
Abstract
Soft magnetic composites (SMCs) are magnetic materials obtained by compression molding of iron powders with an insulating coating and are suitable for a core of a motor having a complicated structure. It is known that its magnetic property is deteriorated by machining process due to the short circuit of the insulated layer on the material surface. In general, the acid etching treatment is performed to improve the degradation of the magnetic properties. In this paper, first the resistivity of the ring specimen of the SMC applying the acid etching treatment for a different immersion time is measured. Next, the magnetic properties of the specimen are measured, and the effect of the machining process and the acid etching treatment on the magnetic and electric properties of the SMC is investigated.
Introduction
Soft magnetic composites (SMCs) are magnetic materials obtained by compression molding of iron powders with an insulating coating. SMC has advatages that it is easy to realize an iron core with complicated shape and the eddy current loss is small due to the insulation coating on the surface of iron powders [1–3] compared with electrical steel sheets generally used as the iron core of electric machines. Therefore, it is utilized as the iron core of a motor with complicated structure such as an axial gap motor [4]. When the SMC is used for the iron core of a motor, it is necessary to cut out the core with desired shape after compressing process. It is well known that the machining process deteriorates the magnetic properties of the SMC because of the short circuit of the core surface [5]. The short-circuited part is considered as a layer. Acid etching treatment is generally performed to remove short-circuited layer on the surface of the SMC core after machining process. However, few paper discussed the detailed magnetic properties of the SMC being applied acid etching treatment and the optimal immersion time. For designing high-efficiency motor made of SMC cores, it is important to grasp the influences of machining process and acid etching treatment on the magnetic property of the SMC.
In this study, we measured electric and magnetic properteis of the ring specimens of a SMC to clarify the appropriate condition for acid etching treatment after machining. First, to ascertain the effect of machinig and acid etching treatment on the specimen surface, the resistivity of the ring specimens was measured. Then, the magnetic properties of the ring specimens were measured and the optimal condition for acid etching treatment was discussed from the standpoint of iron loss.
Measurement of resistivity of SMC
The surface of the SMC is affected mainly by machining process. The resistivity measurement was performed to investigate the influence of the machining process on the specimen from the standpoint of electric characteristics. To remove the short-circuited surface layer, acid etching treatment is generally applied to the SMC core. The SMC specimens measured are obtained by compression molding at the density of about 7.43 g/cm3 with a 600-ton press machine and steaming. The specimen after machining was applied to acid etching treatment (immersion time [min]: 9, 45, 54, 63, 72, 81) and the resistivity 𝜌 was measured. In the acid etching treatment, a solution obtained by diluting 85% of H3PO4 by 4 times was used.
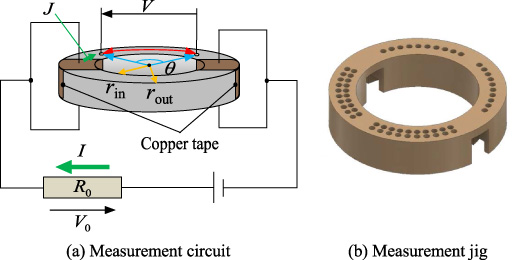
Figure 1(a) shows the resistivity measurement circuit. We used ring specimens in consideration of the final usage form. Copper tape was affixed on two parts whose angular difference is 180° as electrodes as shown in Fig. 1(a). With the direct current I applied, we varied the central angle θ of the tip of the potentiometric probe and measured the potential difference V between two points on the specimen surface. Lead wires were connected to the upper and lower surfaces of the copper tape to make the current density J uniform inside the specimen in the thickness direction. To fix the probe tip position, we made the dedicated jig shown in Fig. 1(b). Current I was calculated from the terminal voltage V
0 of the non-inductive standard resistor R
0. Assuming that the current density J is uniform in the thickness direction, current of I ∕ 2 can be expressed by
Finally, 𝜌 is calculated by
By averaging resistivity measured on the average radius r ave of the specimen, inside of rave and outside of r ave, the resistivity of the specimen is evaluated.
Resistivity measurement.
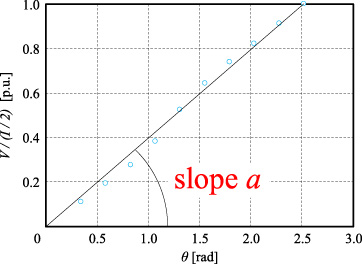
Resistance characteristic against angle.
Figure 3 shows the effect of immersion time for acid etching treatment on the resistivity. The measured resistivity shown in Fig. 3 is normalized by the maximum value. The resistivity increases with an increase in the immersion time for the acid etching treatment because the short-circuited surface layer shown in Fig. 4 due to machining is removed. However, in the case where the immersion is continued more than necessary, it is considered that the normal insulation coating around iron powders is broken and therefore the resistivity deteriorates.
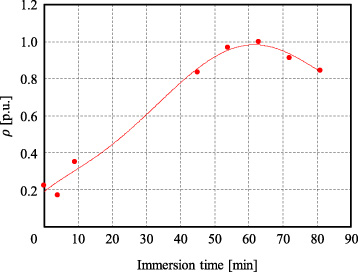
Effect of immersion time on resistivity.
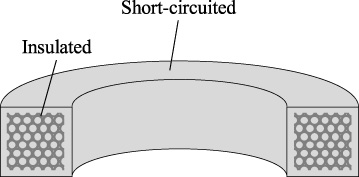
SMC core after machining.
Influences of machining and acid etching on iron loss properties
Magnetic properties were measured using ring specimens having the same processing conditions as in the resistivity measurement. The measurement frequencies are 50, 100, 500, and 1000 Hz. To measure magnetic properties up to the high magnetic flux density, it is necessary to increase the current or the number of turns of the excitation winding. With consideration for a limit of the power supply capacity, 4 layers of excitation winding is wound to increase the number of turns of the winding. The upper limit of the use temperature of the B-coil is 150 °C. When it exceeds the upper limit, the coating of the B-coil melts and there is a possibility that the B-coil is electrically connected with the specimen. When current flows in the excitation winding, heat is generated from the excitation winding, and the heat is trapped in the inner layer of the winding. Therefore, the internal temperature is even higher than the surface layer of the winding. As a result, the temperature of the outside of the excitation winding was set to 80 °C. Under this condition, we changed the amplitude of the magnetic flux density waveform B m from 0.05 T to 1.8 T at intervals of 0.05 T and measured the time variation of the magnetic field strength h by the magnetization current method. As for the convergence criterion, when the error of the form factor of the induced voltage waveform in the B-coil 𝜐 b with respect to that of a sinusoidal waveform is less than 0.05%, the error of B m with respect to the target value is less than 0.05%, and the distortion factor of 𝜐 b is less than 2%, the waveform control is terminated. Figure 5 shows the digital measurement system for magnetic properties [6].
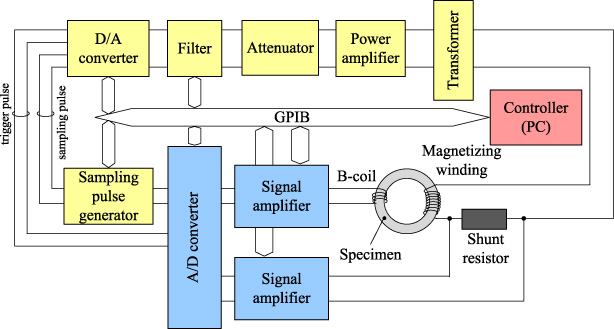
Measurement system.
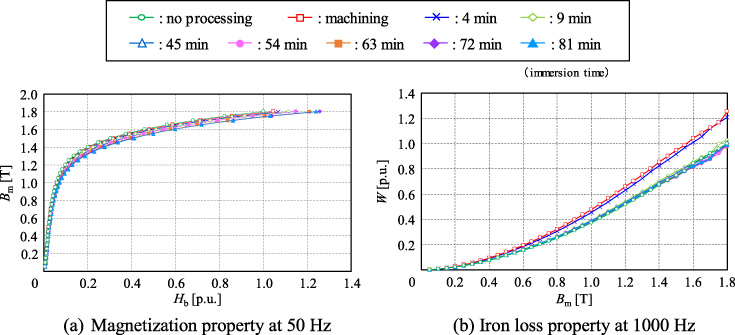
Figure 6 shows the comparison of magnetization properties measured at 50 Hz and the comparison of iron loss properties measured at 1000 Hz. Here, the measured results of magnetic field strength H b and iron loss W are normalized by each value with no processing at B m = 1.8 T. The magnetic field strength increases as the immersion time for acid etching treatment increases. The iron loss properties of the specimens after acid etching treatment are almost the same as those before machining regardless of the immersion time for acid etching treatment.
Measured results of magnetic property.
Iron loss is separated into hysteresis loss and eddy current loss as

Iron loss separation.
Figure 8 shows the W ∕ f − f characteristic at B m = 1.0 T. The values are normalized by W ∕ f at 500 Hz with no processing. When acid etching treatment is applied, the slope of W ∕ f, which corresponds to k e , is almost the same as that before machining. However, the intercept of W ∕ f, which corresponds to k h , is slightly different. In other words, eddy current loss can be reduced to the same level as before machining, although the hysteresis loss is not improved significantly by acid etching treatment. As a cause of the increase in hysteresis loss, the stress may be applied to the specimen by the machining and magnetic properties of the surface of the specimen is deteriorated. Therefore, acid etching treatment cannot remove the effect of residual stress inside the specimen perfectly.

Frequency characteristics of iron loss.
We investigated electrical and magnetic properties of a SMC specimen and discussed the effect of acid etching treatment on its property improvement. The resistivity of the specimen decreases and the eddy current loss increases by machining because of the short-circuit surface of the SMC specimen. The acid etching treatment after machining can remove the short-circuited surface layer. As a result, the resistivity is improved and the eddy current loss decreases. Although the resistivity increases as the immersion time gets longer, the resistivity decreases when the immersion time is over 60 minutes. This is because the normal insulation coating of the SMC specimen is broken. From the results of iron loss separation, the eddy current loss coefficient hardly depends on the immersion time and iron loss can be reduced by acid etching treatment for a relatively short immersion time. However, it is considered that acid etching treatment cannot realize the original characteristic of the specimen perfectly from the magnetization properties and the W ∕ f − f characteristics.
It is considered that there is an optimum immersion time when the iron loss property improves suddenly. From the comparison of the measured iron loss shown in Fig. 6(b), 4 minutes of immersion time for acid etching treatment is not enough and immersion time for 9 minutes restores the magnetic property of the SMC specimen nearly to its original state. We will investigate the optimum immersion time in the future.