
Abstract
This paper presents the idea of Smart Virtual Product Development (SVPD) system to support product design. The foundations of the system are based upon smart knowledge management techniques called Set of Experience Knowledge Structure (SOEKS) and Decisional DNA (DDNA). It enhances the industrial product development process by using the previous experiential knowledge gathered from the formal decisional activities. This experiential knowledge is collected from the group of similar products having some common functions and features. The developed system comprises of three modules: design knowledge management (DKM), manufacturing capability analysis and process planning (MCAPP), and product inspection planning (PIP). The working of design knowledge management module is presented in this study and is validated by using an industrial case study, which suggests that it is capable of capturing and reusing the required design knowledge for material selection process. The developed system has the capability to facilitate decision making and mistake proofing during early stages of product design. It can be beneficial for small and medium enterprises (SMEs) involved in product development.
Keywords
Introduction
In today’s competitive global market, companies fight vigorously to provide good products having greater value and low cost, and therefore, use best product development strategies. There is an enormous rise in market growth and technological changes in the past years, and this turbulent environment requires new methods and techniques to bring successful new products to the marketplace [1]. This emphasizes the need to reduce all the non-useable repetitive procedures and mistake proofing at early stages of product development [2].
For companies with short product life cycles, it is very important to be able to quickly and safely develop new products and new product platforms that achieve reasonable demands on quality, performance, and cost. In past various classical methods such as Stage-Gate model process, Integrated product development (IPD), Concurrent engineering (CE), and Simultaneous engineering (SE) were developed for re-engineering of existing products and new products. Unfortunately, there are reports and project reviews as feedback principles, which for all types of development means fragmented information, delayed information, and reactive management [3].
Companies involved in product development achieve at least two types of design knowledge; first one is regarding the product itself, and the second one is concerned with how the product will be manufactured effectively to meet cost, quality and short product development cycle time [4]. Although, practically there is no clear dividing line between product design, manufacturing, quality plan, and other life-cycle issues as they are connected with each other by certain means. For example, in order to make cost-effective design decisions, a designer may need to work out even on the selection of suitable manufacturing process plan and logistic matters. Consequently, a wide range of design knowledge sources are utilized by the designers to efficiently design and develop high quality products.
The use of inappropriate design knowledge can lead to mistakes during product development and can negatively influence cost, environment, product lead times, and overall quality. Mostly, these mistakes are caused by designers relying on poor or inadequate design knowledge or by spending too much time in searching for “reliable” knowledge. Evidences suggest that designers spend up to forty per cent of their time searching for the right information. This has obvious effects on the productivity of the company investing in new product development process. Designers require different type of knowledge i.e. material selection knowledge, products’ geometric features specifications, available manufacturing processes, and products’ effects on environment [5].
Whereas, products’ impacts on the environment is measured in terms of sustainability and it requires information regarding material properties, product shape, size and manufacturing processes, etc. [6]. Sustainable design also known as “design for environment” has emerged as an important design problem and its answer can be found in process of selection of materials, design of products and processes which are in accordance with the principles of biological diversity, ecological integrity and environmental responsibility [7]. Notable efforts have been made for sustainable product development by researchers and industries to reduce global warming and reduction of resources. It is required to consider minimizing environmental impacts of product in the design stage, which has been recognized as one of the most important practices for achieving product sustainability [8].
Traditional design is often a trial and error process, which is difficult to capture design solutions and pass them to other designers. It is important to have some references from the best design practice to support a design process [9]. Computational machines emerged in the 20th century and showed their capability of performing intelligent reasoning successfully. Researchers and product designers have looked for ways to use intelligent systems to make product design more effective and to improve the quality, safety, and application of the resulting products. Intelligent systems have the ability to share some of the workload managed by designers and manufactures. They can help them to reduce errors at very early stages of engineering design, as they can acquire, manage, and organize the design and manufacturing knowledge [7].
The provision of design support in a computer-based supporting tool requires structuring or codification of design knowledge. In order to encode knowledge it must first be broken down into its most fundamental building blocks. Design textbooks, for example, represents a codification effort. However, transferring knowledge to a computer is a difficult process because the level of aggregation that humans use, and that which is useful to computers, are different. In addition, the knowledge that a computer may provide is generally far too granular to be easily understood by humans. To be of maximum use in a knowledge intensive design environment, the codified design knowledge should be made as computable as possible without compromising the original utility of the knowledge[5]. Given that even the most routine of design tasks is dependent upon vast amounts of expert knowledge and supporting information, there is an obvious need for some sort of support, which will free designers from much of the drudgery involved in searching and locating appropriate knowledge. It is assumed that the development of mature products can effectively rely upon explicit knowledge communicated through information systems [10].
This work provides solution to such problems by providing decisional support to product design and development activities by using a knowledge representation technique called set of experience knowledge structure and decisional DNA. The structure of the paper includes the background in Section 2, which presents the concepts of product development, product design, material selection for tool steel and smart products in Industry 4.0. Architecture of smart virtual product development (SVPD) is discussed in Section 3. Section 4 presents design of test case study for design knowledge management module (DKM) of system, working of material selection process, and results and discussion. Section 5 presents conclusion and future work.
Background
Product development
Generally, a product is defined as a good, service, place, organization or an idea. In this research, products are objects, which are manufactured for the end users. Product development is a concatenation of different processes and sub-processes [11]. Kusar et al. [12] summarized different stages of new product development, in which at the earlier stages the aim is to make an initial market, business, and technical assessment, whereas at the later stages they recommend to actually design and develop the product. This research contributes towards later stages.
The main objective of product development is to provide the products at lower production costs, good quality, quick access to the market and customers’ satisfaction [13]. Most organizations are forced to move from traditional face-to-face teams to virtual teams or adopt a combination between the two types of teams [2]. In the past, various product development processes or techniques have been engaged by different companies, i.e. Stage-gate model process, Development funnel product model process, Integrated product development process, Toyota NPD, and Product development process by Ulrich and Eppinger [14].
In the last few years, an increased attention has been turned towards the Industry 4.0. This term is frequently used to describe the emerging fourth industrial revolution. In this revolution, conventional processes will be replaced by new concepts i.e. Internet of Things (IoT), Internet of Services (IoS), and Cyber-Physical Systems (CPS), mass collaboration, high-speed internet and affordable 3-D printing. This all have also created a great potential for the development of new smart knowledge-based product development frameworks [15]. Product development by using set of experience knowledge structure and Decisional DNA will make this process systematic, smarter, and faster.
Product design
Product design is one of the most important stage in product development. It affects right from material selection, manufacturing and assembly processes to product distribution, use, reuse, recycle and disposal. Although the design process constitutes only 5– 7 percent cost of the whole product development, it can determine around 75 percent of the entire product life cycle cost. A good engineering design is the one which is achieved by decreasing time and costs for new product development, and by meeting customers’ requirements by maintaining good quality. Product design is a complex process which requires knowledge of various fields. Generally, a designer working on engineering design requires three types of knowledge; knowledge to generate ideas, knowledge to evaluate ideas and make decisions, and knowledge to structure the design process. Experience and natural ability are key factors in idea generation, whereas idea evaluation is achieved partially through formal training and experience. Generative and evaluative knowledge are forms of domain-specific knowledge. Knowledge about the design process and decision making is largely independent of domain-specific knowledge [16]. The use of knowledge based product design is arguably unexplored and a large percentage of time during product design is spent on routine tasks. It is also observed that around 20% of the designers’ time is spent searching for and absorbing information, and 40% of all design information requirements are met by personal stores [17].
Product design has a significant influence on product development from a sustainability point of view. Sustainable design considers sustainable solutions in the design phase, i.e. effectively dealing with both, product functional attributes and environmental impacts, with the balance of economic, social and environmental aspects [18]. Effectiveness of the design process is measured in terms of product cost, quality, and time to market, and customers and management always want the product to be cheaper (lower cost), better quality, and faster (less time to market). Most of the design tasks are dependent upon a huge amount of expert knowledge and supporting information. If a proper support is provided to designers, it can free them from the drudgery involved in searching and locating appropriate knowledge [16].
Material selection for tool steel
Material selection is one of the main functions of effective engineering design, as it determines the reliability of the design in terms of industrial and economical aspects. Selecting best materials for a specific component is an activity generally carried out by design engineers where the chosen materials should satisfy all the requirements such as processing requirements (does it require any specific manufacturing operation), availability, mechanical properties, sustainability, and cost etc. [19]. A great design may fail to produce a profitable product if it is unable to find the most appropriate material or material combinations, so it is vital to know the best available material for a particular design.
Industrial metallic products are usually produced from steel, which is an alloy made from iron and carbon. It exists in different grades that have unique chemical composition based on the different amounts of carbon and added alloys. Mainly four different types of steel are found on basis of chemical structure and physical properties: carbon steels, alloy steels, stainless steels, and tool steels. This research deals with selection of tool steels.
Tool steels are a family of carbon and alloy steels having distinct characteristics such as hardness, wear resistance, toughness, and resistance to get soft at elevated temperatures. They comprise carbide-forming elements such as chromium, vanadium, molybdenum and tungsten in different combinations. They also contain cobalt or nickel which improves their high-temperature performance. They are generally heat-treated to improve the hardness and used for manufacturing tools, dies, and molds that shape or cut other materials including steel, non-ferrous metals, and plastics. They are classified according to their composition and properties into various categories. Tool steels require special consideration for their heat treatment and manufacturing, as they are very difficult to be produced, requiring the highest quality at every stage of processing [20]. Tool steels fall into three basic categories i.e. cold work tool steels, hot work tool steels and high speed steels. High speed steels are usually used for cutting tools and will be discussed in our case study.
Knowledge and experience are one of the important factors to influence the choice of materials and manufacturing processes. This study also focuses on effective utilization of knowledge and previous experiences, as limited knowledge and experiences limit choices. If only available resources can be utilized, then the materials and the processes are limited by these capabilities. However, knowledge can be extended by including on the design team vendors or consultants who have more knowledge of materials and manufacturing processes, so the number of choices can be increased [16].
Smart products in Industry 4.0
Industry 4.0 highlights the idea of reliable digitization and linking of all productive units in a manufacturing set-up, and creates a real-world virtualization into a huge information system. It is an integration and assimilation of smaller concepts such as “Cyber-Physical Systems (CPS)”, “Internet of things (IoT)”, “Internet of services (IoS)”, and “Smart Products”, etc. [21]. It is not only limited to the direct manufacturing in the company, but also includes a complete value chain from providers to customers. Industry 4.0 is a specialization of IoT, applied to the manufacturing and complete industrial environment. It can be also perceived as a natural transformation of the industrial production systems triggered by the digitalization trend. This hypothesis has been effectively supported by comparison of ‘conventional’ topics in industrial production systems and Industry 4.0 topics. It is obvious that the main issues/topics did not really change, just the technology and approaches for tackling the connected issues are new [22].
Industry 4.0 will be producing new type of products, which will be smart products. These products are implanted with sensors, identifiable components, and processors which carry information and knowledge to convey the functional guidance for the customers. They will be transmitting the user’s feedback to the manufacturing system. With these elements, many functions could be added to the products, for example, measuring the state of products or users, carrying this information, tracking the products, and analyzing the results depending on the information.
The smart products are not only smart during the manufacturing process, but they continue to provide the data about their state, knowledge, and experience during their lifetime. This data can be used for preventive maintenance; it can provide the manufacturer useful information about the lifetime and reliability of their products [23].
Architecture of smart virtual product development (SVPD)
Smart virtual product development (SVPD) system is a decision support system for industrial product development. It is based on a smart knowledge management technique called set of experience knowledge structure (SOEKS or SOE in short) and decisional DNA (DDNA) which were first presented by Sanin and Szczerbicki [24]. The main components of SOE are variables, functions, constraints and rules.
Variables are the source of other SOE components and are the center root or the starting point of the structure. Functions create relationships between variables and are used to develop multi-objective goals. Constraints are also functions and they are applied by SOE to get feasible solutions and to control system’s performance with respect to defined goals. Rules, on the other hand, are the conditional relationships among the variables and are defined in terms of IF-THEN-ELSE logical statements. Therefore, a formal decision event is represented by a unique set of variables, functions, constraints, and rules within the SOE.
SOE and DDNA have been successfully applied in various fields such as industrial maintenance, semantic enhancement of virtual engineering applications, state-of-the-art digital control system of geothermal and renewable energy, storing information and making periodic decisions in banking activities and supervision, e-decisional community, virtual organization, interactive TV, decision-support medical systems and product innovation, etc. [25].
SVPD consists of three main modules i.e. design knowledge management (DKM), manufacturing capability and process planning (MCPP), and product inspection planning (PIP). These modules interact with the decisional DNA of SVPD which holds all the relevant knowledge of similar products. This knowledge repository is filled with past formal decisional events involved in design and manufacturing of such similar products. This information is stored in decisional DNA of the system in terms of SOEs. The architecture of SVPD is shown in Fig. 1.
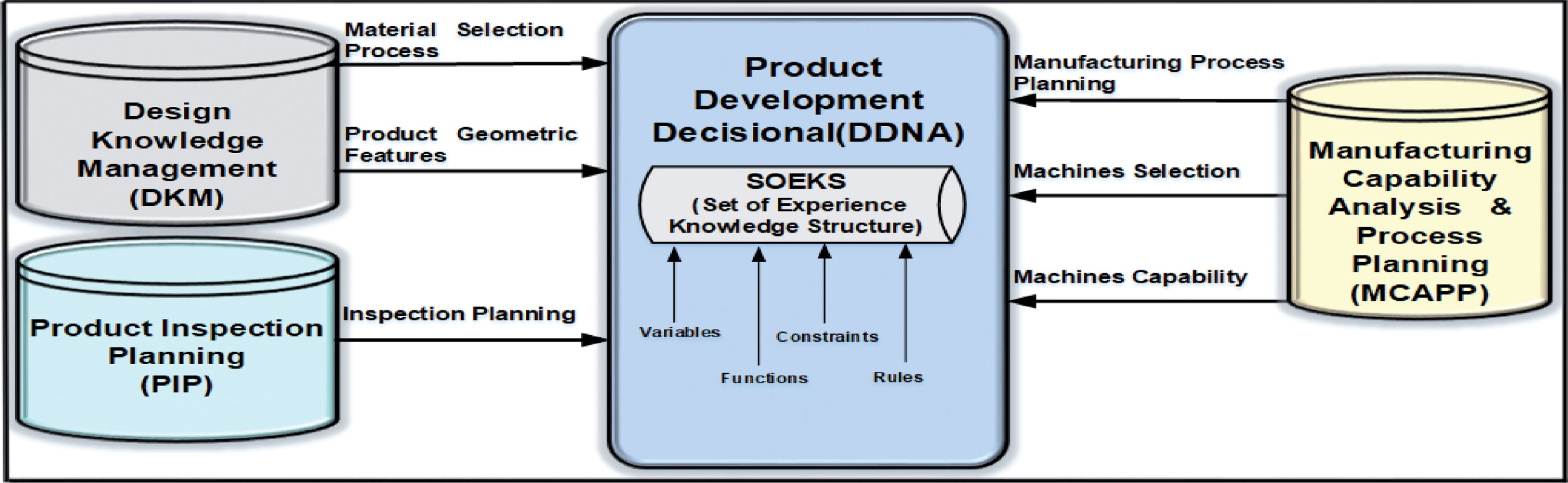
Architecture of smart virtual product development (SVPD).
These modules have further different steps to perform particular decisional activity. In other words, design knowledge management deals with material selection process and product geometric features generation; manufacturing capability analysis and process planning provides solution regarding manufacturing process planning, machines’ selection, and machines’ capability to perform particular manufacturing operation; and product inspection planning involves selection of gauging or different measuring equipment for product inspection during manufacturing and at final stage. Once all of these modules are successful, it provides validation that a product is sustainable in nature, and can be easily manufactured in an existing facility. This study copes with working of DKM module of SVPD and explains about important variables involved in this module.
Design and development of threading tap (a multipoint cutting tool to create screw threads which is called threading) is our case study, as it was also used in our previous work [26]. We are considering a machine use threading tap, as shown in Fig. 2 with few important dimensions.

Important dimensions in a threading tap.
As mentioned above, this study deals with important variables involved in the design knowledge management module (DKM), and in particular, how this module deals with design knowledge management in two steps as follows: (i) material selection process (ii) product geometric features specification.
Material selection process is part of design knowledge management module of SVPD. It deals with proper selection of suitable material in order to obtain desired mechanical properties and its easy manufacturing in existing facility. The existing facility for the case study (Threading Tap) is a small tool manufacturing factory which comprises of a design office, a well-equipped machine shop (including conventional and non-conventional machines), and heat treatment section.
In this step, a user tells about product’s requirements in terms of few important variables involved in material selection. Proper material selection and its availability check are our first goals. Therefore, the information goes into DDNA of SVPD, which holds the complete information regarding material selection for a threading tap in terms of variables, functions, constraints and rules. These variables embody different properties of tool steels such as material hardness, machinability, sustainability and effects of alloying elements on tool steel properties etc. [27]. This data is stored in the form of virtual engineering object (VEO) in a comma-separated values (CSV) file.
Whereas, a VEO is the knowledge representation of an engineering object that embodies its associated knowledge and experience. It is capable of adding, storing, improving, and sharing knowledge through experience [28]. For illustrative purpose CSV file for material selection process is shown in Appendix 1. As the DDNA is constructed in Java, the parser for material selection process of DKM module is also written in Java programming using Windows 10 operating system. First the parser looks for the term ‘Variables’ and goes to the next line. The first line after the term ‘Variables’ contains the name of the Variables. It stores values written in each cell of the first line as the ‘Name’ of the Variables. Each line after this contains the Value of the corresponding Variables. The parser assigns the values to the respective Variables. This group of Variables is stored in the system as one ‘Set of Variables’.
Similarly the parser reads the second set of values from the CSV file and assigns them to the respective Variables that is stored as the second ‘Set of Variables’. The same process continues until the parser finds the term ‘Functions’, ‘Constraints’, or ‘Rules’. In the same way, the parser reads ‘Set of Functions’, ‘Set of Constraints’, and ‘Set of Rules’ from the CSV file. One ‘Set of variables’ plus ‘Set of Functions’, ‘Set of Constraints’, and ‘Set of Rules’ are combined together to form one Set of Experience (SOE). Each line containing the values of Variables results in corresponding SOE. Collection of SOE of the same category forms what we call as DDNA of the SVPD. System provides top 5 proposed solutions and user selects the final solution and it is saved as SOEKS in DDNA of SVPD. Flow chart for running the query is shown in Fig. 3, and for illustration purpose the code for material selection process is shown below that is stored as a SOE variable:

Flowchart for running a query for material selection.
<set_of_variables>
< !- Variables included in the model->
<variable>
<var_name>m_Density< /var_name>
<var_type>NUMERICAL< /var_type>
<var_cvalue>8.67 < /var_cvalue>
<var_evalue>8.67 < /var_evalue>
<internal>true< /internal>
<weight>0.05 < /weight>
<l_range>0.0 < /l_range>
<u_range>0.2 < /u_range>
<priority>0.0 < /priority>
< /variable>
A parser for material selection process was carried out on a Dell laptop with windows 10 Enterprise 64-bit operating system having Intel ® Core ™ I5-7300u CPU @ 2.60 and 8 GB of RAM. It reads data from a CSV file having information about 5 molybdenum high speed steel materials and 5 tungsten high speed materials. This CSV file stores material properties in the form of 21 variables, 2 functions, and 7 constraints.
The parsing process for material selection process was executed, producing an average parsing time of 0.018 seconds, as depicted in Fig. 4. This is considered a very good time, taking into account that those SOEs are quite complex due to the substantial number of variables, functions, and constraints. Similarly parsing time for different SOE elements was; time to read variables 0.006 seconds, time to read functions 0.005 seconds, and time to read constraints was 0.002 seconds.

Parsing time vs SOE elements.
This study demonstrated a system to support product development process by using experiential knowledge. The system is composed of three modules, namely design knowledge management module (DKM), manufacturing capability analysis and process planning (MCAPP), and product inspection planning (PIP). Working of DKM module has been explained by developing one of its sub-modules i.e. material selection in JAVA.
It is evident from the results of the case study that this system is capable of enhancing the process of material selection by using the material selection related experiential knowledge of the similar products. Decisional DNA of the whole system is capable of finding the suitable solution for the query according to the set priorities and constraints. The user then selects the final solution, and this process is stored in in the Decisional DNA of the product development system as experiential knowledge that can be used in future for solving a similar query.
The SVPD System behaves as a group of experts as it captures, stores, maintains, and reuses the experiential knowledge of all similar product. Future work includes the extension of the SVPD system to explain the important variables involved in working of other modules of system and their development in JAVA script.
Footnotes
Appendix 1
CSV File format for material selection
| Variables | |||||||||
| m_AISIcode | m_UNScode | m_HardnessRC | m_Density | m_MeltingPointC | m_ElasticModulusGPA | m_CarbonPercent | m_MnPercent | m_TungstenPercent | m_Machinability |
| M1 | T11301 | 65 | 7.89 | 1427 | 210 | 0.88 | 0.40 | 2.1 | Yes |
| M2 | T11302 | 62 | 8.16 | 4680 | 210 | 1.05 | 0.40 | 6.75 | Yes |
| M3 | T11303 | 66 | 8.16 | NA | 210 | 1.25 | 0.40 | 6.75 | Yes |
| M4 | T11304 | 65 | 7.97 | 1427 | 210 | 1.40 | 0.40 | 6.50 | Yes |
| M7 | T11307 | 65 | 7.95 | 1427 | 190 | 1.05 | 0.40 | 2.10 | Yes |
Constraints. m_HardnessRC> = 40; m_MeltingPointC> = 1000; m_ElasticModulusGPA> = 100; m_Machinability = {Yes, No}.