
Abstract
Production planning is one of the crucial issues in manufacturing environments and is responsible for determining the optimal production and inventory levels. There are many studies conducted in this domain that are mainly focused on production planning costs. This study, proposes a novel multi-objective Mixed Integer Programming (MIP) model for multi-stage production planning. Considered objectives in this study are conflicting, un-measurable and fuzzy consisting of: determining optimal production level, minimizing work-in-process (WIP) inventory procurement cost, maintenance cost and new machine installations cost. In addition, this study provides a methodology based on fuzzy logic to maintain the desired balanced input-output relation at each stage and to achieve targeted production output in the final stage. In order to solve this model, six different multi-objective optimization methods are used and then compared. Among the findings of this study, with the focus on minimizing the total cost of the production system, we consider determination of the appropriate stages for the provision of WIP inventory, maintenance and the installation of new machine(s) to create a production process with minimum stop altogether. The solution approach is illustrated with a numerical example. Finally the sensitivity analysis in the form of charts is presented.
Keywords
Introduction
Production naturally covers a wide range of definitions and differences and these differences become more tangible considering the extensiveness and the expected level in management regarding the production set. In the most general state, production is a human activity process by which the production factors are combined and the services and goods are provided. Production means the creation of new economic profits. One of the most extensive forms of production planning is multi-objective productive planning in which the final product is completed through several stages.
In a production system, due to the diversity of work domains and as each of these domains has a specific objective, the consideration of production planning in the form of a multi-objective production planning problem will lead to more effective management and better ability to control production systems. As the economic policy in industrial units and organizations is more focused on gaining profit, one of the factors considered is related to the reduction of costs of maintenance of machinery and equipment in the production system. If this factor is applied accurately and in a controlled manner, significant reduction in production costs will be resulted. Creating a balance between production planning and maintenance is necessary for the success of manufacturing companies, improvement of marginal profit and efficacy of the industrial units which is very much appreciated by the researchers. In this regard, this research expresses production and maintenance planning simultaneously under different scenarios such as the number of production, WIP inventory, and the optimal balance in the input and output ratio of inventory considering maintenance. In this research we want to know “how to combine multi-objective and multi-stage production programming using fuzzy programming”. As uncertainty is a real world characteristic and this uncertainty is manifested in production plans, fuzzy logic can be used as a useful tool to face the uncertainties. Often the organizations face difficulties in their production process as given below: Imbalanced input-output relations between the consecutive machines may cause a stop in the operation of the production line. Random machine breakdowns in the production line. Existence of multiple numbers of objectives which are conflicting, un-measurable, and fuzzy in the production planning process. WIP inventory and new machine requirements in the production process stages are difficult to determine due to the unavailability of the breakdown data in clear terms.
Among the problems mentioned above, input-output imbalance and unpredicted breakdown of the machines are more significant as these problems may lead to idle times in machines which in turn impact the final production. In other words, the production process may need WIP inventory or standby machines due to different reasons such as machine breakdown, unequal machine cycle times, imbalance of input-output relation and output among the consecutive machines. WIP inventory procurement and installation of new machines during the production process affect the maintenance of the production line continuity. This study, a methodology based on fuzzy logic to maintain optimal input-output balance, develops the target production output. This can be done through WIP inventory procurement, maintenance of the existing machines or installation of new machines at appropriate stages. As the installation of new machines will incur heavy costs, this option is used as the last auxiliary option and only in cases in which the existing machines are not enough for the delivery of the required outputs or in cases in which the inventory cannot be managed from external resources at cheap rates or when the maintenance of the existing no longer effective. All organizations need management to continue their activities. Management from the operational point of view includes tasks such as planning, organization, decision making, leadership, and control. Considering these tasks, this study attempts to provide the necessary framework for achieving one of the management goals that creates a production process with minimum failure. In this regard, this research suggests simultaneous exploitation of three strong strategies such as WIP inventory, maintenance activities, and the installation of new machine in order to achieve a production process with minimum failure. Nowadays, by considering the high cost of organizations, cost management is a vital affair that each organization and company, on their own terms, chooses a method to reduce the costs, and then control the organization’s costs. In this field, we considered an approach to minimize and manage the costs and determine the appropriate stages to apply the mentioned strategies in the multi-stage production process. The management performance is usually evaluated by two indicators of Production Quantity and Cost. In parallel with the creation of a non-stop production process minimizing the total cost of production system and production management and also achievement of a certain amount of production quantity are considered as other management perspectives considered in this research.
Considering the uncertainties governing decision-making conditions, using fuzzy numbers is an appropriate approach for archiving real status. Fuzzy numbers play a significant role in quantitative formulation of fuzzy variables which can be in the form of linguistic variables. In other words, the fuzzy linguistic approach, with the help of linguistic variables, provides data in the form of linguistic data. The tool used in this regard is a set of verbal terms which consists of a range of qualitative data with fuzzy membership function. For example, weight is a linguistic variable whose possible values can be expressed as “very low”, “low”, “average”, “high” and “higher”. The way of creating fuzzy sets and the definition of their membership functions depend on their application range and domain. The definition of a fuzzy set for the intended concept is completed with the definition of an appropriate membership function. Definition of appropriate membership function s is considerably important because if the membership function defined is not appropriate for the fuzzy set, all the analyses and studies will suffer deviations.
Harmony between maintenance and production departments is necessary for the success of modern companies [1]. These two activities are clearly linked and, together, contribute to the improvement of the profit margin and the company’s effectiveness. By reviewing the previous researches, different models have been proposed, of integrating the production planning and maintenance, especially in recent years. Most of the existing models investigate the cost of production planning, and maintenance, while this research simultaneously addresses these two issues in order to reduce the total cost of the production system, increase the production quantity and also minimize the failures of the equipment. By comparing the current research with previous studies in the literature review, the contributions of this study can be summarized as follows: The first contribution of this study is proposing a new model based on fuzzy logic in the frame of multiple conflicting objectives. In this research, two important objectives of the production process, namely the cost and the production quantity, are considered simultaneously, which are not usually consistent. The most common approach of creating a membership function is to use the Zimmerman linear form. In this research, the membership function is defined using linguistic variables and allowable deviations. A new multi-objective optimization approach is used to solve the fuzzy multi-objective problem. Another contribution of this research is the simultaneous use of the WIP inventory, maintenance activities and installation the new machine(s). Also, appropriate stages to use this facility in a multi-stage production system to decrease the failures are determined, in order to minimize total costs and maximize the production quantity simultaneously.
The rest of the paper is organized as follows. A brief review of the related studies is done in Section 2. The problem is formulated as a multi-objective MIP model in Section 3. Section 4 explains the solving of the problem and solution approaches. The steps for solving the model together with a numerical example for showing the application of the proposed model are presented in Section 5. Section 6 presents sensitivity analysis. Finally, discussion and conclusion are presented in Section 7.
Literature review
In recent years production planning and maintenance scheduling are among the most common and important problems faced by manufacturing industries and more vital to achieve success. Consequently, there is a substantial amount of research dealing with production planning and also, there is a number of papers exist that dealing with maintenance scheduling. But only a few papers discussed the issue of combining production planning, preventive and corrective maintenance. It is necessary to mention that production planning has been widely employed in different fields such as inventory control, supply chain and so on. Given that, in the review of the literature the aim is to review the studies that have been conducted on this topic. Considering the extensiveness of the topics and in order to increase the accuracy, detailed of researches are provided in Table 1.
Brief literature review
Brief literature review
Problem statement
Production planning is a decision-making process involving resources needed by the organizations for production operations and allocation of these resources for the production of the product in the targeted number and with the minimum cost. Maintenance affects production systems through different perspectives such as cost, time, and so on. In this research, we consider a multi-stage production planning that in each stage, at least one machine is working. WIP inventory, maintenance activities and installation of new machine(s) are used simultaneously in order to decrease the failures in production system and also to achieve goal production quantity. The appropriate stages are determined to consider the operational constraints (such as maintenance activities), and the objective of minimizing total costs. With regard to the lack of information, the input data of real production planning problems is, often considered in uncertain situations. Therefore, in order to manage these uncertainties, the vague parameters are expressed as fuzzy numbers. Thus, the mathematical formulation of this problem is developed as follows.
Model assumptions
Given the explanations stated in the previous section, the presumptions considered in this model are as follows: The following information is determined at each stage: total number of stages, total number of machines in each stage, the daily production rates of existing machines, the capacity of existing machines (in terms of operating days), the cost of installing new machines, the cost of purchasing WIP inventory at each stage, the maintenance costs and the monthly production rate of the new machine at each stage. In most of the management information systems, the previous production information is stored by the production unit experts and is available. Due to the nature of this information, some of them may be ambiguous. The manufacturing rates of existing machines, the cost of installing new machines, the cost of inventory and maintenance costs are expressed by fuzzy terms. The reason behind ambiguity is that real world problems often occur in uncertain conditions. These uncertainties are also reflected in decision-making problems, therefore, decision makers and experts of industrial units will have a vague understanding of these parameters. So, using fuzzy set theory is useful in such problems. Determining appropriate stages for WIP inventory procurement, maintenance actions and determining appropriate stages for the installation of new machines. Determining operational and logistic constraints Determining ideal values for each objective.
Notation
The decision values, parameters and the variables expressed in the mathematical formulation of the problem are as follows:
Indices
i Number of stages i = 1, 2, . . . , S
j Number of machines j = 1, 2, . . . H
Fuzzy parameters
Crisp parameters
A i Production capacity at i th stage
A ji Production capacity of j th machine at i th stage
P i Production capacity rate at i th stage
P Ni Monthly production rate of new machine at i th stage
NM Number of new machines
AI Amount of allowable inventory
Decision variables
Z i New machine capacity at i th stage
S i Combined monthly machine operational days in the i th stage
Y i Amount of inventory at i th stage
L i 1, if a new machine is installed at stage i, or 0, Otherwise
I i 1, if inventory is bought at stage i, or 0, Otherwise
q i Decision variable for determining the appropriate stage of preventive maintenance
x ji 1, if maintenance operations are done on machine j at the stage i, or 0, Otherwise
Multi-stage production planning system
Nowadays, due to the competitiveness of the market, organizations have to increase their efficiency and optimize their production operations in order to survive. Production planning includes a wide range of topics and issues and one of the most common systems in the domain of production is multistage production system. Multistage production process involves several stages, each having one or more machines, and each machine at each stage can be identified with a specific production rate and capacity. The output of each stage is an input to the next stage and this process continues until the last stage in which the final product is completed. The studies conducted in this regard include the study by Feylizadeh et al. [32] in which the researchers considered a multi-period multi-product planning system. As pointed out before, in a multistage production planning problem each machine at each stage has a specific production capacity and rate. In order to determine the production capacity and rate at each stage, it is necessary to calculate the combined production rate and capacity for each stage.
Capacity
Production capacity is the maximum volume of products or services that is producible in the time range. In other words, the output level of each device is referred to as the production capacity of the device. For this purpose, among the capacities related to existing machines in stage i which is demonstrated by the parameter A
ji
, the minimum capacity is considered as the production capacity of that stage (A
i
) by Equation (1):
In the simplest possible form, the production rate can be defined as the production number in time unit. As we are dealing with a multistage production process, the rate of combined production for stage i (P
i
) is calculated as the sum of production rate of existing machines in that stage based on the fuzzy parameter of daily production rate of existing machines j in stage i (p
ji
) and using Equation (2).
Multi-objective multi-stage production planning problem is expressed in the form of a MIP model by introducing indices, parameters, decision variables, objective functions and constraints. The multi-objective model highlighted in this study is based on the model introduced by Gupta and Mohanty [33]. In the present mode, in addition to the objectives pointed out by Gupta and Mohanty [33], the objective function related to the minimization of the maintenance cost as a new and homogenous function in line with minimization of the overall cost of the production system was added. The constraints related to this objective function are the constraints related to scheduled and unscheduled maintenance. Based on these explanations, the new multi- objective model is constructed as follows:
In the above multi-objective MIP model, Equations (3)–(6) are the objective functions whereby in each objective function, the symbol “∼” represents the fuzzified values. In this model, the objective function (3) maximizes the production target. The total WIP inventory cost in the production process can be calculated using the objective function (4). The objective function (5) minimizes total maintenance cost of production planning (fixed and variable). In Equation (5), the first part is related to the fixed preventive maintenance costs and the second part represents the costs of the variable related to maintenance of the unpredicted breakdowns. The new machine installation cost is similarly defined as objective function (6). The mean WIP inventory is obtained through the fuzzy constraints (7) and (8). In Equation (7), the first section is related to the semi-finished products at stage i and the second section is the units consumed by the existing and new machines at stage i + 1, a constraint which is considered in the fuzzy environment. For each stage, with a definite number of machines, each with a definite capacity, and the capacity of each stage that is determined in the form of the lowest capacity of the machines existing at that stage, the capacity constraint is defined as Equation (9). In a production process the policies governing the production system and consideration of significant parameters such as costs lead to some constraints in procurement of the significant elements such as new machines. Therefore, this constraint can be shown in the form of Equation (10). Similar to the constraint (10) and for minimization of the costs, the constraint related to the maximum allowable inventory shows Equation (11) can be used. Operational constraints guarantee that a new machine or inventory is purchasable only if the capacity of the existing machines is finished. If T i is the unused capacity in i th stage, the WIP inventory procurement and installation of a new machine is doable only when the existing capacity is zero. In other words, the system must not recommend the purchase of machine at a stage unless the capacity existing at that stage is completely used. Therefore, if there is a level of unused capacity, a new machine must not be purchased. This constraint can be shown using Equation (12) where M is a very large number. As Z i specifies the proportion of the utilization of the new machine in the system, we have the constraint (13). The constraint (14) ensures that system will not recommend inventory purchase at a stage unless the inventory at that stage is completely used. I i is a binary variable that determines whether the inventory is purchased at a specific stage or not. Therefore, we will have Equation (15). New machine installation and inventory purchase at a stage are considered as mutually exclusive. This constraint can be shown using Equation (16). Equation (16) suggests that in the production system the new machine or inventory or none of them is used. As there may be one or more machines installed at each stage in a multi-stage system, at least one scheduled maintenance action is doable at each stage of the production stages. This constraint can be shown in the form of Equation (17). In some cases the machine on which maintenance action has been done before may experience unexpected failure and scheduled corrective maintenance may be needed too. This case can be expressed using Equation (18). As pointed out, the intended problem can be defined by the Equations (19)–(20).
The production planning and maintenance scheduling are the two important subjects in production systems which can have significant cooperation in order to improve the production process. Current research describes an integrated model of production planning and maintenance scheduling. This model presents a new approach to achieve a production system with minimum failure. The criteria for the effectiveness and feasibility of the proposed model in this study are as follows: Using fuzzy logic to introduce ambiguous information in manufacturing environments increases the ability of decision makers to make better decisions under uncertain conditions. The calculation of membership functions based on the definition of goal values and allowable deviations allows the decision maker to modify membership functions to obtain optimal solutions. This model helps organizations to minimize failures in the production systems using facilities such as WIP inventory, maintenance activities and installing new machine(s) simultaneously. Another advantage of this research is that using the mathematical model and determining the appropriate stages can minimize failures and total costs.
The other advantages of this research are presenting sensitivity analysis in the form of graphs and determining the allowable ranges for changing sensitive parameters without changing the target values.
Solution approach
Turning fuzzy values into crisp values
The use of fuzzy data in decision making, calculations and modeling is different from implementation of fuzzy results in the real world. Despite the fact that most data humans deal with everyday are fuzzy, many actions or decisions adopted and implemented are crisp. Therefore, when the analyses and calculations are done by fuzzy data or a model is created based on fuzzy structure and fuzzy input data, the calculations and the model must either act in a way that their output is a crisp action or decision or the fuzzy result is turned into a crisp result using a series of operators. As a result, defuzzification can be defined as turning a fuzzy result into a crisp result.
Calculation of the weight of the objectives in a multi-objective problem
In a multi-objective problem the decision maker is faced with a set of objectives that are not in line with each other and are mainly in conflict. Generally it is assumed that problem objectives have an equal degree of importance while the importance of the problem’s objectives may be different for the decision maker. It is obvious that in dealing with the real world conditions, we will be dealing with a multi-objective problem with different relative significances. In such problems, in order to reflect the importance of the objectives in relation to each other, a parameter called “weight” is considered for each objective function. There are different methods for calculating and determining the weight of the objectives. The following methods are among these methods: The methods based on the decision maker’s view Ordered Weighted Averaging (OWA) operators
OWA operators are used in this study in order to calculate the weight of the objectives. These operators, which were introduced by Yager [34] for the first time, were widely used in different domains such as multi-criteria decision-making methods, data analysis, neural networks and intelligent systems. There are two main methods for the calculation of objective weight in a multi-objective function using OWA. In the first method the weighted vector is determined using the sample data. And in the second method the weighted vector is calculated using linguistic quantifiers. As the second method is considered in this study, this method is explained below.
Weight calculation using OWA operators
Linguistic quantifiers are used for the calculation of the weighted vector in the second method and this can be calculated using Equation (21) [35]:
In Equation (21), i is the index number and n is the number of the indices. Q is a linguistic quantifier that reflects fuzzy concept and is used for the calculation of the weighted vector of the aggregation operator and is shown as Equation (22).
Where (a, b) is the quantifier interval which is expressed by the decision maker.
It should be noted that in the second method of weight calculation OWA operator is used, instead of linguistic quantifier definition, the indices can be prioritized in descending order based on their importance so that the first criterion has more importance than the next criteria and then Equation (23) can be used for the calculation of the weight related to each objective [36]:
Expression of the objectives in fuzzy condition permits greater flexibility in achieving the objectives and the level of allowable deviation in the aforementioned objectives. This allowable level of flexibility for each objective is stated first in the form of linguistic terms and then equivalent numerical value. In the present study the membership function related to the fuzzy objectives is calculated using a new method that is completely different from the existing methods; it is calculated using the expression of the goals and definition of the allowable deviations for each objective that is defined by the management. Therefore, the linear membership functions can be defined as follows:
The maximizing objective functions
The Equation (24) is used in order to calculate membership function of maximization type:
In Equation (24), if the desired target is greater than or equal to the desired value defined for that goal (g ≥ N g ), we can say that we have achieved complete satisfaction for that goal (μ (g) = 1). If the target is less than Ng, the satisfaction levels will be gradually decreased. If the target value is less than N g * (1 - d g ), the satisfaction level will be zero.
The membership function for the objective functions of minimization type is as Equation (25).
In Equation (25), if the target value is less than or equal to Ng, we achieve satisfaction for functional target (μ (g) = 1). If the target is greater than N g , the satisfaction level will be decreased and its certain value will be calculated when the considered target is in the range of N g * (1 + d g ) ≥ g ≥ d g using Equation (24). If the target value is greater than N g * (1 + d g ) the satisfactory level will be zero.
Equation (26) is used in order to calculate membership function for constraint of equality type. In Equation (26), both minimizing and maximizing membership functions are used simultaneously.
The parameters in the above functions are as follows:
g The objective function
N g The desirable value corresponding to the objective function g
d g The level of allowable deviation for the objective function g
Nowadays, as there are many parameters that enter the decision-making process, multiple objectives are used for achieving the intended utility. In addition, as there are multi-objective problems governing the real life conditions and their extensive application in different domains, the researchers have shown considerable interest in this domain and many methods for the optimization of multi-objective problems have been proposed.
The studies conducted in this regard include the study by Bagherpour et al. [37] and Noori et al. [38]. In line with this, and in order to aggregate objective functions of the problem and turn the multi-objective problem into a single-objective problem, the method by Alavidoost et al. (2016) is used. To more study in this regard, see articles [39–41]. As the objectives in a multi-objective problem usually do not have the same level of importance and the importance of the objectives in relation to each other is reflected in the weight determined for each objective, this method shows the importance of the objectives well. Thus, we can construct the mathematical model as follows:
In the model (27), μ k (x) refers to the satisfaction level of objectives and δ denotes to small positive number which is normally set to 0.01. Additionally, the relative importance of k th objective is represented by θ k , so that ∑ k θ k = 1, θ k > 0. Moreover, the compromise degree among the objectives and minimum satisfaction level of objectives is controlled by λ0. Also, λ k represents the auxiliary of k th objective. Finally, x represents decision variables and F (x) should be interpreted as feasible area which covers all the constraints [42].
In order to assess the practical aspects and the scientific value of a model and the validation of the results, the model needs to be tested in the real conditions and with the support of real data. In this part, in order to clarify the performance and applicability of the proposed model and solution approach, a numerical example of a real-world scenario in an automobile industry is presented. The problem considered in this scenario is a multi-stage production planning problem for making a crankshaft of different sizes in the automobile company. The production line of this crankshaft manufacturing system consists of 25 continuous stages, in which at stages 3, 4, 6, 8, 12, 19 and 20 one machine is deployed and in other stages more than one machines are deployed [32]. By considering this production system as the basis of work and as some of the coefficients and parameters are stated in a fuzzy form in the model, there are different approaches to solving the above problem. On the other hand, the number of the target objective in the mentioned multi-objective model is more than that of a conventional multi-objective problem. This has made the optimization of the proposed multi-objective problem a little difficult. Considering what has been pointed out and the model, the solution stages together with the numerical example are as follows:
The numerical example presented in this section is based on the study by Gupta and Mohanty [33] and the initial data are related to crankshaft production in the automotive industry. The linear production process includes 10 stages and one or more machines at each stage. The production process starts with the raw material processing at the first stage, and semi-finished products are produced at the subsequent stages. This continues until the last stage (10th stage) when the final product is produced. Due to the machine breakdown, unequal time cycles between the machines and the imbalance in the input-output relation between the consecutive machines, it is possible that the production process may need WIP inventory, maintenance of existing machines and, in special conditions, standby machines for extra work for maintaining production line operation. The data and information pointed out below are extracted from the production unit: Total number of stages, the number of machines in each stage. Daily production rates of existing machines and their capacities in terms of operational days. New machines installation cost in each stage. WIP inventory cost in each stage. Fixed and variable maintenance cost in each stage. The objectives defined linguistically and their priority levels. The logistical and operational constraints.
The production unit has the following logistical and operational constraints on its production system: Number of new machines set ups should not be more than one and the new machine cannot be set up at stage 6. The logistic support does not allow the company to buy more than 7000 units of WIP inventory in the entire production process.
The management has suggested a set of multiple goals in order of their priority as follows: Production target should be 10746, however, if it required a small deviation it is acceptable. WIP inventory be maintained around 10 units. However, considering the statement of the objectives in fuzzy conditions, little deviation over 10 units is acceptable but in no case should it exceed 20 units at any stage. Inventory cost should be around 4979, however, a little deviation is acceptable. Maintenance cost should not be more than 149 but a slight deviation of this amount is allowable. New machine installation cost should not be higher than 598 but a slight deviation from this value is negligible.
Considering what has been pointed out, the numerical solution will be as shown in the following steps:
The steps and their related information
The steps and their related information
The parameter b is the most likely value and the parameters a and c are the lower and upper bounds of fuzzy number
The defuzzified values, the capacity and the combined production rate for all the stages similar to the aforementioned methods are summarized in Table 3.
The steps and their related information
The linguistic variables
As the objectives pointed out are at fuzzy condition, as pointed out before in the definition of the objectives a little deviation in the objectives are acceptable, the range of the allowable deviation from the objectives and constraint that is defined by the decision-maker is as shown in Table 5.
The allowable range of deviation from the objectives
Similarly, the weight is 0.142 for the inventory holding cost, 0.120 for the maintenance cost, 0.106 for the new machine installation cost and 0.185 for the mean WIP inventory. As the sum of the objectives is equal to 1, we have:
In order to compare the accuracy of the method pointed out, the solution obtained using the method proposed by Alavidoost is compared with the solutions obtained from other methods which is summarized in Table 6.
Comparison of the solution obtained from different methods
In the present study, the solution obtained for the multi-objective production planning problem using Alavidoost’s method was compared with those of several other optimization methods. It should be noted that in multi-objective optimization problems achieving the non-dominated (Pareto) solutions is the aim. Pareto solutions mean a set of non-dominated solutions at the search place. It should be noted that in the aforementioned problem a novel method which is completely different from the existing methods is used that is based on fuzzy logic and the solutions obtained are calculated based on goal values and defined allowable deviations for each objective function. Based on these explanations and by exploring the solutions obtained for the methods mentioned in Table 5 and considering the goal values and allowable deviations, it is concluded that the method proposed by Alavidoost et al. is closer to the defined goal values. Therefore, this method is considered more appropriate for the present model. It should be noted that this does not mean that other methods are ineffective and their strengths are not disparaged.
Sensitivity analysis is a significant step in modeling to achieve valid results and accurate information. The main objective of using sensitivity analysis, in addition to the analysis of the uncertainties of the parameters, is determining and specifying those sets of input parameters that have had the greatest impact on the model output [49]. As the widest range of allowable changes consists of the coefficient of the variables in the objective function and the element at the right side of the constraints [50], the sensitivity analysis related to these factors is shown in the form of Figs. 1–5:
The production target.

The WIP inventory cost.

The new machine installation and maintenance cost.
The mean WIP inventory.
The maximum allowable inventory.
As seen from the Fig. 1, this objective function is more sensitive to the parameter of combined production rate at the last stage, compared with the other parameter (the monthly production rate of the new machine at the last stage), and if the value of this parameter is increased from 214.75 units to 250 units, the target production number will change from 9874.453 to 10716.25.
The objective function of WIP inventory cost
As Fig. 2, if the cost of inventory procurement is changed from 52.5 units to 45 units at the stage 9, the cost of inventory procurement in the whole production process will be reduced to 3150 units and if it is changed to 75 units, the cost will reach the highest level.
The new machine installation and maintenance cost objective functions
Considering Fig. 3, if the maintenance cost at the first stage is increased from 33.75 units to 45 and 105 units, the maintenance cost at the whole system will reach the highest level. Also with the increase of new machine installation at the tenth stage, the cost of machine installation in the whole process is continuously increased.
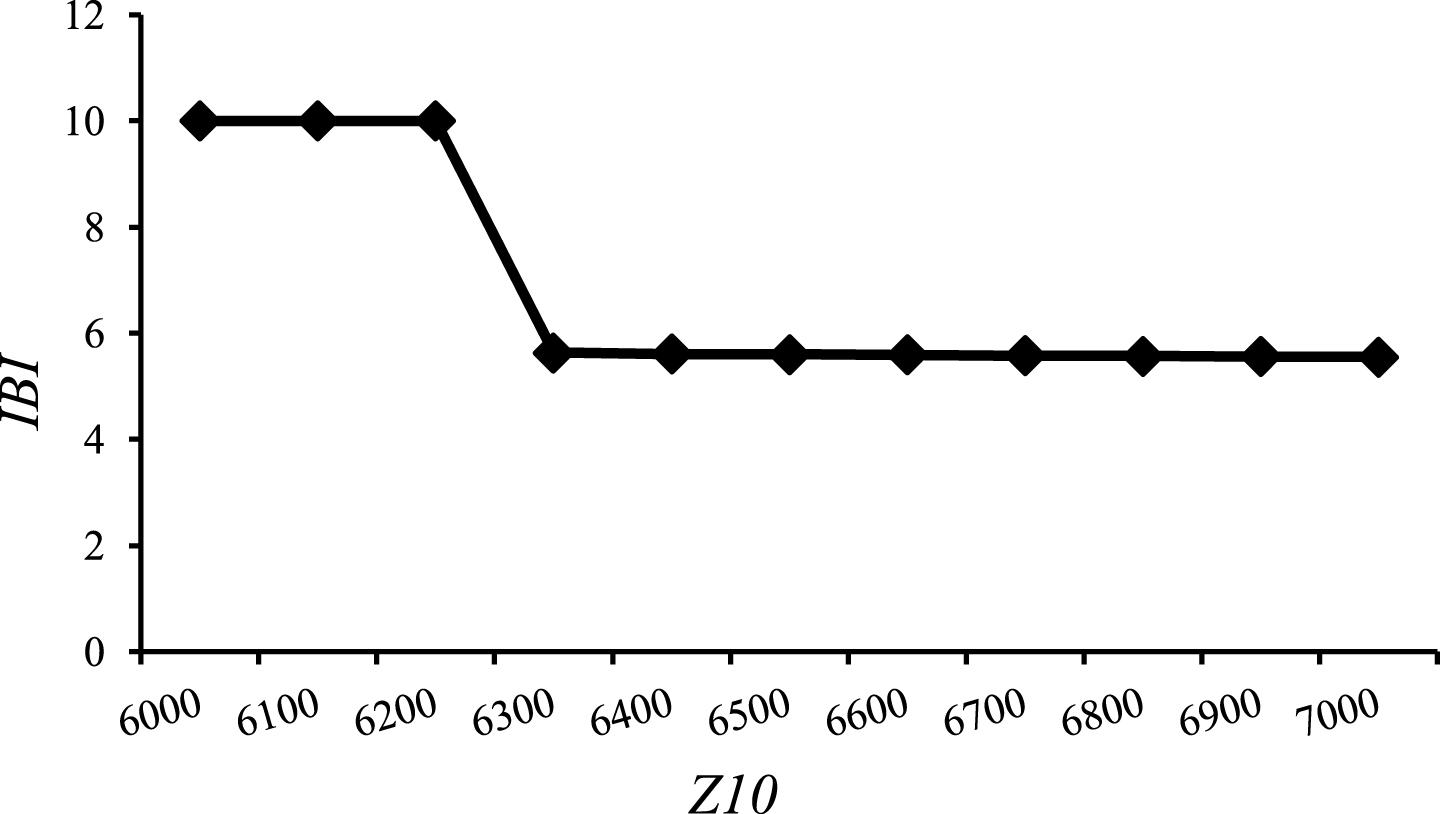
The constraint of mean WIP inventory
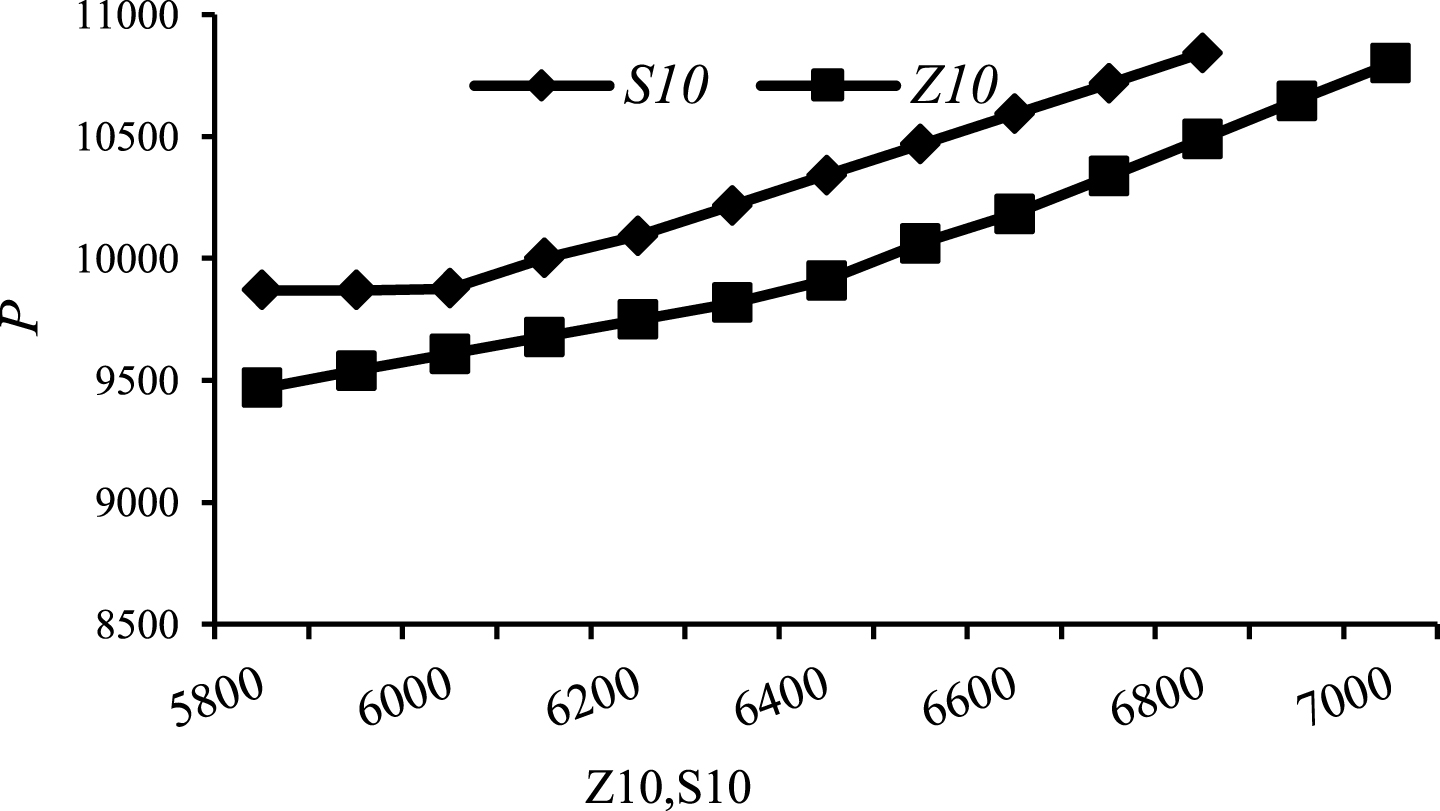
Considering Fig. 4, it can be found that the constraint of the favorable inventory balance is more sensitive to new machine monthly production rate, compared with other parameters, and if the value of this parameter is reduced from 6375 units to 6000 units, WIP inventory will reach utility with 10 units at each stage.
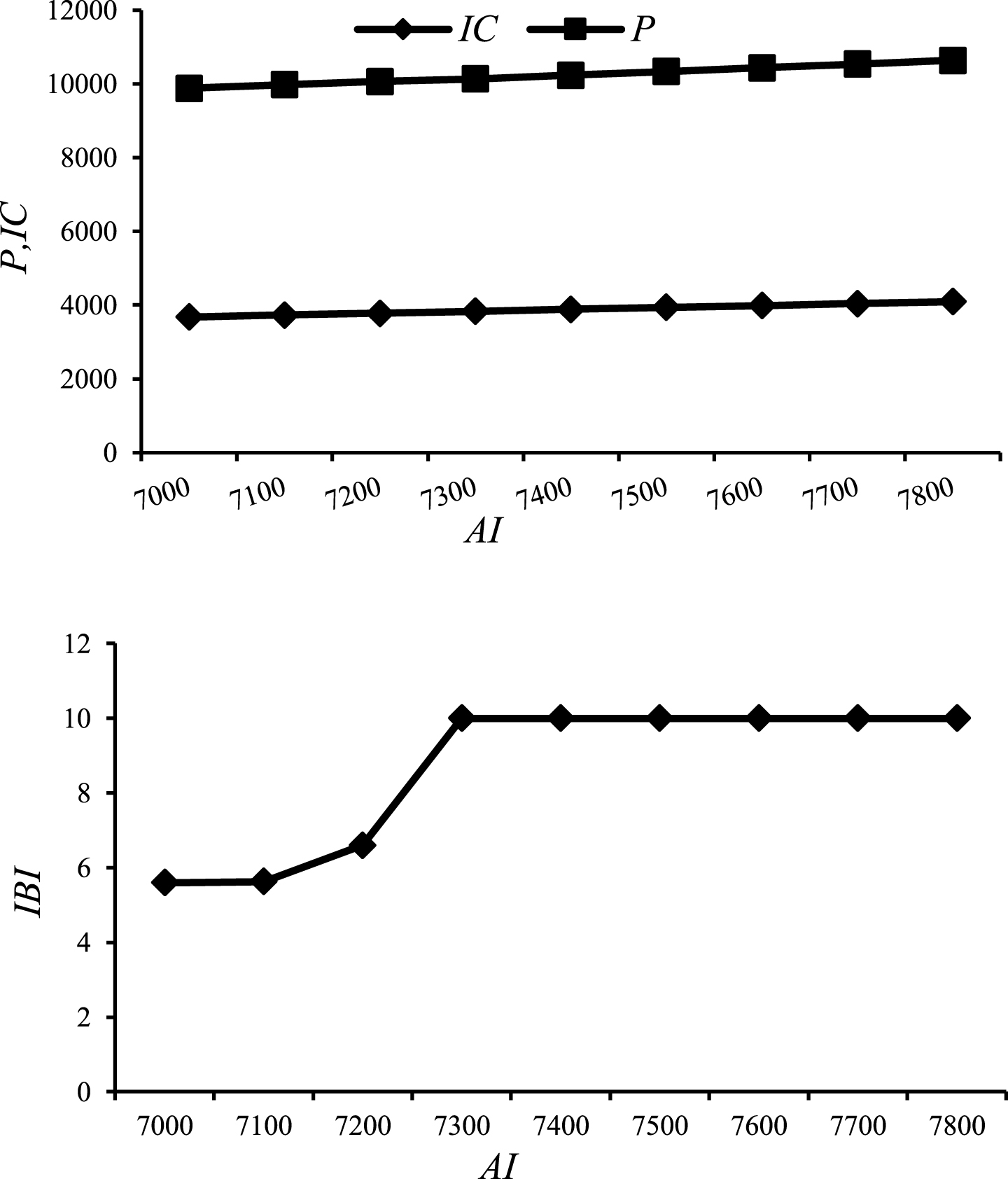
The constraint of allowable inventory
As Fig. 5 shows, sensitivity analysis is related to the maximum allowable inventory, if the value related to this constraint in the right side is increased from 7000 units to 7800 units, in addition to the increase of inventory procurement from 3675 to 4095, the number of the target production will simultaneously increase to 10635 units and mean WIP inventory will reach a favorable balance by an average of 10 units at each stage.
Overall, by exploring the results obtained in the charts it can be said that the input parameter related to the right side value of maximum allowable inventory has the greatest impact on the model output and simultaneously impacts the target production, favorable inventory balance and inventory loading cost.
Discussion and conclusion
The efficacy of production planning should be explored from different aspects. This study, unlike previous study which mainly considered production planning from the perspective of cost, proposes a novel multi-objective model for multi-stage production planning that simultaneously considers production and maintenance planning. The main aim of this study is maintaining desired inventory balance at different production stages and achieving optimal production value. This is done using a method based on fuzzy logic and through WIP inventory procurement, maintenance actions and maintenance and installation of standby machines at appropriate stage. This study, in addition to making efforts for achieving conflicting objectives, determines appropriate stages for WIP inventory procurement, maintenance actions and maintenance and installation of standby machines. A multi-objective MIP model for multi-objective multi-stage production planning problem is presented. Then a novel multi-objective optimization method is used in order to aggregate conflicting and multiple objectives in a single objective and to achieve non-dominated optimal solutions. The degree of achievement of research objectives, model assessment and the solution method are illustrated using a numerical example. The results obtained indicate that as the industrial units and organizations are after minimizing and controlling the stopping of production operations, in addition to the maintenance of equipment and machinery, which is the best possible method for increasing production coefficient and has a direct relationship with the increase of product production and providing services, other tools such as WIP inventory and installation of new machines can also be used. It should be mentioned that installation of a new machine in the production line is not an easy task and will lead to heavy costs for the organization. Therefore, WIP inventory procurement and maintenance of the existing equipment and machinery is an economically better way for maintaining the continuity in production line operations. Although production systems will incur costs due to WIP procurement and maintenance, the losses resulted from stopping of production operations are much higher. Therefore, if WIP inventory procurement and maintenance are implemented in a scheduled way and at appropriate stage of production process, they will result in the reduction of the overall costs of the production system, in addition to the reduction of the costs of the machinery’s inactivity and stopping of the production operations.