
Abstract
In the current manufacturing process of enterprises, there are some problems such as poor predictability and low level of intelligence, which lead to high product error rate and affect production efficiency. Therefore, this paper introduces the building information model in the field of engineering construction, and proposes a big data predictive manufacturing model based on the building information model, which divides the production process into production service system, resource planning system, production control system and after-sales service system, and realizes the overall process optimization of planning-production-sales on the basis of the close combination of each system and virtual model system. Finally, the application of error correction process in production line is verified from an empirical point of view, which provides a reference method and path for reducing production error rate and improving work efficiency.
Introduction
Currently, the global manufacturing industry is undergoing a completely new kind of change and has once again become the focus of attention of all countries. In order to cope with the changing international situation, each country has introduced relevant policies for the development of manufacturing industry. The United States put forward the concept of the industrial Internet, trying to take the industrial Internet as a hand, reshaping the manufacturing industry [1]. Industrial Internet refers to the comprehensive connection of people, machines, things, systems, etc., to build a new manufacturing and service system covering the whole industrial chain, the whole value chain, for the industry and even industrial digitalization, networking, intelligent development provides a way to achieve. Germany has proposed Industry 4.0, which is mainly characterized by information physical systems (cyber-Physical Systems, CPS), and has been upgraded to a national strategy. China has successively released “Made in China 2025”, which focuses on intelligent manufacturing, and “Guiding Opinions on Deepening “Internet
In fact, no matter what the United States put forward the “Industrial Internet”, Germany put forward “Industry 4.0”, China put forward “Made in China 2025”, in fact, through the Internet, artificial intelligence, big data, cloud computing technology for the manufacturing industry to empower, and then create a new model of manufacturing. In fact, no matter the “Industrial Internet” proposed by the United States, “Industry 4.0” proposed by Germany and “Made in China 2025” proposed by China, all of them are in fact to empower the manufacturing industry through the Internet, artificial intelligence, big data and cloud computing technology, and then create a new model of manufacturing.
Meaning and models of smart manufacturing
Intelligent manufacturing, in essence, is the combination of information technology and modern manufacturing through the Internet, big data, cloud computing and other information technologies, to achieve the full integration of the Internet
Problem analysis and literature review
China’s manufacturing industry through decades of development has made progress by leaps and bounds, the rapid expansion of the industry scale, the overall strength has been increasing, has become the world’s most complete categories, the most complete industrial system, the largest country. But the degree of digitalization, networking and intelligence in the production process still needs to be improved. Specifically: (1) manufacturing enterprises, raw material suppliers, logistics and market demand for information interconnection, sharing and visualization, but the upstream and downstream enterprises product design, manufacturing and manufacturing-related services associated with low efficiency, the level of intelligence is still low; (2) manufacturing enterprises, design and supply chain synergy to obtain market demand, market demand forecasting capabilities, dynamic response to market changes Ability is still weak; (3) manufacturing enterprises from the receipt of orders to respond to the demand for services is still weak, for product quality control customer service has not been extended to the full life cycle of the product. Therefore, in view of the above problems, scholars in China have put forward their own views on intelligent manufacturing. Wang et al. optimize server load balancing and latency by establishing a basic edge server deployment model [3]. They also established a reliability-enhanced edge server ministry model and explored in detail the deployment of edge servers in the industrial Internet Zhang et al. proposed a Doppelganger optimisation method based on Doppelganger with sequential transformation and optimal sampling for the difficult handling of large-scale discrete optimisation problems in digital dual workshop, and embedded heuristic algorithms to improve the efficiency of the solution space of MO2TOS [4]. Sharma et al. proposed a deep progressive neural network for the problem of threats often faced by the industrial internet to accurately categorize the threats. And the proposed neural network is proved to have effectiveness through experiments [5]. In order to analyze the impact of supply chain visibility on sustainable performance, Khatib used multivariate analysis techniques to analyze the data after obtaining the relevant data by means of a questionnaire [6]. The hypothesized relationships were later evaluated after factor analysis using structural equation modeling based on covariance. Wang et al. proposes a general framework for the integration of manufacturing and operation and maintenance of complex products based on digital twins and a system integration model of virtual-real integration [6]. In order to realize RMS reconstruction driven by digital twins, a digital twin Monitoring and Simulation integration platform (DTMSIP) for RMS is proposed. On this basis, DTMSIP implementation method of constructing digital twin mapping based on Twinning Entity (TE) is introduced in detail [8]. To solve the difficulties of digital twin workshop modeling and simulation, Zhang proposed a multi-level digital twin aggregation modeling method, and constructed a digital twin organization system combining state attributes, static attributes and fluctuating performance attributes. A verification method of digital twin model based on real and virtual errors is proposed [9]. The interactions between BIM features and on-site construction management functions were also identified. Matos, in order to address the challenges of facilities management in the face of changes brought about by change, proposes an integrated solution to categorize and prioritize maintenance management, using digital resources to develop methods related to the identification and preparation of site conditions, image acquisition using unmanned aerial vehicles (UAVs), image processing, and software comparisons [10]. Abrumann conducted descriptive and inferential statistical analysis by means of a questionnaire and verified the credibility [11]. Using this as a basis for synergy between BIM and Lean interactions, the integration results indicate the elimination of waste, promotion of continuous improvement and standardization as principles of Lean construction. The important function of BIM high 3D visual modeling is also explored. Bevilacqua et al. developed a reference model specifically developed for risk control and prevention by incorporating digital twin technology to provide a further methodological reference for reducing operator risk [12]. Sing addresses the problem of costly maintenance works by combining terrestrial laser scanning and building information modeling for quantity calculations, and thus the utility of estimating building maintenance costs Gao aims at the problems of inaccurate quality detection and inadequate safety maintenance of traditional overhead cranes. The prediction system of overhead crane based on digital twin technology is developed, and the combination of overhead crane and digital twin technology is successfully realized [13]. A case study of an old building was conducted to demonstrate the value of the proposed theory. Wang developed an engineering quality supervision system integrating BIM and various IT technologies, which successfully improves the level and efficiency of engineering quality supervision through the design of microservice architecture, and realizes the cloud storage and management of massive supervision record information data and strong scalability [14]. Yang proposed a probabilistic model based driving method for dynamic prediction of waste generation under uncertain conditions. First, digital twin technology is used to simulate the relevant data to achieve real-time data interaction, and then the Gaussian mixture model and HMM model are fused to achieve prediction [15]. They proposed a remanufacturing workshop architecture based on digital twin for the uncertainty problem in remanufacturing operations and the problem that the virtual remanufacturing information space and the actual remanufacturing process can not be intermingled in real time. Zhang et al. proposed a digital twin-based model framework for smart shop floor manufacturing systems, which promotes deep information fusion between physical entities, data collection and information decision-making, so that the conceptual and ambiguous nature of traditional digital twins can be further refined, optimized and enhanced [16]. To solve the problems of low precision and poor model generalization ability in digital twin modeling, Liu et al. introduced a fault diagnosis method of digital twin model based on transfer learning, which realizes the deep fusion of multiple digital twin systems by introducing transfer learning. After that, the diagnosis network is constructed with samples, and the feature of target domain is extracted by digital twin technology to correct the diagnosis network, so as to ensure the accuracy and reliability of fault diagnosis [17]. In order to reduce the competition and delay of digital twin system access to enterprises, Liu et al. proposed a blockchain-based data interaction method to form a peer-to-peer data interaction mechanism, and then introduced an example to verify the method [18].
From the above research, it can be seen that the combination of the virtual world and the physical world in the manufacturing process and the formation of virtual-reality mapping and iterative operation mechanism is now generally recognized as a solution to reduce the production error rate and improve production efficiency. Previous research on this issue often focuses on process optimization in the workshop, or the study of a specific link in the production process measures or methods, but in the planning production sales of the overall process optimization, is still an urgent problem to be solved. Therefore, this paper adopts a BIM-based predictive manufacturing model, which not only optimizes the whole process from production planning to product sales, but also helps to improve the initiative of predicting problems beforehand, instead of waiting for events to occur and then responding.
Predictive manufacturing model based on building information modeling (BIM)
Meaning and characteristics of building information modeling (BIM) ideas
BIM (Building Information Modeling), also known as building information modeling, mainly through the BIM technology to build a three-dimensional information model for project managers to provide a basis for decision-making, to be able to predict changes in the project situation in advance to make timely corrections, which is conducive to the prevention of unforeseen events that lead to a slow project process, which in turn affects the smooth realization of the original objectives.
BIM (Building Information Modeling) is mainly characterized by visualization and simulation.
Visualization. Using the visualization capabilities of building information modeling technology facilitates the project manager to have a better intuitive understanding of possible problems. As a result, the modeling helps to improve the quality of program implementation as well as reduce the error rate. Modeling. Operators can use BIM to import data and information into the model so that all parties involved in the manufacturing process can understand specific information about all aspects of the project. Manufacturing companies can also use BIM to analyze and simulate the performance of project equipment and facilities, to know in advance whether the equipment can successfully perform the production tasks and whether the production goals can be completed on time. Managers can also use BIM to preview problems that may arise in the production process, adjust the production process or production sequence in advance, thus greatly reducing material waste. Coordination. In the manufacturing process, because the production planner and material suppliers, product sales often because of the failure to maintain information exchange, resulting in a variety of problems in the production process. Continuous modification of the production plan will also lead to the production process is constantly hindered, which leads to the schedule can not be completed on time; in the sales process, product sales can not be timely to the market to provide products, or to provide too much product and thus lead to losses. The application of BIM can be through the establishment of BIM design collaboration platform, can eliminate the production of all parties to the information silos, remove the communication barriers between the parties, can effectively coordinate the production planner and the relationship between the parties concerned.
BIM-based Big Data Predictive Manufacturing is an all-round collaborative manufacturing model based on prediction, collection, analysis and sharing in the production process. It is through the establishment of a virtual model of each link in the production process for the virtual demonstration in advance, and the resulting data and other information for in-depth analysis, and then for the production conditions and equipment status will be predicted, the possible problems that may occur in advance to formulate countermeasures, and ultimately achieve the optimization of the product life cycle of the manufacturing system. Therefore, BIM-based predictive manufacturing mode, based on BIM virtual modeling technology, physical and virtual combination, to achieve changes in market demand, production planning, element management, production process control, product after-sales service perception, production services, production control, resource planning, after-sales service iterative operation, so as to meet the specific objectives and control under the premise of the optimal solution to complete the task. The specific process is shown in Fig. 1.
Overview of BIM-based predictive manufacturing optimization process.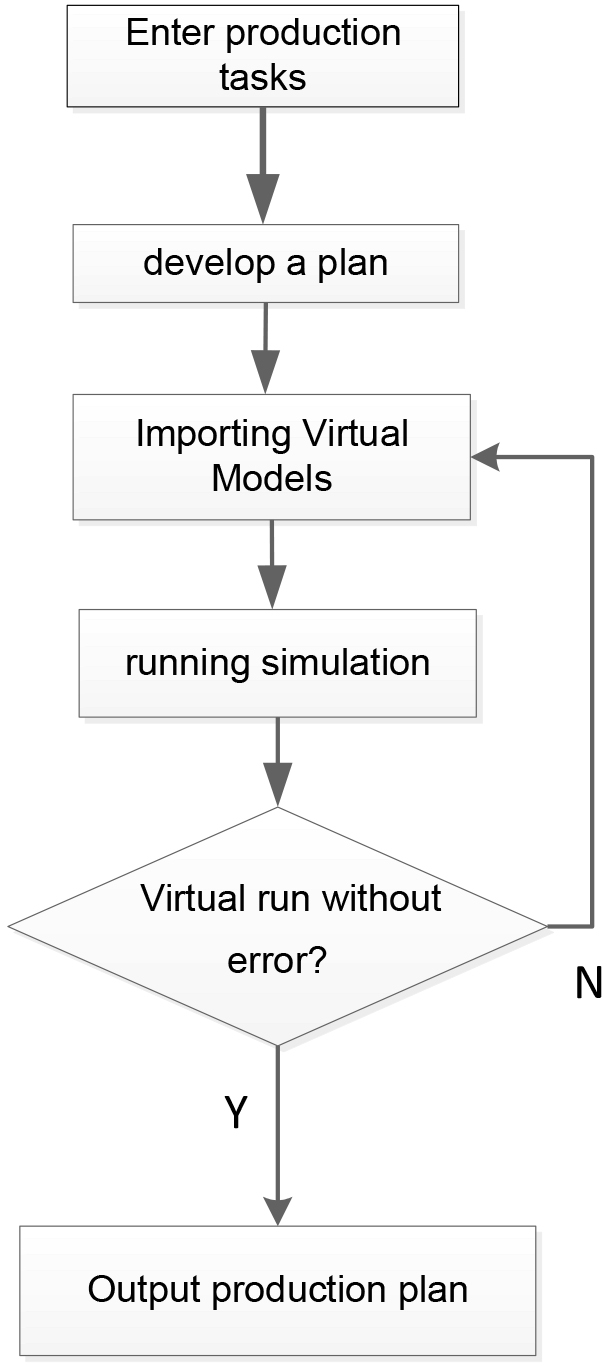
The Building Information Modeling (BIM)-based Predictive Manufacturing System (PMS) consists of five parts, including Production Service System (PSS), Production Control System (PCS), Resource Planning System (RPS), After-sales Service Systems (ASS) and Virtual Model System (VMS). The composition relationship of each system is shown in Eq. (1) and Fig. 2.
Production service system (PSS) is a collection or general term for the functions of each production system in the production process, which is mainly used to achieve prediction and optimization services for production factors, production plans, production processes, etc. by combining with virtual models. Before production starts, the initial production plan is sent to the production control system, which simulates and evaluates the production plan through the virtual model, and feeds back the unreasonable places in the production process to the production service system for modification, so as to improve the production efficiency at the level of the production plan.
Main system components of BIM-based predictive manufacturing.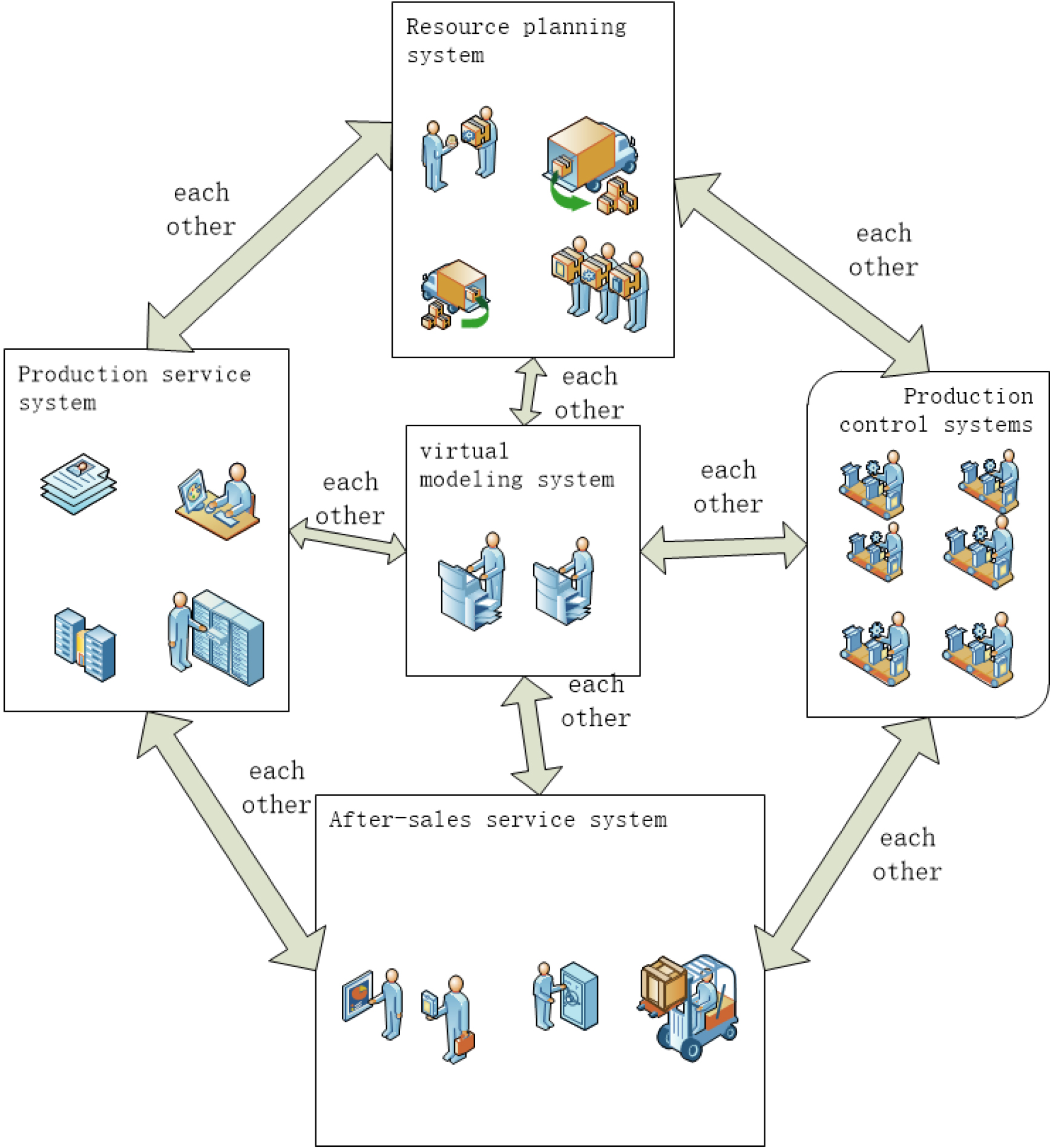
The production control system (PCS) provides overall control of the real production line with actual production capacity, and is mainly responsible for accomplishing the production tasks in the physical world. The system senses the operating status of the equipment through real-time mapping of the positional state of each production equipment, including the rotation, displacement and other state descriptions of each equipment and model, and binding with the corresponding virtual model, so as to discover and solve potential problems of the equipment in time, and to achieve on-time production without forced interruptions.
Resource planning system (RPS)
Resource Planning System (RPS) is at the foundation of the production process, which is mainly divided into Resource Master Plan and Resource Special Plan. Resource master plan is mainly for the whole production process of resource use planning, sorting of materials into the field time, reasonable placement of materials, to achieve the highest efficiency in the use of space. Resource special plan is helpful to cope with emergency insertion orders and other special planning tasks, so as to effectively respond to emergencies without affecting the premise of the normal production schedule. Resource planning system combined with virtual model, with the help of virtual model clear visualization ability, according to the demand of all factors on the use of resources, multi-schematic overall planning, to get a more scientific optimization scheme, improve production efficiency.
After sales service system (ASS)
The after-sales service system (ASS) is at the end of the production process. This system, combined with the virtual model, will play an important role in all aspects of production (business decision-making, purchasing, product design, production planning, manufacturing, assembly, quality assurance, marketing and after-sales service, etc.). When a batch of products after the completion of the production of the first virtual model of the product of the various conditions of the prediction, for the product of potential problems that may arise in advance prediction, and will predict the results of the user in advance, to achieve the purpose of preventing problems. For the actual use of the product in the process of problem analysis, and with the prediction of the results of the comparison, to generate the modification of the opinion of the record uploaded for the new production process to provide a correct and reasonable decision-making reference.
Virtual modeling system (VMS)
Virtual Modeling System (VMS) is essentially a set of models constructed with BIM concepts and contains three levels: element, behavior and rule. At the element level, the virtual workshop mainly includes the digitization/virtualization of production elements such as people, machines, objects, and environments, as well as the description of physical models. At the behavioral level, under the joint influence of driving factors (e.g., production planning factors) and interfering factors (e.g., emergency order factors), the workshop behavioral model, which is mainly characterized by ordering, parallelism and linkage, is generated. At the rule level, rule models for evaluation, prediction, comparison and optimization are built based on complex shop floor operations and evolution laws. Before production, iterative simulation and analysis of the production plan is carried out based on a virtual model that is highly approximate to the physical entity, which realistically simulates the whole process of production, and timely discovers possible problems in the production plan, and adjusts and optimizes it in real time.
Virtual model hierarchy diagram.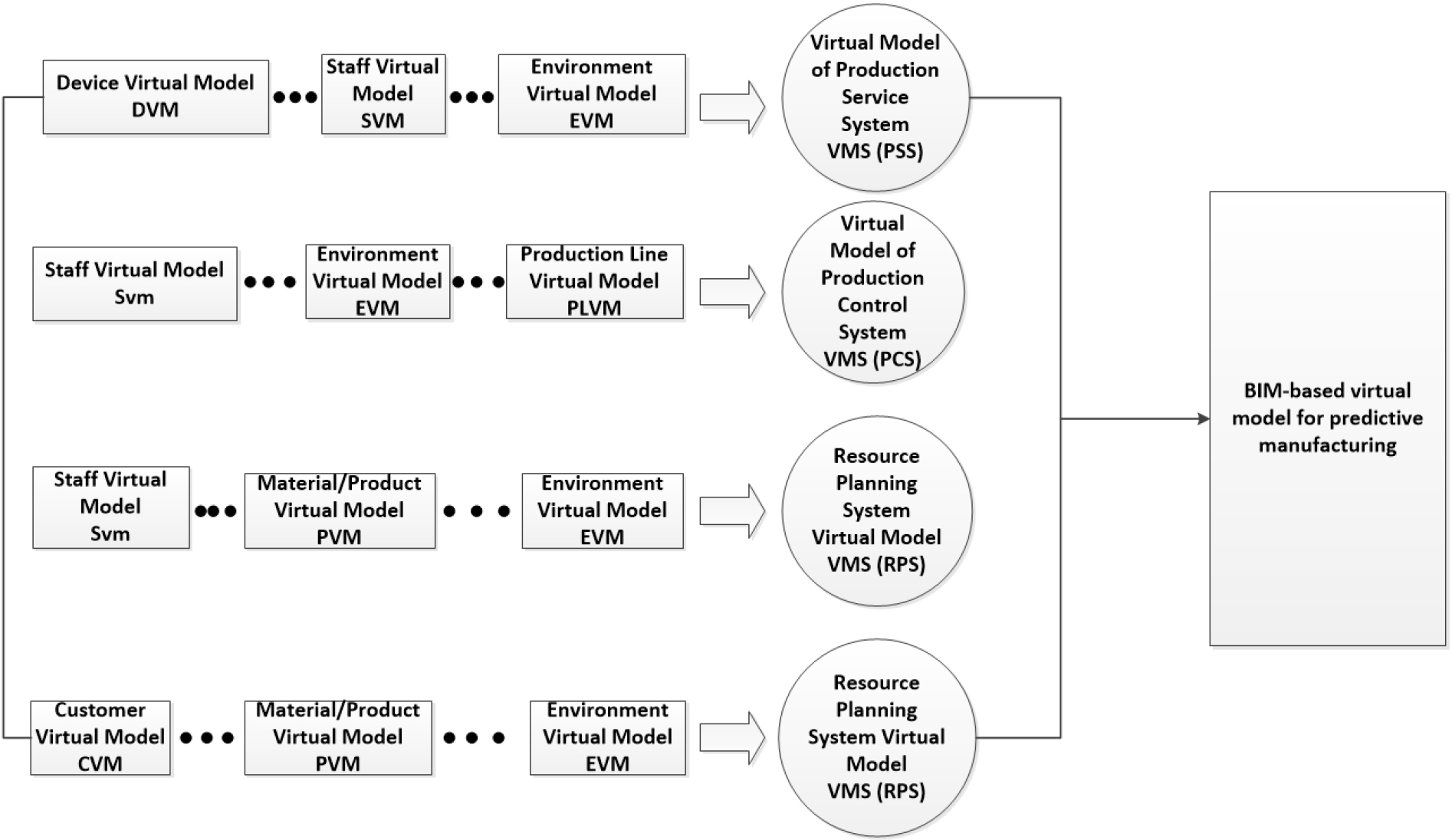
The virtual model construction of the production service system (PSS), production control system (PCS), resource planning system (RPS), and after-sales service system (ASS) is the basis for the optimization of the overall process of planning-production-sales, and it is also a real mapping of the actual physical world. The key production elements in the complete production process are human, machine, material, environment, etc. respectively. In order to truly reflect the production process, this paper is based on the composition of the various parts of the production process and the elements of the hierarchical division of the specific virtual model of the production process as shown in Fig. 3, the formula is described as follows Eqs (2)–(6):
Where:
The following describes the operation mechanism of BIM-based big data predictive manufacturing from four aspects, including production service system, production control system, resource planning system, and after-sales service system (e.g., Fig. 4).
Operation mechanism of predictive manufacturing based on building information modeling (BIM).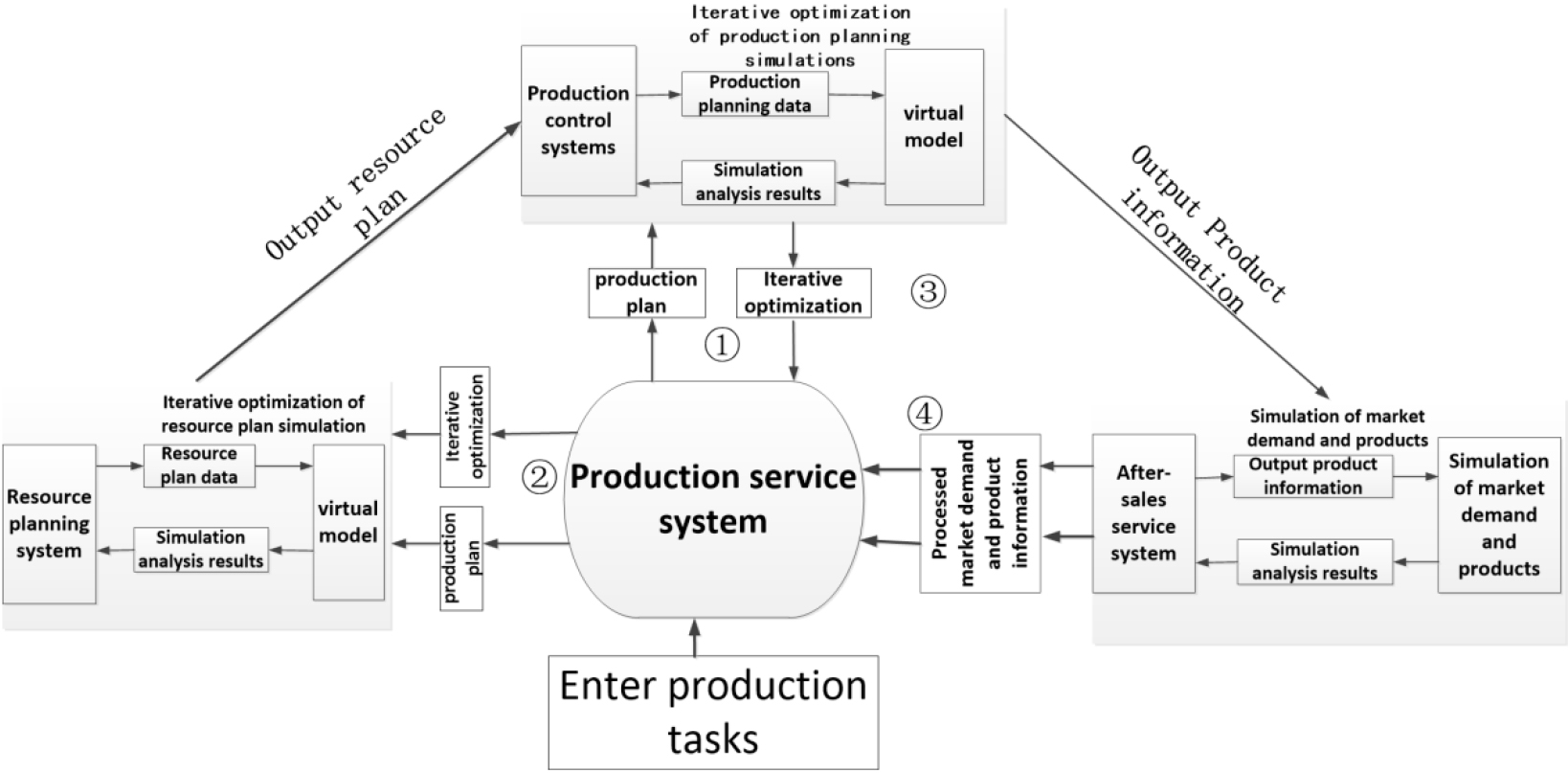
Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 1; Production service system – production control system is the process of coordinating and optimizing the production plan, reflecting the interaction process between the production service system and the production control system. When the production service system receives a production task, the various service systems in the production service system will manage and configure the production factors on the basis of the production task, and at the same time, they will also obtain the real-time data of the production factors such as personnel, equipment, materials, etc., and analyze, evaluate and predict the state of the factors, so that they arrive at the initial production plan that meets the task requirements and constraints, and is linked with other relevant links. The plan is then sent to the production control system in the form of execution instructions. Under the action of the execution instructions, the production control system, in combination with the virtual modeling system, predicts and analyzes the production tasks in simulation. During this process, the results of the simulation and analysis as well as deviations from the initial production plan are continuously returned to the production service system. The production service system then revises the production plan and issues the appropriate control instructions. This iterative process is repeated until the production plan is optimized. Based on the above process, this phase results in a production plan that best meets the production factors and the environment. The production service system stores the modification process and the finalized plan to provide a theoretical basis for the next repetitive or similar production task.
Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 2; production service system – resource planning system, is the iterative optimization process of resource planning. In this process, the production service system sends the final production plan optimized iteratively in Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 1; to the resource planning system, and the resource planning system receives the plan and arranges the resource use plan of material inletting, material using and material placing for the production process. The virtual model system simulates, analyzes and optimizes the resource plan, and when the simulation, analysis and real-time data conflict with the original resource plan, the resource planning system adjusts the resource usage plan again and sends the adjusted plan to the virtual model system again, and so on until the resource usage plan reaches the optimum. In this case, the resource plan can be closely integrated with the optimized production plan, and the perturbation of the plan has a certain degree of predictability.
Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 3; production control system – after-sales service system, is the real-time iterative optimization process of the production process. In this process, the production control system receives the production plan and resource utilization plan from Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 1; and Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 2;, and then commands the production after a reasonable combination. The virtual model first runs the received commands using a virtual demonstration to eliminate potential equipment warranty or factors affecting production. After that, in the actual production process, the production control system will collect the real-time data of equipment operation and product production process to the virtual model, which compares the actual operation data of the physical workshop with the data generated by the pre-demonstrated production instructions. When there is a difference between the two parameters, the virtual model is used to identify the interference factor, and the production process is simulated, evaluated and optimized twice according to the interference factor. On the basis of real-time simulation data and real-time production data, the production process is evaluated, optimized and predicted from the perspective of the whole element, whole process and whole business, and it is applied as real-time regulation and control instructions to the production process, so as to realize the optimal control of the production process. This is repeated until the optimal production process is obtained. The obtained data is deposited into the production control system and then integrated with the existing data, which can provide reference for similar production operations.
Stage [baseline=(char.base)] [shape=circle,draw,inner sep=0.2pt] (char) 4; After-sales service system-production service system, which is a real-time iterative optimization process for the product entering the market, reflects the interaction between the after-sales service system and the virtual model. In this process, the after-sales service system receives various information about the production of finished products and sends the received information to the virtual model. The virtual model first runs simulation simulation with the received information by means of virtual demonstration, predicts potential problems that may exist in the product by virtually mimicking the usage habits of different users, and informs the users of the predicted results in advance, which is conducive to improving both customer satisfaction and product life. In the process of actual product launching, the after-sales service system collects feedback on the use of the product, market share, and users’ opinions and suggestions on the appearance of the product, and then sends them to the production service system. The production service system will collect the information to be organized, and then provide reference factors for the next production task, modify the program, which is conducive to more perfect products and production plans.
The above four stages, from the beginning of production, to the completion of the production task, to the production results feedback and feedback information storage production service system, and then start the next stage of production operations. After four stages of iterative optimization, the virtual model system is continuously updated and expanded, and the entire production process is constantly evolving and improving, eventually constituting a complete closed-loop system.
Based on the operation method of BIM-based predictive manufacturing model, this paper takes a manufacturing enterprise as an example, and demonstrates the three processes of prediction-discovery-modification through the production line part of the production control system for on-the-ground verification.
Project profile
Founded in 1995, a manufacturing company with 600 employees is one of the inventors of the world’s three major float processes, has world-leading flat glass and automotive safety glass production technology and management experience, and its automotive glass market share accounts for more than 27% of the world. The penetration rate of robotic arms in the whole plant is 80%. Therefore, it is valuable to simulate a plan to reduce downtime for robotic arms.
Virtual modeling
When constructing the virtual model of the mechanical arm, the initial plan is first carried out through the BIM idea, and then the 3D modeling software such as BIM and 3Dmax is used to model the part of the mechanical arm in equal proportions, and the 3D model is imported into the Unity3D platform through the corresponding format file, and the model is given the material attributes and texture attributes corresponding to the actual situation, to complete the construction of the virtual model, and the correspondence of the on-site layout and the virtual model is shown in Fig. 5.
Site-based virtual model construction.
A virtual model of the robot arm was used to simulate the operation of the arm, and the ratio of each reason for the arm’s downtime to the total downtime rate was obtained (as shown in Fig. 6).
Status of robotic arm outages, September–November 20xx.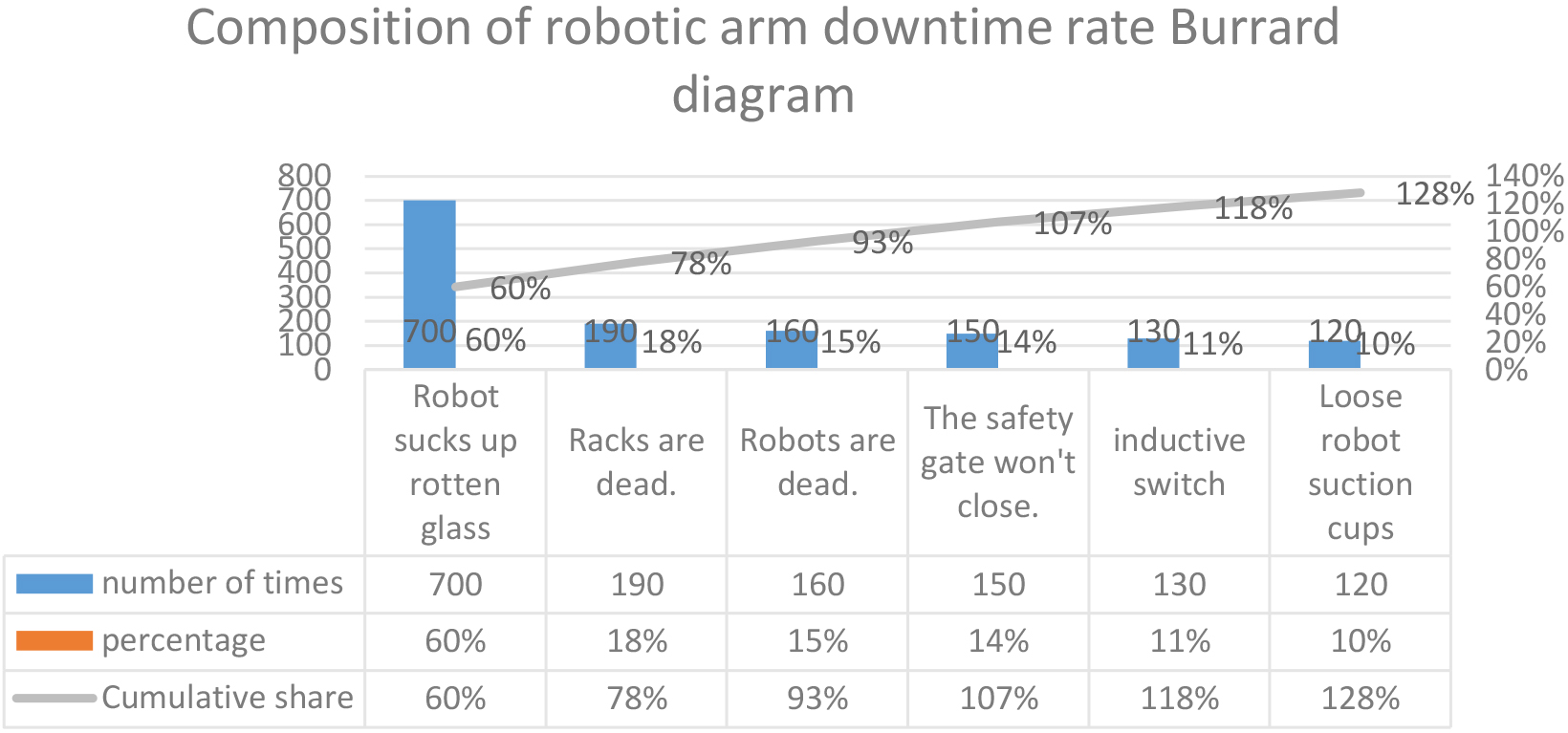
According to Fig. 6, it can be seen that the robot sucked rotten glass cumulative percentage of 60%, the rotating frame dead cumulative percentage of 78%, these two are the main cause of robot downtime, will be implemented to improve the two.
As shown in Fig. 7, through the virtual model simulation and status quo survey, the robot downtime rate is initially reduced to 2%, with a reduction of 30.1%.
Improvement goal setting.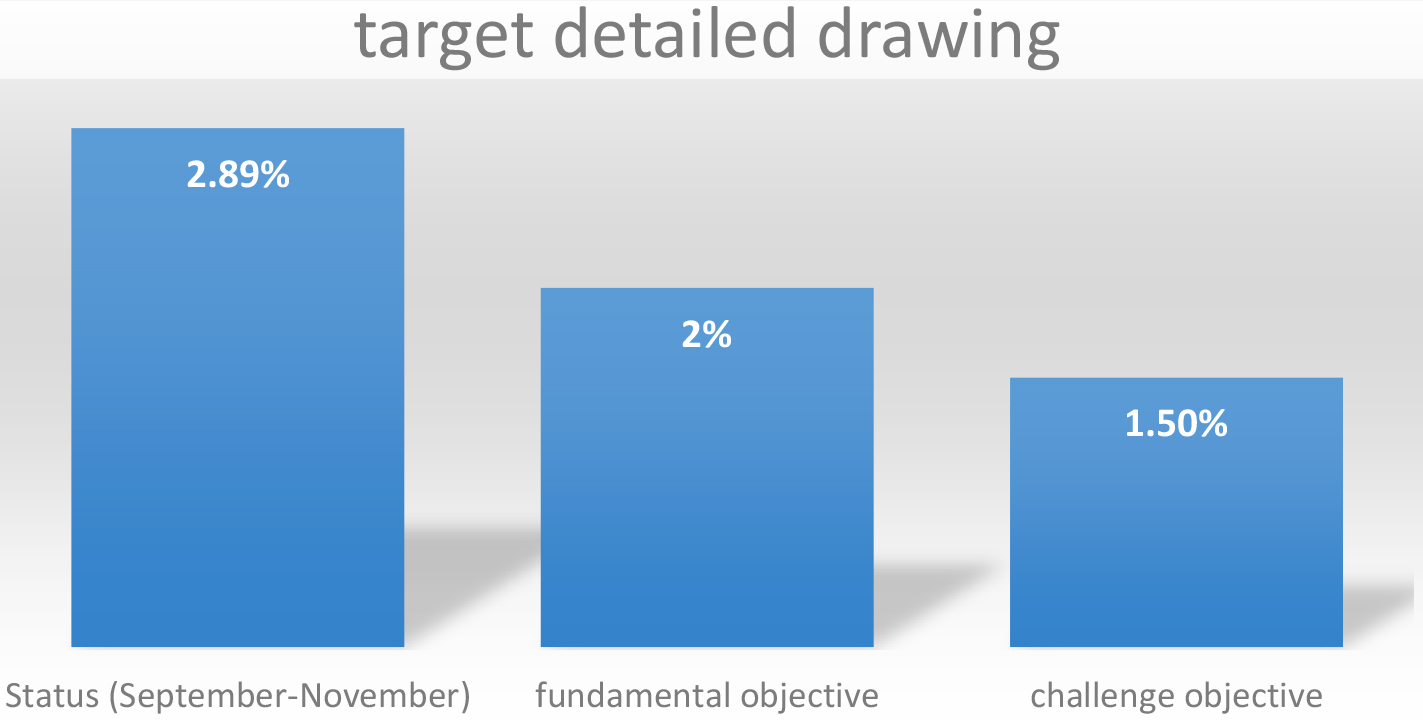
The causes of robot stoppage failures and countermeasures developed are shown in Table 1.
Effectiveness check
After the implementation of the decisions made in response to the problem, the checking of the effects is carried out (see Fig. 8 and Table 2).
In Eq. (7), P denotes the lost time before improvement; S denotes the lost time after improvement.
Causes of robot stoppage failures and countermeasures developed
Statistics of downtime loss before and after improvement
Before and after improvement.
From Fig. 8 and Table 2, it can be seen that the virtual model of the robotic arm simulation to find out the problems and then improve, can significantly reduce the loss of time, and then improve the production efficiency and reduce the scrap rate.
Based on the BIM idea, this paper builds a virtual model system based on the BIM idea, which is virtual-reality fusion, two-way driving and iterative operation, relying on the whole process from production planning to production completion as the carrier. Through the virtual modeling system (VMS) platform, the channel for interactive mapping of production service system (PSS), production control system (PCS), resource planning system (RPS) and after-sales service system is opened. On this basis, the method of empirical research, a manufacturing enterprise production process to carry out the verification of the virtual model, and then find problems, solve the real problem, to achieve for the production line robotic arm of the twin virtual and real parallel operation and interactive iteration, so that the field equipment information, production process information and other data to reach visualization and monitoring, to do the analysis of the prediction and feedback of the optimization, and effectively reduce the loss of time of the equipment downtime, for the Solving the problem of reducing product error rate and improving production efficiency provides an effective method and realization way.