
Abstract
In this study, highly porous Mg–Ca–Zn–Co alloy scaffolds for tissue engineering applications were prepared by powder metallurgy based space holder method. Mg–Ca–Zn–Co alloy foam can be used as a scaffold material for hard tissue generation. Mechanical properties of the porous specimens are close to cancellous bone. Increasing Zn content in the alloy decreased the Mg grain size and enhanced the mechanical properties. Increasing Zn content of the alloy from 1.0 to 8.0 wt.% increased the Young’s modulus from 12 GPa to 23 GPa. Ca addition prevented the oxidation of the specimens during sintering. Electrochemical corrosion behaviour of the specimens was examined in the simulated body fluid. Corrosion rate was decreased with Zn addition up to 3.0 wt.% and then increased. Increasing Co content increased the corrosion rate. Weight loss/gain and Mg ion release values were increased with increasing immersion time. Weight loss of the specimen was initially decreased with Zn addition up to about 3% and then increased.
Introduction
Scaffold provides support for cells, and its architecture defines the shape of new tissue. Ideal bone substitute material should be osteoconductive, biodegradable, and strong enough. Several scaffold materials, including hydroxyapatite and polymers, have been investigated for tissue engineering applications. Limitation of these materials is their inadequate mechanical properties. Brittle nature of ceramic materials and low strength of polymers have limited applicability of these materials. Stainless steels, Co alloys and Ti alloys have been studied in hard tissue orthopaedic implants. However, they can not degrade, and a surgical procedure is needed after tissues have healed. Moreover, permanent bone plate has potential to result in adverse effects, due to mismatch in elasticity modulus [1,2].
Mg foams have been studied for their properties, such as sound absorption, energy absorption and vibration reduction. Mg has been recognised as a material for bone implants because it is biodegradable. Porous Mg has potential to serve as a degradable scaffold for bone substitute applications. Advantages of the Mg alloys as temporary biomaterial are their sufficient mechanical properties and biocompatibility. Mg alloys are lighter than the Ti alloys. Fracture toughness of the Mg is greater than ceramics, while Young’s modulus is close to bone that avoids stress shielding. Mg exhibits poor corrosion resistance in Cl− containing physiologic environments. Therefore, Mg alloys could be a biodegradable metal, for their fast corrosion rate in physiologic environment [1–5].
In addition, because the yield strength of Mg is lower than bone, it is essential to improve its strength. Non-toxic oxides or hydroxides which formed during the degradation enhance activity of osteoblast and decrease amount of osteoclast during bone regeneration. These characters have attracted attention to the development of biodegradable Mg implants [1–3].
Mg alloys have closer elastic modulus to the bone compared with Ti alloys, better ductility than hydroxyapatite, and higher strength than polymers. Another vital performance for biodegradable material is the degradation rate. It is not only influence the tissue healing time but also influences the loss of mechanical properties during degradation [2].
Studies on biomedical Mg alloys focused on two aspects. First aspect is corrosion and biocompatibility evaluations. Most Mg alloys contain Al and rare earth (RE) elements, whereas Al is neurotoxicant, and severe hepatotoxicity was detected after administration of rare earth. Another highlight is the exploration of the new Mg alloy system containing non-toxic or low toxic element. The main issue to limit application of the Mg is related to its low strength and poor corrosion resistance. Mechanical integrity is destroyed before healing. Commercial Mg alloys are well researched, in regard to corrosion properties. However, due to hazardous elements they are not applicable as biomaterial. Some Mg alloys, such as AZ31, AM60B, and WE43 are attempted as biomaterials. Al, Mn, Zr and RE elements are employed to improve the mechanical and corrosion properties of the Mg alloys. However, these products result in negative effects on human. Excess of Al induces dementia. Mn leads to Parkinson’s disease. Zr was associated with cancers [2–6].
Due to the biocompatible alloying element Zn, Mg–Zn alloys are popular. Zn is a grain refiner and enhances strength of the Mg. Mg–Zn alloys revealed improved corrosion properties compared to pure Mg, which was attributed to the ability of Zn to form precipitates. Second phase in binary Mg–Zn alloys have a dualistic impact. Low volume fractions of MgZn decrease the corrosion rate, while larger volume fractions promote microgalvanic corrosion. Zn contents up to 5.6 wt.% improved the corrosion properties. Also, since maximum solubility of Zn in Mg is 8.4 wt.%, a considerable amount of Zn can be retained in solid solution in Mg [3–5]. New Mg–Zn alloy exhibits moderate mechanical properties and cytocompatibility. Mg–Zn alloys offer constant degradation rate owing to homogeneous microstructure. Zn improves corrosion resistance and mechanical properties of the Mg. Mg–Zn alloys also possess the highest capacity for aging due to segregation of an intermediate phase that ensures a combination of high strength and ductility [1–6].
Ca refines the microstructure in Mg alloys, and enhances the strength and corrosion resistance. Ca is a promising element for biodegradable Mg. The formation of a calcium-phosphate layer was observed during immersion in simulated body fluid, which points to a beneficial influence on cell adhesion and corrosion protection. In Mg–Ca alloy, up to 0.5–0.7 wt.% Ca produces superior mechanical and corrosion properties [3–5].
Wrought Mg alloys have insufficient strength and low workability. Powder metallurgy overcomes these problems. Powder metallurgy is known to strengthen the materials by its microstructure with high workability. Powder metallurgy is suitable for Mg foams because of its high chemical activity in air. In addition, powder metallurgy based space holder method is suitable for manufacturing open cell foams [7,8].
Mg–Zn is a precipitation hardenable system, in which solubility of Zn in the Mg decreases with increasing temperature. Atomic radius of Zn is smaller than Mg. Another feature is that mixing enthalpy between solute elements is negatively large. During aging, decomposition of super-saturated solid solution results in formation of second-phase precipitates. Difference in atomic size and negative heat of mixing favours formation of GP zones [9,10].
Addition of Co to the Mg–Zn alloy raises the eutectic temperature and induces a large response to aging. Microstructure of Mg–Zn–Co is finer than Mg–Zn. Intermetallics are refined by Co addition. Addition of Co permits use of higher temperature for solution treatment, which leads to larger supersaturation of Zn atoms and higher concentration of vacancies in Mg grains after quenching, which enhance nucleation rate and increase density of the precipitates during aging. Increase in eutectic temperature permits use of higher solution temperature, ensuring greater supersaturation of Zn, which leads to larger fraction of precipitates after aging at lower temperatures [9–11]. Kinetics of aging is accelerated in Co-containing alloy. As a result of increased Zn content in the Mg solid solution, a larger fraction of precipitates could be formed, which leads to larger driving force for aging. Increased driving force and diffusion rate of solutes leads to higher nucleation rates, which lead to denser distribution of precipitates [9–11].
Purpose of this work is to study the novel Mg–Ca–Zn–Co alloy, with greater aging (precipitation hardening) response. Until now, there has been no study on open-cell porous Mg–Ca–Zn–Co scaffolds produced by powder metallurgy or on the ways in which mechanical properties and corrosion resistance of the Mg scaffolds may be improved. In this study, Mg–Ca–Zn–Co alloy foams were produced by powder metallurgy based space holder method. Although, cast Mg–Ca–Zn/Mg–Ca–Zn–Co alloys were studied [3–5], studies on powder metallurgy based Mg–Ca–Zn–Co foam in literature are still limited. Electrochemical corrosion behaviour of the specimens was examined by in the simulated body fluid. Since the corrosion rates in the literature are not as low as required for application within the human body, further investigations regarding an improved alloy composition design are required. In the range of the low alloyed Mg systems, effect of alloying elements on the microstructure and degradation behaviour has not been fully investigated.
Experimental
Foam production
Foams were produced by powder metallurgy based space holder-water leaching method using Mg, Ca, Zn and Co powders (Alfa Aesar, USA). Purity of the powders was >99.5 wt.%. Mean particle size of the powders was 34 µm. 0.7 wt.% Ca, 3, 5, 8 wt.% Zn and 0.3, 0.6 wt.% Co powders were added to the Mg powder. The powder mixtures were ball-milled using a ball-milling machine. The mixture was loaded in a vial with ZrO2 balls (3 mm of diameter) to give a ball to powder weight ratio of 10:1. Powders were mechanically alloyed (MA) for 4 hours with a rotational speed of 400 rpm without addition of any process control agent to avoid contamination. As a space holder, carbamide (Merck, Germany), in the fraction of 710–1000 µm was used. Binder for green strength was polyvinylalcohol (PVA). Metal powders were mixed with 1.5 wt.% PVA. Mixtures were compacted at 200 MPa into cylindrical specimens with diameter of 12 mm and heights of 15–17 mm. Specimens were immersed in water for 10 hours and then carbamide was leached out. Sintering was consisted of heating at a rate of 5°C/minutes to 400°C (debinding) with dwell time of 40 minutes, followed by heating at rate of 11°C/minutes to sintering temperatures. Specimens were sintered at 560°C for 60 minutes in argon.
Some sintering studies were carried out in order to determine the optimum sintering temperature and sintering time. In addition, sintering temperature of the alloy was also determined in the light of experimental studies in the literature [7,8]. There was insufficient sintering at sintering temperatures below 530–540°C. Lower sintering temperature was resulted in insufficient bonding between the Mg particles. On the other hand, geometrical shape of the specimens was deformed at sintering temperatures above 590–600°C due to high temperature and excessive liquid phase formation. Higher sintering temperature can lead to partial melting of the Mg particles. Moreover, increase in the sintering temperature can lead to decrease in the grain size. As a result, optimum sintering temperature was determined as 560–580°C. The excessive grain growth was resulted in degradation of the mechanical properties.
Characterization of microstructure and mechanical properties
Microstructure and pore morphology of the specimens was examined by field emission gun-scanning electron microscopy (FEG-SEM), FEI Quanta FEG 450. X-ray diffraction (XRD) analysis (Rigaku D/Max-2200/PC) was used in order to characterize the alloys. Digital images were used to determine mean pore size of the foams. Total porosity content was determined from measurements of weights and dimensions of the specimens.
Mechanical properties of the specimens were studied by compression tests performed on a materials testing machine. In addition, nondestructive ultrasonic tests (ultrasonic velocity measurements) were carried out in order to determine the Young’s modulus of the sintered specimens. Ultrasonic velocity is related to Young’s modulus and density of material. Ultrasonic wave is influenced by microstructure, which determines mechanical properties. Hence, possibility exists for characterization of microstructure and mechanical properties. A pulse-receiver type ultrasonic instrument (General Electric, USMGo), with 4 MHz normal beam wave transducer was used for ultrasonic velocity measurements. Young’s modulus (E) was calculated by the following equation [12] using material density (ρ), ultrasonic longitudinal velocity (
Simulated body fluid preparation
Simulated body fluid (SBF) solution was prepared from chemicals (Merck, Germany) according to the literature [12–18]. Amounts of the chemical reagents were 8.00 g/l NaCl, 0.29 g/l CaCl2, 0.22 g/l KCl, 0.31 g/l MgCl2 6H20, 0.23 g/l K2HPO4 3H20, 0.35 g/l NaHCO3, 0.07 g/l Na2SO4, 39 ml 1.0 M HCl, 6.11 g/l tris, and appropriate amount 1.0 M HCl. The pH of the simulated body fluid (SBF) was adjusted to 7.40.
Electrochemical corrosion study
Electrochemical corrosion studies were carried out using a potentiostat (Interface 1000 Potentiostat/Galvanostat/ZRA, Gamry, USA) controlled by a personal computer. Volume of glass corrosion test cell was 1000 ml. A conventional three-electrode system with high-density graphite rod as a counter electrode, a saturated calomel electrode (SCE) as reference electrode, and specimen as a working electrode was used. Data acquisition was carried out through a computer software (Framework, Gamry, USA), while data analysis was carried out by Echem Analyst Software, Gamry, USA. Specimens were prepared by being cut and then mounted into epoxy resin. So, only circular cross section with diameter of about 10 mm of the specimens was exposed to the solution. The specimens were connected to a copper wire. All corrosion experiments were carried out at room temperature. Open circuit potential (OCP) of the specimens was measured before carrying out the electrochemical corrosion experiments. OCP level was measured for durations of 2 to 3 hours, until the OCP was stabilized. Tafel curves were obtained by polarizing the specimens from
Cyclic polarization tests were carried out from
Static immersion test
Specimens were exposed to simulated body fluid (SBF) solution at room temperature for soaking times up to 120 hours. Samples were immersed in a 500 ml solution. Porosity values and surface areas of specimens were equal in immersion tests. Solution volume to surface area ratio was constant in all tests. The inductively coupled plasma-mass spectrometer, ICP-MS (Thermo Scientific Elemental X Series 2) was employed to measure the Mg ions. Weight loss/gain values of the specimens were determined by gravimetric method. After different soaking periods, the specimens were removed from the SBF solutions. Then the specimens were rinsed with distilled water and then dried. The dried specimens were weighted and weight gain was determined. The immersed samples were cleaned using a solution of 180 g/l chromic acid to remove the surface corrosion product, and then rinsed with ethanol, dried in air and finally weighted to calculate the weight loss value [19–21].
Results and discussion
Microstructure
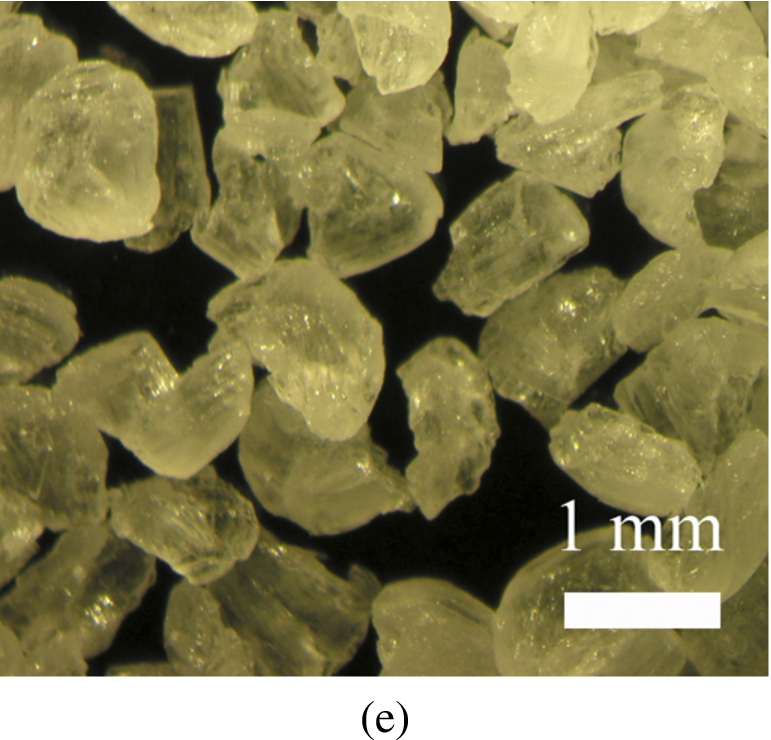
Highly porous open-cell Mg–Ca–Zn–Co alloy foams were produced by powder metallurgy based space holder-sintering method for scaffold applications. Pore size and pore morphology of the sintered foams replicated the initial size and morphology of the carbamide (space holder) particles. Figure 1 shows the SEM images of the (a) Mg, (b) Ca, (c) Zn, (d) Co and (e) irregular shaped carbamide (space holder) powders. Figure 2 shows the (a) SEM image from the crack surface of the sintered foam, (b) SEM image from the cell-wall of the sintered foam, (c) SEM image from cell-wall of the sintered foam at higher magnification and (d) photograph of the sintered foam.
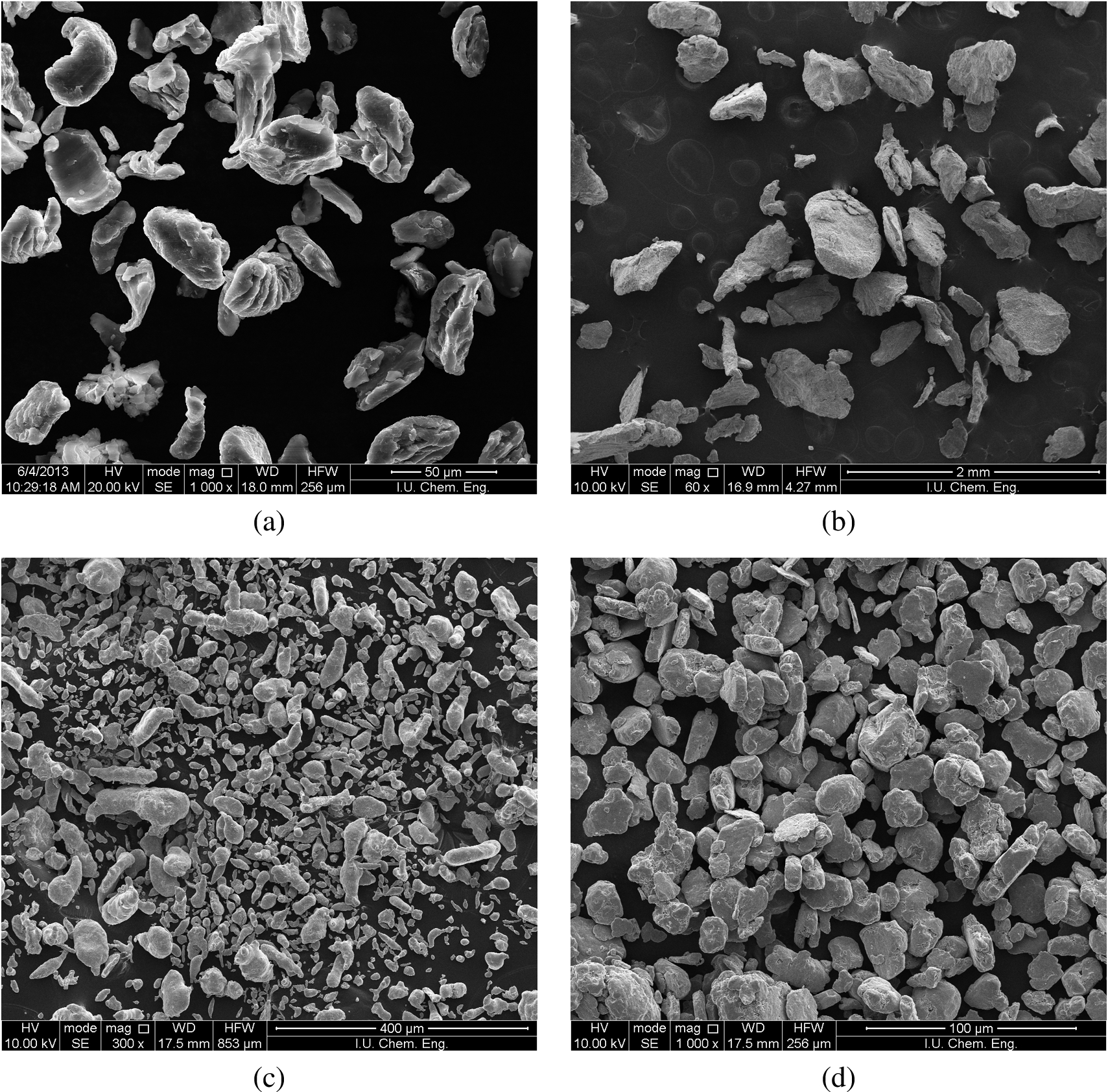
SEM images of the (a) Mg, (b) Ca, (c) Zn, (d) Co powders and (e) carbamide powder.
(Continued.)
(a) SEM image from crack surface of the foam, (b) SEM image from cell-wall of the foam, (c) SEM image from cell-wall at higher magnification and (d) Photograph of the foam.
As shown in the Fig. 2(b), sintering temperature was suitable. Lower sintering temperature results in insufficient bonding and requires prolonged times for bonding between Mg particles. Higher sintering temperature can lead to partial melting of the Mg particles. Increase in the sintering temperature can lead to increase in grain size. 560°C should be considered optimum sintering temperature because the grain growth results in degradation of the mechanical properties of the specimens.
Major problems of the biomedical implant materials are related to high Young’s modulus of metals and low mechanical properties of porous ceramics and polymers. These problems can be solved by selecting Mg–Zn scaffold with appropriate porosity. Although strength and Young’s modulus of Mg–Zn specimens decrease as porosity increases, mechanical properties are closer to bone. Therefore, porous Mg–Zn is a promising scaffold material for hard tissue regeneration [1–5,19–23].
Table 1 shows the mean sizes of the carbamide (space holder) particles and mean pore size of the sintered foams. The final mean pore size value is directly related to the carbamide particle size. Meanwhile, pore shape was also similar to initial carbamide particle shape. Mean diameter (pore size) of specimens, which were produced using irregular carbamide in the range of −1000 +710 µm, was 571 µm. Meanwhile, mean equivalent spherical diameter of the carbamide particles was determined to be 860 µm. The decrease in the size was attributed to crushing of the carbamide particles during pressing and moistening before mixing. Porosity and pore size both play a critical role in bone growth. The minimum requirement for pore size is considered to be about 100 µm due to cell migration and transport. Higher porosity and larger pore size result in greater bone growth. For the pores with size less than 100 µm, cells did not grow into the pores because of spanning of pores by cells.
Figure 3 shows the x-ray diffraction (XRD) patterns of the (a) Mg powder, (b) Ca powder, (c) Zn powder, (d) Co powder and (e) sintered specimen. As-received Mg powder consists of Mg phase. Sintered Mg–Ca–Zn–Co alloy specimen was mainly consists of Mg phase. Some Ca phase, Co phase (MgCo), Zn phase (MgZn) and oxide (MgO) was also formed on the surfaces of the sintered Mg–Ca–Zn–Co alloy specimens.
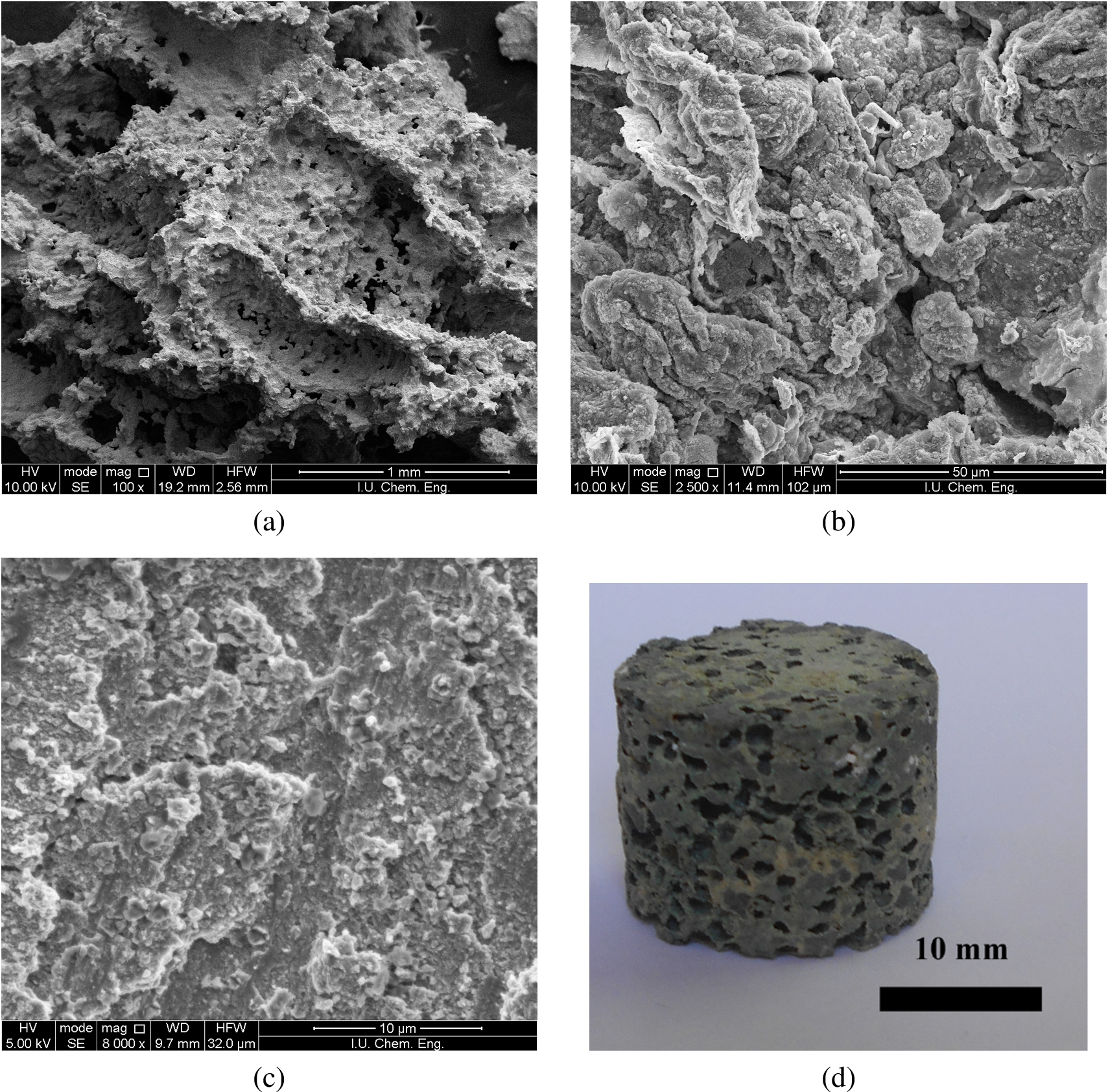
Improved strength was attributed to the fine grain size and homogeneous second precipitates. Zn can be added to the Mg alloy as a grain refiner. Increasing the Zn content of the alloys can produce a decrease in the grain size and improve mechanical properties. Figure 4 shows the effect of Zn content of the alloy on the (a) Young’s modulus of the sintered specimens and (b) grain size of the sintered specimens. As seen from the Fig. 4(a), Zn addition to the alloy was increased the Young’s modulus of the sintered specimens. Increasing Zn content of the alloy from 1.0 wt.% to 8.0 wt.% was increased the Young’s modulus from about 12 GPa to 23 GPa.
Figure 4(b) shows the effect of Zn content of the alloy on the grain size, which was determined by ultrasonic velocity measurements, of the sintered specimen. As seen from the Fig. 4(b), Zn addition to the alloy was decreased the grain size of the sintered specimens. Grain size decreases with increasing Zn content. Zn resolves in the Mg when Zn content is 1–2 wt.%, which can improve strength by solid-solution strengthening. When Zn is 4 or 6 wt.%, Mg–Zn phases was precipitated from the matrix. Such an effect enhances the strength by dispersion strengthening. Zn can act as constituent to refine microstructure of the matrix and to improve the strength [1–3,9,10].
Addition of the Co to the Mg alloy can increase the Young’s modulus of the specimens. Addition of the Co to the Mg alloy allows use of higher solution treatment temperatures that can lead to higher concentrations of Zn atoms and vacancies in the Mg grains, which upon aging can increase the age-hardening response. Age-hardening involves dislocation particle interaction, load transfer from matrix to particles, generation of dislocation due to the difference between thermal expansions of matrix and particles, generation of dislocation due to geometric requirements in deformation. These phases become sites to pin movement of dislocations. Strength can be improved due to the fine secondary precipitates [1–3,9,10].
Mean size of carbamide particles and mean pores size of the sintered foams

XRD patterns of the (a) Mg powder, (b) Ca powder, (c) Zn powder, (d) Co powder and (e) sintered Mg–Ca–Zn–Co alloy specimen.
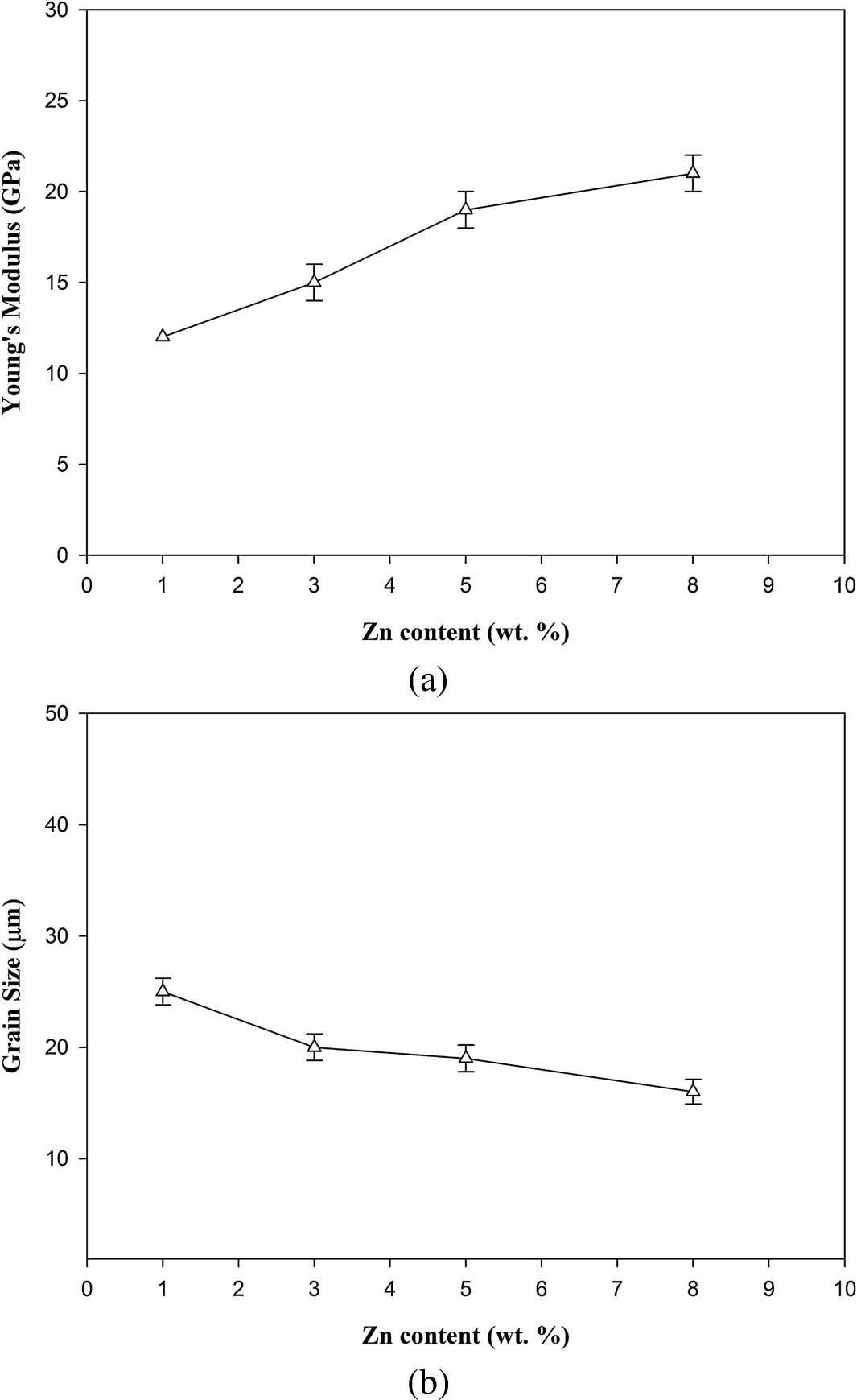
Effect of Zn content of the alloy on (a) the Young’s modulus of the specimens and (b) grain size of the specimens.
Open circuit potential
Open-circuit potential (OCP) is potential at which an alloy is in equilibrium with environment. High OCP means that material is stable in a certain corrosive environment. Figure 5 shows the variation of the OCP with the Co content of the alloy, and Zn content of the alloy. As shown in the Fig. 5, increasing Co and Zn contents of the Mg–Ca–Zn–Co alloy were decreased the OCP value.
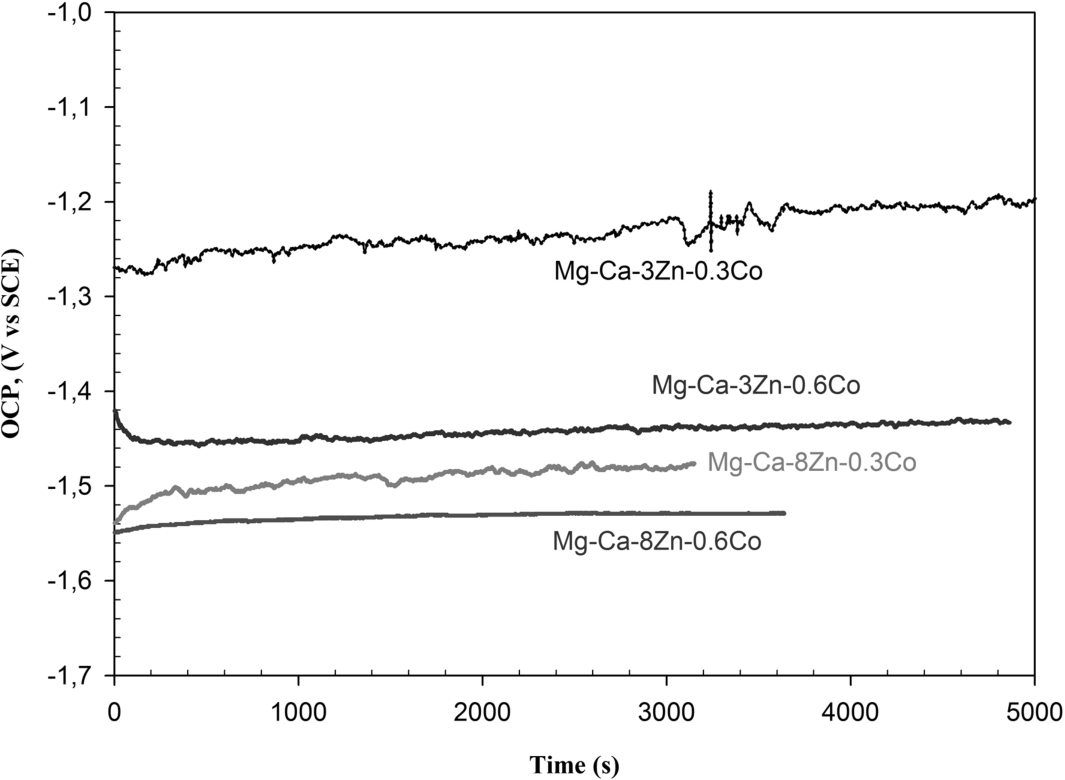
Variation of the OCP level with Co and Zn contents of the alloy.
Tafel curves were used to examine electrochemical corrosion behaviour of the specimens. Figure 6 shows the effect of Co content of the alloy on the Tafel curves, and effect of Zn content of the alloy on the Tafel curves of the specimens. As shown in the Fig. 6, increasing Co and Zn contents of the alloy were decreased the electrochemical corrosion potential and increased the corrosion current density of the specimens. In general, addition of more than 1 wt.% Zn at a constant Ca content of 0.5 or 1 wt.% a reduction of electrochemical corrosion rates of the alloy were achieved. However, larger amounts of the Zn above 2–3 wt.% lead to an increase in the electrochemical corrosion rates [1–3,9,10].
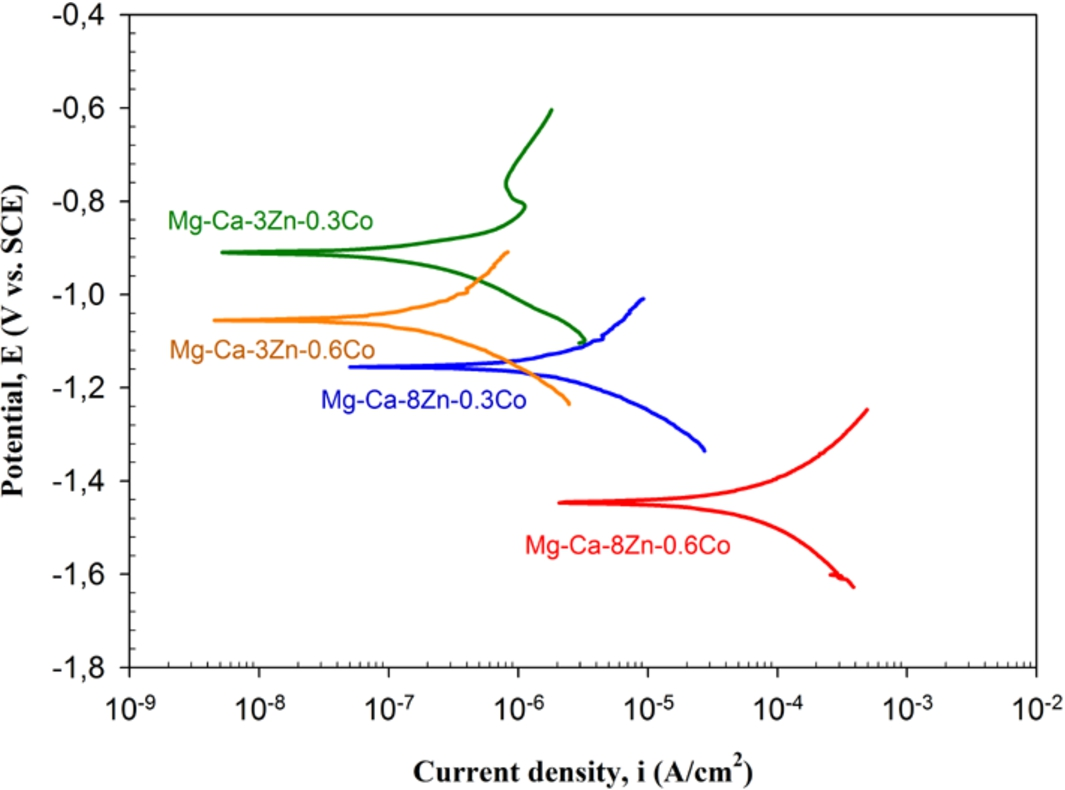
Effect of Co and Zn contents of the alloy on the Tafel curves.
Figure 7 shows the effect of Zn and Co contents of the Mg–Ca–Zn–Co alloy on the polarization resistance, while Fig. 8 shows the effect of Zn and Co contents of the alloy on the corrosion rate. Polarization resistance is connected with kinetic phenomena at the metal-solution interface. In general, polarization resistance and corrosion rate values characterize the protection degree of the passive surface oxide layer. As seen from the Fig. 7, polarization resistance of the specimen was initially increased with Zn addition up to 3 wt.% and then decreased. Increasing Co content from 0.3 wt.% to 0.6 wt.% was decreased the polarization resistance of the specimens. As seen from the Fig. 8, corrosion rate of the specimen was decreased with Zn addition up to 3 wt.% and then increased. Increasing Co content from 0.3 wt.% to 0.6 wt.% was increased the corrosion rate.
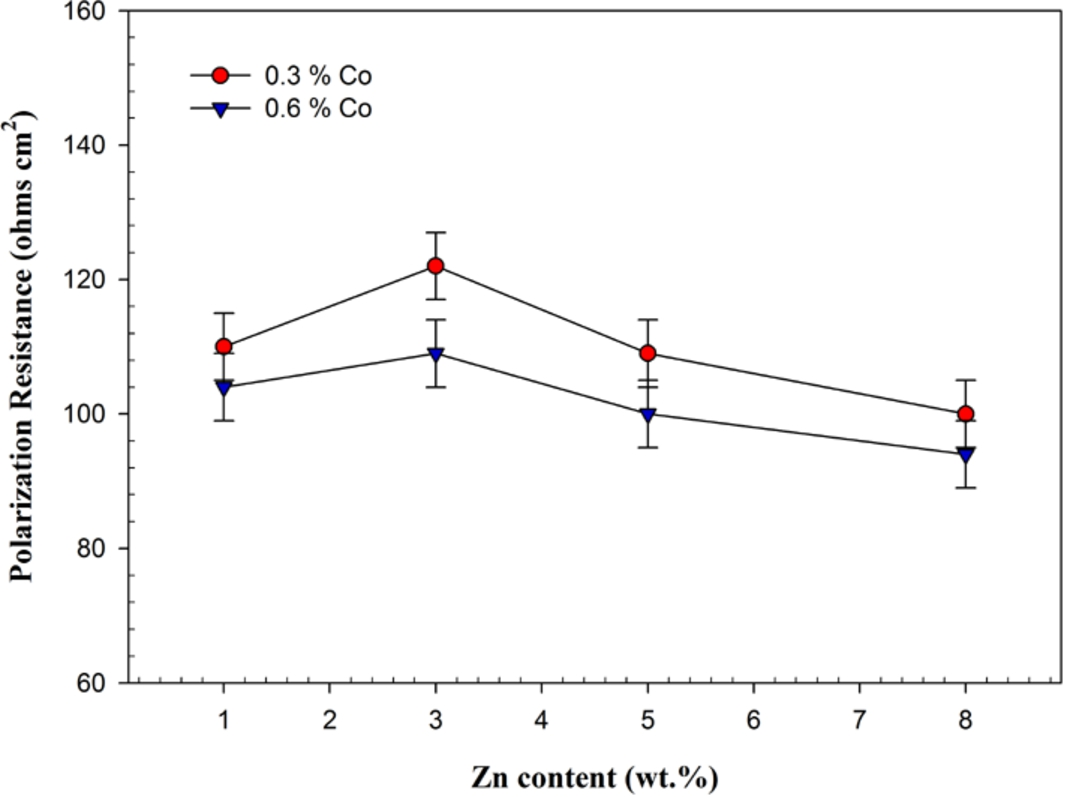
Effect of Co and Zn contents of the alloy on the polarization resistance.
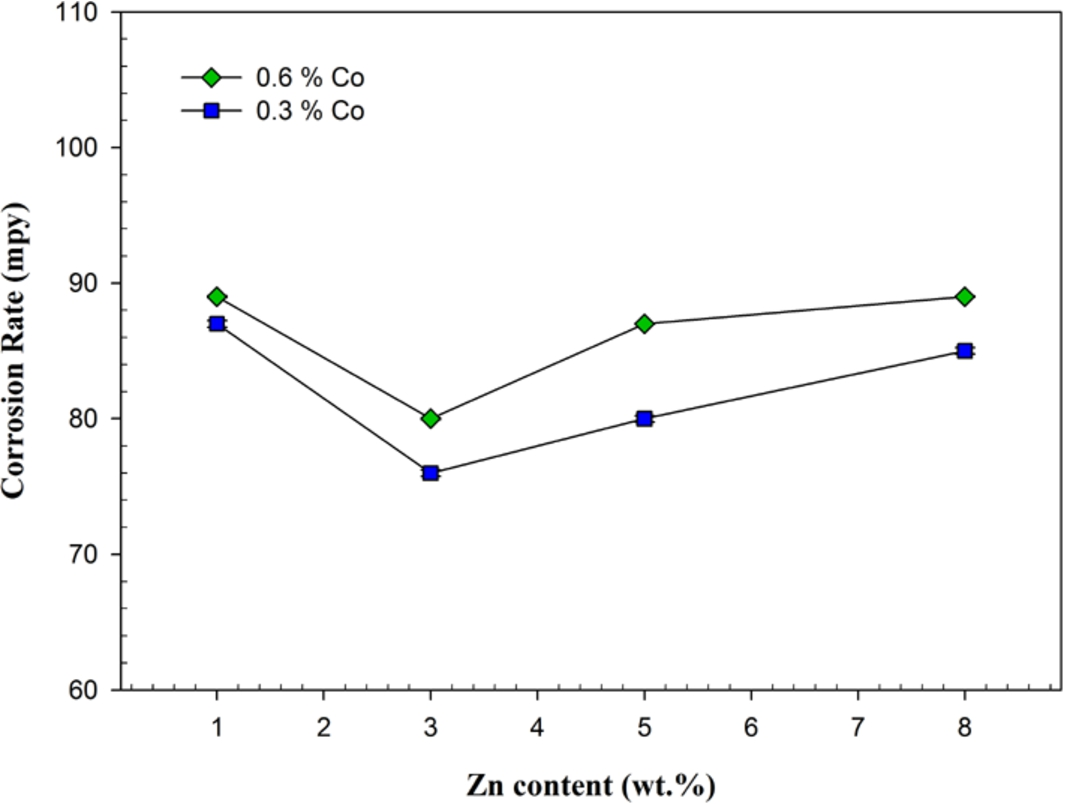
Effect of Co and Zn contents of the alloy on the corrosion rate.
Figure 9 shows the effect of Zn and Co contents of alloy on the cyclic polarization curves. As seen from the Fig. 9, increasing Zn and Co contents of the alloy were decreased the localised corrosion resistance of the specimens. Cyclic polarization is used to qualitatively evaluate tendency to localised corrosion. Hysteresis between forward and reverse sweeps during cyclic polarization is an indication of localised corrosion (pitting). Hysteresis was enlarged with increasing Zn and Co contents of the alloy.
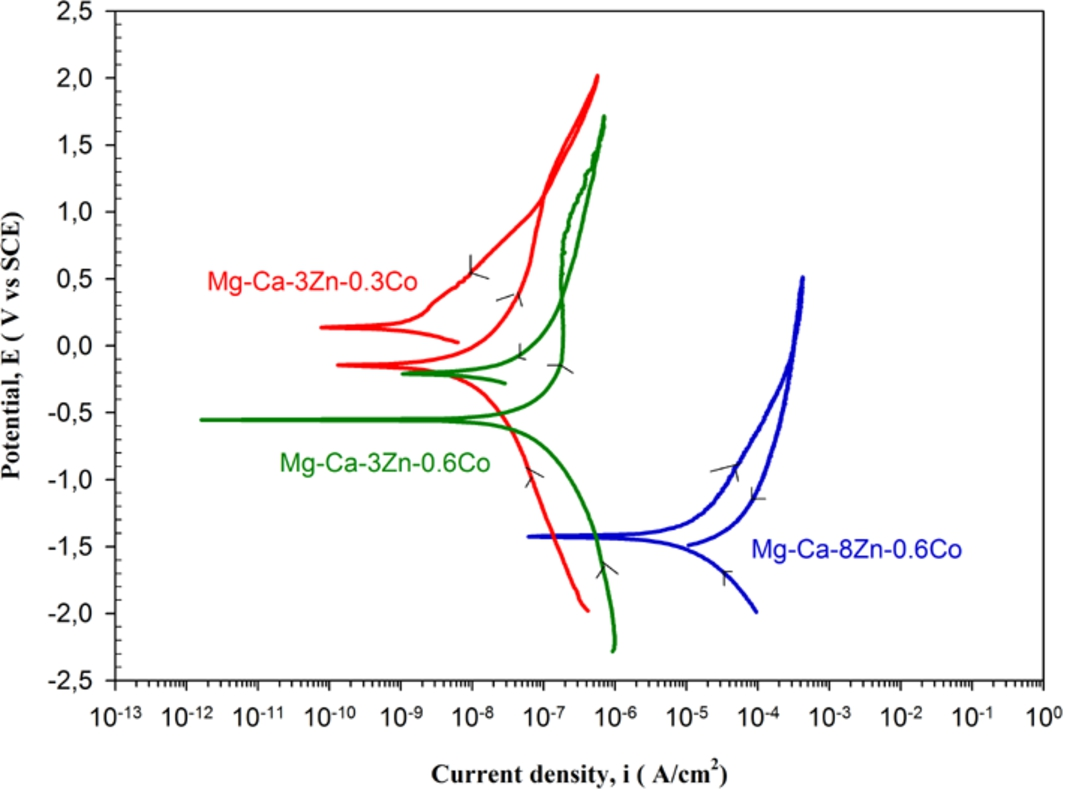
Effect of Co and Zn contents of the alloy on the cyclic polarization curves.
Cyclic polarisation curves were also analysed in terms of breakdown potential (Ebd) and repassivation potential (Erp). Breakdown potential (pitting potential) corresponds to potential for new pit formation and pit growth. Increase in the resistance to pitting is associated with increase in the Ebd. Pits are initiated above Ebd, but if pits were once initiated they propagate at all potentials above the Erp. Thus, Erp is used in the design as protection potential. A metal will resist to pitting if its potential is kept below Erp. Below Erp all the pits can epassivate. In general, the difference between these potentials (Ebd–Erp) can be used instead of the values themselves. Increasing Zn and Co contents of the specimens were increased the breakdown potential (Ebd) and repassivation potential (Erp). Based on Erp and Ebd values, tendency of the localised corrosion was slightly increased with increasing Zn and Co contents.
Determination of the chemical interaction of biomaterials with human body fluids is important. Figure 10 shows the effect of immersion time on the (a) weight gain and (b) weight loss of the alloy in simulated body fluid (SBF). As seen from the Fig. 10(a), weight gain was increased with increasing immersion time in SBF. As seen from the Fig. 10(b), weight loss was also increased with increasing immersion time in SBF. Meanwhile, weight loss/gain values were initially decreased with Zn addition up to 3 wt.% and then increased. So, weight loss/gain level can be adjusted by alloying (Zn addition).

Effect of immersion time on (a) the weight gain and (b) weight loss of the alloy in SBF.
Weight loss was observed in the specimens, which were cleaned using chromic acid. Weight loss in the simulated body fluid environments was happened as a result of dissolving of Mg by the reaction between Mg and SBF solution. Weight gain was observed in the specimens, which did not cleaned using chromic acid. Weight gain of the Mg alloys was happened as a result of formation of insoluble corrosion (precipitation) products on the surface [19–24].
Figure 11 shows the effect of (a) static immersion time and (b) Zn content of the alloy on the Mg ion release in the simulated body fluid (SBF). It can be seen from the Fig. 11(a) that, increasing immersion time was increased the quantities of released metal (Mg) ions.

Effect of (a) immersion time and (b) Zn content of the alloy on the Mg ion release in SBF.
In general, Mg is osteoconductive and osteoinductive, and it promotes bone formation [23]. Porous Mg has potential to serve as a degradable scaffold for bone substitute applications. Dissolved Mg ions promote bone cell attachment and tissue growth on the implants [1]. Mg may improve the formation of new bones, and its alloys show improved osteoconductive bioactivity. As Mg alloys were degraded, corrosion occurred and a rough surface was formed. This rough surface helps cell attachment [19].
Seyedraoufin et al. [1] prepared Mg–Zn scaffolds. According to their results, porous Mg–Zn alloy could be considered as scaffold materials for hard tissue regeneration. Porous Mg has potential to serve as a scaffold. The dissolved Mg ions may promote bone cell attachment and tissue growth on the implants. Although Young’s modulus decreases with increasing porosity, mechanical properties are closer to those of bone. Guo et al. [19] compared Mg alloys (WE43 and Mg3Gd) with Heal-All membrane, which used in guided bone regeneration. Mg may improve the formation of new bones, and its alloys show improved osteoconductive bioactivity. Mg3Gd could increase the ALP activity, which promote the mineralization, accelerate bone regeneration, and shorten healing time. They highlighted the potential of Mg–REE alloys for uses in bone regeneration. As Mg alloys were degraded, corrosion occurred and a rough surface formed. This rough surface helps cell attachment. Mousaa et al. [20] prepared apatite-like coatings on Mg. Ceramic coating suggesting a corrosion protection and bioactivity to the Mg alloys, which could be applied as a bioactive layer for bone tissue regeneration. Rougher surface has a significant performance on the cell attachment. Johnson et al. [22] investigated how the oxidized and polished surfaces of Mg–Y alloy affected the degradation in cell culture media versus deionised water. Interactions of the surfaces with cells were examined. The initial surfaces were not only influenced the degradation, but also determined cell attachment. Mg is osteoconductive and osteoinductive, and it promotes bone formation. Wei et al. [23] prepared micro/macro porous Mg–Ca phosphate scaffolds from self-setting cement. Attachment ratio of MG63 cells on the micro/macro-MCP was higher than the macro-MCP scaffolds because of the presence of microporosity. Proliferation of micro/ma-MCP was higher than ma-MCP. MG63 cells could spread and cluster along the walls of the scaffolds, and penetrated into the pores. Cell culture experiments indicated that scaffolds could promote cells attachment, proliferation and differentiation. Histological evaluation results confirmed that the scaffolds exhibited high efficiency of bone regeneration. Yoshizawa et al. [24] showed that Mg and AZ31 alloy implants are cytocompatible and do not inhibit the osteogenic property of bone marrow stromal cells.
In this study, highly porous open-cell Mg–Ca–Zn–Co alloy scaffolds were produced by powder metallurgy based space holder-sintering method. Highly porous Mg–Ca–Zn–Co alloy could be a scaffold material for hard tissue generation in tissue engineering applications.
In general, an increase in the amount of Zn content in the alloy can decrease the Mg grain size and can increase the mechanical properties of the alloy. Addition of Co to the Mg–Ca–Zn alloy allows use of higher solution treatment temperature that can lead to higher concentrations of Zn atoms and vacancies in the Mg grains of solution-treated specimens, which can increase age-hardening response. As Mg is highly active metal, Ca addition to the Mg alloy was prevented the oxidation of the specimens during sintering. Zn addition to the alloy was increased the Young’s modulus of the specimens. Increasing Zn content of the alloy from 1 wt.% to 8 wt.% was increased the Young’s modulus of the specimens from about 12 GPa to 23 GPa.
Corrosion behaviour of the specimens was examined in the simulated body fluid. Polarization resistance was initially increased with Zn addition up to 3 wt.% and then decreased. Corrosion rate was decreased with Zn addition up to 3 wt.% and then increased. In addition, increasing Co content from 0.3 wt.% to 0.6 wt.% was increased the corrosion rate and decreased the polarization resistance of the specimens.
Weight loss of the specimens was increased with increasing immersion time. Increasing immersion time also increased the quantities of released metal (Mg) ions. Weight loss of the specimen was decreased with Zn addition and then increased. So, weight loss level of the Mg alloy can be adjusted by Zn addition.
Although corrosion behaviour of the Mg alloy was slightly decreased with alloying, mechanical properties of the alloys can be improved to the desired levels for biomedical applications. As a result, Mg–Ca–Zn–Co alloy can be used as s scaffold material in tissue engineering applications.
Footnotes
Acknowledgements
This research work was supported by the Scientific and Technological Research Council of Turkey (TÜBİTAK), Grant No: 214M438.
This work was also supported partially by Scientific Research Projects Coordination Unit of Istanbul University, Project numbers of 20795 and 24555.
Conflict of interest
The author has no conflict of interest to report.