
Abstract
Studies on bio-fillers addition to polymer composites is gaining momentum as it is an effective substitute for core reinforcements, leading to cost reduction in manufacturing composites and enhanced composite performance. The present study utilizes plain E-glass and nylon fibre woven mats as reinforcements with treated broiler egg shell as a filler for developing the composites. Composite laminates were fabricated with varying filler contents. Composites were characterized for tensile, flexural and impact strength. Scanning electron microscopy was carried out to observe the fibre matrix interactions. Results showed a decline in tensile and flexural properties mainly due to weak interfacial bonding while an improvement in resistance to impact loading was observed in Glass Fibre (GF), Nylon Fibre(NF) and Hybrid Composites (HC) with the addition of filler material.
Introduction
Global technical advancement ultimately depends on the effective utilization of the latest and current materials. Latest or newer materials may be the combination of two or more constituents to meet the particular requirements. Composite materials are the best examples for these newer materials. The main advantages of using composite materials are its high strength to weight ratio and ability to suit the desired applications with specific properties. The basic structure of a composite material comprises of a continuous phase known as the matrix and a discontinuous phase, the reinforcement. The matrix includes polymers in case of polymer matrix composites, ceramics in case of ceramic matrix composites and metals in case of metal matrix composites. The reinforcing media include different types of fibers, fillers, whiskers, etc. Variation in the reinforcement content gives the composite material, variable characteristics which are almost infinite in possibilities. Additives, fillers and reinforcements are incorporated to modify and enhance the mechanical and physical properties of polymer matrix composites. The downside of using synthetic resins commercially is its high cost and hence the use of fillers effectively scales down the cost of the component [1].
Due to ecological concerns, natural, renewable and biodegradable materials (with a plant-base or organic-base filler such as wood floor, starch etc.) have been increasingly used as filler material in polymer matrix composites [2]. However, plant-based fillers absorb water, and it degrades at higher temperatures during the processing of the material, which lead to poor product performance and undesirable characteristics. Previous studies showed that chicken egg shell particles show improved mechanical properties, which gives us a reason for using it as a modifier for the epoxy matrix. Broiler eggshell is an aviculture byproduct comprising 94% weight of calcium carbonate CaCO
Nowadays, hybrid composites play a crucial role in enhancing the mechanical properties of structural components. A “hybrid composite” comprises of two or more types of fibres which are incorporated in a single matrix. They can be made in various combinations; however, an exploration into the mechanical properties of such composites have been narrowed down to configurations in which fibres have been arranged purposefully or intimately mixed within the matrix [8]. Fiore et al. [9] studied about the hybridization of glass-basalt/epoxy reinforced composites. The experimental study showed that adding basalt fibres enhanced the mechanical properties of the hybrid composites compared to composites reinforced only with glass fibres. However, hybrid reinforced composite materials form a convoluted system, and there is insufficient data available about phenomena trailing the property changes due to the fusion of particulate fillers to the fibre reinforced thermoset composites. Based on the literature review, the present work is aimed at analyzing the mechanical behavior of hybrid thermoset composites consisting of epoxy matrix, glass/nylon fibre reinforcement and unboiled chicken egg shell as the filler material.
Experiment details
Materials and methods
Fabric mat properties
Fabric mat properties
E-glass and Nylon fibre plain woven mats were used as reinforcement while commercially available Epoxy Bi-sphenol-12 (Lapox-L12) was used as resin along with Triethylene Tetra Amine (Lapox K6) as a curing agent at room temperature. Table 1 lists the properties of the fibre mats. Un-boiled chicken eggshell fillers were used, which is known to have about 95% calcium carbonate. Hand lay-up and press moulding techniques were employed for the fabrication of composites. Glass fibre composites were designated as GF, Nylon fibre composites as NF while the hybrid composites were designated as HC. Water jet cutting was used in preparation of samples according to ASTM standards.
Un-boiled chicken egg shells were washed with distilled water to remove dirt present on the surface. The eggshells were then treated with 2.5% of sodium chloride solution at 70
Un-boiled eggshell bio-filler.
Composite laminates with twelve layers of glass and nylon plain weave fabric were considered for fabrication, whereas for hybrid composite laminate alternative layers of glass and nylon were adopted. Cellulose acetate sheet was put over the mould for the easy removal of the cured laminate. Lapox L-12 epoxy resin is mixed with Lapox K6 hardener in the ratio of 10:1 as per the technical data sheet provided by the supplier. The weight percentage of the fibre in all panels was kept constant at 55%. Eggshell fillers were added to epoxy matrix and hardener with required proportions and stirred by using a magnetic stirrer to obtain a uniform mix. Composites were cured under 8 bar pressure at room temperature for 24 h. With the addition of filler, multiple discontinuous phases are getting formed. Figure 2 shows a cured glass fibre composite panel. Test samples were prepared from the laminates using water jet cutting as per ASTM test standards.
Test standard and specimen details
Test standard and specimen details
Cured glass fibre composite panel.
Tensile test of the specimens was carried out on a Zwick Rowell UTM Machine at a constant cross speed of 2 mm/min as per ASTM D 3039 test standard [10] on flat specimens. Flexural testing was performed on the composite laminates on an INSTRON UTM (Model-3366) at a constant cross speed of 1 mm/min, as per the ASTM D7264 standard [11]. Impact tests were carried out on a pendulum impact tester (Zwick Roell make) according to ASTM D256 [12]. An impact energy of 5.5 J with a pendulum swing of 3.5 m/s was used. The dimensions of the test samples are presented in Table 2. For all the tests, five specimens from each category were considered, and the average was calculated.
Scanning electron microscopy (SEM)
The microscopic analysis of the worn samples of GF, NF and hybrid composites were performed on a Scanning Electron Microscope. The samples were subjected to silver sputtering to avoid charging of the specimen during analysis. An accelerating voltage of 15 kV accelerating voltage was used. The micrographs were used to evaluate and analyze the effecacy of the bonding between fibre, matrix and filler.
Results and discussions
Tensile properties
The tensile properties of GF, NF and HC composites with and without filler addition is shown in Fig. 3. It is observed that GF, NF and HC composites dropped with the addition of eggshell filler. The unfilled GF composite had a tensile strength of 172 MPa, and with the addition of 1% eggshell filler in the composites, the strength drops down by about 15.3%. With the further addition of filler particles, the strength reduces by about 58.2%. Similar observations were made by Rout et al. [13] for rice-husk filled glass-epoxy composites. The results here are comparable with the previous works on eggshell filler reinforced polymer composites [5].
In the case of NF reinforced composites, the unfilled composites have a strength of 116 MPa and strengths drops to 87 MPa and 55 MPa with the addition of 1% and 2% filler particles respectively. Similar observations can be seen in the case of HC Composites, wherein the tensile strength dropped by 2.1% and 19.2% respectively.
Variation of the tensile strength of the composite specimens.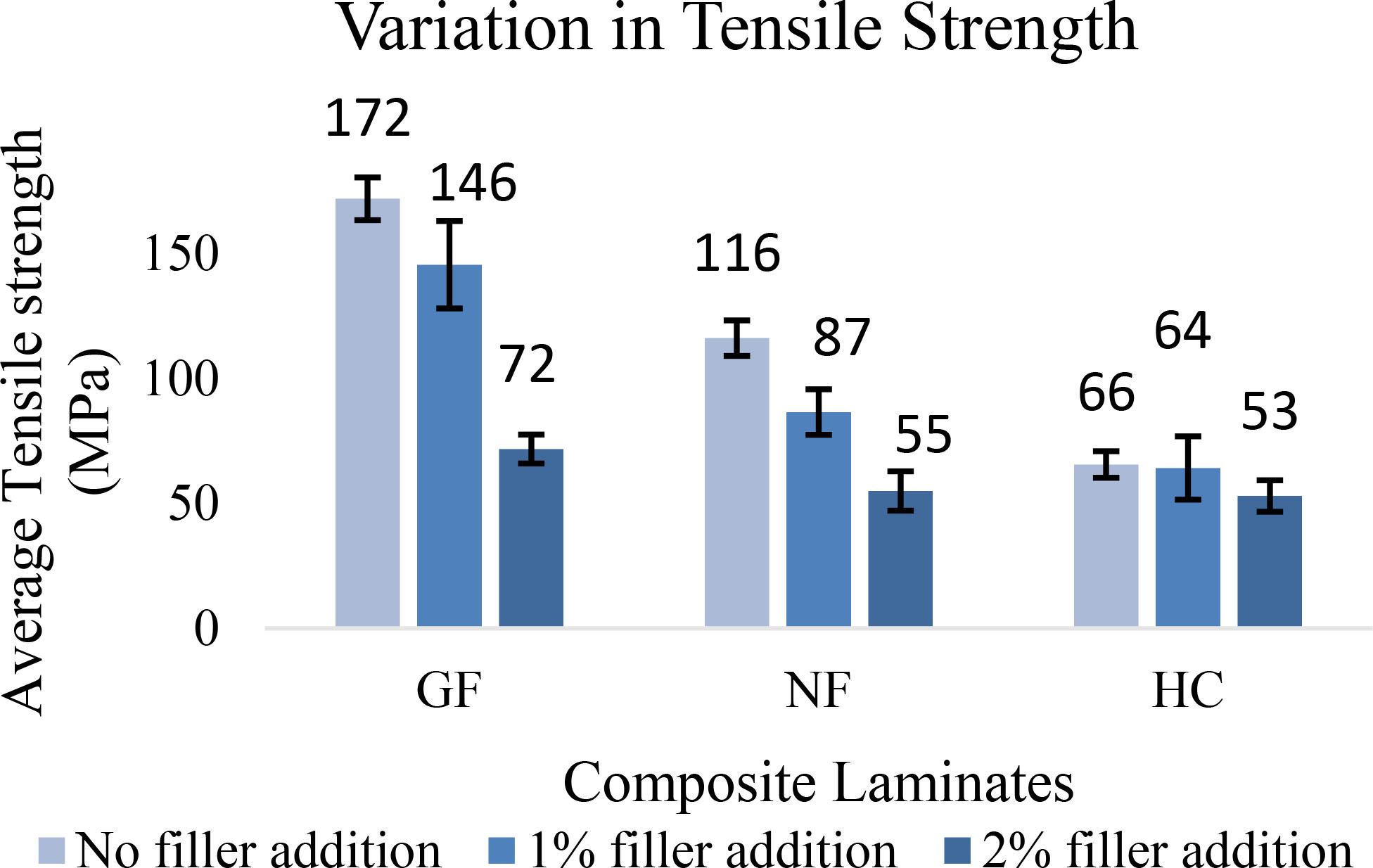
It is also noted that the tensile strength of HC composites without any filler is lower than GF and NF composites. This is mainly due to the improper wetting and also because of the ineffective bonding between subsequent laminae. This probably can be improved by coating the nylon fibres and use of vacuum infusion technique for the fabrication of the composites.
Figure 4 presents the variation in the flexural properties of GF, NF and HC composites with and without filler addition.
Variation of flexural strength of the composite specimens.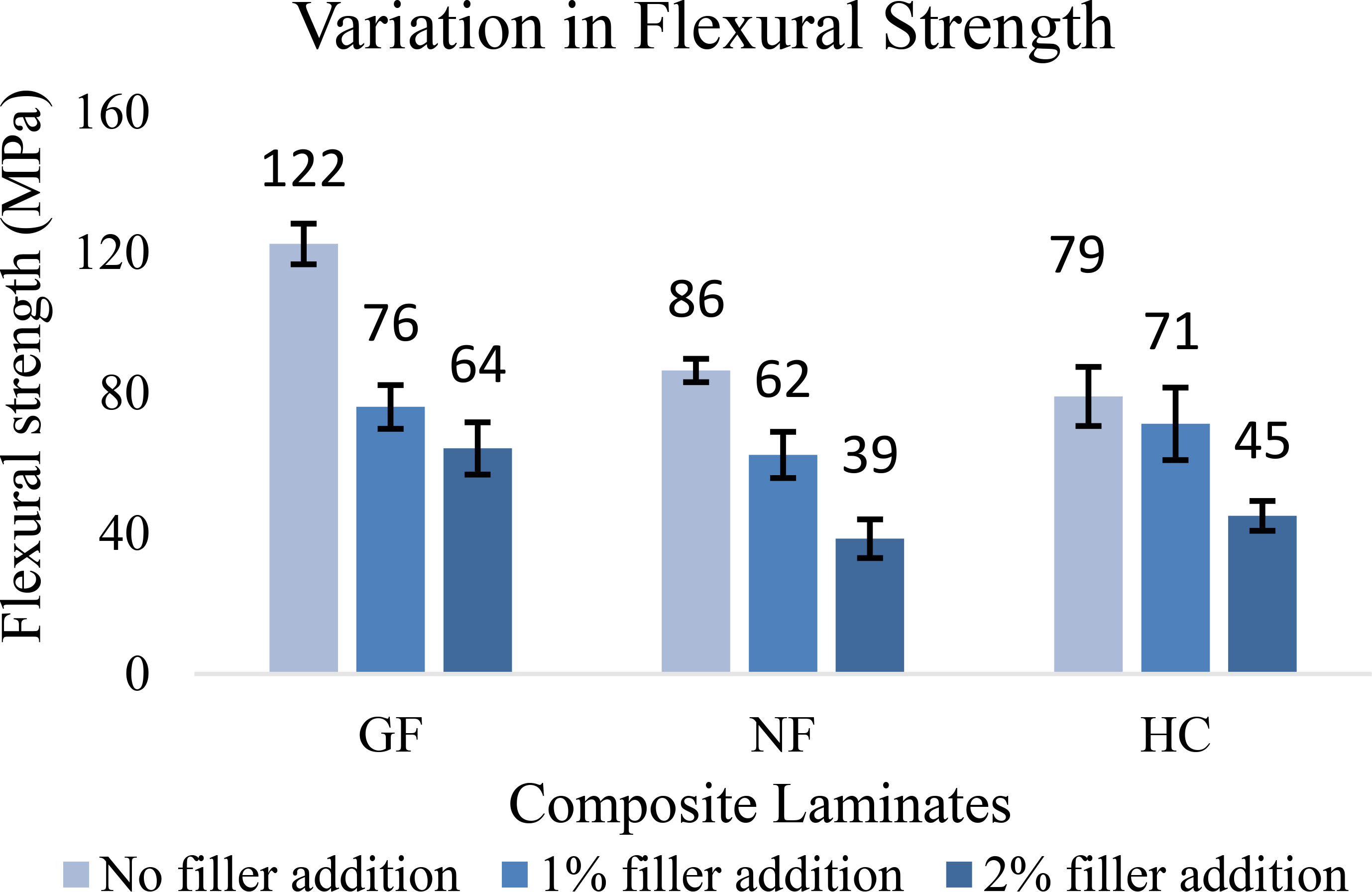
It is seen that flexural strength of the GF, NF and HC composites reduces with the addition of eggshell bio-filler. In case of GF composites, the unfilled composites showed a strength of 122 MPa which drops down by 37% with the addition of 1% eggshell filler and further drops by 47.5% with 2% filler addition.
With the addition of 1% and 2% eggshell fillers, the flexural strength of the NF composites of 86 MPa dropped by 28% and 55% respectively when compared to the strength of NF composite with no filler addition. Similar trends were seen in case of HC composites, wherein a flexural strength dropped from 79 MPa to 71 MPa on adding 1% filler and to 45 MPa with 2% eggshell filler addition.
Drop in tensile and flexural strengths of all composites with addition of eggshell bio-filler can be attributed to the following reasons: the chemical bond between the eggshell filler particles and epoxy matrix is too weak or incompatibility between the fillers and matrix to transfer the load, agglomeration and non-uniform dispersion of fillers in the matrix at higher filler concentration, and gravity segregation of filler material which means that the bio-fillers tends to settle down during the curing process. This can be observed in SEM images of the tensile specimen, where the bio-fillers getting accumulated on the fibre surface. This accumulation of bio-fillers on the fibre surface doesn’t allow the load transfer to take place effectively. Also, due to irregular shape and sharp corners of bio-filler particles, stress concentration zones are formed in the matrix, which affects the structural integrity of the composite.
Variation in the impact strength of the composite specimens.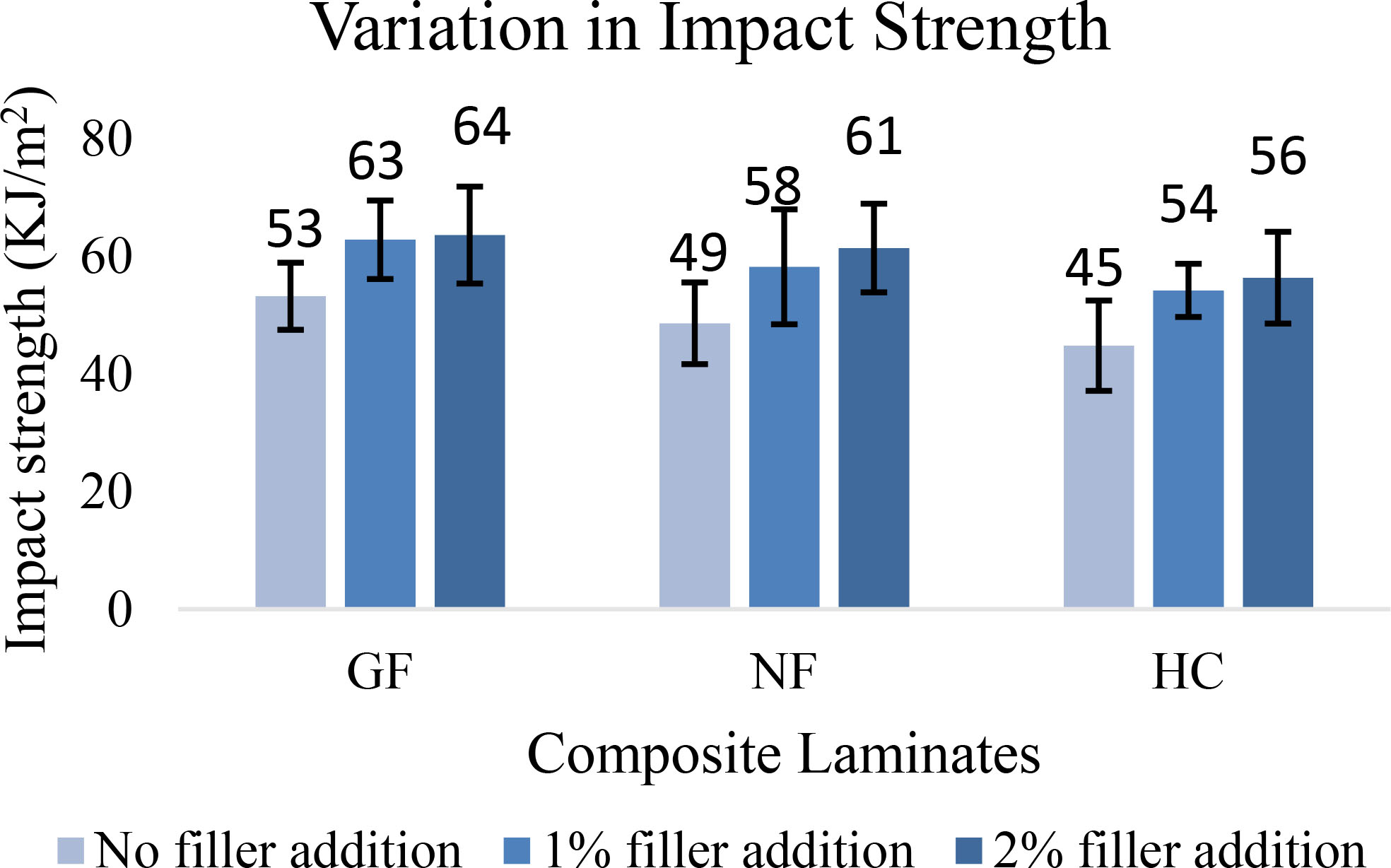
From Fig. 5, it is seen that the impact properties of the composites enhanced with the addition of filler. It is observed that in the case of GF composites, there is a marginal improvement in the impact strength of the order of 15.2% with the addition of 1% bio-filler. With the inclusion of filler of 2%, the strength increases by about 16.35%. NF composites with filler addition also showed an improvement in it’s impact properties. With 1% filler addition, the strength increased by 16.9%. With additional increase of bio-filler content to 2% the strength improved by about 20.8%. Similar trends were seen in eggshell filled hybrid composite wherein, with 1% a marginal increase of 17.4% and with 2% an increase of 20.4%.
The composite failure during the impact loading occurs through the crack propagation. Multiple discontinuous phases present in the matrix resists the propagation of the cracks. Filler materials added to the composite offers a higher resistance towards the crack propagation, and hence higher forces are required to break the material. The increasing trend in the impact resistance with increase in bio-filler content can be ascribed to this phenomenon.
SEM micrograph of the tensile specimen of GF composite with 1% filler content.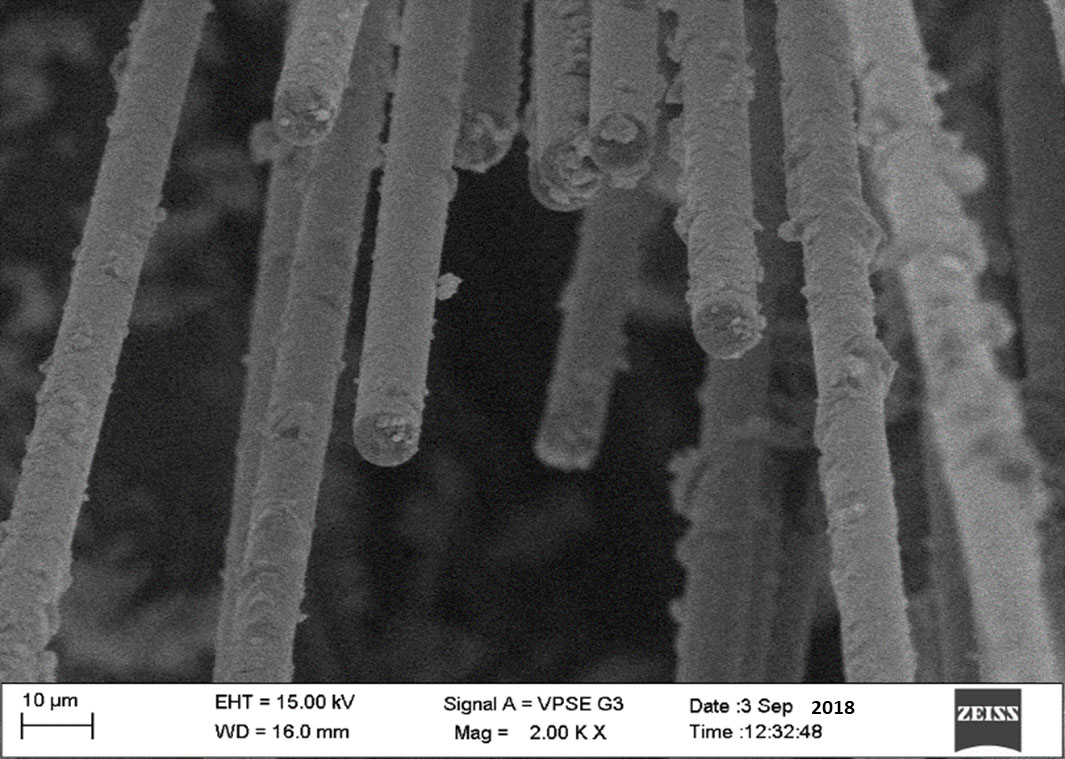
SEM micrograph of the tensile specimen of GF composite with 2% filler content.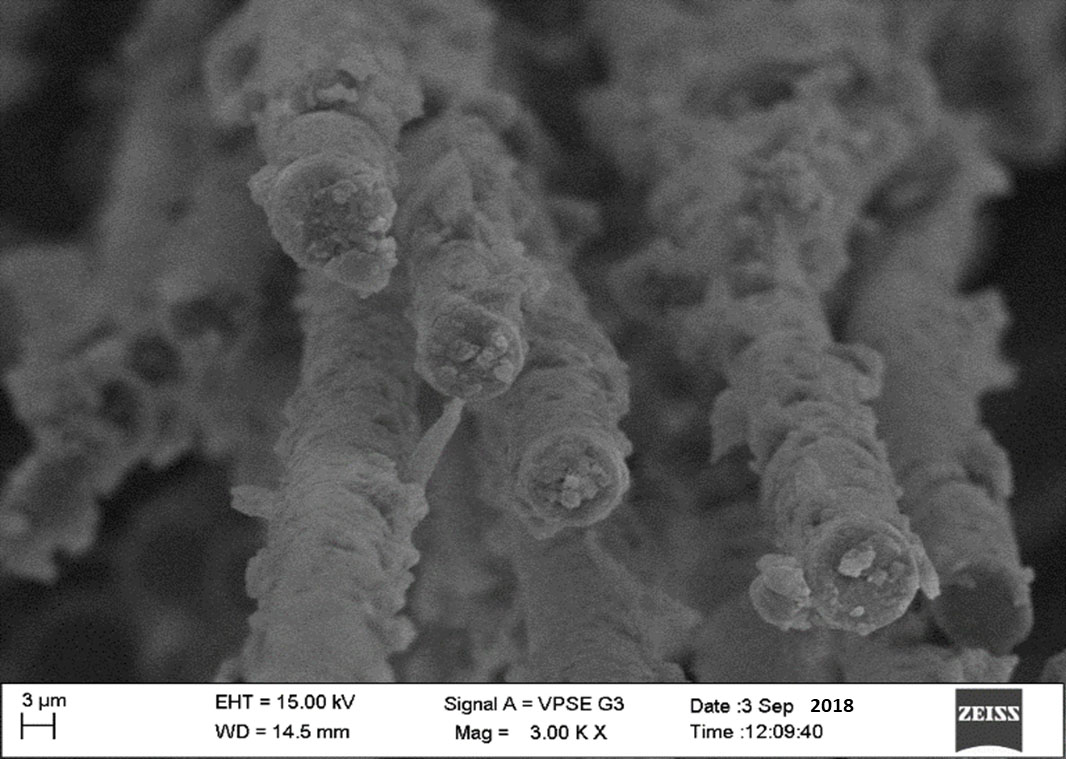
Figures 6 and 7 show SEM images of a failed tensile test specimen of bio-filler added GF composites. Filler agglomeration and deposition are seen on the surface of the glass fibres, which is more prominent in 2% filled composite while relatively less in 1% filled composites. It can be seen from the images that the glass fibres are mostly covered by bio-fillers leading to ineffective bonding with the matrix. Figure 8 shows a SEM image of failed HC composite impact test specimen. It is evident that the diameter of the nylon fibre is much bigger than the glass fibre. It is a known fact that the diameter of the fibre plays an important role in the tensile property of the composite. When fibres of smaller diameter are used, more number of fibres are available to be packed in a unit area. This increases the interfases leading to effective transfer of stress from the matrix to the fibre. This explains the poor performance of HC and NF composite when compared to GF composite. Moreover, the deposition of the bio-fillers is relatively more on the glass fibre surface when compared to the surface of nylon fibre probably due the coarse texture of the glass fibre surface. This reduces the efficiency of the glass fibres in bearing loads in the case of HC composites.
SEM micrograph of impact specimen of Hybrid composite with 2% filler content.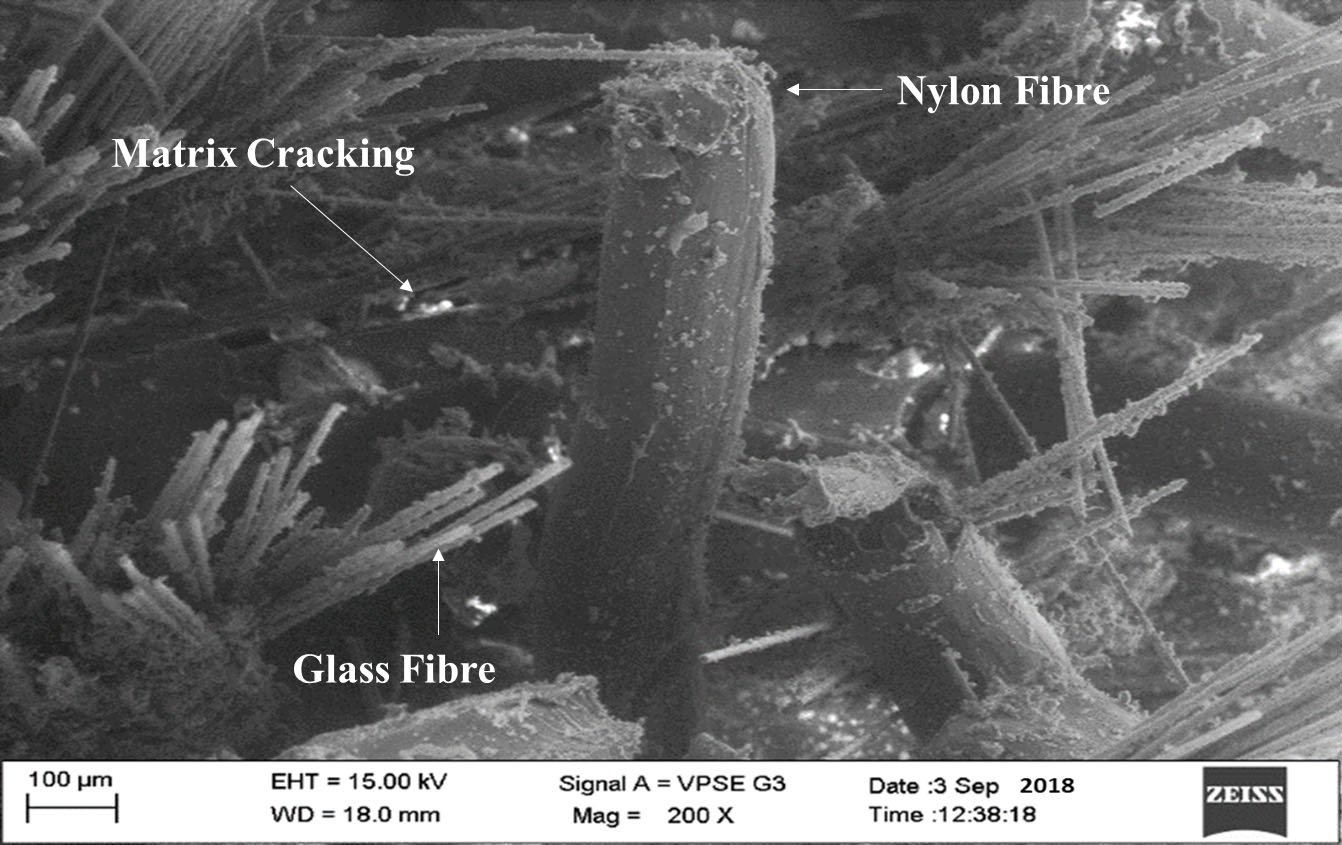
A crack in the matrix can be observed which appears to have been stopped by the reinforcement and the bio-fillers, which compliments the reason for improved performance of the composite materials with the addition of eggshell fillers [14, 15, 16].
Following are the conclusions drawn from the results obtained. The tensile and flexural strength reduced with the filler addition. This is mainly due to the ineffective bonding, poor dispersion and agglomeration of the bio-filler over the fibre surface. Larger diameter of fibres in case of HC and NF composites also contributed to its poor performance over GF composites. An improvement in resistance to impact loading was observed in the composites with filler added to it. This is due to higher resistance offered by the bio-fillers to the crack propagation.