
Abstract
The European “Horizon 2020” LEILAC and DESTINY projects are two examples of electrification in the cement industry.
LEILAC shows how resistance heating can be applied as a substitution of an existing gas-supplied process.
The use of microwave heating in the DESTINY project illustrates the downscaling of the production paradigm towards small on-site-of-demand cement production, allowing a further reduction in CO2 emission.
Introduction
Cement is a critical requirement for our global society, with half a tonne of cement being used each year for every person on the planet [1]. Global cement demand will increase due to the global population growth and the trend of further urbanization. Cement production is CO2 intensive (8% of global CO2 emissions [2]), as the majority of a plant’s emissions is linked to the process. The process emission of CO2 cannot be avoided by replacing the use of hydrocarbon derived fuels. This becomes clear considering the calcination reaction:
The unavoidable process emission (more than 400 g process CO2 emission per kg cement [3]) is in addition to the CO2 released from the combustion of fuels used to power the process (250 g combustion CO2 emission per kg cement [3]). This means that, principally, there are two possibilities to reduce the CO2 emission linked to the production of cement: capture of the CO2 released in the chemical calcination process and supply of the thermal energy by an energy source with low CO2 impact. LEILAC and DESTINY are two European projects that investigate these possibilities.
LEILAC: Electrification as substitution
The LEILAC project [2] is based on a direct separation of process emissions. The LEILAC separator (Fig. 1) aims at an efficient capture of the unavoidable process emissions from lime and cement production.

LEILAC separator.
The technology re-engineers the existing process flows of a traditional calciner, indirectly heating the limestone via a special steel vessel. This unique system, keeping separate the furnace exhaust gases, enables pure CO2 to be captured as it is released from the limestone.
It requires minimal changes to the conventional processes for cement as it simply replaces the calciner.
The separator requires no additional chemicals or processes. Consequently, the CO2 flow that is released can be collected in very pure conditions.
The LEILAC1 project realized already the construction of a pilot plant at the HeidelbergCement plant in Lixhe, Belgium (Fig. 2). Extensive research, development and engineering was necessary to design and construct the first-of-a-kind pilot – involving the inputs from all the project’s partners, particularly the industrial users HeidelbergCement, Lhoist and CEMEX. This has enabled the construction of the pilot on time and on budget in 2019.

LEILAC1 Pilot plant.
The LEILAC1 project has successfully demonstrated that both limestone and raw meal can be processed; that the CO2 is successfully separated; and that (disaggregated from the entire system) the energy penalty for indirect calcination (LEILAC) should not be higher than direct (conventional) calcination. Other major findings are that there has been no build-up of material on the tube’s wall; that the tube (despite the numerous runs) is exhibiting no significant negative operational deterioration; that there have been no negative impacts on the host plant, and no impact on clinker production; and that the pilot is safe and easy to operate, with no process safety incidents.
A follow-on project – LEILAC2 – commenced in April 2020, funded by the EU Horizon 2020 program with additional contribution from industry. Taking into account the lessons learned from LEILAC1, LEILAC2 will build a demonstration Plant at HeidelbergCement in Hannover (Germany) that aims to separate around 100,000 tonnes per year of CO2, in a scalable module.
The consortium, comprising Calix, HeidelbergCement, Cimpor, Lhoist, CEMEX, IKN, Certh, Polimi, BGR, GSB, Engie Laborelec, and Port of Rotterdam aims to demonstrate operational scale-up of the technology, as well as closer heat and process integration in an operational environment, to maximise the overall efficiency of the technology in a retrofit configuration, with minimal impact on clinker production and quality.
The demonstration plant will also aim to show the applicability of less carbon intensive heat sources for the required calcination heat, i.e. the use of electricity and alternative (biomass rich) fuels. For this purpose, Engie Laborelec will develop a multi-energy management system.
As a part of the LEILAC2 project, the pilot plant of LEILAC1 will be electrified by substituting the gas burners with resistance heating elements. The technical motivation to choose resistive heating is based on the constraint that the existing production configuration has to be kept as much as possible. Resistive heating is a technique that can be considered as a quite straightforward substitution of gas burners indeed. If the electrification of the LEILAC1 calcination tower is successful, this knowledge will be used to electrify the demonstration plant of LEILAC2.
The CAPEX of the LEILAC2 retrofit demonstration plant is expected to be around €16m. Current estimates suggest the LEILAC2 may separate CO2 at a cost of around €10/t CO2 extra OPEX (above the host plant’s operating costs). This excludes compression costs and CAPEX retrofit depreciation costs (including foundations, installation, structure), etc., which are expected to be in the region of an additional €10-€15/t CO2. Therefore, total CAPEX and OPEX costs of this demonstration-scale LEILAC plant is expected to be in the region of €20-25/t CO2. The intention with LEILAC2 is to start forming a robust, replicable module that can be simply scaled to capture 100% of a cement plant’s process emissions (at any scale).
At full scale, the LEILAC process conditions (and costs) will be improved from the current LEILAC2 projection through ensuing steps in a future implementation, e.g: the use of the kiln gases; using the heat from the CO2; enhanced preheat; locating the units closer to the tower; and increasing the levels of insulation.
The DESTINY project [4] employs microwave technology at 915 MHz for continuous material processing in energy intensive industries, including the cement industry. (Further details of the microwave technology are protected by non-disclosure agreements.) The project has developed a new concept of firing for granular feedstock to realize material transformation using full microwave heating as a substituting energy source and complement to the existing conventional production. Figure 3 gives a comparison between a conventional rotary kiln and the DESTINY microwave (μw) kiln. The DESTINY system [5] is conceived as cellular kilns in a mobile modular plant with significant advantages in terms of resource and energy efficiency, flexibility, replicability, scalability and a reduced environmental footprint.
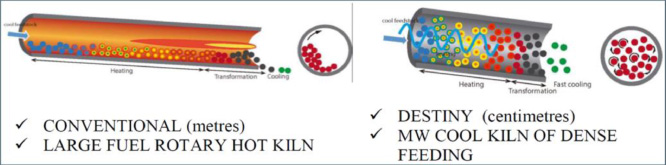
Conventional rotary kiln 〈- -〉 DESTINY μw kiln.
Where the conventional kiln is not suitable for down-scaled production at a good efficiency, the DESTINY kiln keeps a high performance in terms of efficiency in down-scaled process conditions.
Objectives focus towards the improvement of efficiency ratios in the following areas:
Flexibility of ±30% to energy input within RES (Renewable Energy Sources) fluctuations time frames without significant losses in specific energy efficiency. Improvement in energy efficiency of 40% (depending on different industry and product applications). Improvement in terms of resource (fuel) efficiency exceeding the value of 40%. Decrease in CO2 emissions by 45% (without considering the electricity generation at steady state). Decreased OPEX and CAPEX by 15%.
In the large conventional kilns, the residence time is typically beyond 2 hours. The miniaturised kiln in the DESTINY concept using a fluidised rotary bed gives excellent microwave interaction reducing the residence time to not more than 2 minutes.
A main advantage of the container-sized DESTINY microwave process (Fig. 4) is the possibility of on-site-of-demand production.

DESTINY container-sized process.
Experimental tests have shown that it is possible indeed to activate natural kaolinitic clays using μw energy at an activation temperature between 520–540 °C. Good reactivity has been reached in a low feeding rate (12 kg/h). For a higher production rate of 25 kg/h the pozzolanic activity after 28 days is only 88%. The target of higher mass flows with sufficient activation is still an open challenge.
The European projects LEILAC and DESTINY illustrate two complementary ways for the electrification of the energy intensive cement industry. The LEILAC project is an illustration of electrification as substitution, the DESTINY project illustrates electrification as a change in production paradigm.
The LEILAC electrification consists in a substitution of conventional gas burners by electric resistance heating. Besides the separator in the calcination process, the cement production is always done here in the usual big-scale process conditions.
The DESTINY container-sized process equipment, based on microwave heating, allows an industrial down-scaled production at good efficiency and realizes a lean and on-site-of-demand production. In the DESTINY approach, scalability of the production set-up allows a process that can be upscaled or downscaled with good efficiencies in function of the requested production rate.
Electrification of conventional process configurations (LEILAC), as well as completely new production paradigms (DESTINY), enabled by advanced electrotechnologies, constitute complementary ways to reduce the climate impact caused by an increasing demand of cement.
Footnotes
Acknowledgements
The LEILAC project has received funding from the European Union’s Horizon 2020 programme for research and innovation, under the Grant Agreement – No 884170.
The DESTINY project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No 820783.
Also the support of ENGIE Future Industry Lab is gratefully acknowledged.