Strip samples of widths ranging between 5 mm and 30 mm were cut from different types of non-oriented magnetic steel sheets by means of guillotine shear cutting and water-jet technology and characterized from DC to 400 Hz. The measured magnetization curves and energy losses and their dependence on the strip width, that is, on the proportion of damaged to pristine sample cross-section, have been analyzed and modeled. While confirming an expected lighter material deterioration engendered by water-jet cutting, the analysis of the results remarkably shows that the evolution of the normal magnetization curve and the quasi-static magnetic losses with the width of the cut strip follows a hyperbolic law. This novel finding permits one to predict, using minimum pre-emptive information, the evolution of normal magnetization curve and hysteresis loss from indefinitely wide to narrow fully degraded strip. The highly strain-hardened region is, in this way, estimated to propagate from the strip edge by about 2.1 mm and 1.6 mm in the punched and water-jet cut samples, respectively. The dynamic loss behavior is assessed by analysis of the excess loss component, in accordance with the statistical theory of losses. A small to moderate increase of the dynamic loss (i.e. of the excess loss) with decreasing strip width is found, following to some extent the behavior of the quasi-static loss.
Non-oriented fully processed magnetic steel sheets are assembled to form the core of the rotating machines after a cutting operation, without intervening stress-relief annealing. The degradation of the magnetic properties introduced by cutting, especially important across the stator teeth [1], is well recognized and is empirically accounted for in the machine design by introducing a building factor. The direct detrimental consequence of cutting is the relevant magnetic hardening of the region close to the cutting line, which propagates in the sheet through residual stresses up to a few millimeters from the cutting edge [2, 3, 4, 5]. This additionally imposes, especially at low inductions, a non-uniform magnetization profile across the width of the cut strip.
The complex problem of modeling the effect of cutting on the magnetic losses is tackled in general by numerical methods [1, 5, 6, 7], focusing on the induction profile and the retrieval of the loss contributions from the damaged and the undamaged regions. Little or no attempt is made to separately determine and physically assess the loss components [7, 8, 9].
We have measured the magnetic properties of two different types of non-oriented Fe-Si sheets, where strip samples of widths ranging between 5 mm and 30 mm have been obtained either by conventional guillotine punching or abrasive water-jet cutting. DC magnetization curves and energy losses at peak polarization values 1.0 T and 1.5 T up to 400 Hz have been determined versus strip width and analyzed according to the statistical theory of losses (STL). It is shown that a simple inverse dependence on the strip width can fully describe the behavior of normal magnetization curve and hysteresis loss, whatever the cutting method. One can predict in this way, from a minimum set of measurements, how these quantities evolve from pristine conditions to full material degradation in narrow cut strips. The dynamic loss behavior is in turn interpreted, following the STL, in terms of distribution of the local coercive fields [10].
Experimental results and discussion
Sample preparation and loss measurements
Non-oriented Fe-(3 wt%)Si 0.638 mm thick (M400-65A) and 0.470 mm thick (M400-50A) magnetic sheets were cut as 300 mm long strips using either an in-house guillotine or an abrasive water-jet machine (MAXIEM 1530, 0.2 mm diameter garnet particles). 300 mm long strips of width 30, 15, 10, 7.5, and 5 mm were prepared. They were measured using a single strip tester, where a 300 mm long 30 mm wide sample, made placing side-by-side the appropriate number of strips, according to their width, was inserted between the pole faces of a flux-closing double-C laminated yoke, built of 0.30 mm thick grain-oriented Fe-Si sheets. The magnetic field, supplied by a 173-turn solenoid, was associated with a 150 mm magnetic path length, equal to the distance between the pole faces of the yoke. The secondary voltage was detected by a 20 mm long 101-turn pickup coil placed at the center of the strip under test. Hysteresis loops and losses were measured under sinusoidal induction in the frequency range 2 Hz–400 Hz by means of a calibrated hysteresisgraph-wattmeter, endowed with digital control of the induction waveform [11] and using a 12-bit 500 MHz HDO4054 LeCroy oscilloscope for signal acquisition. Energy loss versus frequency behaviors were obtained at the peak polarization values 1.0 T and 1.5 T.
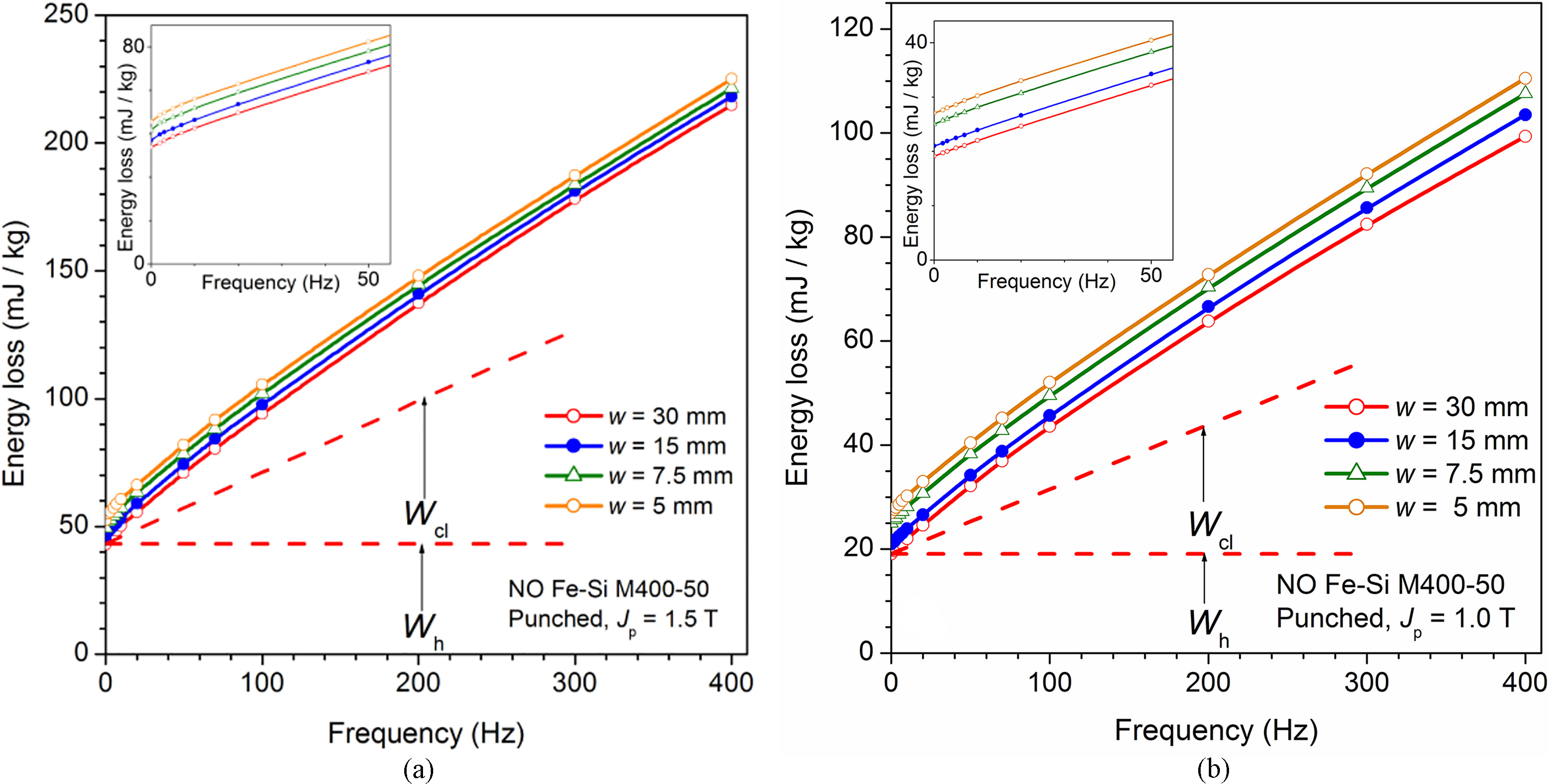
Non-oriented M400-50A NO Fe-Si sheets. Energy loss versus frequency measured at peak polarization 1.5 T (a) and 1.0 T (b) on strip samples cut by guillotine punching. The strip widths range between 5 mm and 30 mm. The inset provides a magnified view of the low frequency results. Loss decomposition is sketched for the 30 mm wide strip.
By cutting the strip samples at decreasing widths, increase of the energy loss, ensuing from a correspondingly higher proportion of strain-hardened material, is always observed upon the whole frequency range, as shown in the example of Fig. 1, concerning the guillotine punched M400-50A sheet. Stronger relative deterioration is observed for 1.0 T. Quite similar behaviors are displayed by the losses measured on the punched M400-65A sheet, while in all cases milder magnetic hardening is demonstrated upon cutting by the water-jet method. The lowest-lying curves (strip width 30 mm) are subjected in Fig. 1 to a decomposition procedure, where it is posed , with , , and the hysteresis (quasi-static), classical, and excess loss components, respectively. Here the classical loss is calculated according to the following standard formula, assuming uniform induction across the sample cross-section [9]
where is the sheet thickness, is the density of the material, and is the conductivity. These quantities are all unaffected by cutting (see Table 1). Equation (1) requires some comments. First, it is noted that, with the field strengths involved in the present experiments, the induction , usually appearing in this equation, coincides with the polarization . It is also remarked that Eq. (1) calls for uniform induction across the sample cross-section and cannot be applied beyond a critical frequency , where the skin effect cannot be neglected. is identified by analyzing the frequency dependence of according to the STL [12]. It is slightly larger than 300 Hz for the measurements shown in Fig. 1. It is finally stressed that the approximation of indefinitely extended sheet, required for formulating Eq. (1), generally applies [13], because the strip width is always . This condition also justifies the use of the measured in Eq. (1), neglecting the decrease of the local polarization value at the cold-worked strip edges. In fact chiefly relates to the dissipation by the surface eddy currents, which depend on the total measured flux rate of change throughout the whole sample cross-section.
Quasi-static magnetic behavior
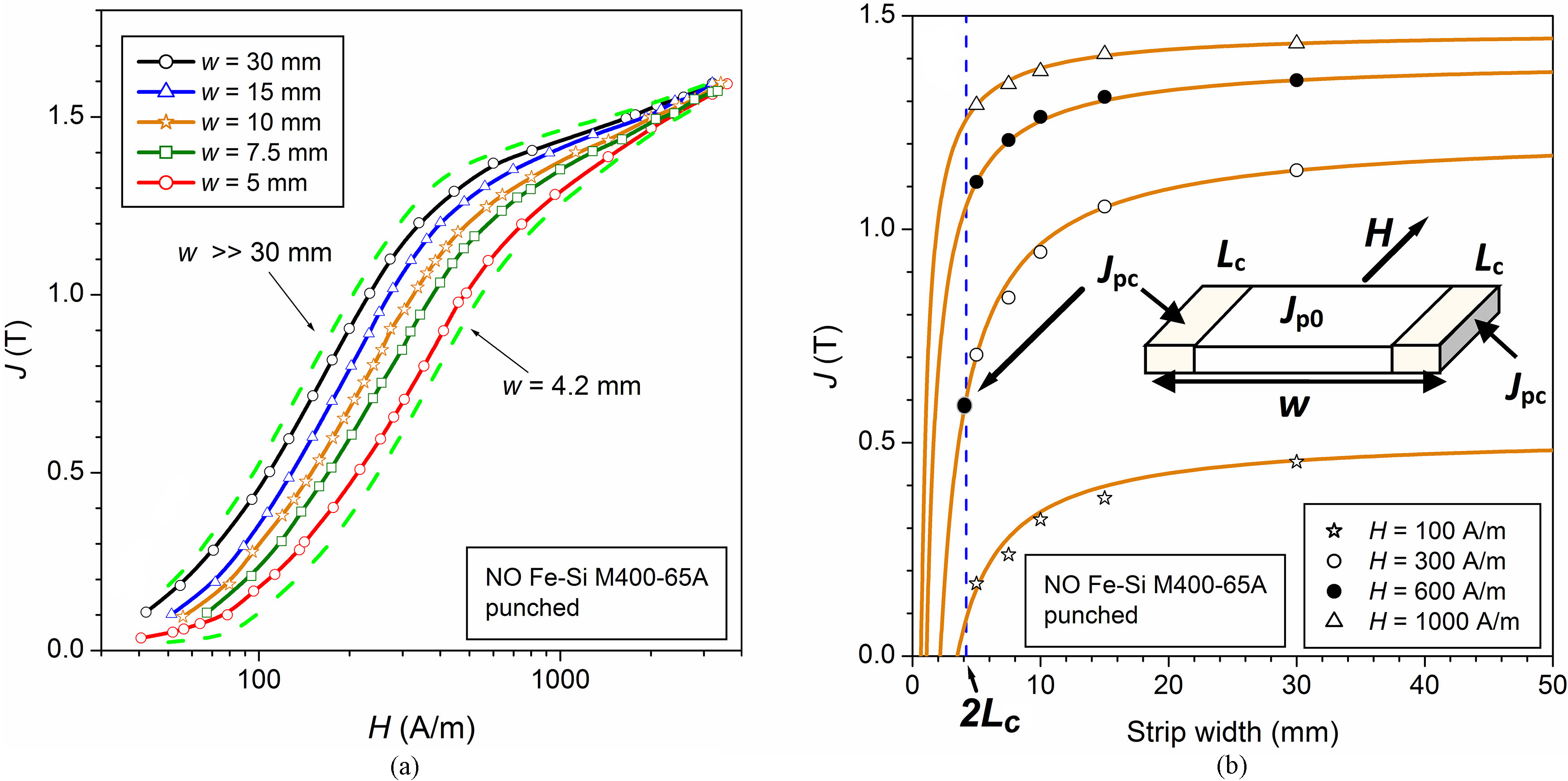
The detrimental effect of cutting on the magnetic properties of the Fe-Si sheets is apparent in the evolution of the measured normal magnetization curves versus strip width shown in Fig. 2a (M400-65A sheet, symbols). Progressive deterioration of the magnetic permeability upon decreasing width is in fact observed, consistent with the increase of the hysteresis loss (i.e. coercive field) shown in Fig. 1. Such evolution can be quantitatively understood by schematically assuming that cutting generates two narrow bands of strain-hardened material at the strip edges (see inset of Fig. 2b) [2, 5, 7]. By approximating the decline of the magnetization across such bands with a step-like function, we identify, for any given field , the magnetization values in the hardened side bands of width and , with , across the inner unscathed region of width . The measured magnetization , obtained as the weighted sum of and , follows then an inverse dependence on
Physical parameters of the investigated non-oriented steel scheets
Non-oriented Fe-(3 wt%)Si
Thickness
Density
Resistivity
Grain size
steel sheet
(mm)
(kg/m
m)
(m)
M400-65A
0.638
7650
44.010
97
M400-50A
0.470
7700
42.010
127
(a) DC normal magnetization curves measured versus width of the punched strips in the NO Fe-Si M400-65A sheets (transverse direction, symbols). (b) The polarization values (symbols) measured under defined field strengths decrease with decreasing strip width according to the hyperbolic law Eq. (2) (solid lines). This law is obtained assuming the simplified scheme shown in the inset, where the damaged region of the strip is confined to the two lateral bands of width , where . The dashed lines in a) are the magnetization curves predicted by Eq. (2) for undamaged ( 30 mm) and fully damaged ( 4.2 mm) cut strips.
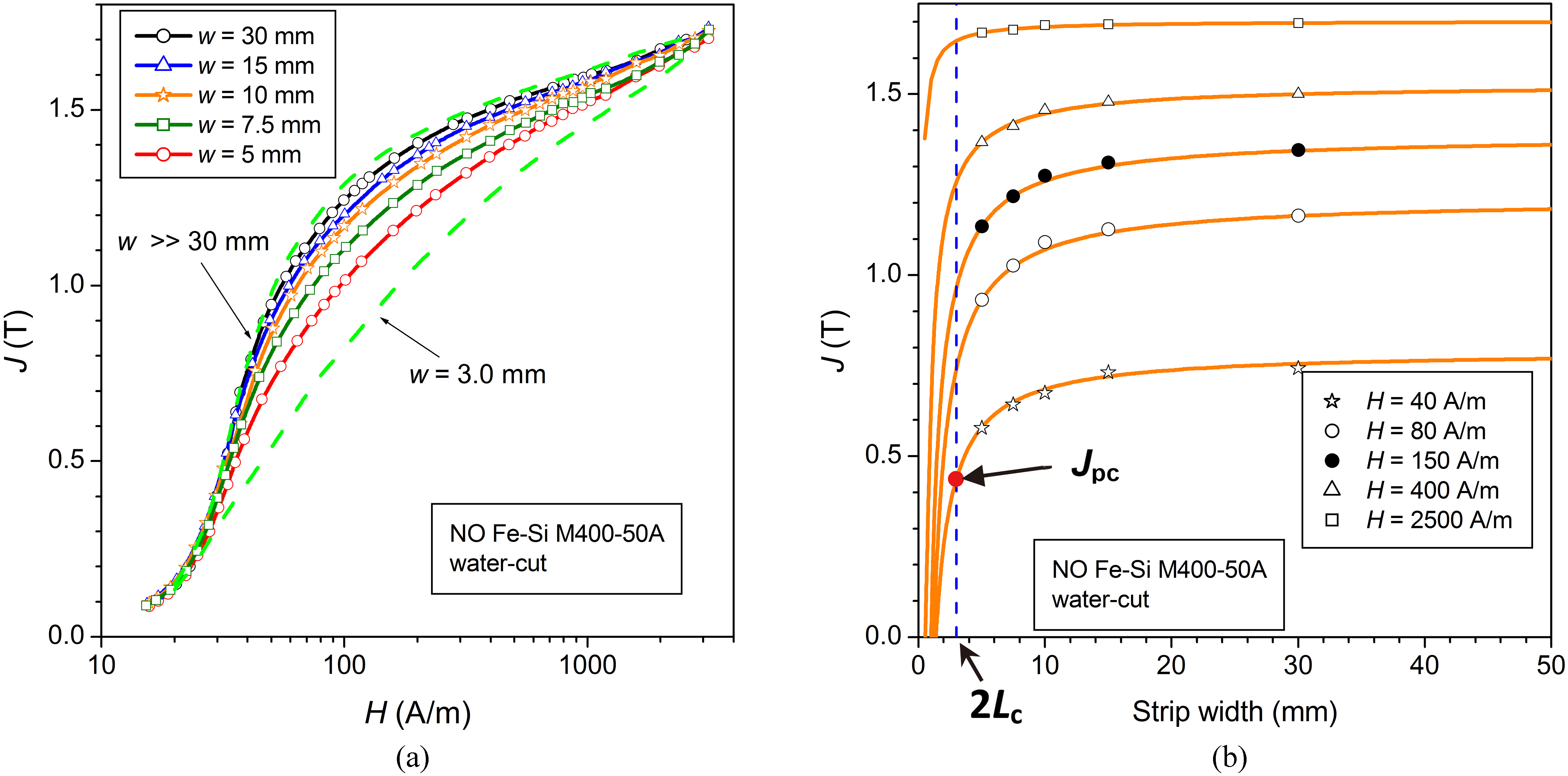
under the condition , where for . Consequently, by measuring the magnetization curve at two generic strip widths, one can calculate the quantities and ( as a function of for any width and trace the fitting curves given by Eq. (2). They are shown in the examples provided in Fig. 2b, corresponding to different values. The values measured on the experimental curves for the different widths (symbols) are here observed to follow to very good extent the hyperbolic function Eq. (2). We then see how, for 30 mm, the limiting normal magnetization curve associated with the pristine material (upper dashed curve in Fig. 2a) can be retrieved. The width 2 at which the strip becomes fully degraded can also be approximately predicted, as sketched in Fig. 2b. We estimate 2 4.2 mm for the punched M400-65A sheets. The lowest lying magnetization curve in Fig. 2a (dashed line) is correspondingly calculated with Eq. (2) ( 4.2 mm). Pretty similar results are obtained in the punched sheet M440-50A. Figure 3 shows that an identical interpretative scheme applies to the effect of abrasive water-jet cutting. It points to reduced magnetic hardening and degraded width 2 3.2 mm, compared to punched strips.
Normal magnetization curves obtained in the NO Fe-Si M400-50A sheets subjected to abrasive water-jet cutting (rolling direction). (a) Measured DC normal magnetization curves and their limiting behaviors ( 30 mm and 2 3.2 mm, dashed lines). (b) Symbols: polarization values measured under given field strengths. Solid lines: evolution of the polarization with the strip width under defined field predicted by Eq. (2).
A same conclusion is drawn from the behavior of the hysteresis (quasi-static) loss , a quantity directly connected with the coercive field. It is obtained by extrapolating the curves to 0 [11]. Using again the simplifying scheme previously adopted for predicting versus , according to Eq. (2), we relate the measured loss density to the contributions and pertaining to the unscathed and damaged regions, respectively
for . The overall dependence of on , measured upon both punching and water-jet cutting at 1.5 T and 1.0 T in the M440-65A and M440-50A sheets, is shown in Fig. 4. The experimental normalized value / is in particular represented here (symbols). It follows the hyperbolic dependence on predicted by Eq. (3) using the previously estimated width (Figs 2 and 3) of the strain-hardened band. The upper limit predicted for the fully damaged strip is then obtained as shown in Fig. 4a and b. One can remark the lower magnetic deterioration brought about by water-jet cutting with respect to punching and, consistent with the behavior of the magnetization curves (Figs 2a and 3a), the larger relative increase occurring at 1.0 T. We observe indeed that the normal curves tend to coalesce around and beyond 1.5 T, revealing the participation at high inductions of the upper tail of the distribution of the local coercive fields and the nascent role of the magnetization rotations. Both phenomena are negligibly affected by strain hardening.
Measured hysteresis loss / (symbols), normalized to the loss value predicted for the pristine sheet, versus strip width. Both punched and water-jet cut sheets are considered at 1.5 T and 1.0 T. The continuous lines are predicted by Eq. (3). The vertical dashed lines identify the upper loss limit, which corresponds to the fully damaged strip of width 2.
Excess losses
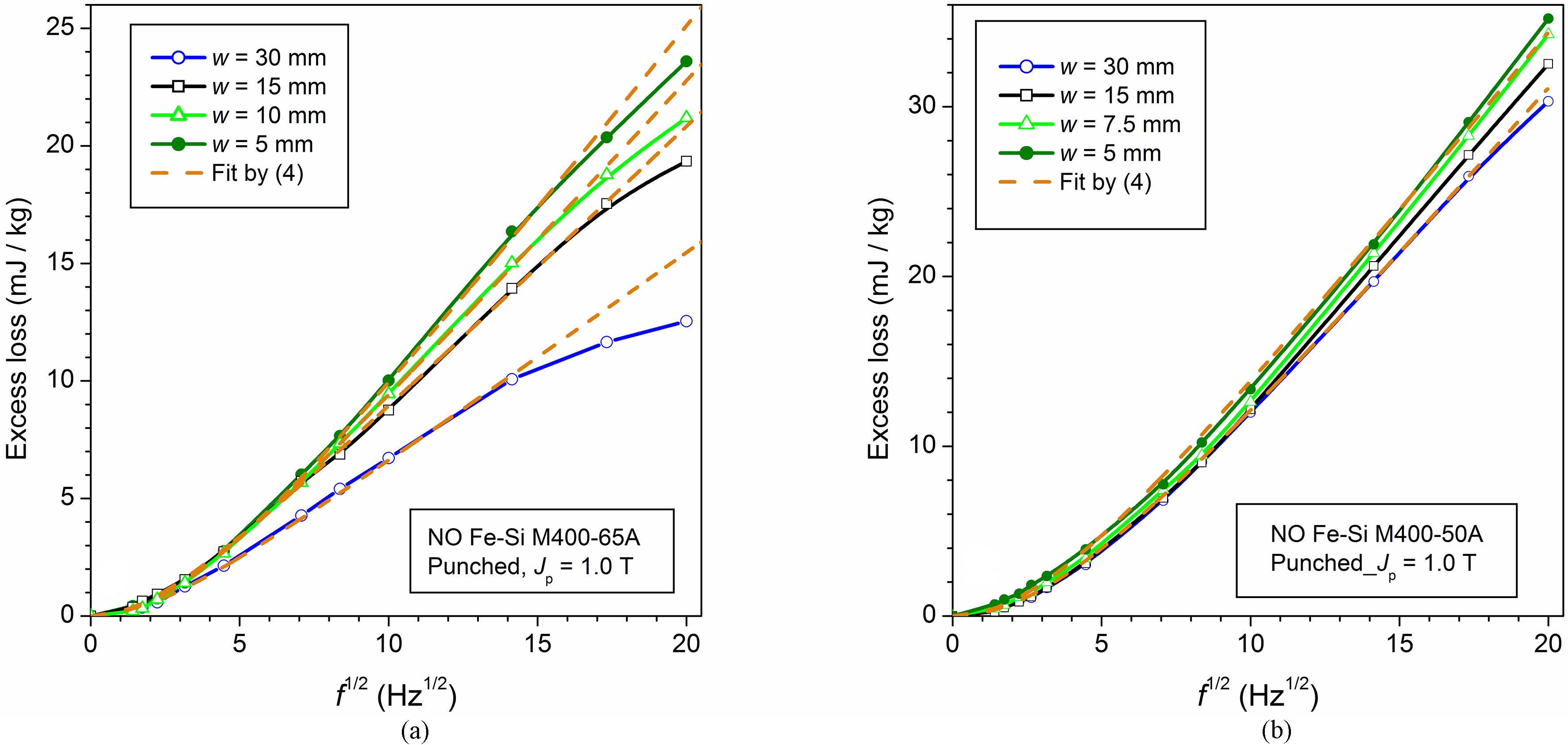
Having clarified the role of the classical loss component, basically unaffected by the cutting operation, we analyze the effect of cutting on the dynamic losses by focusing on the excess loss , where is given, at frequencies lower than the threshold for the occurrence of the skin effect, by Eq. (1). The general outcome of the experiments is that also tends to increase upon sheet cutting, again to a larger relative extent at 1.0 T. The excess loss descends from the discrete nature of the magnetization process, which is theoretically incorporated in the concept of “magnetic objects” (MO) and the distribution of their local coercivities [10]. Figure 5 provides examples of the evolution of versus strip width in the punched M440-65A and M440-50A sheets (symbols) [11]. The dashed fitting lines are calculated, according to [11], by the equation
where is the number of MOs simultaneously active in the sample cross-sectional area in the limit 0 and 0.1356. is a statistical parameter associated with the distribution of the local coercive fields for the MOs. and are experimentally identified by finding as and plotting the number of MOs, obtained as 4 GSJ/, where /4, versus [10]. At frequencies lower than the threshold for the skin effect, satisfies the linear relationship / and from intercept and slope of this straight line we obtain the values of the parameters and . Examples of this procedure are discussed in Refs. [11, 14]. depends on the coercivity of the material and the character of the domain structure, the wider the domain wall spacing the larger . The effect of strain hardening by cutting is likely one of increasing, on the average, the parameter , following the increase of the coercive field, that is, of (Fig. 4). This is what fitting of by Eq. (4) reveals. For example increases from 0.2 A/m to 1.8 A/m in the punched M400-65A sheets on passing from 30 mm to 5 mm. It is observed in Fig. 5 that Eq. (4) provides excellent fitting of up to a limiting frequency, where the skin effect is appreciated and the Eq. (1) for the classical loss component becomes inaccurate. Fitting of by Eq. (4), while expectedly affected by earlier deviation in the thicker sheets (Fig. 5a), provides a simple tool for detecting the appearance of the skin effect.
Excess loss component for different strip widths measured in the punched NO Fe-Si M400-65A (a) and M400-50A (b) sheets at 1.0 T (symbols). It is obtained as – , with given by Eq. (1). The fitting lines, calculated by Eq. (4), predict beyond some 10–20 Hz. According to Eq. (3), the increase of in the narrower strips descends from a corresponding increase of the parameter . Skin effect is observed to emerge in the thicker sheets beyond about 200–300 Hz, as signaled by diverging behaviors of the experimental curves and the fitting lines.
Conclusions
The detrimental effect of strip cutting by guillotine punching and water jet abrasion on the magnetization curve and energy losses in non-oriented Fe-Si sheets can be assessed by a simple interpretative scheme, where these quantities evolve as weighted contributions of the damaged bands at the strip edges and the undamaged material portion. A hyperbolic dependence on the strip width of the magnetization at given applied field and of the hysteresis loss (i.e. coercive field) at given peak polarization value is therefore predicted and shown to excellently comply with the experimental results. It is shown, in particular, that the limiting magnetization curves and hysteresis (quasi-static) losses for the fully damaged and the pristine sheets can be retrieved from knowledge of the behavior of these quantities at two generic strip widths. The role of cutting on the dynamic energy losses, measured up to 400 Hz, is assessed by formulating the frequency dependence of the excess loss component according to the statistical theory of losses. This shows that strain hardening by cutting reflects into the statistics of the local coercive fields, eventually leading to increased excess losses.
References
1.
OssartF.HugE.HubertO.BuvatC. and BillardonR., Effect of punching on electrical steels: experimental and numerical coupled analysis, IEEE Trans. Magn.36 (2000), 3137–3140, doi: 10.1109/20.908712.
2.
NakataT.NakanoM. and KawaharaK., Effects of stress due to cutting on magnetic characteristics of silicon steels, IEEE Transl. J. Magn. Japan7 (1992), 1453–457, doi: 10.1109/TJMJ.1992.4565422.
3.
BaudouinP.De WulfM.KestensL. and HoubaertY., The effect of guillotine clearance on the magnetic properties of electrical steels, J. Magn. Magn. Mater.256 (2003), 32–40, doi: 10.1016/S0304-8853(02)00004-5.
4.
MaurelV.OssartF. and BillardonR., Residual stress in punched laminations: phenomenological analysis and influence on the magnetic behavior of electrical steels, J. Appl. Phys.93 (2003), 7106–7108, doi: 10.1063/1.1557279.
5.
GmyrekZ.CavagninoA. and FerrarisL., Estimation of the magnetic properties of the damaged area resulting from the punching process: experimental research and FEM modeling, IEEE Trans. Ind. Appl.49 (2013), 2069–2077, doi: 10.1109/TIA.2013.2261041.
6.
HofmanM.NaumoskiH.HerrU. and HerzogH., Magnetic properties of electrical steel sheets in respect of cutting: micromagnetic analysis and macromagnetic modeling, IEEE Trans. Magn.52 (2016), 2000114, doi: 10.1109/TMAG.2015.2484280.
7.
PetrunM.SteentjesS.HameyerK. and DolinarD., Modeling the influence of varying magnetic properties in soft magnetic materials on the hysteresis shape using the flux tube approach, J. Appl. Phys.117 (2015), 17A708, doi: 10.1063/1.4906956.
8.
SteentjesS.von PfingstenG. and HameyerK., An application-oriented approach for consideration of material degradation effects due to cutting on iron losses and magnetizability, IEEE Trans. Magn.50 (2014), 027804, doi: 10.1109/TMAG.2014.2334699.
9.
Kedous-LeboucA.MessalO. and YoumssiA., Joint punching and frequency effects on practical magnetic characteristics of electrical steels for high-speed machines, J. Magn. Magn. Mater.426 (2017), 658–665, doi: 10.1016/j.jmmm.2016.10.150.
10.
BertottiG., Hysteresis in Magnetism, San Diego, CA: Academic Press, 1998, pp. 391–430.
11.
BarbisioE.FiorilloF. and RagusaC., Predicting loss in magnetic steels under arbitrary induction waveform and with minor hysteresis loops, IEEE Trans. Magn.40 (2004), 1810–1819, doi: 10.1109/TMAG.2004.830510.
12.
AppinoC.HamritO.FiorilloF.RagusaC.de la BarrièreO.MazaleyratF. and LoBueM., Skin effect in steel sheets under rotating induction, Int. J. Appl. Electromagn. Mech.48 (2015), 247–254, doi: 10.3233/JAE-151995.
13.
de la BarrièreO.AppinoC.FiorilloF.RagusaC.LecrivainM.RocchinoL.Ben AhmedH.GabsiM.MazaleyratF. and LoBueM., Characterization and prediction of magnetic losses in soft magnetic composites under distorted induction waveform, IEEE Trans. Magn.49 (2013), 1318–1326, doi: 10.1109/TMAG.2012.2218614.
14.
RagusaC.ZhaoH.AppinoC.KhanM.de la BarrièreO. and FiorilloF., Loss decomposition in non-oriented steel sheets: the role of the classical losses, IEEE Magn. Lett.7 (2016), 5106105, doi: 10.1109/LMAG.2016.2604204.