
Abstract
Based on the investigation data of wheat mechanized harvest in eight major wheat producing areas from the south to the north of Henan Province, the main factors affecting wheat mechanized harvest loss were identified and the influence of each factor was decomposed. In this article, the loss rate of wheat mechanical harvest was calculated by using the method of artificial measurement of wheat yield in the field, and the influencing factors of wheat mechanical harvest operation in 8 regions of Henan province were treated and analyzed by using Tobit regression model. In this paper, the loss rate of wheat mechanical harvest was calculated by using the method of wheat field artificial yield measurement and the influencing factors of wheat mechanical harvest operation in eight regions of Henan province were treated and analyzed by using Tobit regression model. The results show that the average harvest loss rate in the field amounts to 2.96%, the average harvest loss rate at the edge of field amounts to 3.06%, whereas the loss rate in the normal operation area amounts 2.86%. The main factors that caused the harvest loss of wheat field machinery were the maturity of wheat, the area of operation field, the diseases and pests, weather conditions and the accumulated working hours of harvester drivers in a single day. Therefore, the main technical measures to reduce the operation loss of wheat combine harvester were put forward to provide a theoretical basis for promoting the deep integration of agricultural machinery and agronomy.
Introduction
Reducing grain harvest loss in the field was an important means to ensure national grain security and return grain granules to the warehouse. Grain security lays a solid foundation for national security. However, judging from relevant survey statistics, it is found that the grain loss resulting from harvesting is quite significant, and the rate can even reach 10% in some cases of mechanized harvesting [1]. Therefore, reducing grain loss and waste during the post-harvest period is equivalent to building fertile fields, which is deemed as a critical measure of enhancing the level of grain security [2]. The high grain loss during harvesting has been a long-term concern in China’s production technologies. As shown by the survey on agricultural households all across China, the average loss rate during the harvesting of wheat amounts to 4.715% [3]. Furthermore, judging from the survey on the major wheat-growing counties in Hebei Province, the average loss rate during the harvesting of wheat amounts to 3.696%, higher than the grain loss rate of 3% during the post-harvest period among overseas agricultural developed countries [4].
There are many and complex factors that cause grain harvest loss. Some scholars analyzed the meteorological data in Australia during the past 15 years, and the results showed that in the harvest period, if severe weather such as storms occurred, grains would fall in pieces, resulting in grain harvest loss [5]. Developing countries scholars study found that causes damage to the grain harvest factors include the peasant household production management level, lack of funding constraints, operation and management, harvesting machinery equipment backward, harvest mechanical models, backward rural production and living conditions, lack of awareness of farmers to detract from harvest technology backwardness and scattered individual production and operation, Labour shortages, cultivated land plots in dispersion will increase the grain harvest [6]. In terms of identifying the influencing factors of grain harvest loss, most scholars adopted the regression analysis method to identify general factors, but failed to extract the main influencing factors [3, 7]. If OLS is used to estimate model parameters, there is a deviation, resulting in unsatisfactory loss reduction effect. Starting from the study of influencing factors of grain harvest loss, the grain harvest loss rate is the dependent variable and the influencing factor is the independent variable. Since the value range of grain harvest loss rate is [0, 1], it has the characteristics of non-negative truncation. The Tobit model proposed by James Tobin, winner of Nobel Prize in Economics, uses maximum likelihood method to estimate, which can better solve the case where the value of the dependent variable is cut or truncated. This model can not only keep the linear structure of the model, but also solve the influence caused by the limitation of dependent variables. With the emergence of large-scale microeconomic data, deep learning technology is gradually introduced into Tobit model, which can realize the development of effective machine learning model and provide more reliable analysis by using advanced scientific algorithms [8]. The adoption of Tobit model provides certain ductibility for future research.
Compared with the studies on the post-harvest grain transportation and storage for grain loss reduction, fewer studies have been carried out on field mechanized harvest during the first link of the post-harvesting period of grain. Therefore, in this paper, we have taken the major wheat-growing areas in Henan Province as research objects to study the field mechanized harvest subsequent to wheat maturity. By adopting the Tobit Regression Model, we have analyzed the main factors leading to the wheat loss from harvest machinery, field land and wheat maturity, among other objective factors. Tobit model was used to analyze the main influencing factors of wheat field loss.
Data source
During the period of wheat harvesting from the middle of May to early June of 2020 in Henan Province, we have conducted the survey experiment on grain loss during wheat harvesting by utilizing both the system of monitoring intelligent yield of wheat combine harvester and the method of field investigation. The sample points of study are mainly distributed in the major wheat-growing areas located in Henan Province, including Nanyang, Zhumadian, Luohe, Shangqiu, Zhengzhou, Yuanyang, Hebi and Puyang from south to north, respectively. Among the 50 wheat combine harvesters, five of them (horizontal axial-flow wheeled and full-feeding combine harvesters with feed quantity of 8 kg/s) are equipped with YM-1 (Yield Monitor-1) intelligent yield monitoring system for the experiment.
Through the use of the YM-1 intelligent yield monitoring system, we are able to realize the positioning of harvesting and measurement of the harvesting area, among other functions of combine harvester during harvesting. Furthermore, we are able to transfer the data on the harvested area and yield to the center for big data management in the Internet of Things (IoT) on a regular basis. The data involved in this study are all extracted from IoT with mechanized precision operation during the whole process.
Research methods
Survey on the wheat loss during the harvesting by combine harvester
In this study, we have adopted the manual method of yield monitoring in wheat field to effectively avoid the error of yield detection by vehicle-carrying system of intelligent yield monitoring [9]. Based on the research objectives, we have used the theoretical yield to calculate the loss of wheat grain in the field.
Due to the factors of manual operation in the turning areas of wheat field, the technical conditions of combine harvester may differ from normal operational conditions, leading to the variation of wheat loss in harvest operation compared with the wheat loss in normal operation area. Therefore, based on the General Provisions for Determination of Test Conditions of Agricultural Machinery (GB /T5262-2008), we have adopted the Five-spot Method for sampling to calculate the grain loss of wheat harvesting in the field [10]. As illustrated in Fig. 1, we have recorded the number of wheat grains dropped in the area within the two sheets of A4 paper at the five sampling points. In addition, we have converted the measurement unit from the number of wheat grains lost in the measurement area into the unit of kilogram per mu. Specifically, the thousand grain weight of wheat is valued according to the average thousand grain weight of the previous three years.
Distribution of sampling points.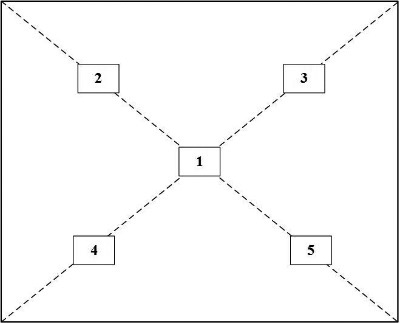
The loss rate is used to measure the amount of wheat land loss. The calculation formula is specified as follows:
where,
The wheat grain loss in the normal operation area main consist of the wheat grain loss in the impurity-removal area and the wheat grain loss before header. The detection method is to check the wheat loss in the normal operation area of the field, and the combine harvests at a normal speed to obtain a representative harvesting operation area. After the combine stops, it reverses more than 7 m to detect the front and back of the combine and the unharvested area, as shown in Fig. 2.
Diagrammatic drawing of wheat grain loss detection in the field. 1. Pre-harvest loss inspection area; 2. Combine harvester parking location; 3. Header loss inspection area; 4. Combine harvester backward location; 5. Separator loss inspection area. 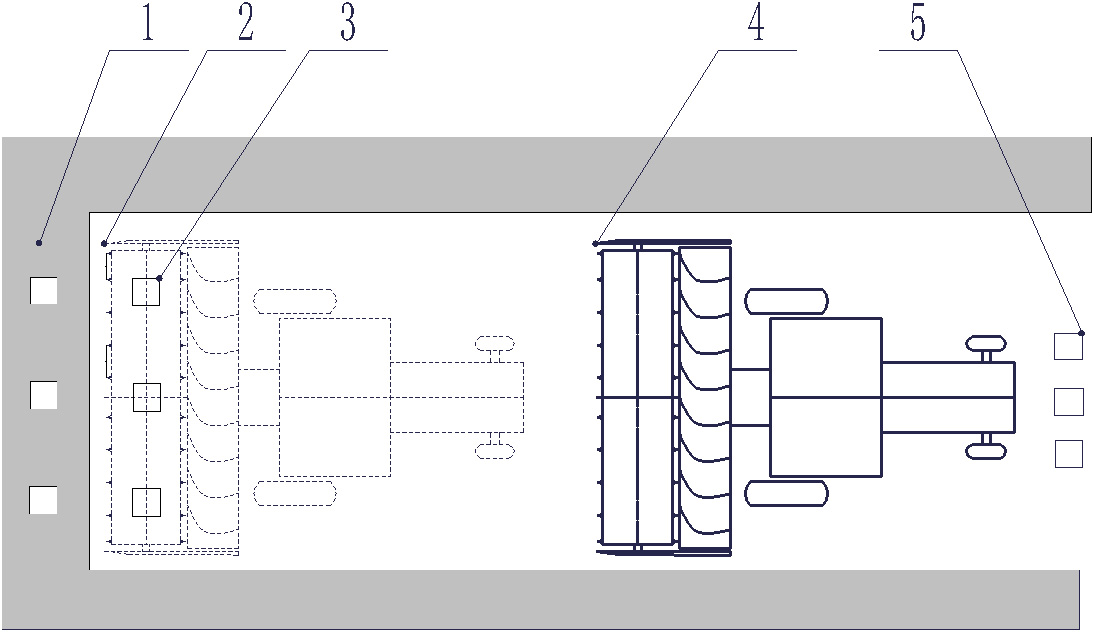
Loss detection in unharvested area: take three 0.1 m
Correlation loss rate
where,
From the perspective of wheat mechanized harvest, we have adopted the Tobit Model to analyze the key factors leading to the wheat loss in field mechanized harvest. The model mainly includes two sorts of equations, namely, the discrete data model for the response selection issue, and the limited continuous variable model. Combined with the research data in this paper, we have set up the Tobit Model is to analyze the influencing factors of wheat loss derived from harvesting.
The Tobit Regression Model is specified as follows:
where,
The wheat loss resulting from the field mechanized harvest is subject to the influence of the technical conditions of harvesters, variety and maturity of wheat, operation land and harvester driver, among other factors. Therefore, in this study, we have selected the influencing factors included in the four features as model variables, and the specific descriptions are specified in Table 1.
Model variable description
The wheat loss from field harvesting, which serves as the explained variable, mainly refers to the losses at the edge of field and in the normal operation area, respectively. Specifically, the latter sort of loss is mainly caused by threshing and separating, header, and natural shedding of wheat grain. Based on the research contents of this paper, in terms of the harvest loss rate as the explained variable, we have adopted the total loss rate of field edge and normal operation area.
The basic features of harvesters include the model and the service life of machinery. According to the objects of this study, the wheat combine harvesters are mainly divided into the following models: First, the horizontal axial-flow combine harvesters with self-propelled wheeled feed quantity of 6–8 kg/s. Second, the longitudinal axial-flow combine harvesters with feed quantity of 8–10 kg/s, which are found in fewer numbers. Third, the crawler-driven combine harvesters with self-propelled feed quantity of 4–6 kg/s. The service life and the working hours of machinery can impose a direct impact on the working performance of machines. Therefore, in case the maintenance is neglected or conducted in an improper manner on some parts of wheat combine harvesters subject to the wear and aging with long service life, the grain loss of wheat will increase during the mechanized harvesting in the field.
In the study, we have selected the variety and maturity as the field characters of wheat. As wheat varieties differ from each other along with different yield and harvest time, the harvest loss also vary from each other. The reduction of moisture content in wheat grains due to the overripe state pushed by the changes in wheat maturity makes the grains prone to fall off, and then the wheat stalks in drying state with increased brittle are easy to cause lodging and be broken.
The features of harvest operation include the area, diseases and pests as well as weather conditions of the operation field. The land fragmentation in the operation field will result in the increased turning frequency of wheat combine harvester, thus leading to the grain loss of wheat in mechanized harvest. The conditions of diseases and pests in the wheat-growing field can be divided into two types, namely, the existence and non-existence of diseases and pests. Thanks to the reasonable methods of field planting and management, the occurrence of diseases and pests has been significantly reduced. However, given that wheat planting is predominantly carried out by agricultural households in China, the issue of diseases and pests still occurs from time to time, resulting in the wheat grain loss. The weather conditions during harvesting can be divided into two types, namely, normal and abnormal weather conditions. Driven by the increasingly accurate weather forecast, advancing or postponing the harvest becomes a general practice when bad weather conditions arise, such as strong wind and heavy rain. Therefore, in this study, we have excluded the factor of bad weather out of consideration while focusing on the impact imposed by normal, rainy and high-temperature weather on the wheat loss in mechanized harvest. For instance, the rainy weather in consecutive days will lead to wheat sprouting, whereas the high-temperature weather will result in the falling-off of wheat grains due to the change in moisture, exacerbating the wheat loss in mechanized harvest.
The features of harvester drivers include the accumulated working hours per day and their professional quality. With the increasing accumulated working hours per day, the harvester drivers will be more likely to suffer from driving fatigue and inattention, leading to nonstandard operation and misoperation. For instance, factors such as improper control on header height and lack of rationality and uniformity of harvesting path in the field could result in wheat loss during field mechanized harvest. From the aspect of professional quality, the factors influencing the wheat loss during field mechanized harvest include the professional technical training conducted by combine harvester manufacturers for harvester drivers before operation, the harvester drivers’ proficiency in operating the machine as well as the standardized level of operation during harvesting.
Statistical analysis based on the field survey
Loss rate of wheat grains in the field
In the surveyed wheat-growing area, we have calculated and summarized the statistics on the wheat grain loss during harvesting respectively in the turning area at the edge of field as well as the normal operation area. Through our analysis, we have found that the average loss rate of wheat during harvesting in the major wheat-growing areas of Henan Province amounts to 2.96%. Specifically, the average harvest loss rate at the edge of field amounts to 3.06%, whereas the loss rate in the normal operation area amounts 2.86%. Both rates are higher than the total loss rate of wheat grains, which amounts to 1.2% or below, for the self-propelled full-feeding wheat combine harvesters specified in the NY/T2090-2011 technical specification for quality evaluation of grain combine harvesters. As shown in Fig. 4, the harvest loss rates of wheat grains in the turning area at the edge of field and the normal operation area are illustrated as the frequency distribution histogram.
Investigation of loss in harvest working area of wheat combine harvester.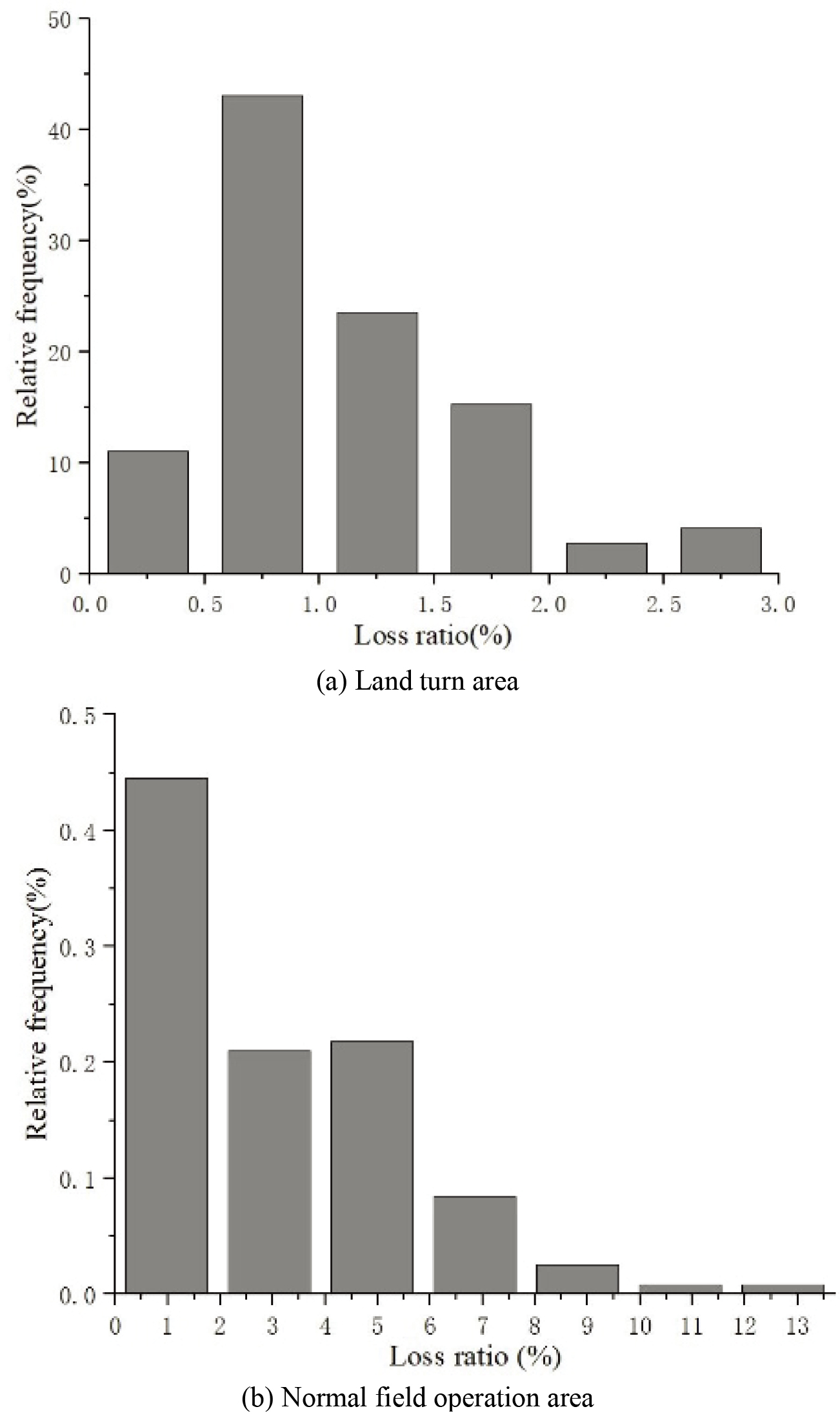
As shown in Fig. 3a, the rates of wheat grain loss in the turning area at the edge of field are predominantly below 2%, followed by the range of 4%–5.5% and 2%–3.6%. In addition, the highest loss rate could amount to 10%–13.5% with relatively low frequency of occurrence. In this case, the loss rate is mainly caused by the excessive amount of wheat grains falling into the field during grain unloading by wheat combine harvesters at the edge of field. As illustrated by Fig. 3, compared with the normal operation area, the loss rate of wheat grain in the turning area at the edge of field is mainly caused by the following reasons: First, given that the plots of land are small in the wheat-growing areas of Henan Province, frequent turns have taken place for the wheat combine harvesters during field operation. As a result, the uncollected wheat is prone to get crushed and more wheat grains are prone to fall off. Second, given that some harvester drivers may conduct nonstandard operation, these drivers would still carry on harvesting while turning around the edge of field with a combine harvester, rather than halting the operation to turn around by reversing the harvester or in a circle way with right angle. As a result, the uncollected wheat inside the combine harvester is extensively crushed, leading to the loss from missed collection. Last but not least, while turning around at the edge of field, the harvester driver slows down the harvester by decreasing the throttle instead of utilizing the continuously variable transmission (CVT). Driven by the decreasing engine speed, the threshing and separating unit is subject to declining rotating speed. In addition, the wheat spike is discharged without threshing or complete threshing, resulting in the increased loss of wheat grain during the field mechanized harvest.
Judging from Fig. 3b, it can be seen that in the normal operation area, the loss rates of wheat grain are properly distributed, which primarily amount to below 1.75% but with some exceptions of as high as 2.5%–3%. The mechanical issues leading to the loss of wheat in the normal operation field mainly include: First, the loss in the form of wheat grains entrained in the impurity-removal area is possibly derived from the small openness of sieving slice and the large flow rate of fans. As a result, the grains are prone to be blown out of the cleaning room. Second, due to the excessively small rate of air flow, the grains could be wrapped by chaff and shaken out of the cleaning room. Third, the due to the small threshing clearance or high speed of threshing cylinder, the wheat grains are prone to be crushed accordingly. Fourth, given that the back grain baffle is deformed at the bottom shell of auger for grain distribution, its height is reduced, leading to the case where grains are directly thrown out of the cleaning room. Last but not least, due to the damaged or the fallen grain retaining cloth of the cleaning room or rethreasher, wheat grains are prone to be directly thrown out of the cleaning room. In case the loss of grain takes place in the form of wheat spike with grain existing in the impurity-removal area, it is possible derived from the excessively small openness of sieving slice at the tail of lower screen. As a result, the wheat spike is discharged from the cleaning room after failing to fall into impurity auger. Next, due to the large rethreshing clearance or severe slippage of rethreasher, the wheat spike is unable to be threshed. Eventually, the blocked lower screen risks causing the wheat spike to be discharged.
During the field survey, we have collected the statistics on the wheat grain loss of field by eight sorts of wheat combine harvesters in the varying surveyed areas on a random basis (including the edge of field and the normal operation area), as illustrated in Fig. 4.
Grain loss of different wheat combine harvesters in the field.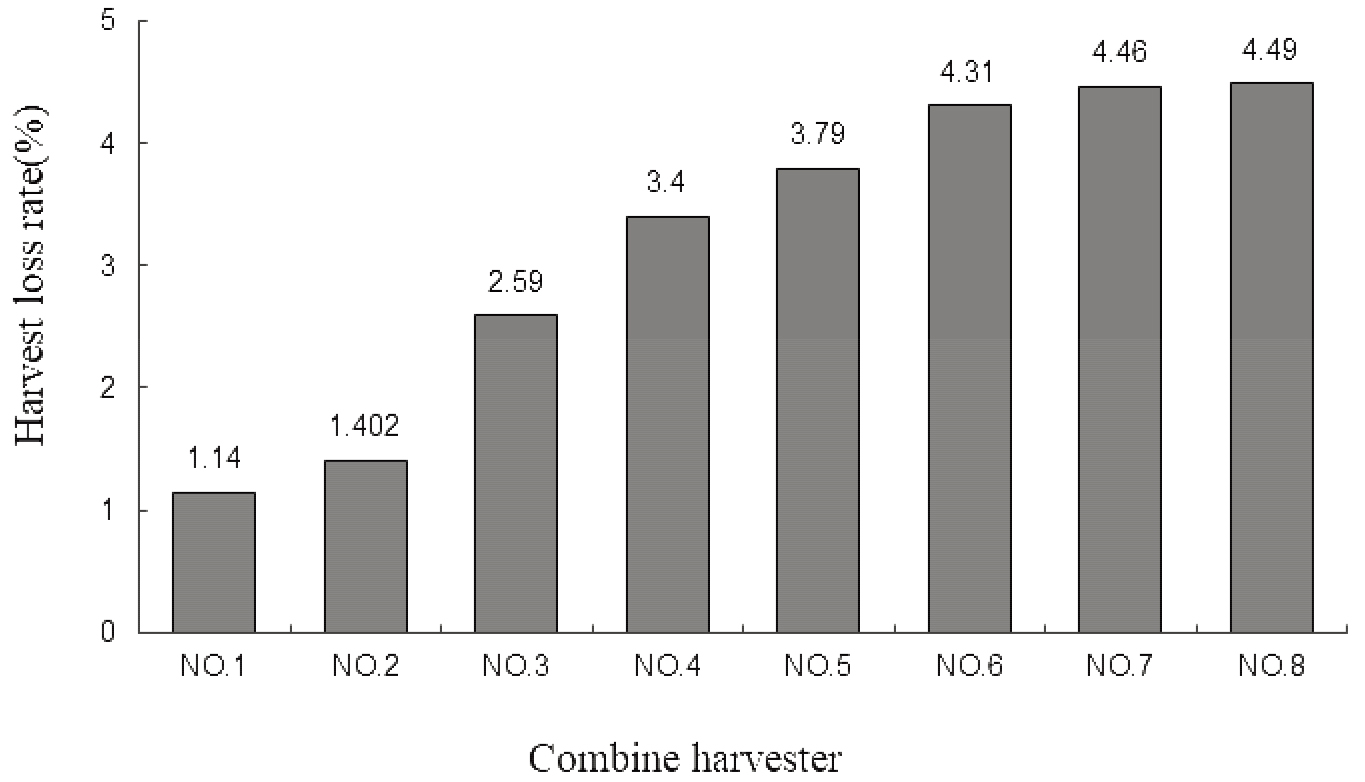
Judging from the histogram of Fig. 4, the lowest field loss rate among the eight models of harvesters amounts to 1.14%, whereas the highest rate amounts to 4.49%. Specifically, there is merely one harvester capable of achieving the total loss rate (
It can be seen from the statistical analysis that the rates of wheat grain loss in the field could be either high or low, which are primarily caused by the following factors: the working conditions of the harvester itself (whether the parameters of key components is reasonably set), the service life of harvester, the accumulated working hours per day of harvester drivers, the professional quality of harvester drivers, the variety and maturity of wheat as well as the size of operation field, etc. Therefore, there are numerous influencing factors which are relatively complicated.
Through the Internet of Things (IoT) of the wheat yield monitoring system, we have extracted and summarized the statistics on the single operation area of all the wheat combine harvesters in this study, and generated the frequency distribution histogram accordingly, as illustrated in Fig. 5. Judging from the histogram, the area of operation by wheat combine harvesters in the surveyed areas is generally small. Specifically, the single operation area that is less than 10 mu accounts for 75%, whereas the area larger than 10 mu accounts for 25%.
Based on the aforementioned statistical analysis, the primary reasons behind the land fragmentation in the surveyed operation areas of wheat combine harvester are specified as follows: First, the major wheat-growing areas in Henan province are dominated by the mode of small-area planting by individual agricultural household, resulting in the rather small area of planting and high level of dispersion. Second, given that there is a lack of properly optimized operation paths of combine harvester, the paths turning back and forth are prone to exist during harvesting operation in the same area, leading to the prolonged duration and heightened costs of operation. Driven by the above factors, the operation difficulty of wheat combine harvester will increase, whereas the wheat loss will be enlarged during the field mechanized harvest.
Statistical analysis based on the regression model
Based on the above analysis, it is found that there are numerous and complicated factors that may result in the wheat loss during harvesting by harvester. To gain an in-depth insight into the significance of these factors, we have adopted the Tobit Regression Model to analyze their impact, and the estimation results are specified in Table 2.
Tobit model estimation results
Tobit model estimation results
Frequency distribution of single operation area of wheat combine harvester.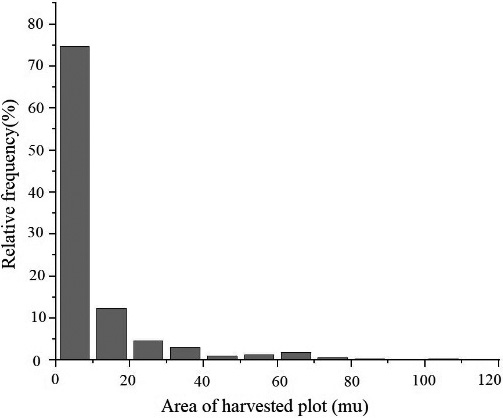
The two influencing factors, namely, the type of combine harvesters and the service life of operation vehicle, have no significant impact on the wheat loss during harvesting by combine harvester. Against the backdrop of gradual popularization of the mechanized wheat harvesting, the commonly used combine harvesters available in the market with a comprehensive range of models and sufficient supply. As a result, farmers can find suitable models for their harvesting in the field. In addition, the harvester drivers have enhanced their awareness on maintenance. Although the wheat combines harvesters have been in service for a long time, they are deemed to have good performance in all aspects, and is thus not accounted for as the primary influencing factor for the wheat loss during harvesting by combine harvesters.
Features of wheat
The estimated coefficient of the variable of wheat variety amounts to 0.003, whereas its level of significance amounts to 0.5707, indicating that the wheat varieties widely planted in Henan Province rarely impose significant influence on the harvest loss due to their minor variation of yield. The estimated coefficient of the variable of wheat maturity amounts to
Basic features of harvesting
The estimated coefficient of the variable of the area of operation field amounts to
Features of the harvester driver
The estimated coefficient of the variable of the accumulated working hours of the harvester driver in a single day amounts to 0.7917, and its level of significance amounts to 0.0000, which is very significant. The results indicate that the longer the working hours of the harvester driver in a single day, the stronger sense of fatigue will be generated, and the easier it is for the wheat loss to take place during harvesting due to human factors.
Specialty literacy
The estimated coefficient of the specialty literacy variable amounts to
Conclusions and measures on loss reduction
Conclusions
Based on the survey on the loss of wheat during mechanized harvest in the field and the intelligent vehicle-mounted YM-1 system of wheat yield measurement, we may conclude that the average harvest loss rate in the major wheat-growing areas of Henan province amounts to 3.06%. Specifically, the average harvest loss rate in the normal operation area amounts to 2.86%, whereas the average harvest loss rate in the field amounts to 2.96%. Both rates are higher than the total loss rate ( We have adopted the Tobit Regression Model to analyze the factors influencing the wheat loss in field mechanized harvest, and we have concluded that the maturity of wheat, area of operation field and weather condition could impose significant negative impact on the harvest loss. On the contrary, the diseases and pests as well as accumulated working hours of harvester drivers could impose significant positive impact on the harvest loss. With the constantly enriched models of wheat combine harvesters and abundant market supply, in addition to the harvester drivers’ enhanced awareness of maintenance, little impact could be imposed by the model and service life of wheat combine harvesters on the wheat harvest loss in the field. In addition, thanks to the progress made in, the intelligent application of technologies on wheat combine harvesters, and the minor difference of yield among wheat varieties in the wheat-growing areas, no significant impact could be imposed by the professional quality of harvester drivers and varieties of wheat on the wheat loss rate in the field.
Measures of reducing losses
To sum up, we have put forward the measures of reducing the wheat loss resulting from mechanized harvest in the field from the following aspects:
With the rapid progress made in the mechanized production of wheat in Henan Province, we should gradually promote the transition of the pattern of wheat production and management into large-scale land management [11, 12, 13]. It is of huge significance to accurately grasp the maturity of wheat in a large area so as to reduce the loss from wheat harvest in the field. During actual practice of harvesting and production, premature harvest could result in higher moisture content of grain. Correspondingly, it will increase the grain loss rate in harvesting due to the increment in grain breakage rate during mechanized harvest [14, 15]. On the other hand, in case of delayed harvest, it is easier for natural shedding of grain to take place during field harvesting, resulting in the loss of grain harvest in the field. During the actual practice of mechanized harvest, it is recommended to use the satellite remote sensing technology, combined with vegetation index, to establish models and predict the mature period of wheat in the region. In this way, we are able to accurately grasp the mature period and the optimal harvest period of wheat in the region, so as to effectively avoid the loss of field harvest derived from grain shedding of overripe wheat in delayed harvest [16]. We should improve the pest control and weather forecast of the field. During field management, we need to guard against the diseases and pests as early as possible to prevent such diseases and pests from proliferating and exacerbating. In addition, we ought to pay close attention to the weather forecast of the local meteorological department in a proactive manner, so as to gain insights on the weather condition early on and to avoid the wheat loss in the field resulting from bad weather. We should enhance the maintenance of wheat combine harvesters prior to harvesting. Through the research, we have found that mechanized harvest constitutes the link resulting in the largest loss among the numerous links subsequent to wheat harvesting. By adjusting the technical conditions of wheat combine harvester and relevant operational parameters, we are able to reduce the wheat loss in mechanized harvest in an effective manner. Specifically, based on the environment of harvesting, the loss rate derived from the self-defined parameter setting is 0.198% lower than that caused by the parameter setting recommended by manufacturers [17, 18]. During our analysis on the full-feeding combine harvesters widely used in the wheat-growing areas of Henan Province, we have referred to the Technical Guidance on Wheat Loss in Mechanized Harvest. Furthermore, we have properly adjusted the technical status and operation parameters of relevant components to reduce the loss of wheat in the field by combine harvesters in a timely manner based on the forms of wheat loss, such as the loss of wheat by mechanized harvest in the normal operation area of field and the turning area at the edge of field. We should properly arrange the time of manual operation so as to reduce the wheat grain loss in the field caused by human factors and to eliminate the driving fatigue of drivers. In addition, the harvester drivers need to enhance their awareness of safe operation. In the precautions for safe operation of combine harvesters, it is clearly stated that fatigue driving is prohibited [19]. With the use of the IoT technology in the combine harvesters, we are able to monitor the fatigue of drivers in an effective manner and to allow for intelligent reminders according to the accumulated working hours of the harvester, so as to minimize the wheat loss in field harvest caused by the human factor of fatigue driving.
In the future research on the factors influencing the harvest loss of grain field machinery, on the one hand, attention should be paid to the application of remote sensing, Internet of Things and other technologies to guide the mechanized wheat harvest. On the other hand, as China’s grain harvest technology becomes more and more advanced, the influencing factors become more and more complex. In the face of a large number of data and complex influencing factors, we should further explore the application of neural network and deep machine learning analysis means to optimize the Tobit model so as to improve the practicality and superiority of the model and promote the development of refined agriculture in China.