
Abstract
The cementite is often deposited on spheroidal graphite cast iron materials used in industrial machinery during manufacturing. Since the cementite is extremely hard and brittle, the cast iron may be damaged when the stress is impressed to the cast iron containing the cementite. Therefore, it is important to estimate the volume fraction of cementite contained in cast iron. However, at present, destructive inspection is generally performed to estimate the presence and volume fraction of cementite in the cast iron. In this research, an electromagnetic non-destructive inspection method to estimate whether the cementite is contained in spheroidal graphite cast iron is proposed. The surface of the cast iron is rough, so the distance (lift-off : L o ) between the electromagnetic sensor and the cast iron is changed slightly depending on the measurement position. By this method, lift-off (L o ) and the cementite content can be detected with an accuracy of less than about 10%.
Keywords
Introduction
The cementite (Fe3C) is often deposited on the spheroidal graphite cast iron materials used in industrial machinery during production. However, since cementite is a plate-like crystal that is extremely hard and brittle, the mechanical properties of the cast iron containing cementite are significantly reduced. Therefore, it is important to evaluate the volume fraction of cementite in the cast iron for producing products with high quality and high functionality. In general, the testing methods of the microscopic structure observation and the hardness measurement are mainly performed to evaluate the presence and volume fraction of cementite in the cast iron. However, these testing methods are destructive inspection methods such as cutting the product or leaving an indentation on the product of the cast iron [3,4]. Therefore, since these inspection methods are required a lot of inspection cost and testing times, it is not possible to inspect all cast iron products. In the actual cast iron products factories, it is required to develop a non-destructive method to inspect whether cementite is contained inside the spheroidal graphite cast iron.
When the cementite of a compound of iron and carbon is contained in the spheroidal graphite cast iron, the macroscopic magnetic permeability and conductivity in its cast iron are decreased. Therefore, by detecting these differences in electromagnetic properties in the cast iron, it is possible to estimate the volume fraction of cementite contained in the cast iron.
In this paper, an electromagnetic non-destructive inspection method using an alternating magnetic field is proposed to estimate the volume fraction of cementite contained in the cast iron. On the other hand, since the surface of the cast iron is rough, the distance (Lift-off: L o ) between the electromagnetic sensor and the cast iron is changed slightly depending on the measurement position. Therefore, an inspection method is investigated to simultaneously estimate the lift-off (L o ) value and the volume fraction of cementite contained in the cast iron using both the amplitude and phase angle of the output signal in the electromagnetic sensor.
Electromagnetic properties of cast iron at each content of cementite
In this research, the spheroidal graphite cast iron (FCD600) with a ferrite rate of 79.5%, a pearlite rate of 20.5% and a graphite area proportion of 9.9% is used as the testing cast iron material. To evaluate the effect of the presence or absence of cementite in the cast iron material, the proportions of the chemical composition of each specimen are the same for all specimens, as shown in Table 1. There are no international standards that define the cementite content in the cast iron. Therefore, a spheroidal graphite cast iron containing the largest amount of cementite is created in our laboratory, and this cast iron material is defined as cementite-containing cast iron. Fig.1 shows a micrograph of the spheroidal graphite cast iron with and without cementite prepared. The magnification of these photos is 400 times. The white pointed parts or white small parts within the photograph indicate the cementite area.
Chemical composition in the cast iron material
Chemical composition in the cast iron material

Micrograph of the spheroidal graphite cast iron with and without cementite (FCD600 cast iron).
The hysteresis magnetization curve and conductivity of the cast iron with and without cementite are measured. Fig. 2 shows hysteresis curves measured at a low frequency of 0.1 Hz for the cast iron with and without cementite. Forty-five curves are measured every 0.045T for the hysteresis curve of cast iron with and without cementite. This figure denotes that the magnetic properties of the cast iron with cementite are lower than the magnetic properties of the cast iron without cementite. The cementite is a compound of iron and carbon. The carbon is generally a non-magnetic material and therefore its magnetic properties are likely to be decreased. Also, the conductivity of the cast iron with and without cementite is measured by four-terminal measurement method as shown in Fig. 3. As a result, the conductivity of the cast iron with and without cementite is 1.56 × 106 S/m and 2.54 ×106 S/m, respectively. These figures denote that the conductivity of the cast iron with cementite are lower than the conductivity of the cast iron without cementite. Therefore, it is possible to measure with or without the cementite in the cast iron by detecting the difference in these electromagnetic properties inside the cast iron. However, the electromagnetic properties of cast iron materials also depend on the volume fractions of ferrite and pearlite inside the cast iron. Therefore, the maximum permeability and conductivity are measured for specimens with 79.5% ferrite and 20.5% pearlite, and with 20.6% ferrite and 79.4% pearlite, respectively. In the cast iron with 79.5% ferrite and 20.5% pearlite, the maximum permeability of the cast iron with cementite is 162.1 × μ0 H/m, and that without cementite is 355.4 × μ0 H/m. This difference in this maximum permeability is 54.4%. In the cast iron without cementite, the maximum permeability of the cast iron with 79.5% ferrite and 20.5% pearlite is 550.5 × μ0 H/m, and that of the cast iron with 20.6% ferrite and 79.4% pearlite is 376.5 × μ0 H/m. This difference in this maximum permeability is 31.6%.

Magnetization curves of spheroidal graphite cast iron with and without cementite (0.1 Hz).
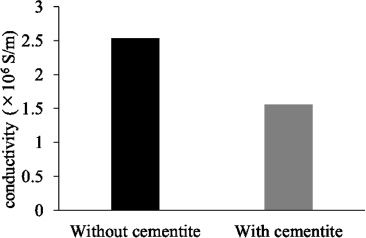
Conductivity of spheroidal graphite cast iron with and without cementite (FCD600 cast iron).
Next, in the cast iron with 79.5% ferrite and 20.5% pearlite, the percentage change in conductivity of the cast iron with and without cementite is 23.2%. In the cast iron without cementite, the conductivity of the specimen with 79.5% ferrite and 20.5% pearlite is 1.90 × 106 S/m, and the conductivity of the specimen with 20.6% ferrite and 79.4% pearlite is 1.71 × 106 S/m. his difference in this conductivity is 10.3%.
These results denotes that the electromagnetic properties in cast iron are more influenced by the cementite content than by the ferrite and perlite content.
Electromagnetic inspection model
Figure 4 shows an inspection model for detecting whether the cementite is contained in the cast iron and the distance (lift-off: L o ) between the electromagnetic sensor and the cast iron. In this research, a flat plate is used as a spheroidal graphite cast iron for basic research. The proposed electromagnetic sensor consists of an electromagnetic yoke material made of laminated silicon steel plates, an alternating excitation coil, and a detection coil. The excitation frequency and current applied to the excitation coil are sinusoidal alternating currents of 1.0 kHz and 1.0Ao−p, respectively. The flux density B z inside the magnetic yoke material is detected by the detection coil in the z-direction on one leg of the yoke material.

Inspection model for detecting the cementite in the cast iron and the lift-off (L o )
In this method, it is important to accurately set the distance (lift-off: L o ) between the surface of the cast iron material and the electromagnetic sensor. However, since the surface of the cast iron is rough, it is difficult to constantly control the lift-off (L o ) in the actual measurement. Therefore, both L o value and volume fraction of cementite in the cast iron are estimated by using the flux density B z and the phase difference θ between the detected the flux density B z waveform and the exciting current waveform.
In this inspection method, since both the amplitude and phase angle of the flux density B
z
in the cast iron are evaluated, the electromagnetic analysis using 3-D finite element method (FEM) in consideration of eddy current and hysteresis magnetization curve in the cast iron is used. In this FEM analysis, the play model is used in which the description of the calculation of hysteresis properties is simple. The basic formula for electromagnetic field analysis considering eddy current using the
Conditions of calculation and measurement
To perform the non-linear iterative electromagnetic field analysis using the
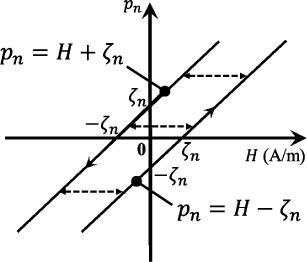
Play hysteron operators.
Based on the above, the hysteresis curve in Fig. 2 applies to the play model method and hysteresis properties can be considered. As the yoke material is made of laminated silicon steel sheets, the hysteresis properties of the yoke material have little influence. Due to the small applied magnetic field by this electromagnetic sensor, the yoke material was treated as linear with a maximum relative permeability (μ r = 5000) and the electromagnetic field analysis was performed. It is assumed that no eddy current is generated in the yoke material.
The distribution of flux density inside the cast iron with and without the cementite at each lift-off L o was investigated. Figure 6 shows the distribution of the flux density inside the cast iron with and without cementite when the lift-off L o is constant at 0.1 mm. The figure shows that the cast iron with cementite is a lower flux density on the surface than that without cementite. Figure 7 shows the flux density B z inside the detection coil at each cementite content when the lift-off L o is constant at 0.10 mm. It is evident from this figure that the flux density B z is decreased when the cementite is included in the cast iron. This is, because both the permeability and conductivity of the cast iron is decreased as the inclusion of cementite in cast iron. Figure 8 shows the phase difference θ between the flux density waveform in the detection coil and the excitation current waveform at each cementite content, when the lift-off L o is constant at 0.10 mm. This figure denotes that the phase difference θ is decreased when cementite is included in the cast iron. This is, because the eddy current inside the cast iron is decreased since the permeability and conductivity of the cast iron are decreased when the cementite is included in the cast iron. Figure 9 shows the distribution of the flux density inside the cast iron without the cementite when the lift-off L o is 0.10 mm and 0.30 mm. The figure shows that the flux density on the surface of the cast iron is decreased when the lift-off L o is increased. Figure 10 shows the effect of lift-off L o on the flux density B z in the detection coil. This figure denotes that the flux density B z is decreased as the lift-off L o is increased. This is because the amount of magnetic field applied from the yoke material penetrates into the cast iron is reduced. Figure 11 shows the effect of lift-off L o on the phase difference θ between the flux density waveform in the detection coil and the excitation current waveform. This figure denotes that the phase difference θ is decreased as the lift-off L o is increased. This is, because the eddy current inside the cast iron is decreased, since the amount of magnetic field applied from the yoke material penetrates into the cast iron is decreased.
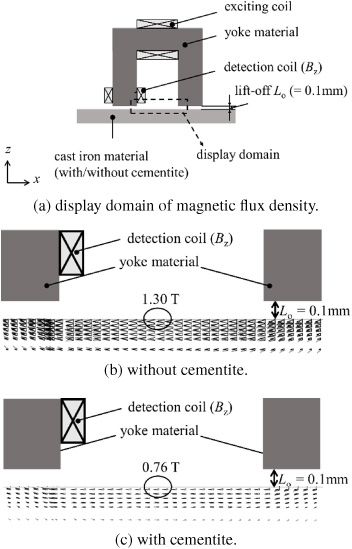
Distribution of the flux density inside the cast iron with and without cementite when the ift-off L o is constant at 0.10 mm.

Effect of cementite content on the calculated magnetic flux density B z of the z-direction detection coil (lift-off: L o = 0.10 mm).
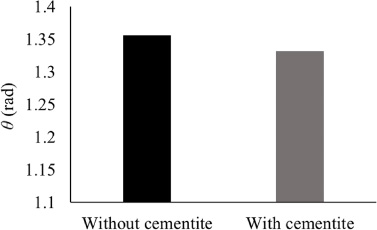
Effect of cementite content on the calculated phase difference θ between the exciting current waveform and the B z waveform in the detection coil (lift-off: L o = 0.10 mm).
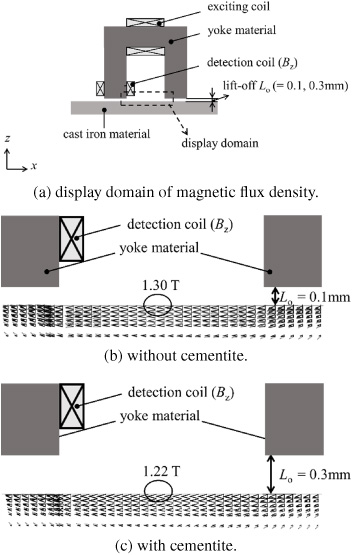
Distribution of the flux density inside the cast iron without cementite when the lift-off L o is 0.10 mm and 0.30 mm.

Effect of lift-off L o on the calculated magnetic flux density B z of the z-direction detection coil for the cast iron without cementite.
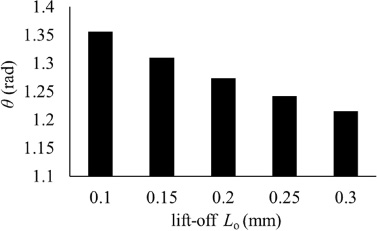
Effect of lift-off L o on the calculated phase difference between the exciting current waveform and the B z waveform in the detection coil for the cast iron without cementite.
From these results, both the flux density B z and phase difference θ is decreased when the cementite is included in the cast iron or when the lift-off L o is increased. Therefore, it is not possible to distinguish the effect of cementite content or lift-off L o from the change in flux density B z as shown in Figs 7 and 10. Also, it is not possible to distinguish the effect of cementite content or lift-off L o from the change in the phase difference θ as shown in Figs 8 and 11. Then, in this research, a method for simultaneously estimating the cementite content and lift-off Lo using both the flux density B z and the phase difference θ is investigated.
The flux density B z and phase difference θ in the detection coil for the cast iron with and without cementite at each lift-off L o are measured. Figure 12 shows a complex plane using the flux density B z and the phase difference θ in the detection coil when there is the cast iron with and without the cementite at each lift-off L o . From this figure, the cementite content and lift-off L o are distinguished by changes in the measured the flux density B z and phase difference θ. Therefore, even if the lift-off L o is changed, it is possible to determine whether the cast iron contains cementite. In this research, the simultaneous estimation of arbitrary cementite content 𝛾 and lift-off L o was investigated by the proportion in the test curve on the complex plane by the flux density B z and phase difference θ as shown in Fig. 12. For the present estimation, cementite content 𝛾 = 0% was defined for the cast iron without cementite, which has been used so far, and cementite content 𝛾 = 100% for the cast iron with cementite. The cast iron with a cementite content 𝛾 = 70%, which is the intermediate layer between these two types of content, was then prepared. Three types of the cast iron with cementite content 𝛾 = 0%, 𝛾 = 70% and 𝛾 = 100% were subject to estimation.

Test curves for estimating cementite content 𝛾 and lift-off L o by proportion.
The results of this estimation are shown in Table 3. The table shows that both cementite content 𝛾 and lift-off L o were estimated simultaneously with a maximum error of about 10%. From these results, in this proposed method, it is possible to simultaneously estimate whether the cast iron contains cementite and the lift-off L o value.
Obtained Results of cementite content 𝛾 and Lift-off L o by proportion
Moreover, there is potential for this method to be applied to measuring impurities inside other types of cast iron and steel materials and to evaluating the degree of variation in composition.
The results obtained are summarized as follows:
It is estimated by detecting the flux density due to difference of electromagnetic properties inside the cast iron whether the spheroidal graphite cast iron contains cementite. However, the measured flux density B
z
in the electromagnetic sensor is also influenced by changing the lift-off L
o
of distance between the sensor and the inspection cast iron. When the cementite is contained in the cast iron, the obtained flux density B
z
in the electromagnetic sensor is decreased, and the phase angle θ between the flux density waveform and the exciting current waveform is also decreased. On the other hands, when the lift-off L
o
of distance between the sensor and the cast iron is increased, the flux density B
z
and phase angle θ are also decreased, respectively. Therefore, by detecting both B
z
and θ with the electromagnetic sensor, it is possible to estimate simultaneously cementite content and the lift-off L
o
value in the spheroidal graphite cast iron. By the proposed method, the lift-off L
o
and cementite content in cast iron with an accuracy of less than about 10%. On the other hand, the electromagnetic properties of cast iron materials can vary depending on the proportion of ferrite-perlite and various chemical compositions. The estimation of the cementite volume fraction in cast irons with various ferrite-pearlite ratios is a future research subject.