
Abstract
The aim of this work is to study the drying quality of Chinese wolfberry fruits and the effect of energy consumption on the drying process using electrohydrodynamic (EHD) drying. The drying rate, nutrient content and energy consumption of the Chinese wolfberry fruits which were dried in an EHD system at two levels of electric field intensity and five levels of the discharge gap were investigated and compared against oven drying and the control. The results showed that the drying rate have no significant difference at different voltages and discharge gaps under same electric field intensity. Experimentally, the polysaccharides content in the EHD system was improved when compared to oven drying. The specific energy consumption decreased with the decrease of the discharge gap and voltage. The drying rate can be enhanced and the energy consumption was greatly reduced at lower discharge gap and voltage in EHD system. The effect of degree of cell damage is smaller during EHD drying. Therefore, this work provides guidance for optimizing and improving the drying efficiency of Chinese wolfberry fruits in an EHD system.
Introduction
Chinese wolfberry fruits are rich in nutrients, and have a medical role, therapeutic value and pharmacological effects [1, 2] such as enhancing the non specific immunity, anti-aging effect, lowering blood sugar, anti-tumor effect and anti-fatigue effect etc. But the fresh wolfberry fruits deteriorate rapidly after harvesting and the dried wolfberry is more popular because of longer shelf life and significant reduction in the volume of the product [3]. Through drying process, the moisture content of food products can be reduced in order to minimize the microbiological spoilage and deteriorative chemical reactions, also intended to decrease transportation and storage costs [4]. Therefore, it is necessary and great significance to dry the Chinese wolfberry fruits with short shelf life and economic value. Currently, many conventional drying techniques have been applied to the Chinese wolfberry such as solar drying [5], hot air [6] etc. But these drying methods cause loss of active ingredients and are a relatively energy intensive process. Therefore, it is significant to explore the new drying technology.
(a) Schematic diagram of EHD drying. 1. Thermometer. 2. Hygrometer. 3. Sample. 4. Amperemeter. 5. Grounded electrode plate. 6. Needle electrode. 7. High voltage power source. 8. Voltage regulator. (b) Arrangement diagram of needle electrodes. 1. Needle electrodes. 2. Stainless steel wire. 3. Stainless steel frame. (c) Schematic diagram of needle electrodes.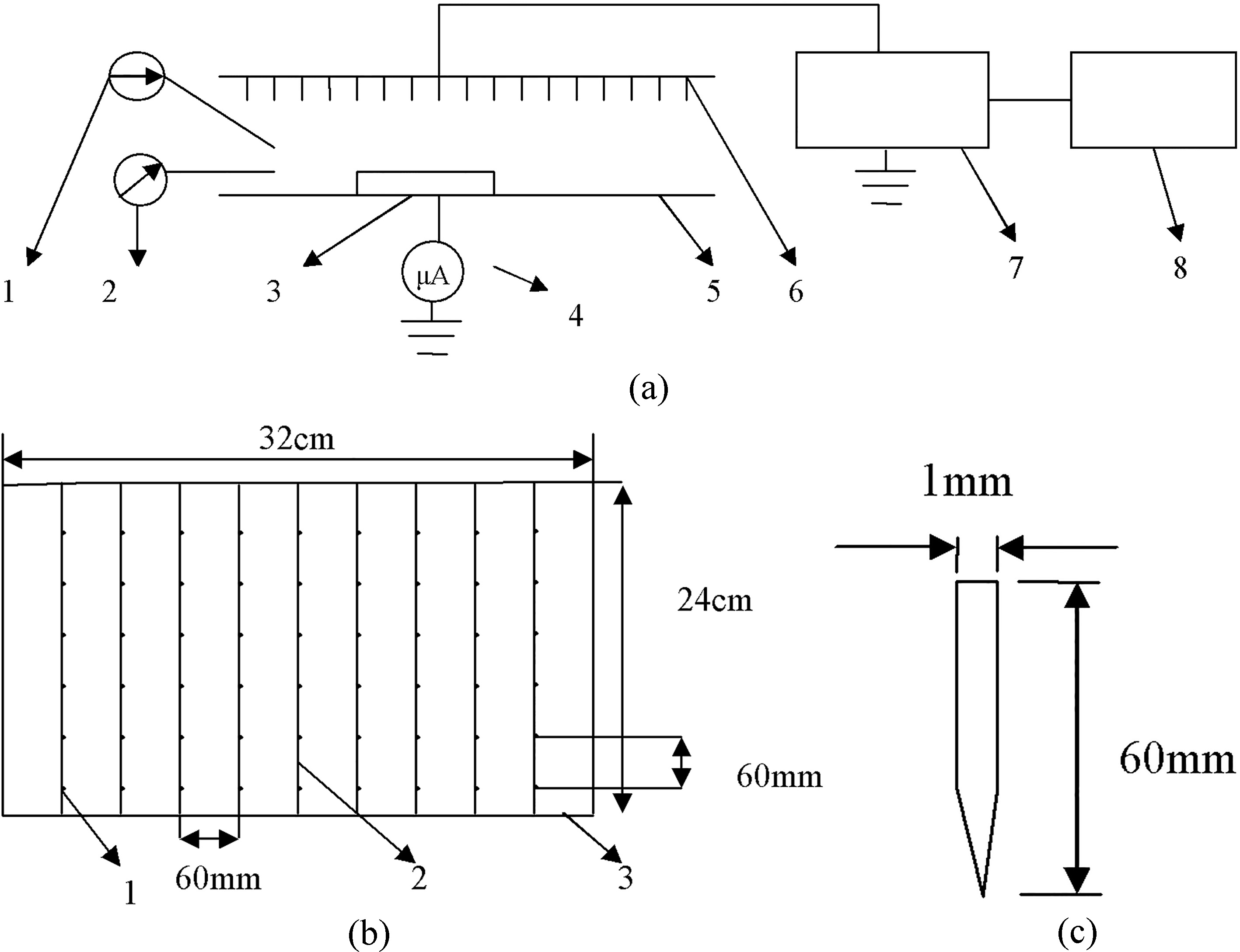
Electrohydrodynamic (EHD) drying is an innovative and non-thermal drying technique [7, 8, 9]. The main mechanism of EHD drying is the production of corona wind in an electrostatic field and corona wind effects the moist surface and disturbs the saturated air layer; this phenomena leads to evaporation enhancement and consequently heat transfer augmentation [10]. Currently, many researchers have investigated its use for vegetables, fruits, seafood, grains, and other heat-sensitive materials [9, 11, 12, 13]. Hashinaga et al. showed that application of EHD accelerated the initial drying rate of apple slices by 4.5 times over the ambient air drying [14]. Alemrajabi et al. investigated carrot slices dried by EHD
In this paper, to further investigate the potential of this method for optimizing and improving the drying efficiency in an EHD system, we studied the drying characteristic of Chinese wolfberry fruits from the nutrient content and energy consumption. To accomplish this, Chinese wolfberry fruits were died in EHD drying system with the same electric field intensity under the different discharge gaps between the multiple needles electrode and the grounded electrode. The drying rate, the specific energy consumption, polysaccharides content, flavonoids content, and the electrical conductivity of Chinese wolfberry fruits were investigated to study the energy consumption and product quality on drying process using EHD.
Experimental equipment
The experimental setup for EHD drying was showed in Fig. 1a. It is made up of a top electrode with multiple sharp pointed needles and grounded metallic plate. The gap between the emitting point and the grounded electrode was 40, 60, 80, 100 and 120 mm, respectively. The power source which can provide alternating current (AC) high voltage or direct current (DC) high voltage was connected to the top electrode plate. In order to get the conceivable high voltage for EHD drying, the power was connected to a voltage controller, with an adjustable voltage ranging from 0–70 kV for direct current (DC) or 0–50 kV for alternating current (AC). Both the top flat plate and the grounded plate electrode were 32 cm
Determination of initial moisture content
The Chinese wolfberry fruits were purchased from a local farm (Tuoketuo county, Hohhot, China) and then immediately stored in a refrigerator to prepare for drying experiment. The weighed and clean Chinese wolfberry fruits were placed in the moisture meter (Sh10A, Shanghai Luheng Instrument Co., Ltd., Shanghai, China) at 70
Drying experiment
The drying experiments were carried out under the following environmental conditions: a natural convection process was assumed in drying process, the drying relative humidity is (50
The Chinese wolfberry fruits samples with homogeneous size and complete appearance were selected and immersed in 400 mL of 5% sodium carbonate solution for 10 minutes. After, poured away the sodium carbonate solution, the excess water on the surface of the Chinese wolfberry fruits samples was blotted up with tissue paper. Then 50 g of pretreated Chinese wolfberry fruits samples were put into the EHD system for two different drying experiments. One is changed discharge gap each time at 4 cm, 6 cm, 8 cm, 10 cm and 12 cm with multiple needles-to-plate electrode for AC electric field, the corresponding voltage is 0 kV (control), 14 kV, 21 kV, 28 kV, 35 kV and 48 kV, respectively. The other is same electrode experimental conditions with AC electric field, but the corresponding voltage is 0 kV (control), 18 kV, 27 kV, 36 kV, 45 kV and 54 kV, respectively, under DC electric field. Oven drying experiment was conducted at 55
The drying rate (DR) was calculated using Eq. (1) [10]:
where
The specific energy consumption for the EHD drying (SEC
where
Ultrasound-assisted extraction of polysaccharides was carried out following the method proposed by Aguiló-Aguayo et al. and Zhu et al. [20, 21], with some modifications. An amount of 1.0 g of dried milled Chinese wolfberry fruits were weighed and placed into centrifuge tubes. 5 mL of distilled water and 20 mL of absolute ethyl alcohol were added. Sonication was conducted by means of the Ultrasonic Processor for 30 min. After sonication, the extract was centrifuged at 4000 rpm for 10 min. Then the residue and supernatant separated. The precipitate was collected. 10 mL of ethanol was added, washed and centrifuged. The precipitate was transferred into the round-bottom flask and 50 mL of distilled water was added. The samples were extracted in boiling water bath. After 2 h, the supernatant for the samples was transferred into a 100 mL volumetric flask and constant-volumed with distilled water. We used the standard glucose solution to set standard curve. The absorbency of this solution was measured at 490 nm according to the step of standard curve.
Flavonoids content
Total flavonoids content was determined with spectrophotometric method [22, 23]. An amount of 1.0 g of dried milled Chinese wolfberry fruits were weighed and placed into 150 mL conical flask with stopper. 30 mL of methanol solution was added. The conical flask was shook with 160 r/min for 2 h at 65
Flavonoids content was calculated using the following equation:
Where
The drying rate of Chinese wolfberry fruits at the same electric field intensity under the different discharge gaps. (a) 3.5 kV/cm under AC electric field; (b) 4.5 kV/cm under DC electric field.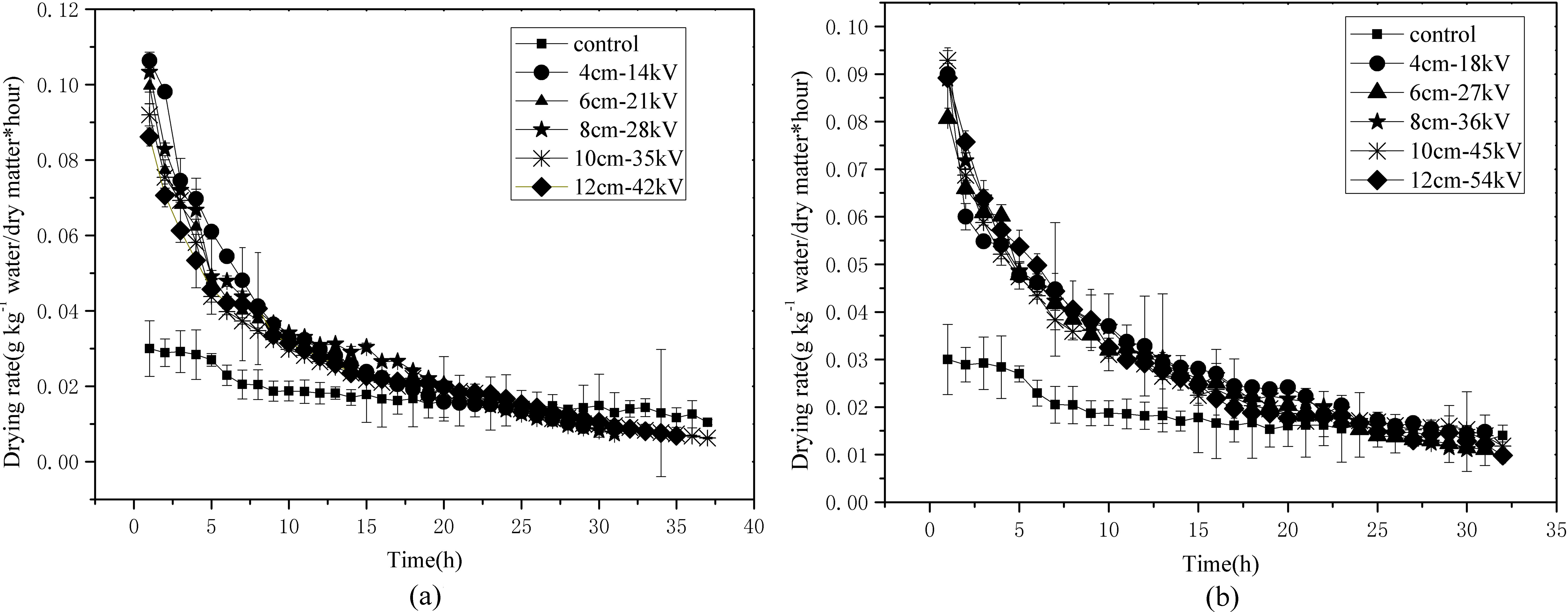
The electrical conductivity of the sample was measured immediately after EHD treatment with multiple needles-to-plate electrode for 5 hours using a conduct meter (SIN-CT-TDS3031, Hangzhou, China). The degree of cell damage, expressed as the electrical conductivity disintegration index,
where
A factorial experiment in a Randomized Complete Block Design with two levels of electric field intensity was applied to contrast ten EHD treatments (4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm, 10 cm–3.5 kV/cm and 12 cm–3.5 kV/cm under AC electric field, and 4 cm–4.5 kV/cm, 6 cm–4.5 kV/cm, 8 cm–4.5 kV/cm, 10 cm–4.5 kV/cm and 12 cm–4.5 kV/cm under DC electric field) with each other. Single-factor analysis of variance was applied to calculate the drying rate between the Chinese wolfberry fruits under alternating current electric field, direct current electric field and without electric field (control). The differences in drying rate are considered statistically significant when
Results and discussion
Drying rate analysis
Figure 2 depicts that variation of drying rate of Chinese wolfberry fruits with time at the same electric field intensity under the different discharge gaps. Figure 2a shows that all the drying rate of Chinese wolfberry fruits dried by EHD drying system with the five treatments (4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm, 10 cm–3.5 kV/cm and 12 cm–3.5 kV/cm under AC electric field) were much faster than that of the control (0 kV) in the 25 h. In other words, EHD drying system had a major impact on enhancing the drying rate and improved by 1.8818, 1.7426, 1.8731, 1.6567 and 1.6726 times, respectively, at 4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm, 10 cm–3.5 kV/cm and 12 cm–3.5 kV/cm treatments compared to that of the control in the 25 h. This result coincides with what has been found in other studies [10]. The reason for this is that corona wind generated by applied a high voltage can improve the convective heat transfer coefficient and evaporation rate on the sample surface exposed to convective flow, resulting in heat and mass transfer enhancement in the sample [4, 10]. There is a slight difference among 4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm, 10 cm–3.5 kV/cm and 12 cm–3.5 kV/cm treatments on the drying rate. By ANOVA, the results indicate that there was no significant difference among 4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm, 10 cm–3.5 kV/cm and 12 cm–3.5 kV/cm treatments in terms of the drying rate. Figure 2b depicts the same rule with Fig. 2a, and by ANOVA, the two groups have no significant difference (
Polysaccharides content
Table 1 shows the polysaccharides content of Chinese wolfberry fruits dried by four different treatments. The polysaccharides have been identified as main active components of Chinese wolfberry fruits [26]. The high quality dried Chinese wolfberry fruits is an important prerequisite to realize all its promising applications. Therefore, the polysaccharides content of Chinese wolfberry fruits is an important evaluation index of drying technology. The Chinese wolfberry fruits dried by oven had the lowest polysaccharides content. In other words, the Chinese wolfberry fruits were very easy to lose polysaccharides when they were dried by oven. Results show that the polysaccharides content of Chinese wolfberry fruits exposed to oven process was significantly (
Polysaccharides contents of dried Chinese wolfberry fruits
Polysaccharides contents of dried Chinese wolfberry fruits
Data are shown as the mean
Table 2 depicts that the alternative current electric field, the direct current electric field and oven had no impact on the flavonoids content of Chinese wolfberry fruits. The flavonoids of Chinese wolfberry have many physiological activities, such as anti-cancer, anti-inflammation, and anti-atherosclerosis, which have been well documented [27]. Therefore, it is very important to keep the content of flavonoids in the drying process. By ANOVA, the results showed that the flavonoids contents of Chinese wolfberry treated at the alternative current electric field, the direct current electric field with multiple needles-to-plate electrode and oven have no significant difference (
Flavonoids contents of dried Chinese wolfberry fruits
Flavonoids contents of dried Chinese wolfberry fruits
Data are shown as the mean
Figure 3 depicts the electrical conductivity disintegration index of Chinese wolfberry fruits variation versus the different discharge gap under different treatments at five levels of discharge gap (4, 6, 8, 10 and 12 cm) and two levels of electric field intensity (3.5 kV/cm for AC electric field and 4.5 kV/cm for DC electric field). This figure shows that the cell disintegration index of Chinese wolfberry fruits at 3.5 kV/cm under AC electric field was higher than that of Chinese wolfberry fruits at 4.5 kV/cm under DC electric field. In addition, the electrical conductivity disintegration index of Chinese wolfberry fruits at 4 cm–3.5 kV/cm, 6 cm–3.5 kV/cm, 8 cm–3.5 kV/cm under AC electric field have very slight difference (
The electrical conductivity disintegration index under the different discharge gap.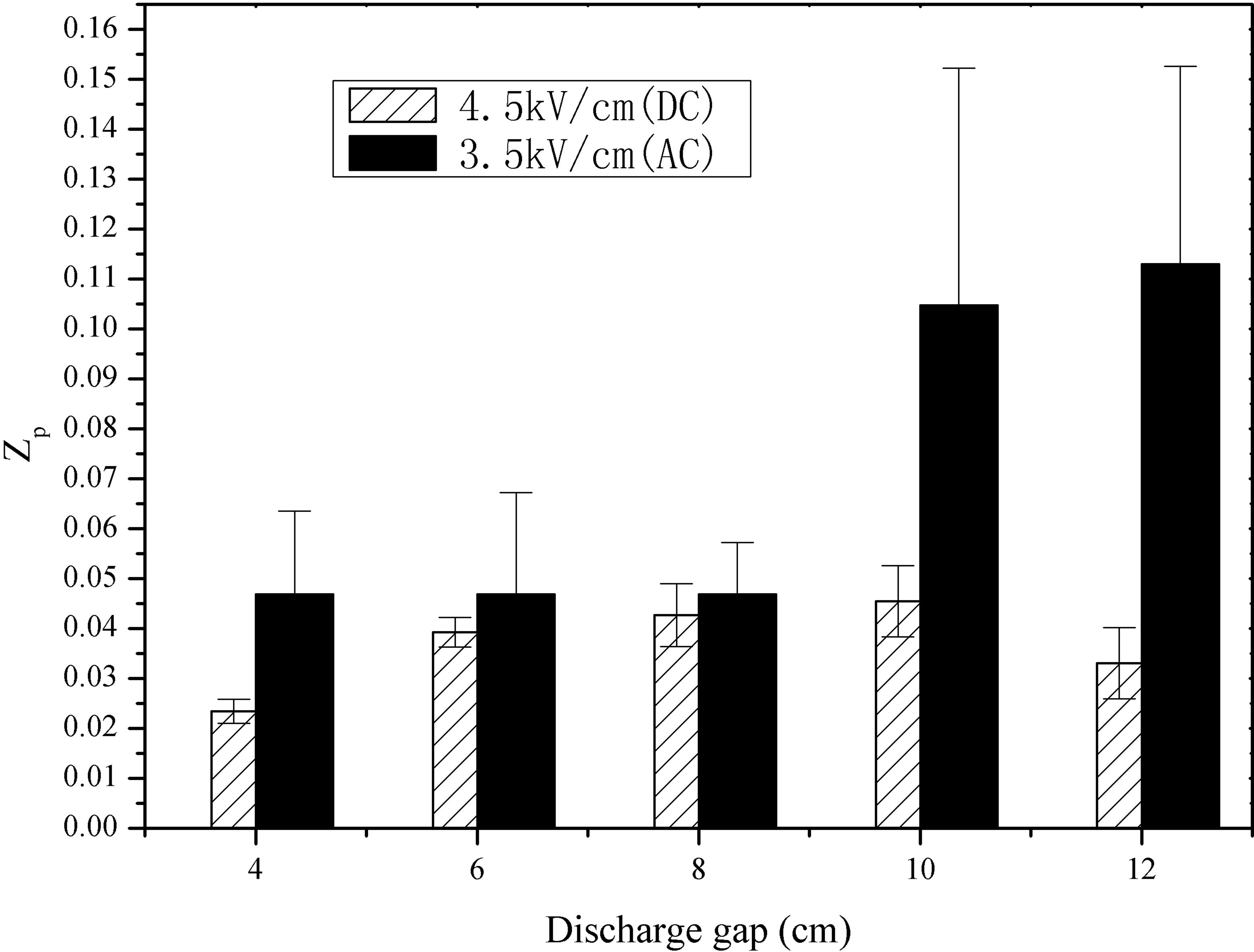
The electrical conductivity disintegration index under different energy delivered to the sample.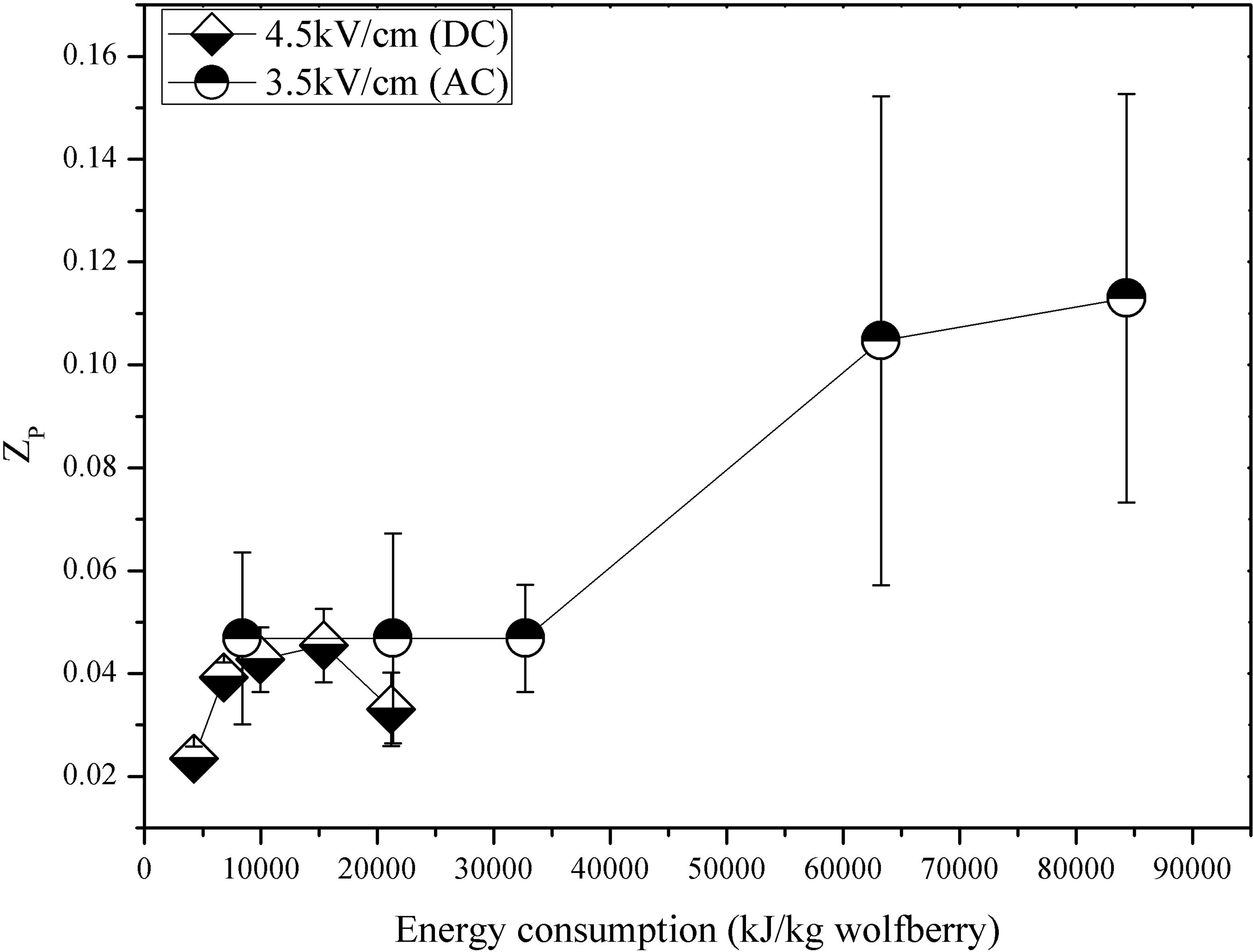
Effect of voltage and discharge gap on average drying rate and the specific energy consumption (SEC
Data are shown as the mean
The specific energy consumption of EHD drying versus different discharge gaps.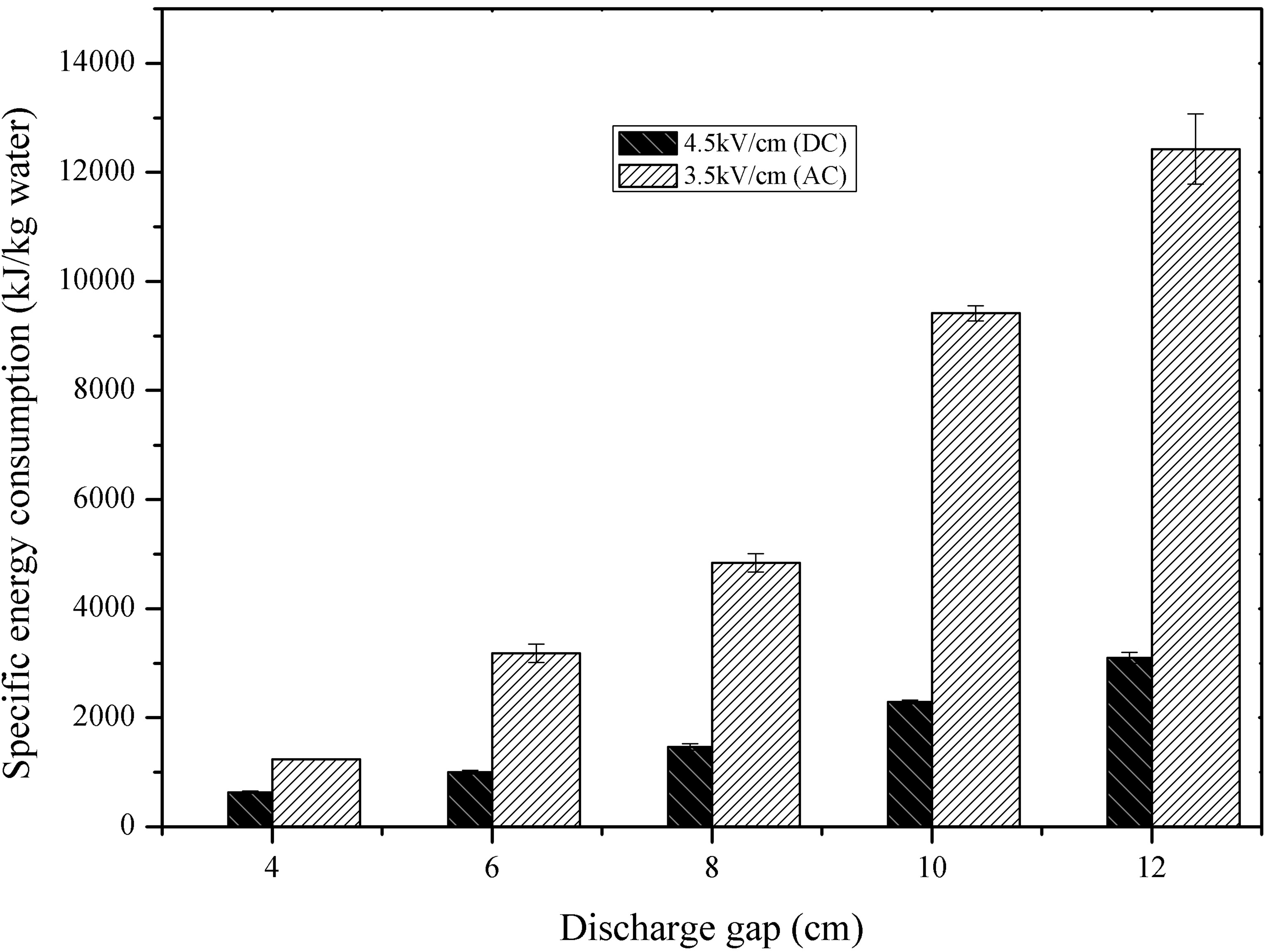
Figure 5 indicates that the specific energy consumption of EHD drying at the same electric field intensity was significantly influenced by the discharge gap. The specific energy consumption increased with an increase in discharge gap both 3.5 kV/cm under AC electric field and 4.5 kV/cm under DC electric field. The energy consumption at 3.5 kV/cm under AC electric field was faster than that at 4.5 kV/cm under DC electric field. The average specific energy consumption of Chinese wolfberry fruits drying with 12 cm–3.5 kV/cm, 10 cm–3.5 kV/cm, 8 cm–3.5 kV/cm and 6 cm–3.5 kV/cm under AC electric field treatments were 10.06, 7.62, 3.92 and 2.57 times, respectively, compared to 4 cm–3.5 kV/cm under AC electric field treatment (Table 3). The average specific energy consumption with 12 cm–4.5 kV/cm, 10 cm–4.5 kV/cm, 8 cm–4.5 kV/cm, 6 cm–4.5 kV/cm under DC electric field treatments were 4.89, 3.61, 2.31 and 1.58 times, respectively, compared to the 4 cm–4.5 kV/cm under DC electric field treatment. The specific energy consumption of Chinese wolfberry fruits dried by EHD decreased with the decrease of the discharge gap (Table 3). In addition, the specific energy consumption of Chinese wolfberry of the 4 cm–3.5 kV/cm under AC electric field treatment is 1.95 times as much as that of 4 cm–4.5 kV/cm under DC electric field treatment. The same law is expressed in other groups, the ratio of the specific energy consumption between them are 3.18, 3.31, 4.11 and 4.00, respectively, at 6 cm, 8 cm, 10 cm and 12 cm. It is most surprising that the specific energy consumption of Chinese wolfberry of the 12 cm–3.5 kV/cm under AC electric field treatment is 19.61 times as much as that of 4 cm–4.5 kV/cm under DC electric field treatment. Therefore, those results show that the treatments with EHD drying at the same electric field intensity can obtain the same drying rate, and the energy consumption decrease with the decrease of the discharge gap and voltage between the two electrodes. And the specific energy consumption of EHD drying under DC electric field is less than that under AC electric field when they have same drying rate (Table 3).
Figure 6 showed the variation of ratio of the specific energy consumption (SEC
Ratio of the specific energy consumption of oven and the specific energy consumption of EHD drying.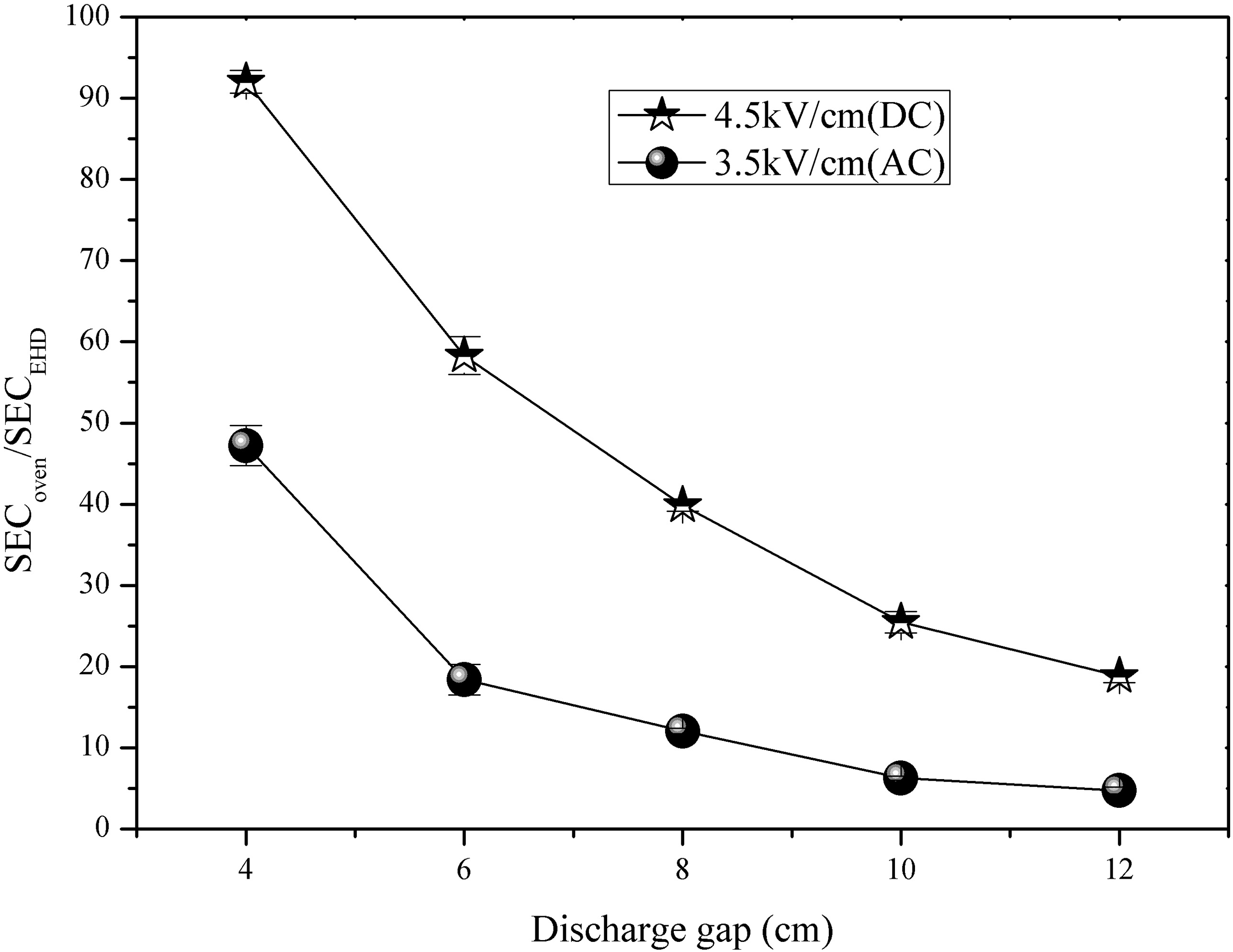
The EHD drying system had a major impact on enhancing the drying rate. The drying rate of Chinese wolfberry fruits exposed to EHD process on the same electric field intensity among different discharge gaps was the same.
Polysaccharides content, total flavonoids content of Chinese wolfberry fruits dried by the EHD drying system have no significant difference compared to control. But the polysaccharides content of Chinese wolfberry fruits exposed to oven was significantly less than that of the AC electric field, the DC electric field and control. The drying rate, under the same electric field intensity of the different discharge gaps were the same, but the specific energy consumption decreased with the decrease of the discharge gap.
The appropriate combination of the DC high voltage electric field with low discharge gap and low voltage can greatly reduce the energy consumption and can more save energy consumption.
Footnotes
Acknowledgments
This work was supported by National Natural Science Foundations of China (No. 51467015 and 61405099), Natural Science Foundation of Inner Mongolia Autonomous Region of china (No. 2017MS(LH)0507, 2015BS0311 and 2015MS0119) and Science Foundation of Inner Mongolia of Technology (No. ZD201311). The authors also would like to express their gratitude to the anonymous referees for their valuable comments and suggestions.