
Abstract
A new generation of Mg-based metallic alloys appears to be particularly promising in the field of biocompatible materials. These alloys have a controlled biodegradability in biological or living fluids. In this paper, nine Mg–Ca–Zn alloys with different chemical compositions were produced and analysed. The production of magnesium alloys by conventional technologies invariably introduces impurities from the refractory lining, which is not permitted in medical systems to be implanted into the human body. During levitation melting, the metal is maintained inside the inductor at a certain distance from the coil, avoiding the contact with any other material, by the action of induction currents. The induction currents cause the mixing of the chemical elements inside the melt, providing the homogeneity of the alloy. The alloys were produced in the levitation induction melting furnace under controlled atmosphere. By combining the effects generated by the magnetic field created in metallic parts, there was possible to hold, heat and melt solid material inside a specifically designed inductor fed by a medium frequency converter. The EDS analysis revealed the chemical compositions, and microhardness tests HV0.1 and microstructural analysis were performed in order to establish the hardening effects and the homogenization degree of the solid solutions.
Introduction
The biocompatible materials are synthetic materials used to replace a part of the human body or to function in direct contact with a living tissue for the purpose of regeneration, replacement, therapy, evaluation or monitoring. They are also considered biologically inert substances, because they do not release large amounts of metal ions in the biological fluids, blood or tissues of organic systems and can be used for prosthetic devices or medical instruments [1–5]. The main application involving biodegradability is the production of temporary implants that can be introduced into the human body for a determined period of time [2–6]. In this case, there is no need for a new surgical procedure to remove the implant because it dissolves slowly in living tissues.
The magnesium alloys used as bio-resorbable alloys are part of the following metallurgical systems: Mg - Ca (Ca = 1–3%); Mg - Zn (Zn ≤ 5%); Mg - Y; Mg - Ce; Mg - Zr; Mg - Zr (0.5–1%) - Ca (1–2%); Mg - Si (0.6% O) - Ca (0.2–0.4%) etc. The potential use of magnesium alloys for orthopaedic implants is based on the benefits they offer: magnesium is a benign macro-element in the body; clinical trials demonstrate the good resorbability and high biocompatibility of implants used for bone fixation; the density and the Young’s modulus of magnesium are close to those of bones (E = 10–30 GPa); magnesium alloys have controllable corrosion rates (they can be considered resorbable) in physiological environments [1,10].
Following previous research in the field of metallic biomaterials and orthopaedic implants [1–11], biodegradable magnesium alloys have been considered to be the best solution for making implants used in ankle and foot surgery as well as hand and fist, i.e. small extremities. The synthesis of Mg-based alloys is an extremely difficult process due to the strong oxidation phenomenon in the normal atmosphere, continued with the burning of magnesium and/or its alloys. Therefore, it is necessary to produce magnesium alloys in controlled environments, using special equipment, specifically designed for this purpose (i.e. vacuum and/or inert atmosphere) [2,3]. In order to obtain biocompatible metallic alloys, an induction melting furnace equipped with a levitation inductor was designed and manufactured for laboratory applications. To provide a high purity and accurate chemical compositions of the melted alloy, required in medical applications, the working chamber of the furnace was filled with argon, which contributes to the protection of the magnesium base alloys against atmospheric contamination. Magnesium has a high affinity for oxygen, which leads to the ignition thereof during heating and melting. In addition to the medical and metallurgical specifications, the following technical conditions were imposed on the design and manufacture of the induction levitation melting furnace: possibility to monitor, control and program the process parameters; use of an integrated cooling system without supply from an external water source; elimination of gaseous products using an adjustable exhaust system; possibility of visual observation of the melting process by induction in levitation; possibility of gravity casting directly into the pre-shaped shell, under argon protection; observance of the safety and health requirements for operators and the environment, under laboratory conditions.
The induction melting furnace
The production of Mg–Ca system light metallic alloys of advanced purity, intended for the medical field, implies the elimination of any possibility of contamination during the melting and solidification process that can occur either as a result of the working environment (dissolved or reactive gases) or of the interaction with the crucible or the metallic load. However, if high purity metal materials are used, harmful effects may arise from the interaction with the walls of the crucible during melting, even if an inert protection atmosphere is used. To avoid this undesirable effect, the levitation induction melting furnace was used, where the melting metal levitates as a result of the electro-magnetic field generated by the induction current. During levitation melting, the metal is maintained inside the inductor, without any contact with any other material, by the action of induction currents, which also cause also the mixing of the chemical elements inside the melt, providing the homogeneity of the alloy.
Designing the inductor
By combining the effects generated by the magnetic field created in metallic parts, it is possible to heat, hold and melt the solid material inside a special coil inductor, fed by a medium frequency converter [12]. According to Lenz’s law, this will generate an opposite magnetic field in the metallic part to be melted [12–18]. This magnetic field is opposed to the one induced by the coil and the metallic part is pushed up with a force proportional to the value of the difference between the two opposing magnetic fields. The inductor shape is conical, with a larger diameter at the top, so that the field effect throws the metallic part in the desired direction (Fig. 1). This results in the emergence of a magnetic force under the metallic part, not directly above it, keeping it in levitation. The part moves upwards until it is at the level of the upper inner surface of the coil, where the magnetic field is too weak to continue to ascend vertically. The reversing loop, located at the top of the inductor, ensures the balance between the two fields and the levitation zone. In the levitation position, the magnetic field created in the part generates eddy currents that heat it up to melting. The closer the part is to the inductor coil, the better the electro-magnetic coupling and the faster the heating [12–22].

The functional model of a levitation inductor.
Based on the experimental model of an inductor, there was drawn up the manufacturing documentation for several other types of levitation inductors, which were tested for melting different metallic materials of different volumes. It was thus shown that the solution is applicable for both light metals, such as magnesium and aluminium, and for copper and its alloys. Some melting sequences for aluminium and copper, based on which the feasibility and limits of the chosen technical solutions were tested, are shown in Fig. 2.
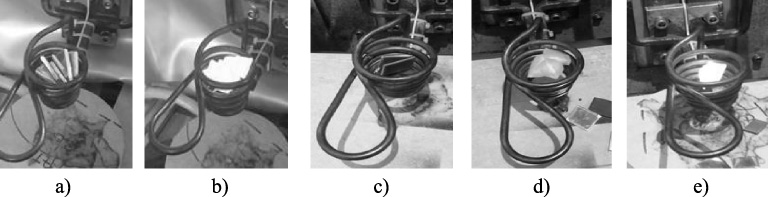
Sequences during the melting process in levitation for aluminium (a & b) and copper (c, d & e).
The fully equipped levitation induction melting furnace is shown in Fig. 3a. It consists of the following main subassemblies: medium frequency converter; levitation melting chamber equipped with dispersing unit for inert gas (Fig. 3b); cooling unit (chiller type); smoke and flue gas exhausting unit. The main technical parameters of the furnace are: Supply voltage of 3 × 400 V/50 Hz; Supply power of 50 kVA; Supply current of max. 90 A; Rated medium frequency voltage of 600 V; Rated frequency of 80 kHz; Working frequency range of 50…80 kHz; Medium frequency power of max. 40 kW; Converter efficiency of min. 94%; Control unit (PLC) Siemens SIMATIC; Protection rating of IP 55; Dimensions (H × L × W) of 2040 × 1300 × 800 mm; Weight of approx. 350 kg; Distilled water as cooling liquid; Inlet pressure of 3…6 bar; Inlet temperature of maximum 28 °C; Electrical conductivity of max. 350 μS/cm; Rated flow of 20 l/min. In addition, the operating panel is equipped with the following devices: SIEMENS KTP 700 type operator touch panel; current, voltage, power and frequency indicating instruments; working status signal tower; button and emergency lamp; cooling water conductivity measurement instrument; flue gas exhaust flow control potentiometer. The adaptation to the optimal operation of the inductor is made by selecting the transformation ratio of the medium frequency transformer and by selecting the compensation capacitor tank, shown in Fig. 4. The control unit has the following features: operation in manual or automatic mode; display of working parameters, including energy consumption and operating time; possibility to edit and save various melting recipes; display of operational messages, etc.
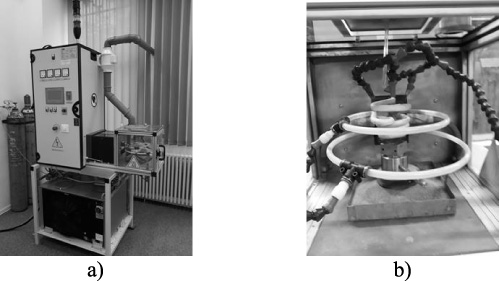
Full-equipped levitation induction melting furnace (a) and detail of the working chamber filled with argon atmosphere (b).
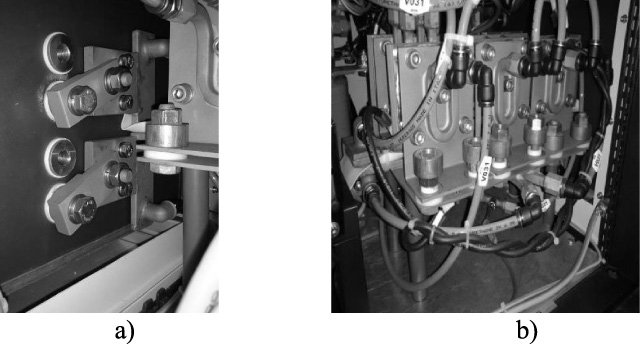
Option to select the transformation ratio (a) and the compensation capacitor (b).
To demonstrate the functionality of the levitation induction melting furnace the experimental light alloys were developed in the ERAMET laboratory of the Politehnica University of Bucharest. In order to obtain the magnesium alloys, an appropriate tool set is required for compaction, casting and handling of the molten materials, such as: metallic mould for the production of alloy buttons; copper shell for ultra-fast solidification of alloys (Fig. 5).
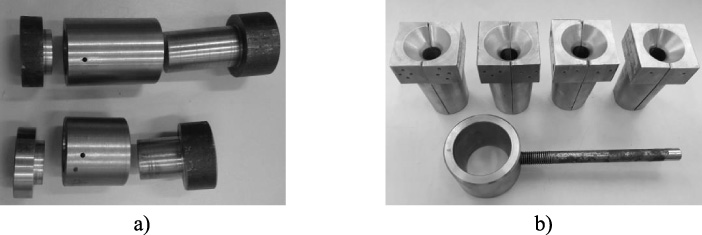
Metallic mould for pressing the granular materials (a) and copper shells for ultrafast solidification (b).
According to the test protocol, high purity materials in granular form were used to make the batches. There were prepared 9 batches containing 15 g of magnesium and Ca and Zn in different concentrations in order to study the microstructure and microhardness of new magnesium alloys. Based on the experience gained from preparing these alloys [5,6], there were used raw materials (Mg, Ca, Zn) in the form of granules to ensure a better homogeneity of the metal matrix. The materials used for the experimental alloys were as follows: 99.5% pure Mg, 2–5 mm grain size, product code HP.Mg.2N5.100000; 98.5% pure Ca, 2–6 mm grain size, product code HP.Ca.100000 and 99.5% pure Zn, 1–2 mm grain size. The alloy recipes determined in the experimental programme were as follows: Mg0.5Ca0.5Zn; Mg1Ca1Zn; Mg1.5Ca1.5Zn; Mg2Ca2Zn; Mg2.5Ca2.5Zn; Mg3Ca3Zn; Mg1Ca2Zn; Mg1Ca3Zn; Mg2Ca1Zn. After weighing and dosing the alloy recipes, the raw materials were homogenized by mechanical mixing and compacted by pressing into a metal mould with a pressing force of 20 tons, producing 10 mm high buttons with a diameter of 15 mm (Fig. 6). The samples thus produced were melted in the levitation induction furnace with controlled atmosphere BIOLEV (Fig. 7), designed for this purpose. The technological process was appropriate, the oxidation losses not exceeding 1–2 wt%. The working parameters used were as follows: current from converter, I mf = 83 A; power, P mf = 30.2 kW; voltage, U mf = 565 V; frequency, f = 67 kHz; time for melting, t melt = 72 seconds to 104 seconds, argon pressure, p = 6 atm. There was observed that during melting the pressed buttons are driven in rotation around the axis of symmetry as a result of the action of the currents induced by the solid material [21,22]. Upon reaching the liquid phase, the rotation ceases, and the induced currents effectively contribute to the composition homogenization effect. The molten alloys were solidified quickly, in high purity copper moulds, and the samples (Fig. 8a) were obtained. The very thin films of oxides that form on the surface of the parts are eliminated at the top, in the shrinkage, thus obtaining an advanced level of purity in the solidified parts. Afterwards, the samples were machined by turning to remove the oxidized surfaces (Fig. 8b), then cut into discs of 1.2 mm thickness and 11 mm in diameter, to perform biocompatibility tests.

Pressed buttons made of Mg–Ca–Zn alloys.

Production of Mg–Ca–Zn metal alloys in the BIOLEV equipment.

Mg–Ca–Zn alloys produced by levitation melting (a) and after machining (b).
Microstructure
EDAX analyses performed on the Mg–Ca–Zn alloys yielded contents of 0.29 to 3.32 wt% Ca and 0.17 to 3.14 wt% Zn respectively, indicating a very good concordance between the predicted and the produced compositions. The local chemical composition analysis was performed on 4 different zones of the disc-shaped parts (Fig. 9a) to estimate the level of homogeneity of the alloys. The energy dispersive spectrum of the materials (Fig. 9b) shows the presence of the chemical elements that make up the alloy, regardless of their composition. The SEM microscopy images highlighted the dendritic aspect of the metal matrix and the interdendritic separation of the Mg2Ca or oxide intermetallic compounds (Fig. 10) without massive separations, indicating good homogeneity at microstructural level. As the concentration of calcium increases, there is a separation tendency of some Mg2Ca compounds both on the grain boundaries and in the body thereof. The increase in the Zn content results in the grain refinement and the increase in the dimension of the separated intermetallic particles.
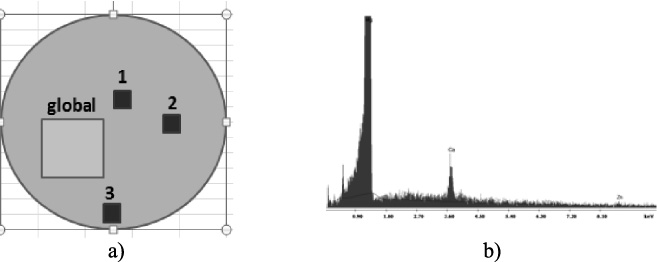
The EDS analyses scheme (a) and the energy dispersive spectrum of the Mg-2Ca-1Zn alloy (b).
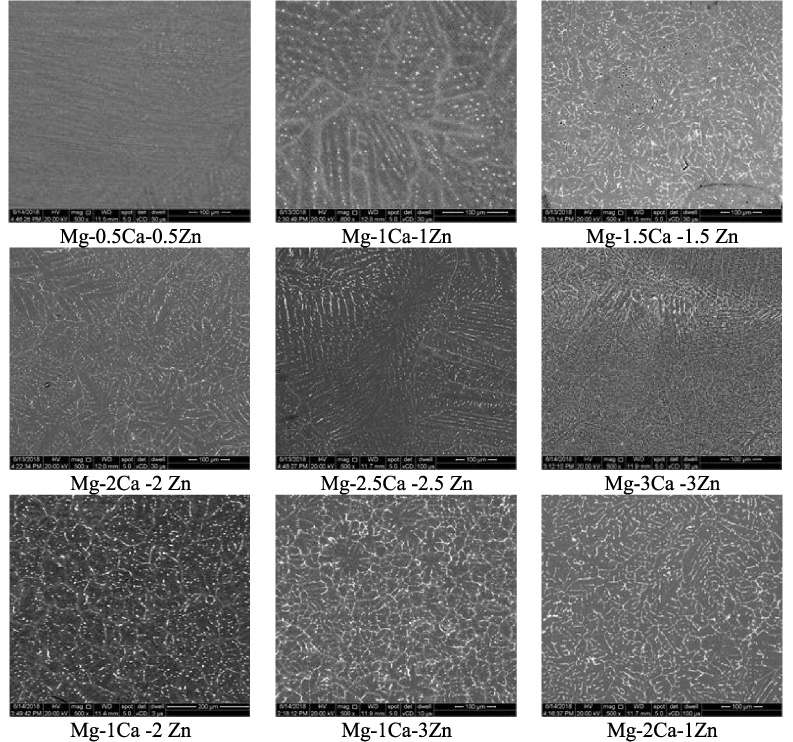
Microstructure of the Mg–Ca–Zn alloys.
To assess the degree of hardening of the advanced purity magnesium alloys, microalloyed with Ca and Zn, microhardness tests were conducted. Before testing, the surfaces of the samples were mechanically polished using metallographic abrasive paper and alpha alumina powder. The measurement conditions were as follows: 0.1 N force and 15 seconds time pressing. There were performed 5 measurements in different zones of the samples (edge and centre), the test results being presented in Table 1. The hardness values of the new Mg–Ca–Zn alloys are similar to those of the human bone, being comparable to those reported in the literature (63 HV) [11]. As a result of the formation of compounds (Mg2Ca or oxides), there occur small zones exhibiting low homogeneity, causing oscillations of the hardness values according to the measurement zone of the Mg–Ca–Zn complex alloys, where the microhardness values fluctuate between 52 HV0.1 and 112 HV0.1.
HV0.1 microhardness values of the Mg–Ca–Zn alloys
HV0.1 microhardness values of the Mg–Ca–Zn alloys
The Mg–Ca–Zn alloys can be successfully produced in the induction melting furnace with levitation effect. The adopted electrical parameters of the furnace, i.e. supply voltage of 3 × 400 V/50 Hz, supply power of 50 kVA, supply current of max. 72 A, working frequency range of 50…80 kHz, medium frequency power of max. 40 kW, ensure fast melting of the light metallic alloys. The designed inductor ensures both rapid melting (max. 3 minutes) and levitation holding of the batch. The working chamber must be flooded during melting with inert gas, which minimizes the oxidation losses of the batch elements to maximum 2 wt%. The purity of the alloys depends on the quality of the metal materials used and on the working conditions (inert gas protection for the melt, the use of perfectly clean solidification moulds, constant heating parameters, gas and smoke elimination during melting).
The homogeneity of the metal matrix of the Mg–Ca–Zn alloys depends on the production procedure. If granular materials of advanced purity are used, it is possible to better homogenize and distribute the alloying elements in the metal matrix, and the compression allows maintaining the shape of the sample during melting. The best microhardness has been produced for the Mg-1.5Ca-1.5Zn alloy, therefore research should be continued to improve the homogeneity of the material.
Footnotes
Acknowledgements
The prototype of the levitation induction melting furnace was designed and manufactured by AAGES SA Company in partnership with the Politechnica University of Bucharest and the University of Medicine, Pharmacy, Science and Technology of Târgu Mureş and was partially financed by the Executive Agency for Higher Education, Research, Development and Innovation (CNCS CCDI - UEFISCDI), under the grant project no. PTE 14/2016- “High purity bio-compatible light alloys production equipment by levitation in inert atmosphere – BIOLEV” and project PN-III-P1-1.2-PCCDI-2017-239/60PCCDI 2018 “Production and expertise of new biocompatible materials for medical applications – MedicalMetMat within PNCDI III”.