
Abstract
In the background of high-quality development, production factors, productivity and total factor productivity all propose new high standards to enterprises. Research and development (R&D) design stage is the source and key to assure high quality of enterprise products. The quality-induced loss of products in R&D design stage is significantly higher than that in manufacturing stage. Made in China 2025 brings a new opportunity and a higher challenge to China’s machinery manufacturing industry through transforming from low cost competitive advantages to quality-benefit advantages. As the fundamental products of machinery manufacturing industry, mechanical processing products can prevent flaws fundamentally by improving quality characteristics in R&D design stage, thus saving R&D cost effectively and improving product quality and reliability significantly. In this study, a robust design for quality characteristics of tap which is a typical representative of mechanical processing products was proposed. According to theoretical analysis of influencing factors of tap quality characteristics as well as the relevant quality fluctuation caused by influencing factors, its lifespan is the key quality characteristic in R&D design stage. As the key to determine tap lifetime, cryogenic temperature was chosen with soaking time by decision-making and trial evaluation laboratory as two of the most important factors that influence cryogenic treatment in the present study. A functional model between tape lifetime and these two selected factors were constructed through the response surface methodology. Optimized by multivariant optimization process memorise algorithm, the best parameter combination for cryogenic treatment was obtained. Research demonstrates that robust design of product quality characteristics helps enterprises to make product quality better and more quickly, lower operation cost, and improve productivity, thus promoting the high-quality development of enterprises.
Keywords
Introduction
Currently, China’s economy has transformed from high-speed development stage to high-quality development stage. Research and development (R&D) design stage of products is the source and key to assure high quality of products. For mechanical products, enterprises pay more attention to product R&D and continuous improvement of core competitiveness [1]. According to data, R&D expenditures of industrial enterprises above designated size in China exceeded 120,130 million CNY in 2017, with 321,000 invention patent applications and 934,000 invention patents, indicating that R&D input intensity of the mechanical industry exceeded the average level [2]. Enterprises increase technological inputs in order to increase product quality effectively. Investment in industrial technical transformation in China was increased by 12.8% in 2018 [3]. In theoretical cycle, many theoretical researches and applications of quality control technology in R&D design stage of products have been reported. With the further studies on quality control technologies step by step, quality characteristics in R&D design stage become one of key researches and applications of product quality control accordingly. Improving quality characteristics in R&D design stage can prevent flaws from the source, improve product quality fundamentally, save R&D cost effectively, and increase quality and reliability of products significantly.
Since users put forward higher and higher requirements on product quality, design suitability of product quality characteristics is mainly related with users’ demands. The improvement method of quality function deployment (QFD) proposed by scholars is closely related with users’ demands [4–7]. With respect to transformation application of users’ demands, a house of quality model involving influencing factors of design stage and manufacturing technique of products as well as transformation from technology to performance demand is constructed [8]. The two QFD dimensions of a user and a supplier are expanded into three dimensions composed of a user and two suppliers [9].
Robust design, an important design technology to improve quality of industrial products, has been widely studied by scholars. Traditional robust design of quality characteristics mainly includes Taguchi method [10], tolerance test, and response surface methodology (RSM). Based on expert system, multiple methods including neural network and Taguchi’s quality loss function are combined to form a new design method [11]. By constructing a RSM, a new satisfaction degree method was proposed based on mean and variance of quality characteristics [12]. A design method based on nonlinear probability that can solve nonlinearity and uncontrollable problems among different influencing factors is proposed [13]. Mutual influences among different factors are offset effectively by principal components analysis (PCA) method [14]. Uncertainty of model parameters is solved by weighted mass loss function [15]. Based on robust design theory, a nonlinear profile optimization method is proposed to get parameter solutions [16]. A model of response function is constructed by combining the double RSM and satisfaction function to optimize quality characteristics [17]. A robust design of multiple quality characteristics is made by Bayesian statistical method combining with quality loss function and posterior probability [18]. Moreover, multi-characteristics robust design is researched in considerations of the interaction among different quality characteristics and variance fluctuation weight [19].
In process of studying robust design of product quality characteristics, it always has some limitations in solving difficult problems by means of traditional optimization algorithm so as to make promotion and application more difficult in practice. Intelligent optimization is the main method to study optimal design of quality characteristics in recent years. Due to good adaptive ability and global searching ability, intelligent optimization plays an important role in promoting benign development of future social productivity [20]. Moreover, intelligent optimization has high searching speed and shows a prominent advantage of high computational efficiency in solving optimal design problems. It can improve product quality and reliability significantly [21–25]. With the profound information technology reform, algorithm design doesn’t need to consider restraints, such as central processing unit (CPU) running speed and Memory. Not only can multivariate optimization process memorise algorithm (MOA) solve various linear and nonlinear optimization problems, but also it can avoid parameter searching elements to be trapped early in local optimization and complicated computation, and eliminate mutual restriction between global chain parameter elements and local parameter elements so that it can have good applicability and superiority in optimization process [26–29].
Lifetime of mechanical processing products is the key quality characteristic in R&D design stage. Lifetime is mainly determined by manufacturing technology. Different manufacturing technologies lead to significant difference in lifetime. Tap is a typical representative of mechanical processing products with simple operation and extensive applications in industry. In this study, cryogenic treatment which is a decisive factor of tap lifetime in R&D design stage was chosen. Influencing factors of cryogenic treatment were ordered according to importance by decision-making and trial evaluation laboratory (DEMATEL), and cryogenic temperature and soaking time were recognized as key influencing factors. On this basis, a robust design function model of tap quality characteristics was constructed by RSM. Tap lifetime was optimized based on MOA, thus getting the best combination of design parameters. The goal of reducing system interference and prolong tap lifetime was realized. It concluded that cryogenic treatment is a key influencing factor that determines tap life in R&D design stage. Cryogenic treatment is determined by cryogenic temperature and soaking temperature. High-quality mechanical processing products require a robust design of quality characteristics. MOA can determine tap lifetime more accurately and provide a new way to perfect robust design, thus laying a theoretical foundation for parameter setting and performance improvement of robust design of quality characteristics.
Theoretical analysis
Influencing factors of tap quality characteristics and quality fluctuation
In a process and operation system, many complicated factors can influence quality characteristics of the finished product, which can cause different forms and different degrees of influences on robustness of product quality. Among these factors, one type, called noise factors or random factors, is random fluctuation factors that cannot be controlled and recognized and are difficult to be avoided. As inherent factors of processing operation system of enterprises, the fluctuation of this system is called random fluctuation of quality characteristics. Although such a fluctuation cannot be improved manually, it affects quality characteristics of final output slightly. Another type of factors is relatively stable and can be controlled, called controllable factors or system factors. These factors are not inherent in processing operation system and thereby are controllable. The fluctuation of these factors is known as systematic fluctuation. Since there are some regular internal relations, workers can control technological parameters of fluctuation range of these factors. Although these factors are difficult to be controlled, they can influence quality greatly and must be controlled. Obviously, the fluctuation is the fundamental source of quality problems of tap so as to finally make measured results of final quality characteristic higher or smaller than the preset target value. Robust design is mainly to determine the best parameter combination of controllable factors in consideration of mutual effects of two types of factors, and try to reduce interference of system factors, thus reducing the fluctuation.
With deepening studies on new materials and continuous expansion of their application ranges, many enterprises propose increasingly high requirements to cutters like tap. Tap, a tool to make different sizes of internal threads after drilling, is widely applied in the mechanical industry for manual operation and easy processing on machining equipments. Hence, tap was chosen as the typical representative of mechanical processing products. Although there are multiple varieties of taps, they are all cut and calibrated through threads. Teeth of the cutter remove metals at threading, forming complete teeth. Therefore, calibration of thread shape also can function as orientation.
Lifetime, the key quality characteristic of R&D design stage of tap, is expected to be as long as possible. Given limited production and processing conditions, tap production requires great inputs of human resources, materials and capitals. Without enough inputs for R&D design stage, quality failure can exert significant impacts on usability of tap and even cause direct impacts on safe production of tap to lose the overall usability and finally become a waste. Due to the decisive effect of lifetime on tap quality, life attracts high attentions from users and users propose higher requirements on tap quality. As a result, higher requirements on R&D design of tap products are proposed, which are difficult to be accomplished in actual production and propose high requirements on the processing system.
Effects of cryogenic treatment on tap lifetime
There are many factors that can influence tap lifetime, such as material selection, processing, size of back taper and cryogenic treatment. Tap lifetime is mainly determined by manufacturing technology. Different manufacturing technological level can cause evident difference in tap lifetime. Tap lifetime can be prolonged by cryogenic treatment. Cryogenic treatment has been approved in the mechanical industry and it has been widely applied [30]. In cryogenic treatment, tap is put in a medium and kept under low temperature in a limited time to change metallographic structure of tap and strengthen dispersion of tap substrate. Subsequently, it refines the tissue and increases tenacity of tap to improve abrasive resistance and finally improve mechanical properties of tap. According to technological characteristics, treatment can be divided into cold treatment (> –80°C), shallow cold treatment (> –160°C and < –80°C), and cryogenic treatment (> –196°C and < –160°C) [31].
To increase key quality characteristics of tap lifetime, the influences of different technological parameters on lifetime have to be analyzed. On this basis, the best combination of technological parameters to achieve the longest tap lifetime is selected. Considering design economical efficiency and high efficiency, influencing factors of cryogenic treatment shall be ordered according to importance. Some of the most important influencing factors shall be chosen to assure effective R&D design at a low cost. If there are too many influencing factors of cryogenic treatment and their importance cannot be certain, the robust design of tap quality characteristics cannot be realized successfully.
Construction of models
Selection of influencing factors of cryogenic treatment
In cryogenic treatment, there are four major influencing factors, namely, processing medium, cryogenic temperature, change rate of temperature and soaking time. Influencing factors of cryogenic treatment of tap were analyzed and selected by the system factor analysis method.
(1) Analysis on influencing factors of cryogenic treatment of tap. Supposed there’s a cryogenic manufacturing system
(2) Construction of an impact matrix. Impact matrix among different influencing factors is expressed as
Comprehensive impact indexes of four influencing factors of cryogenic treatment of tap
Comprehensive impact indexes of four influencing factors of cryogenic treatment of tap
Based on the Equation (1), the comprehensive impact matrix among different influencing factors is determined and it is expressed as T.
(3) Calculate indexes of T. Some indexes are set as follows:
Influence degree: the degree of comprehensive influences of one element on adjacent elements, expressed as
Influenced degree: the degree of influences of adjacent elements on one element, expressed as
Centrality: the effects of one element in the system. It represents the position of one element in the system and it is expressed as
Degree of reason is expressed as
When
When
Comprehensive indexes of four influencing factors in Table 1 were analyzed, and the importance ranking of four factors was concluded: cryogenic temperature
Among them,
(1) Basic model. If the cryogenic temperature parameter is A, the soaking time parameter is B and the tap lifetime corresponding to the number of processing holes is Y, the basic function model is constructed:
(2) Experimental design of seeking parameter field. When the test parameter field of cryogenic treatment is far away from the optimal parameter field, cryogenic temperature and soaking time are related with tap lifetime. The first-order relation models of cryogenic temperature and soaking time with tap lifetime are fitted for experimental design. In parameter test, center points are increased gradually toward a fixed direction at a certain rate and step length from the center point of parameter field. When A and B reach a combination point of technological parameters and Y remains basically stable, the test is terminated. This combination point of technological parameters is used as the center point of a new parameter field and the above test steps are repeated. When the relation models of A and B with Y develop evident deflection effect, the second-order relation models of A and B with Y are constructed. Under this circumstance, the test parameter field has reached the optimal parameter field, which indicates that cryogenic temperature and soaking time have nonlinear relations with tap lifetime. The second-order relation models are fitted for the second-order experimental design. At this moment, there are two controllable factors (A and B) and three levels (–1, 0, 1) (Table 2).
Levels of influencing factors of cryogenic treatment
(3) RSM test. Central composite design (CCD) has four cubic points with coordinates of +1 or - 1. There are four axial points, and one coordinate is +b or - b (when influencing factors are 2, b = 1.414), and the other coordinate is 0. There are five center points with coordinates. All of these points are shown in Fig. 1.

CCD center.
Number of factors is corresponding to cubic points. High value and low value of cryogenic temperature are –115 and –177, respectively. High value and low value of soaking time are 4.5 and 2, respectively. Based on CCD, RSM design of tap lifetime is made with Minitab. Minitab operates 13 groups of data, thus producing the factor design table (Table 3).
Produced factor design table
Furthermore, a variance analysis on response surface factors (A and B) and response (Y) is carried out. It can be seen from Table 4 that P values of the quadratic term and cross product term of regression integrity, cryogenic temperature and soaking time are smaller than 0.05, indicating that they are significantly effective. P value of the lack of fit is 1.011(>0.05), indicating that regression relation models of cryogenic temperature and soaking time with tap lifetime are accurate.
Variance analysis of degree of substitution
The summarized and fitted regression equation coefficient of response surface experimental design models can be gained (Table 5). R-sq values 91.45% (>80%), which reflects that the fitted relation models of cryogenic temperature and soaking time with tap lifetime have a good regression effect, and the fitted regression equation coefficients are accurate.
Estimated coefficient of degree of substitution
(4) Fitting of regression equations. Finally, regression equations are fitted according to previous RSM test and design:
Applicability analysis
Applicability 1: the diversified structure of cryogenic treatment parameters of tap can be used as the basis for the operation of MOA. Global-local selection, memory and updating of remembered technological parameter information are performed by synthesizing this structure and coordinating to search for information of technological parameters. After several cycles, the combination of technological parameters is optimized finally.
Applicability 2: the combination of technological parameters in cryogenic treatment of tap can be used as the searching element for optimization of parameter coding, which is stored at the upper left of the diversified structure. MOA can be operated in the structure as parameter coding form and divide and organize parameter searching elements by using the structure, eliminating mutual restraints between parameter elements of global chain and local chain [32, 33], and saving parameter solving to avoid complicated calculation.
Applicability analysis
The basic framework for parameter optimization based on MOA is composed of searching elements and diversified structure of technological parameters. Searching elements of cryogenic treatment parameters of tap are stored in MOA and share searching information for optimization of technological parameters. In the diversified structure of technological parameters, searching elements are viewed as cells of the organization and are used to explore global parameters and develop local parameters. According to division of labor, searching elements of technological parameters can be divided into global parameter searching elements G (a, b) and local parameter searching elements L (a, b). The former one orients to the whole parameter field. In a complete running period, G (a, b) explores the whole parameter solution field, determines the parameter solution field of every L (a, b) centered at G (a, b), generates a solution composed of n global parameter searching elements in the whole parameter solution field, and forms a n-dimensional global parameter chain table, whose aim is to search for relatively valuable searching region and determine the potential optimal parameter solution field. Centered at a global parameter element, L (a, b) makes local exploration more detailed in different parameter solution fields and generates a feasible solution randomly in the adjacent local parameter solution field, aiming to recognize the parameter solution for a better local quality.
Diversified structure of cryogenic temperature treatment parameters of tap is the information communication carrier for parameter searching element to search for the best combination of parameters. Global parameters are searched and local parameters are developed through management of the diversified structure and the coordination of searching elements. The chain table in the diversified structure is realized by pointer, including global parameter chain table and local parameter chain table. The top row is the global parameter chain table which stores global parameter elements, memorize and mobilize global parameter searching information. Fitness of global parameter elements determines the orientation of global parameter elements in the global parameter chain table and its value increases gradually from the right to left. In other words, the left parameter elements in the global parameter chain table are better than those in the right. Each column is a local parameter chain table which is to store local parameter elements and memorize information of local parameter elements. Fitness of local parameter elements determines their orientation in the local parameter chain table and its value increases gradually from bottom to up, which reflects that the upper parameters elements are better than those below. Both global parameter chain table and local parameter chain table apply the ordered structure that uses fitness of parameter elements as key words. Therefore, the diversified structure of technological parameters is applied as the platform and carrier for parameter searching element to search for global parameters and develop local parameters. After several global-local alternate renewal cycles, the combination of technological parameters is optimized and memorized.
Process of MOA
The best combination of technological parameters of tap is solved through high-efficient communication and cooperation between A and B by using the maximum response tap lifetime (Y) of MOA as the goal. In addition, A and B are used as searching elements for optimization parameter code. In this way, the alternate optimization of global element exploration and local element development in the technological solution space of tap lifetime is realized.
Firstly, technological parameters are initialized. There are 10 global parameter elements. Parameters
Next, the whole parameter solution field is explored by using the global parameter elements. Global parameter elements of cryogenic temperature and soaking time are constructed and evaluated. Global parameter elements are ranked according to fitness value in the global parameter table to select, memorize and adjusted parameter solution fields with the potential for development. Local parameter elements to describe cryogenic treatment time and soaking temperature are constructed. Local parameter elements in an adjacent field centered at global parameter elements are developed and the local parameter table is adjusted to judge whether the algorithm reaches the preset requirements. If yes, stop the adjustment, or return to Step (3) to continue the cyclic adjustment. Ultimately, the optimal design of tap quality characteristic is acquired. The parameter searching elements gained at the upper left of the diversified structure are the best combination of tap technological parameters. The MOA procedure for cryogenic treatment of tap lifetime is shown in Fig. 2.

Procedure of MOA.
Based on the previously constructed regression model, technological parameters of tap are optimized by MOA.
(1) Mathematical description. Any possible group of (A, B) is one searching element in diversified structure of cryogenic treatment parameters. After the coding scheme is set up, global parameter elements are generated randomly in the whole parameter field, while local parameter elements are generated randomly in the adjacent parameter field centered at global parameter elements.
The optimal value of regression equation is searched by MOA and it has to be transformed into searching minimum of the function:
Therefore, MOA is applied to solve a group of the best combination to reach the optimal value of Y.
(2) Parameter setting and running of MOA. The diversified structure of cryogenic treatment parameters applies the diversified structural bodies of technological parameters. There are 10 global parameter elements in the global parameter chain table. The number of local parameter elements in the local parameter chain table increases successively from the right to the left. Then, the length of the local parameter chain table corresponding to the jth global parameter element is 10 - j. Therefore, the total number of searching elements in the diversified structure of technological parameters is 65. MOA is operated and the relation curve between fitness and number of cycles is shown in Fig. 3. The average optimal response (Y) is also shown in Fig. 3.
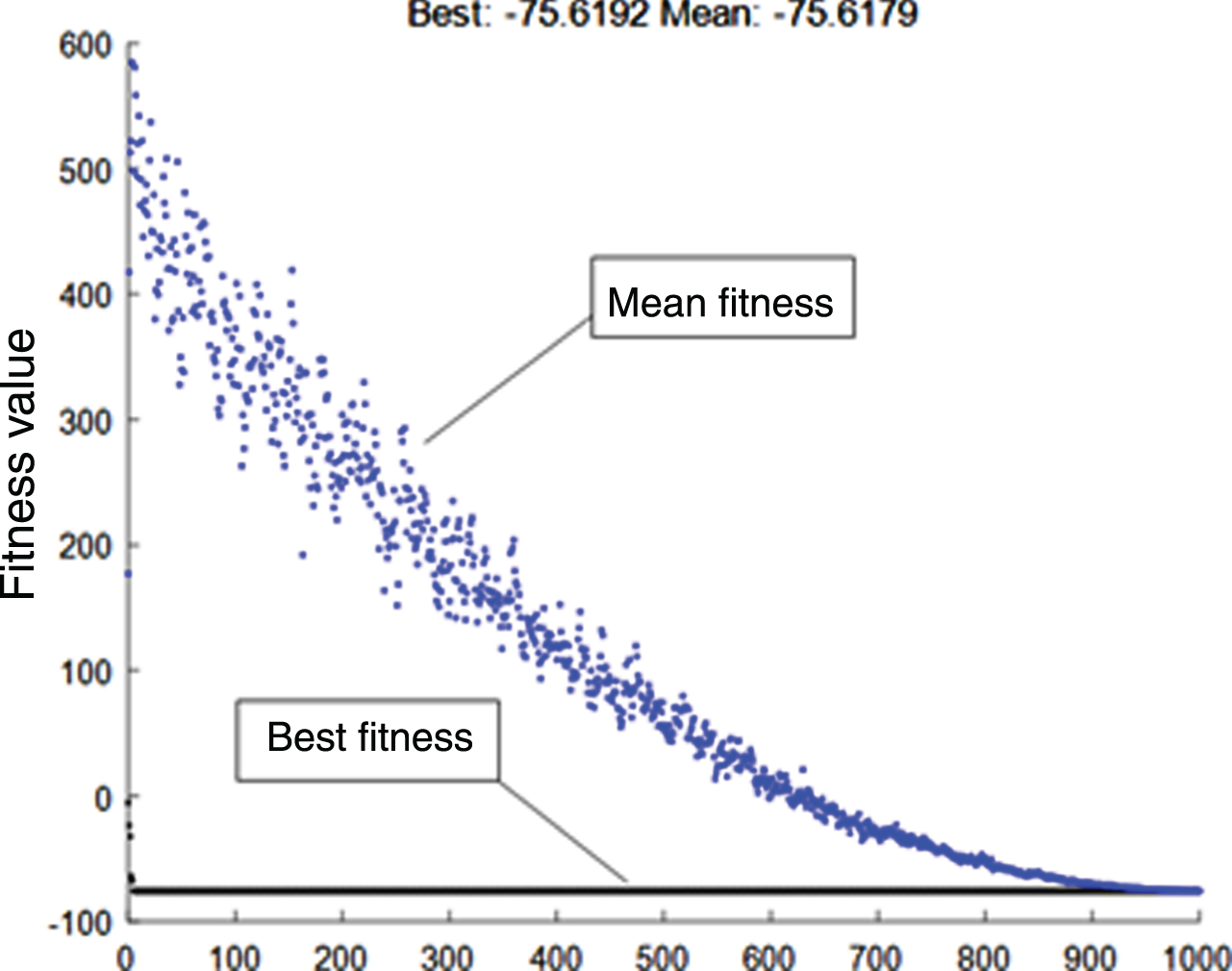
Variation curve of fitness.
According to the running process of MOA and Fig. 3, the optimal influencing factor A and B against optimization of MOA are – 146.094°C and 3.268 h, respectively. In other words, the number of drilling holes when A is – 146.094°C and B is 3.268 h is 75.6179. Under this circumstance, Y reaches the optimal value.
(1) Cryogenic treatment is the key influencing factor of tap lifetime in R&D design stage. Reasonability of selection of influencing factors and validity of the optimal design model of tap are proved in this study. Results provide a new idea for optimization of technological parameters of cutter like tap. For high-quality development, enterprises have to make robust design of tap lifetime, strictly control cryogenic treatment in R&D design stage and design technological parameters accurately, thus lowering the operation cost.
(2) Cryogenic treatment of tap is determined by cryogenic temperature and soaking time. Cryogenic temperature is a cause element and soaking time is a result element. Cryogenic temperature and soaking time influence each other significantly. Cryogenic treatment parameters of tap are optimized by MOA, including A=–146.094°C, b = 3.268 h and number of holes = 75 (round-off of 75.6179). Under these conditions, the response Y (tap lifetime) is the optimal. When number of holes increases from 70 to 75, tap lifetime is prolonged significantly. Moreover, –146.094°C and 3.268 h are the best combination to achieve the best tap lifetime.
(3) High-quality mechanical processing products require robust design of quality characteristics. MOA can get the best combination of cryogenic treatment parameters effectively and accurately. In the whole adjustment process, MOA adjusts exploration direction randomly by using the probability adjustment rule. There’s no direct correlation between each row and each column. The development degree of each column is determined by the quality of elements in the global parameter chain table. The better the global parameter element is, the higher searching efficiency will be. Accordingly, there are more local parameter elements in the corresponding local parameter solution field. The local searching strength of parameters is refined and the probability of the optimal solution to cryogenic treatment of tap is very high. Furthermore, MOA, a process that searches for optimal combination of multiple parameters simultaneously, begins to explore local parameter elements and search for multiple parameter combination in the same time. Such random searching method has high-efficient parallelism. Enterprises can search the best combination of optimal technological parameters to improve efficiency of the processing system. In addition, MOA is running in the diversified structure of technological parameters as the coding form. During adjustment of each chain table, whether parameter searching elements are stored or eliminated is determined by fitness. The whole field only compares the value of fitness, but MOA doesn’t need to solve parameters. The calculation complexity of MOA is decreased, indicating that MOA is universally applicable in practice and can increase the quality of mechanical processing products.
Conclusions
The inaccuracy of the optimal design method of quality characteristics of mechanical processing products in the R&D and design stage will increase the R&D and design cost and affect the quality and reliability of products. In this paper, the robust design of quality characteristics of mechanical processing products in the R&D and design stage based on MOA algorithm is carried out, and the lifespan of taps is taken as an example to be verified. The main conclusions are drawn as follows:
The DEMATEL was used to extract the important factors affecting the key quality characteristics (lifetime of taps) in the process on cryogenic treatment to obtain the two key technological parameters on heat preservation time and cryogenic temperature. Through setting up tap lifetime model and verifying robust design by MOA algorithm, the results are feasible and effective. The MOA algorithm can also be applied to the robust design of quality characteristics of other machining processing products. The research can further improve the quality and reliability of mechanical processing products in the R&D and design stage.
But, limited by test conditions, researches on robust design of tap quality characteristics still have shortages and have to be further studied in following aspects: (1) Complexity of the optimization model of cryogenic treatment parameters for tap has to be further increased. It is suggested to use RSM to construct the optimal design model of tap. (2) Although MOA achieves satisfying optimal effects in robust design of tap quality characteristics and verifies applicability, high-efficiency and superiority of MOA, researches on theoretical system of MOA are still incomplete. MOA still has some difficulties in parameter setting and the best combination of technological parameters has certain system errors.
Footnotes
Acknowledgments
The work is supported by the programs of National Natural Science Foundation of China (Grant: 5167052181) and Jincheng Municipal Science and Technology Project (Grant: 20198042).