
Abstract
Material used for helmet technology has transformed moderately little since the introduction of aramids, which ballistic helmets still uses woven aramids with a thermoset resin system. Most widely used strengthening material for ballistic helmet is Kevlar fibers which comprise outstanding impact resistance and high strength to weight ratio. For Kevlar reinforcement and resin shaping process, composite materials uses molding process in the fabrication methods. The most vital fabrication method is the hand lay-up process. Hand lay-up process normally consists of laying a dry fabric layer by hand onto a mold to shape into desirable design and shape. After the lay-up process is done, resin is then applied to the dry plies. There are several accessible curing methods and the most commonly used method is to let the product to cure at room temperature. This paper presents the fabrication process of ballistic helmet using a hand lay-up fabrication process with a core and cavity mold. This paper also describes the helmet mold design, materials and processing methods.
Introduction
The introduction of composite materials in ballistic helmet design has led to an improvement in ballistic resistance and a reduction in weight compared to the traditional steel helmets [1]. There are a few methods for fabricating composite parts. Determination of a strategy for a specific part typically relies on upon the materials, the part design and end-utilization or application [2]. Hybrid composites are simple extension where a number of material systems are used to optimize performance. In principle, any combination of dissimilar materials can be considered as a hybrid [3]. Hybrid composites are more advanced composites as compared to conventional FRP composites because of combination composites material [4]. Hybrids can have more than one reinforcing phase or types and a single matrix phase or single reinforcing phase with multiple matrix phases or multiple reinforcing and multiple matrix phases [5]. They have better reinforcement as well as anisotropic behaviour as compared to other type of fibre reinforced composites [6].
Ballistic helmet materials and the process of manufacturing ballistic helmets have changed drastically since their first inception. This ranges from metal fabrication, fibres, and ceramics.
Mold description
The mold design with the actual size was sketched using solidwork 3D software so that it can be proved the effectiveness of the mold to carry out the manufacturing process. Mold design is also able to show the entire process of developing a new product design especially in the design process before the next stage of the manufacturing process. The first thing that should be considered before making a mold design is making core and cavity inserts as shown in Figs 1 and 2. Core and cavity inserts is important because it will determine the mold base to be used. Because that’s the core and cavity inserts should be designed first.
Core insert for helmet.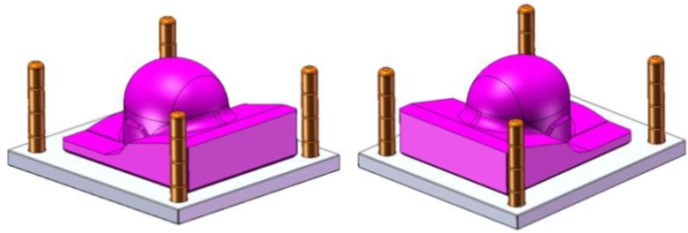
Cavity insert for helmet.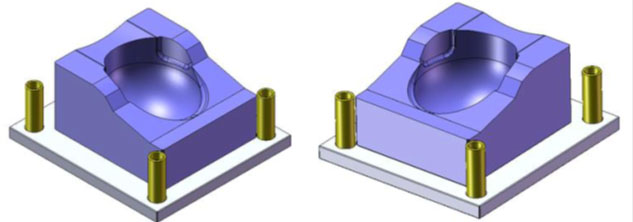
Mold assembly.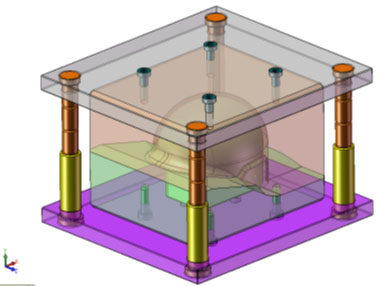
The core and cavity inserts designed is to ensure mold base to be used. Familiarity mold base can be obtained from the standard mold base produced by the mold maker design products. After the mold base is designed, the next step is to bring together all the parts into one complete mold as shown in Fig. 3. The purpose is to see this mold can work well or have problems such as miss alignment or wrong dimension. All of this can be seen through Mold Animation simulation to get a proper result. If they have a problem at this stage, it is easy to overcome because all this can be seen by casting animation.
Then machining process can be done, the part of the core and cavity insert will be assembly together to get a fully shape or profile of the core and cavity. These processes take a several time to make a perfect assembly because there are parts that need further finishing or maintenance work. The end product of the mold is shown in Fig. 4.
Core and cavity insert.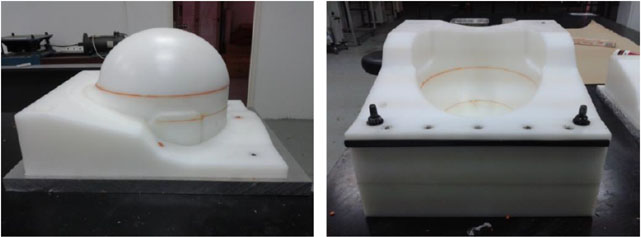
In order to produce a good ballistic helmet, proper mold preparation is an essential step. Main objective for mold preparation is to prepare and conserve the mold in good condition for fabrication process while extending the lifetime of mold. Before fabrication process starts, the mold surface must be ensured to be dry and free from impurities such as traces of release agent and sealer. A mold preparation is an important step in fabrication process as it affects the end product surface roughness and shape. An easy step to make sure a clean mold surface is to apply mold cleaner. Clean cotton cloth was saturated with mold cleaner and then wiped on smooth continuous motion of no more than a few square feet at a time. While the mold cleaner film starts to evaporate and wet, the mold surface is then wiped with a clean dry cloth with a circular motion till the film is dry and looks clear. The require waiting period to wipe off excess material depend on the mold surface temperature as a cold mold surface requires longer waiting period. Mold sealer was applied three times within 10 minutes. Once the surface is clean, mold release agent was applied to the helmet surface in three times within 10 minutes. The choice of release agent depends on the surface finish required on the product and on whether subsequent bonding or painting will be undertaken.
Preparation of materials
In producing a high quality end product, environmental factor such as the temperature and air humidity plays an important role during fabrication process. Fabrication process should be done at warm temperatures ideally around 20
Ballistic helmet details
Ballistic helmet details
Gel coat sprayed process.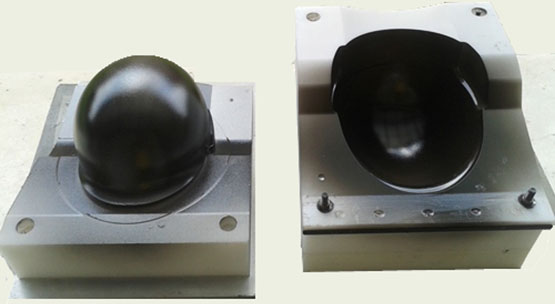
Composites sheets are cut into a specific shape according to the mold shape.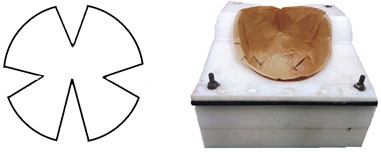
The details of the helmet layers are shown in Table 1. The ballistic helmets were fabricated with different arrangement of Kevlar fibre, carbon fibre and glass fibre. These helmets are subjected as a target in the ballistic impact tests.
Hand lay-up process is a one of simple process to fabricate the composite material example fiber, but it has some disadvantages as mentioning in previous research. Manual process by hand caused some defect such as the samples were not same dimension like machine process when producing many samples. Laying process was conducted in randomly technique like; time was spending to matrix cured in each layer before laying the next layers. Its look simples but can affect the toughness and strength in structure of samples [7]. To encounter this problem, the process will be used on the core and cavity mold to make the shape of the product same of the expected product.
The manufacturing of hybrid composite type ballistic helmets starts with the desired number of fibre sheets. The sheets themselves are cut into a specific shape as shown in Fig. 6. This shape and the position that they are placed into a press for helmet moulding can make significant improvements in the performance of ballistic helmets. The structure was composed of 12 ply consist of Kevlar fibre, Carbon fibre and glass fibre (arrangement are shown in Table 1). Curing of the Kevlar/Carbon and glass fibre was carried out at room temperature of 27
The hand lay-up process steps are quite simple. First of all, a release gel is sprayed on the mold surface (core and cavity insert) to avoid the sticking of polymer to the surface. Kevlar fibres which act as the reinforcement in the form of woven is cut into a specific shape (refer Fig. 6). These shapes are properly produced according to the mold design. The shape and position that these woven Kevlar fibres are placed into the helmet core mold can improve the performance of ballistic helmets substantially. Then, the liquid form thermosetting polymer (Epoxy resin ) is mixed carefully in suitable proportion with a prescribed hardener (curing agent). For this experiment the mixing ratio of resin and hardener is 10:1. The surface of woven Kevlar which already placed in the mold are then mixed with the resin and hardener solutions. For this hand lay-up fabrication process, the working time is from 15 to 20 minutes in view of the amount of catalyst utilized.
Polymer and mat layers are stacked.
The mold is closed carefully and clamps the mold tightly to ensure the material and resin polymer inside the mold spreads all the shape of the mold as in Fig. 8.
Material and resin polymer placed inside the mold.
The mold is left to cure at room temperature. After curing at room temperature, mold is opened and the developed composite part is taken out and further processed. The time of curing depends on type of polymer used for composite processing. In this fabrication, the polymer used was epoxy based system and the normal curing time at room temperature is 24 to 48 hours. This method is mainly suitable for thermosetting polymer based composites. Capital and infrastructural requirement is less as compared to other methods. Production rate is less and high volume fraction of reinforcement is difficult to achieve in the processed composites. The hybrid composite ballistic helmet end product before the finishing is shown in Fig. 9. The end product after surface finish is shown in Fig. 10.
Hybrid composite ballistic helmet end product before the finishing.
Hybrid composite ballistic helmet end product.
The introduction of composite materials in ballistic helmet design has prompted an improvement in ballistic resistance and a reduction in weight compared to the traditional steel helmets. The focus of the present work is to identify materials and design prospects that could be used to engineer a lighter helmet that meets prescribed baseline performance specifications. Preliminary prototypes of these new material and system designs have been fabricated through hand lay-up using a core and cavity mold process.
Footnotes
Acknowledgments
The authors wish to acknowledge their gratitude to University Putra Malaysia for supporting the studies of the authors that enabled them to conduct this research.