering temperature, leading to higher bending strength. In addition, printing direction significantly influenced bending strength, which varied with orientation owing to differences in interlayer bonding (Fig. 12b). Particularly, ceramics printed using mode 2 exhibited weaker interlayer bonding, leading to relatively low bending strength. For samples printed using mode 1 (Fig. 12c), the bending strength was 9.1 MPa in the X–Y plane and 7.6 MPa in the X–Z plane. This indicates that bending strength is influenced by sintering temperature, printing direction, and test plane. Ceramics printed in mode 1 (parallel to the height direction) exhibited higher bending strength than those printed in mode 2 (perpendicular to the height direction). This suggests that test planes parallel to the printing direction are stronger than those perpendicular to the direction. Therefore, optimizing 3D printing parameters and the sintering process can produce ceramics with improved mechanical properties.
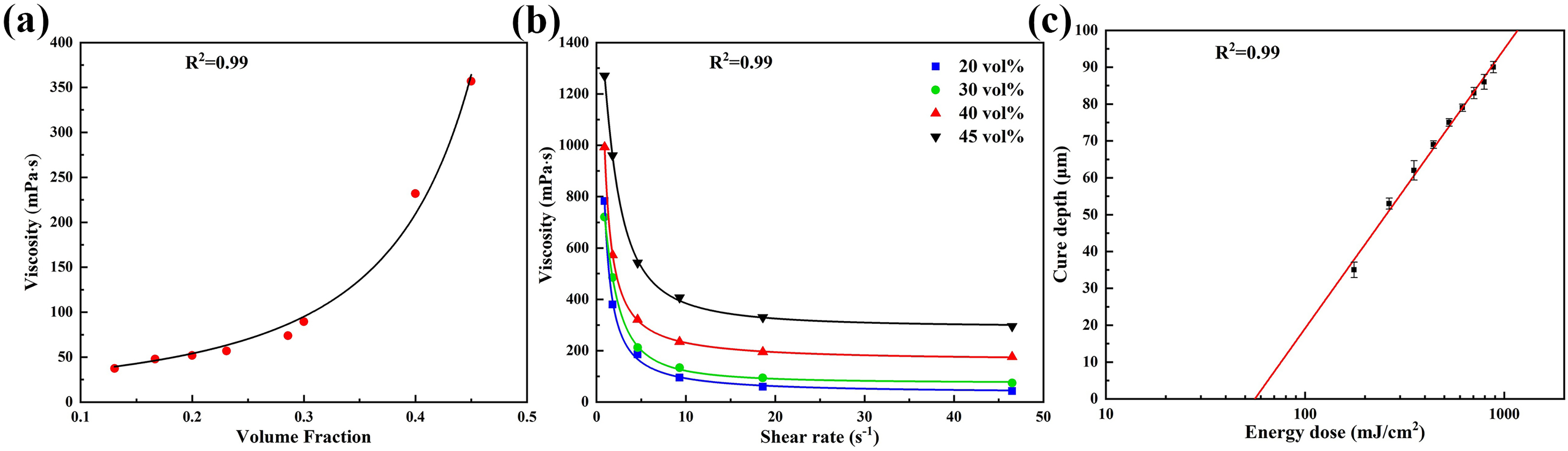
The curing depth of ceramic slurries proportionally increases with exposure time and light intensity, indicating a strong linear relationship with the total light energy dose. 50 Wang et al. 47 investigated the effect of ceramic layer height on the microstructure and mechanical properties of 3D-printed Cf/SiC composites. The results revealed that as the layer height increased, the bending strength and fracture toughness of the ceramics first increased and then decreased. Wang et al. 77 further examined methods to improve the curing depth of SiC via SLA. The study also optimized the rheological properties of the SiC slurry and addressed cracking during debinding. After SiC was oxidized at 1180°C for 1 h and hydroxylated with 0.6 mol/L H2O2, the paste became smooth and fine. This improvement was attributed to the dehydration reaction between the hydroxylated SiC powder and the silane coupling agent. This reaction formed strong bonds with the resin and enhanced slurry stability and dispersion. The SiO2 layer formed on the SiC surface during oxidation reduced the refractive index difference between the powder and the resin, thereby increasing the curing depth of the slurry. The experimental SiC slurry exhibited excellent rheological properties and a high curing depth. The sintered SiC ceramic had a bulk density of 2.13 g/cm3, total porosity of 10.2%, and a room-temperature bending strength of 229 MPa. Moreover, the sintered SiC ceramic exhibited a nanoindentation elastic modulus of 18.7 GPa and a hardness of 1.66 GPa.
Mitteramskogler et al. 19 investigated the effects of different light curing strategies (LCSs) and curing depths (Cd) on the structural properties of 3D-printed ceramic green parts. The results revealed that soft-start LCSs and higher Cd values reduced cracks in the final ceramics. Light scattering caused a certain degree of geometric expansion, which was highly sensitive to the total exposure area and exposure time. The use of soft-start LCSs minimized internal stress induced by photopolymerization, thereby enhancing ceramic structural performance. Scanning electron microscopy of fracture surfaces for unprocessed parts with curing depths of 75 and 150 μm revealed that at Cd = 75 μm, the fracture surface exhibited characteristics of the layered manufacturing process (Fig. 13a). At Cd = 150 μm, the green body featured a uniform structure (Fig. 13b), indicating improved interlayer bonding. Overall, a higher curing depth increased interlayer bonding and enhanced the structural performance of the final ceramic components.
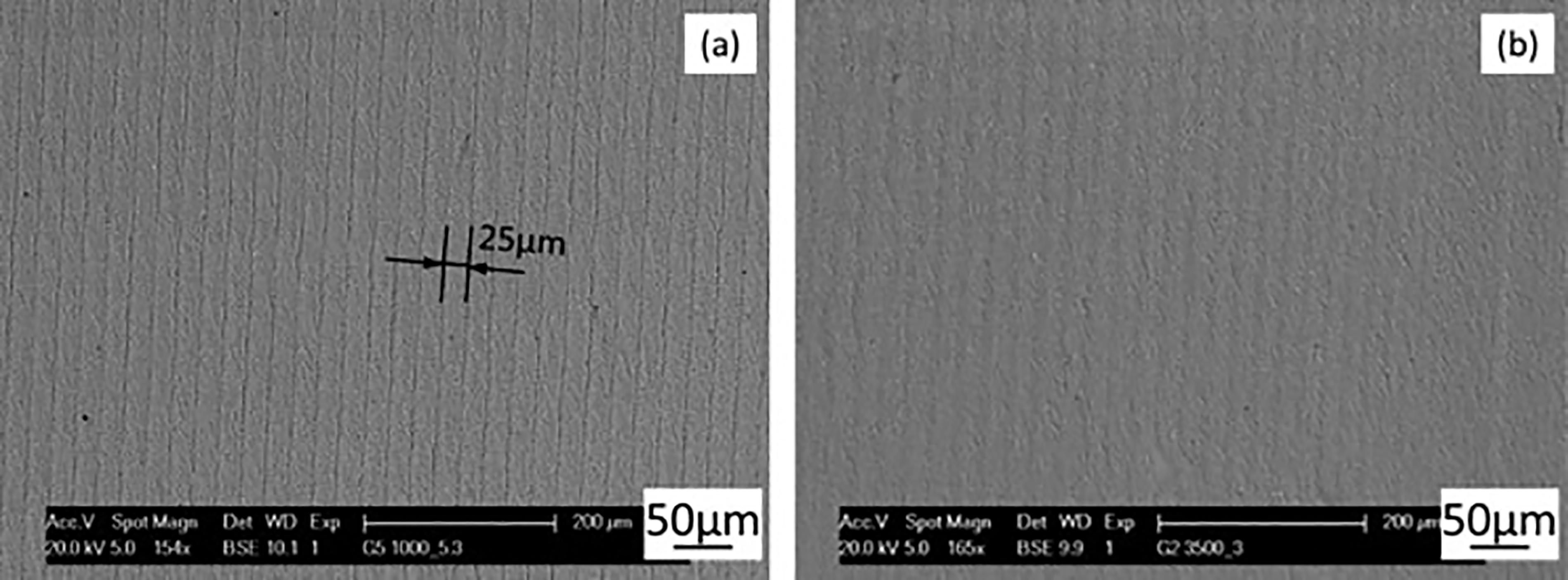
Scanning electron microscopy micrographs of fracture surfaces of green parts fabricated at a Cd of 75 μm
Sintering conditions significantly influence the phase composition, microstructure, and overall properties of ceramic composites. 78 Pan et al. 79 investigated the effect of sintering hold time on the microstructure and properties of alumina ceramics. The results revealed that with increasing hold time, the average particle size, shrinkage rate, grain size, bending strength, and hardness increased. However, porosity slightly decreased with longer hold times. The optimal hold time was 90 min, yielding a bending strength of 20.7 MPa, a nanoindentation hardness of 17.6 GPa, and a Vickers hardness of 114.3 HV. This study confirmed that selecting an appropriate hold time improves the mechanical properties of 3D-printed parts. However, higher sintering temperatures or excessively long sintering times caused the formation of multiple cracks (Fig. 14). Fabrication of large, crack-free ceramic cores remains a major challenge in vat photopolymerization-based 3D printing. Liu et al. 80 proposed a multidimensional method to optimize and evaluate the preparation of ceramic slurries. The study established a correlation between the surface quality of green ceramics and that of the sintered ceramics. In addition, the interlayer bonding mechanisms of green bodies with different layer thicknesses (LT) and the stress–strain behavior of the sintered samples were analyzed.
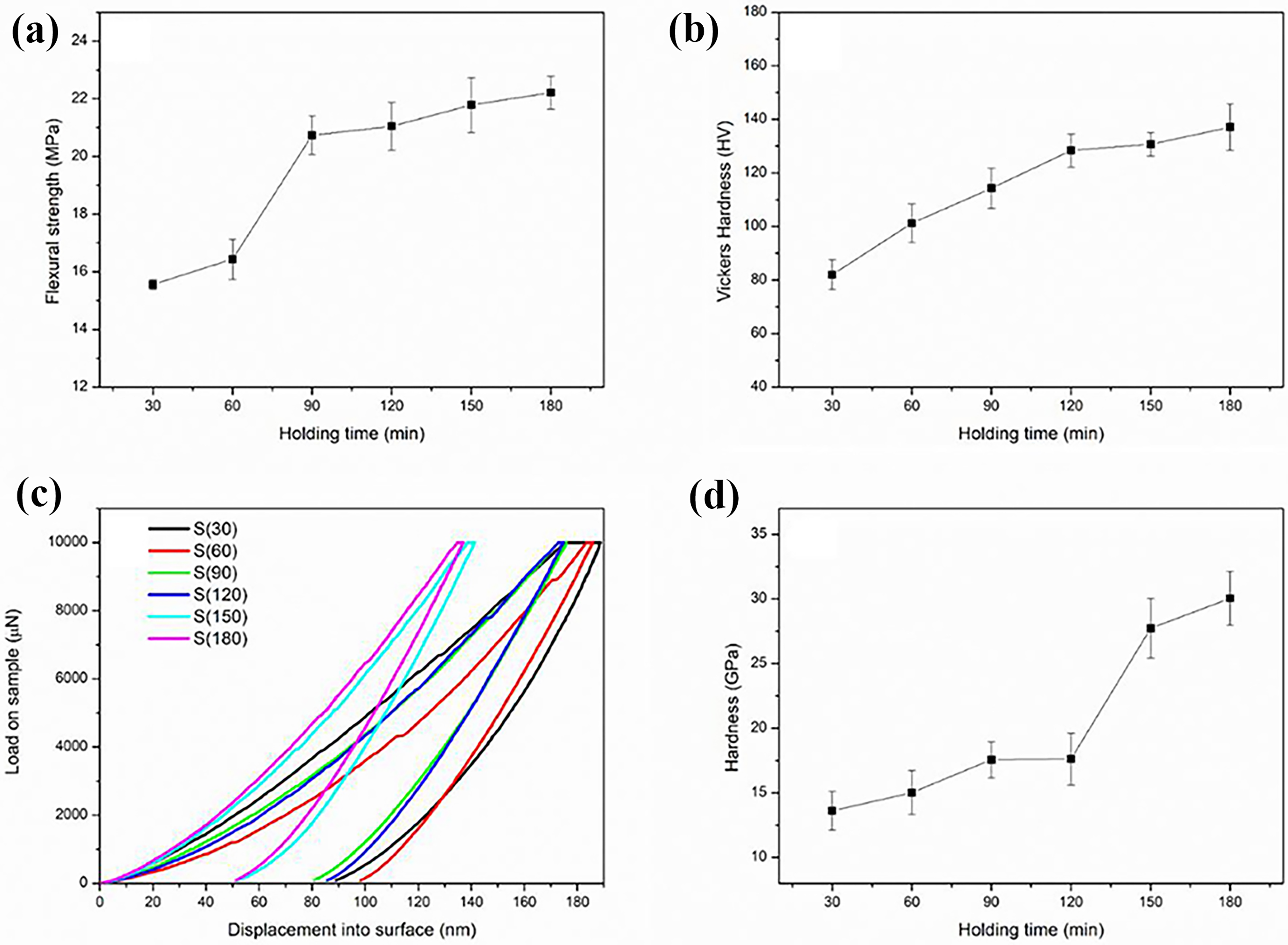
Mechanical properties of the samples sintered with different holding times:
Overall, processing parameters significantly influence the mechanical properties of photocurable ceramic materials. Optimizing factors such as laser power, scanning mode and path, and curing depth ensures dimensional accuracy, minimizes defects and thermal damage, and enhances the mechanical performance of these ceramics. This optimization enables the fabrication of high-performance materials suitable for various applications.
Conclusion
Photocuring ceramic fabrication technology has received considerable attention for producing ceramic materials. Owing to its high precision, superior surface quality, ability to form complex structures, and suitability for small-batch production, this technology has the potential to revolutionize the ceramics industry. However, ceramic additive manufacturing presents greater challenges than polymer or metal processing. Fabrication of ceramic slurries with high solid content and low viscosity remains challenging, often resulting in materials with low yield and suboptimal mechanical properties. Therefore, the optimization of slurry formulation and printing processes, along with a comprehensive analysis of the key mechanisms influencing ceramic mechanical properties from slurry preparation to final sintering, has become a major focus of current research.
In recent years, the mechanical properties of photocured ceramics have been significantly improved. Studies have shown that optimizing ceramic slurry composition, introducing secondary phases, and fine-tuning process parameters can effectively control the microstructure and phase composition of ceramics. These strategies improve compressive strength, flexural strength, fracture toughness, and other key mechanical properties. Overall, photocuring technology enables the fabrication of complex ceramic structures and significantly enhances their mechanical properties through precise control of raw materials and processing conditions. Consequently, the integrated design and fabrication of multi-material, multi-structured, and multifunctional ceramic components have become feasible. With these improvements in ceramic performance, some ceramics fabricated via photocuring 3D printing have achieved or even approached the mechanical performance of conventionally processed materials.
With the continuous development and refinement of photocuring ceramic technology, future research should focus on the integrated printing of multi-material and multi-scale structures to achieve spatially programmable component properties. This should be complemented by the use of AI-based methods to optimize processes and predict defects. Moreover, specialized materials and printing techniques should be developed for extreme service environments. These advancements will expand the reliable application of vat-photopolymerized ceramics in critical fields such as aerospace and biomedical engineering.
Authors’ Contributions
R.W.: Writing—original draft. J. Lin: Conceptualization and supervision. J. Liu, Y.Y., and G.H.: Investigation. J.W.: Writing—review and editing. All authors have read and agreed to the published version of the article.
Compliance with Ethical Standards
All analyses in this systematic review and meta-analysis were based on previously published studies that met ethical guidelines.
Declaration of Data Availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Footnotes
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.
Funding Information
This work was supported by the