
Abstract
To ensure the safety of nuclear power plants, the evaluation of material degradation due to mechanical micro-damages is of great importance. In previous researches, Non-destructive Evaluation (NDE) methods based on electromagnetic material properties such as the Magnetic Barkhausen Noise (MBN) method, the Magnetic Incremental Permeability (MIP) method and the Magnetic Flux Leakage (MFL) method were studied to evaluate the plastic deformation in ferromagnetic material such as the Reduced-activation Ferritic/Martensitic (RAFM) steel, which is a candidate fusion reactor material of special material property. However, the residual stress and plastic deformation are indivisible in most practical cases, which make the conventional NDE methods hard to be applied to a satisfactory precision. To develop a method for simultaneous evaluation of residual stress and plastic deformation in a structure of RAFM steel, a hybrid NDE method using the signals of MBN, MIP and MFL methods was proposed and experimentally validated in this paper. At first, an online integrated NDE system of these three magnetic NDE techniques was developed and was adopted to measure the NDE signals during loading process for RAFM steel test-pieces of different residual plastic strains. A strategy to get both the stress and strain information from groups of the measured NDE signals was then proposed and validated. It was demonstrated that the residual stress and plastic deformation can be properly evaluated based on some selected feature parameters of the measured magnetic NDE signals by using the proposed evaluation procedure based on the known NDE calibration information of the target material.
Introduction
Residual stress and plastic deformation due to an unexpected giant load such as a large earthquake are serious threats to the structural integrity of the fission nuclear power plants and the future fusion nuclear plants in view of their influences on the fracture toughness and fatigue life of material. Quantitative nondestructive evaluation (QNDE) of residual stress and plastic deformation is very important to guarantee the safety of key nuclear structural components. A lot of researches have been done to evaluate the mechanical damages such as plastic deformation in structures by means of NDE methods. In most cases, the residual stress and plastic deformation are evaluated separately. For instance, X-Ray, Neutron diffraction, and some electromagnetic methods are used for the evaluation of residual stress, while the ultrasonic, hardness, metallography, and some electromagnetic methods are used for the evaluation of plastic deformation [1, 2, 3, 4, 5]. As the influence mechanism of residual stress and plastic deformation on NDE signal is different and the stress and strain are initiated in material simultaneously in most cases, the conventional NDE method is lack of accuracy for a structure with both residual stress and plastic deformation. Aiming to improve the precision of NDE of residual stress and plastic strain in ferromagnetic steel in view of practical application, the influence of plastic deformation and residual stress on certain magnetic NDE signals is investigated at first in this work. An integrated electromagnetic NDE method is then proposed and experimentally validated to evaluate the stress and plastic strain in a RAFM ferromagnetic material at the same time.
Experimental details
A typical RAFM steel, the China reduced-activation Ferritic/Martensitic (CLAM) steel is taken as the testing material in this study [6, 7]. The chemical volume fraction of the material is shown in Table 1. In order to evaluate the relationship between a comprehensive state of stress and plastic strain in the RAFM steel and the magnetic NDE signals, both residual stress and plastic strain have to be imported into the specimens of RAFM material during the NDE measurement procedure. One way to realize this is to conduct NDE measurement during loading procedure for test-pieces with plastic deformation. To do this, an online integrated NDE system is necessary in order to measure the magnetic NDT signals during a tensile testing. The details of the test-pieces, loading conditions and the NDE system to do the online testing are described in the following subsection.
The chemical composition of CLAM steel (%)
The chemical composition of CLAM steel (%)
Five plate test-pieces (TPs) of 4.82 mm thickness are fabricated from the selected RAFM steel. Figure 1 gives the design of the TPs. In order to release the residual stress and plastic deformation due to fabrication and cold working, heat treatment are carried out to all the TPs with a muffle furnace by heating to 980
The dimensions of specimens (Unit: mm).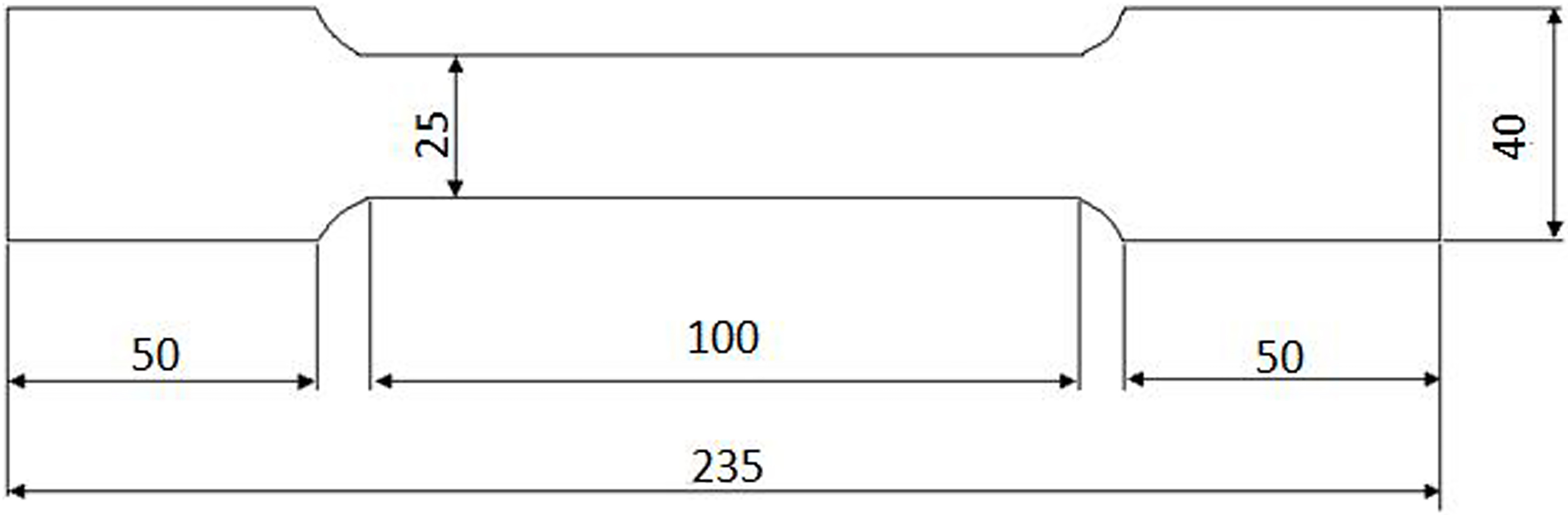
To measure the NDE signals at a state with both the plastic deformation and stress, the TPs with different plastic deformation are reloaded to the MTS machine respectively and tensile loads are applied at the range of elastic deformation to stretch the TPs to 0 MPa, 50 MPa, 100 MPa, 150 MPa, 200 MPa and 250 MPa respectively. At the same time, the signals of MBN, MIP and MFL methods are measured and stored for each given loading condition by using the on-line NDE system.
An experimental system constructed by authors [8] as described in Figs 2 and 3, which is an integrated NDE system of MBN, MIP and MFL method, is adopted for the magnetic NDE signal measurements. A picture of the integrated NDE probe is shown in Fig. 2a. The MBN, MIP and MFL sub-systems share the same magnetization unit consisting of a U shaped permalloy yoke, a group of excitation coils wounded on the yoke, a function generator and a power amplifier. The function generator and the power amplifier are used to generated a sinusoidal driving current of 1 Hz to provide an integrated magnetization process for the TPs. A high frequency sinusoidal excitation (50 Hz) is also generated to get the information of MIP in each time step. On the other hand, the pick up units of these methods are independent. The MFL signal is got from a hall sensor setting at the surface of TPs along the tensile direction. The MBN signal is obtained from the bottom coil of an ECT probe (Fig. 2b) set nearby the surface of TPs then filtered by a filter and magnified by a preamplifier. The MIP signal is picked up by using the top coil of the ECT probe and processed using a lock-in amplifier.
Flowchart of the integrated NDE measurement system of MBN, MFL and MIP method (a) and structure of the ECT probe for MIP and MBN measurement (b).
Picture of the integrated NDE experimental system.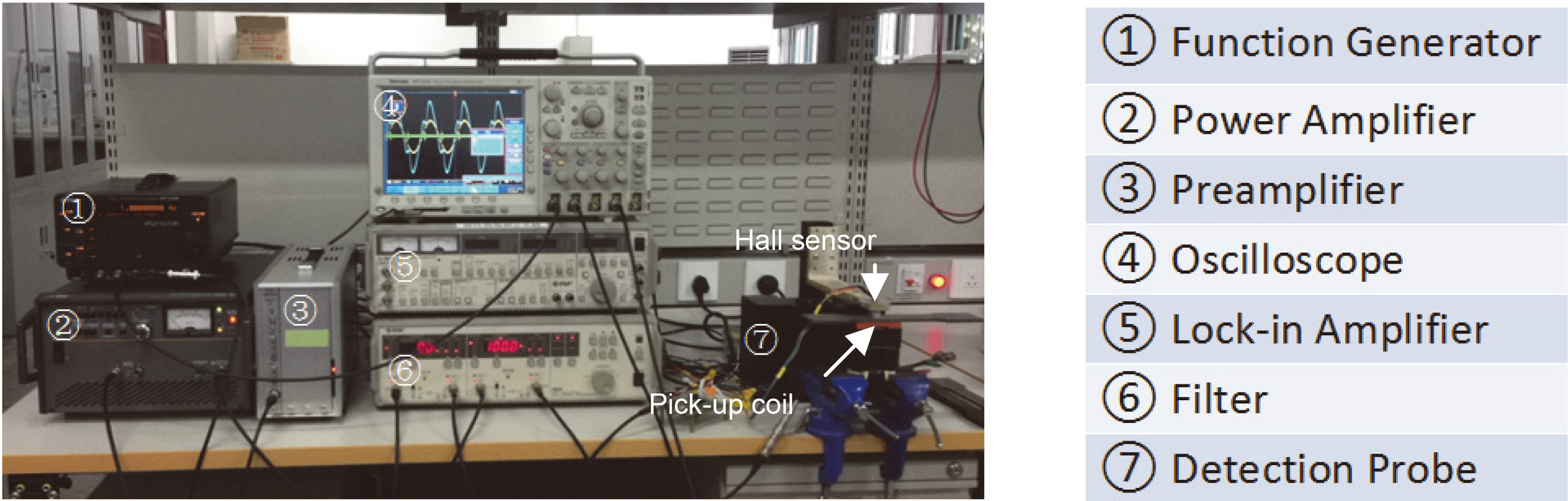
The probe of online experiment (a, b) and the parameter of the TPs (c).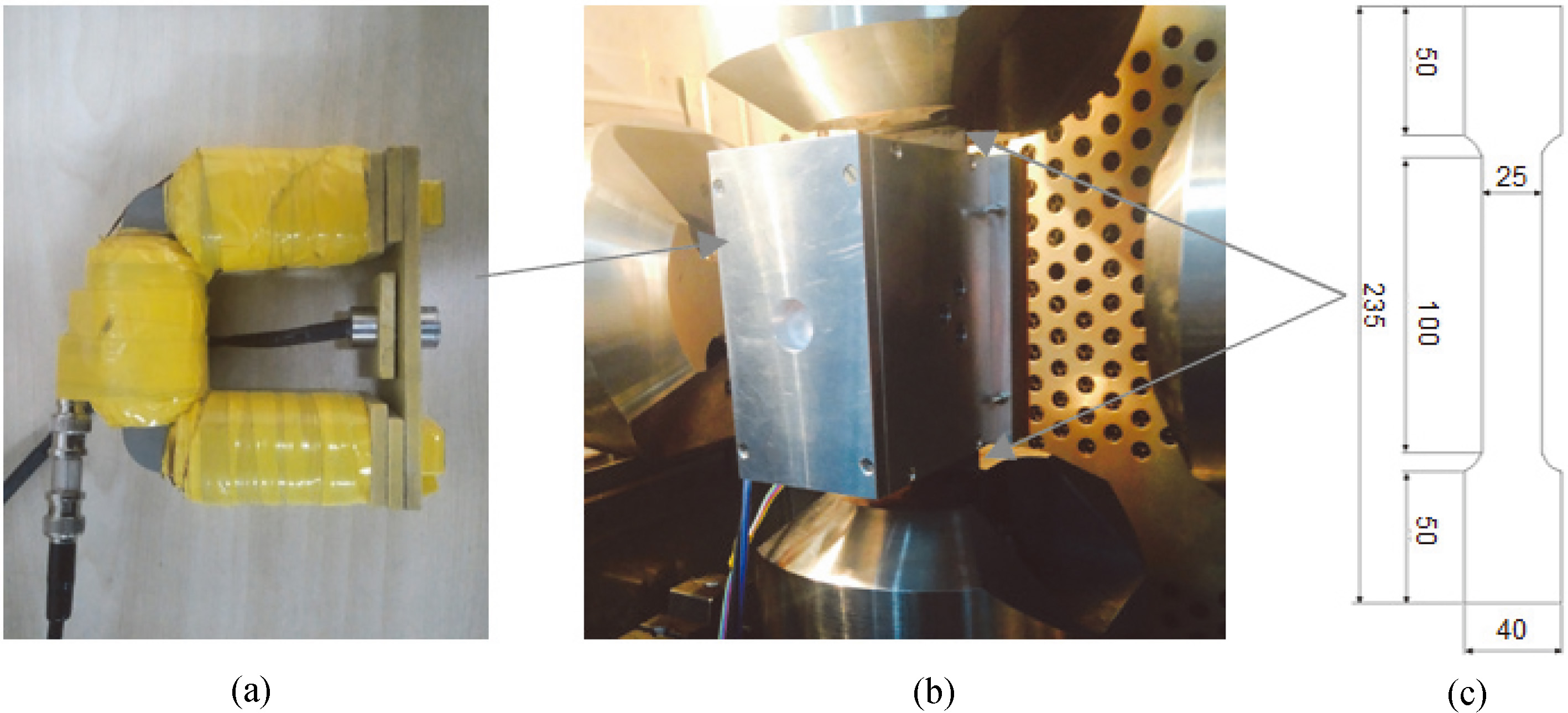
A fixture made of aluminum material as shown in Fig. 4b was designed and fabricated to attach the integrated MBN-MIP-MFL probe onto the top end of the test-pieces to enable the online NDE measurement during the loading procedure. As the fixture is far from the ECT probe for MIP and MBN measurement, there is no significant influence from the fixture on the measurement results. On the other hand, as aluminum is nonmagnetic and the driving current of the exciting coil is of very low frequency, the fixture gives also negligible influence on the magnetization field in TPs.
The experiment results show that the NDE signals of MBN, MIP and MFL are not sensitive to stress in a TP with no plastic deformation. Thus the following discussion is only for TPs with plastic deformation. However, the experimental results of stress only case are still shown in the figures of experimental results for comparison.
In practice, the original signal generated by the function generator is set as a sinusoidal signal of 1 Hz and 2 V and amplified by the power amplifier by 10 times to drive the EM magnet for NDE measurements. The MBN signals measured by the pickup coil of the ECT probe are amplified by 1000 times, filtered with a band pass filter (500 Hz–100 kHz), and finally digitized by an oscilloscope and a computer. The experimental results of MBN method are shown in Fig. 5, where the feature parameter of of Root Mean Square (RMS) is shown in Fig. 5a and the feature parameter of Energy is shown in Fig. 5b [8]. In the figures, measurement results at 6 different positions at both sides of TPs are illustrated. One can find that there is a clear tendency that the MBN signals show opposite response to the stress and plastic strain, i.e., both the RMS and Energy parameter decrease with the increment of residual plastic deformation but increase with the stress.
Dependences of the RMS and Energy parameter of the measured MBN signals on the applied stress for different residual plastic deformations.
Dependence of the PVRP and PVIP signals of MIP measurements on the applied stress for different residual plastic strains.
Magnetic incremental permeability is measured by using the eddy current testing probe during magnetization procedure with a low frequency bias magnetic field generated by the magnetization unit. In practice, the sinusoidal wave current of 2 V and 1 Hz frequency is also generated to produce a complete magnetization process of the major loop with the help of the power amplifier, and a minor sinusoidal loop (0.5 V, 5000 Hz) is realized with the excitation coil of the ECT probe to measure the real and imaginary signals of the pickup coil, which are taken as the MIP signals as they are in proportional each other. Figure 6 shows the dependence of the peak values of the real and imaginary MIP signals (PVRP and PVIP) on the applied stress for different residual plastic deformations [9]. Comparing with the results shown in Fig. 5, though the repeatability is a relative poor, the MIP signals also show opposite response tendency to the residual stress and plastic strain, i.e., increase with the residual plastic deformation but decrease with the applied stress.
The magnetic flux leakage method is similar with the MBN method from the point of view of magnetization procedure. However, unlike the MBN method which measures noise signal with a coil, the MFL method measures the tangential magnetic leakage field (along the tensile direction) signal by using a Hall sensor. In practice, the parameters of the driving current used for the MBN measurements shown in Fig. 5 are used again for the MFL signal measurement. The high harmonic components of the MFL signals and the related
According to the experimental results, the magnetic NDE signals are sensitive to both the changes of the stress and plastic strain, i.e., correlations between the stress and NDE signals are quite different for TPs of different plastic strains. This means that it is difficult to evaluate the residual stress or plastic deformation directly with only one parameter of one NDE method. Therefore, the correlations between the NDE parameters and both the stress and plastic stain are necessary. Figure 8 show the dependence of RMS parameter of the MBN method, the amplitude of 3rd harmonic signals and the peak value of the imaginary MIP signal on the applied stress and residual strains. To make the correlation more clearly, more stress-strain points are illustrated by using linear interpolation of the measured data. There is a clear difference between the correlation surfaces of these 3 parameters on the stress and strain variable, which give a good possibility to predict both the residual stress and the plastic deformation at the same time from these measured feature parameters of NDE signals by using the calibration information shown in Fig. 8.
Dependence of the 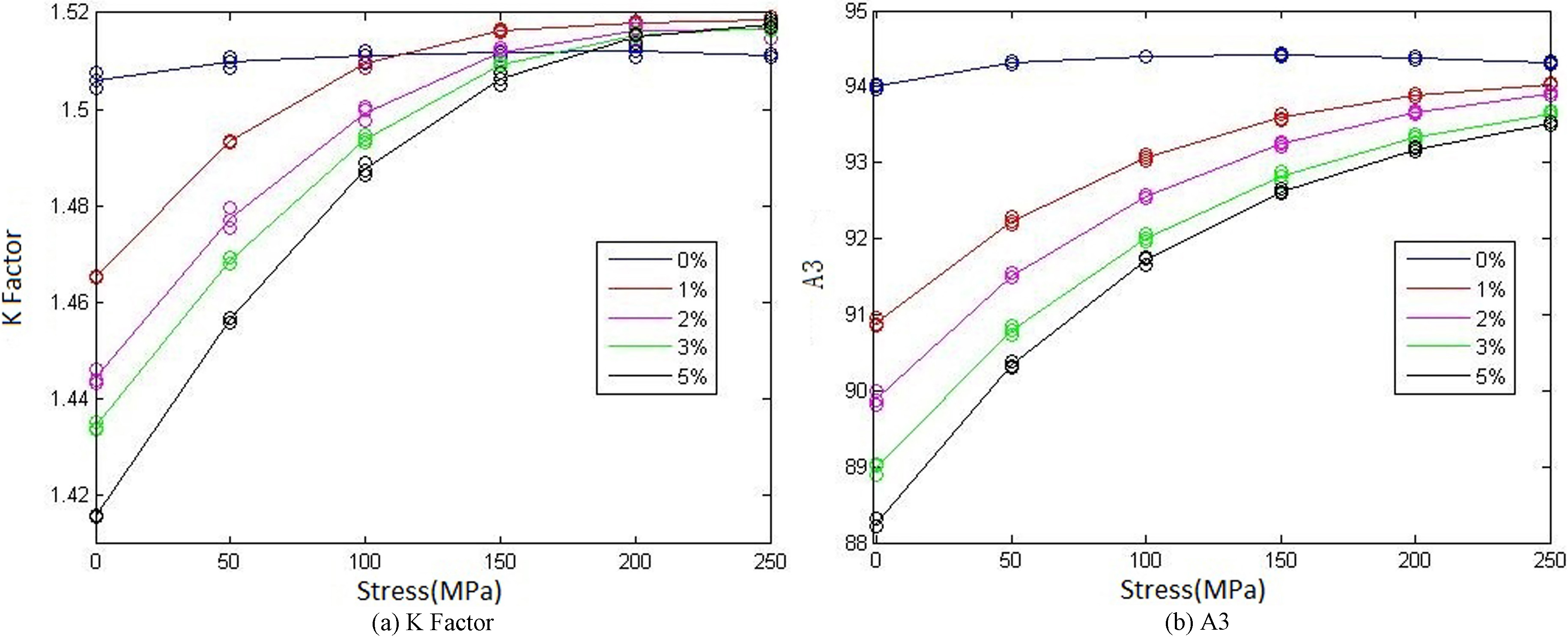
Comparison of the
The stress and strain values at 3 smallest R value
The interpolation data based on the experiment of stress, strain and NDT signals, (a) RMS, (b) A3, (c) PVIP.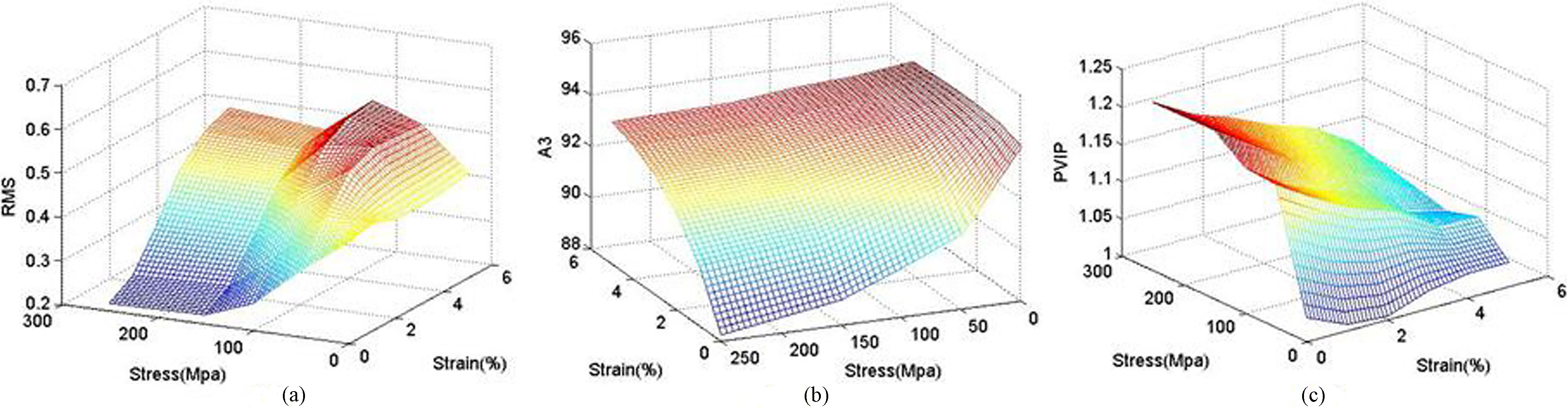
To obtain the residual stress and plastic deformation from the measured NDE signals at the same time, we need to find a point in the stress and strain space from the Fig. 8 where the corresponding RMS, A3 and PVIP values are the same with the measured parameters. However, due to measurement noise and interpolation error etc., to find a point with exact values is impossible. To solve this problem, an index parameter
where
Two cases shown in Table 2 with exact measurement values and a group of simulated measurement values (interpolation from the measured values but not a point shown in Fig. 8) of NDE feature parameter signals are taken to check the validity of the proposed evaluation procedure. The RMS, A3 and PVIP values of the true and predicted stress and strain are shown in Table 2. One can find that at the optimized stress-strain point, all the 3 parameters are in well agreements. The stress and strain corresponding to 3 smallest R values of the two examples are shown in Table 3. One can find that both the plastic strain and the residual stress of the smallest
The main conclusions of this study are as follows:
An integrated on-line NDE system for MBN, MIP and MFL has been established to simultaneous evaluation the residual stress and plastic deformation in a structure of RAFM steel. Experiments measuring the NDE signals during loading process for RAFM steel test-pieces with different plastic deformation have been conducted. The experimental results show that the electromagnetic NDT signals decrease with the increasing plastic deformation while grow with the increasing stress. A strategy to predict both the stress and strain information from a group of measured NDE signals by using the R index parameter was proposed and validated. It was demonstrated that the residual stress and plastic deformation can be properly evaluated based on the 3 selected feature parameters of the 3 magnetic NDE methods once the calibration information of the target material were properly obtained for each method.
Footnotes
Acknowledgments
The authors would like to thank the National Magnetic Confinement Fusion Program of China (No. 2013GB113005), Natural Science Foundation of China (No. 51277139, 51577139) for funding this study.