
Abstract
According to the characteristics of the tool hydraulic control system of the double cutters experimental pplatform, intelligent control methodology forecasted by fuzzy neural network is introduced into the control system. The two level control systems of fuzzy neural network predictive control and fuzzy control are designed. The fuzzy neural network predictive controller mainly completes the analysis and control of the speed and pressure in the tool hydraulic system. The speed control signal and pressure control signal from the first level are output to the fuzzy controller. Then, through logical reasoning, the control signal is output and the actuator is driven by the fuzzy controller to complete the control function of the tool system. In this paper, compared with the traditional PID control, the fuzzy neural network predictive control technology has better control accuracy, dynamic response performance and steady-state accuracy. The fuzzy neural network predictive control technology can be used to control the tool hydraulic system of Tunnel Boring Machine.
Keywords
Introduction
With the wide application of TBM (Tunnel Boring Machine) in large-scale engineering construction of China, many domestic experts and scholars have carried out theoretical and experimental researches on rock breaking by cutting machine. Thus the localization process of TBM is effectively promoted. The Center for Underground Tunnel Research of Central South University believes that the interaction between the disc cutter and rock can be regarded as the extrusion of two cylinders with blade and rock face [1]. Through the on-site observation and indentation test in the cutting experiment of straight and circular groove of disc cutter [2], Beijing Graduate School of North China Hydroelectric Institute put forward that the rock breaking of disc cutter is the comprehensive action of extrusion, crack tension and shear. The indentation test shows that the vertical thrust of the hob is related to the penetration depth. Shanghai tunnel Co., Ltd. carried out stake experiment on direct cutting of slurry shield cutter and crushing in different strength soil on the 863 shield simulator of the tenth five year plan, and the selection and configuration of cutting tools in construction were studied [3].
In the face of flexible construction mode and complex technical parameters, it is an effective way and important means to study the optimization of key components of TBM tool system through repeated experiments. At this stage, the field experiment will pay a huge economic price and bear the safety risk. It is impossible to carry on the key technology research through the actual construction. Therefore, the development of simulation experiment platform is an effective way to master the key technology of TBM, especially the tool system.
Therefore, the double-cutter experiment platform is developed. The actual working process is to move the mobile table from the equipment frame to the starting position, and fix the rock sample on the mobile table. Push the table through moving the lead screw to make the cutter in the correct cutting position, and then fix the position. Start the hydraulic cylinder to adjust the position of the rolling knife in the vertical direction so that the rolling blade is a few millimeters below the rock sample surface, i.e. the penetration force of hob reaches the set value. Adjust the distance between the two rollers by driving the lead screw and the slider seat. Start the hydraulic cylinder to pull the moving table to drive the rock sample to move towards the working direction, so that the hob can accelerate from the outside of the rock and then cut into the rock. Until the completion of cutting, the rock is separated from the rock at the other end to realize the passive cutting of rock by cutters, and the related experimental data are detected and analyzed. The control system of the double-cutter experimental platform is the premise to ensure the normal development of rock cutting experiment. The tool control system is a key part of the double-cutter experimental platform [4–6]. This experimental platform uses hydraulic system to drive the tool movement. The hydraulic system of tool system is a complex nonlinear system with interference factors. The driving process of the tool system is as follows: start the motor and drive the hydraulic pump to work. The hydraulic oil flows out of the tube A, and enters the rodless chamber of the hydraulic cylinder through the commutation valve and the pipe C, driving the piston rod to move downward. When the piston rod of the hydraulic cylinder moves downward, the hydraulic oil in the rod cavity flows through the pipeline D into the pipeline B by the reversing valve, and finally returns to the oil tank. It is the differential connection method between the speed regulating valve and the hydraulic cylinder of the actuator, which can adjust the running speed of hydraulic cylinder and cutting tool system. It is necessary to adjust the working state of the reversing valve so that the pipeline A and D interconnect and the pipeline B and C interconnect. Finally, repeat the above steps to move the piston rod upward. The principle is shown in Fig. 1.
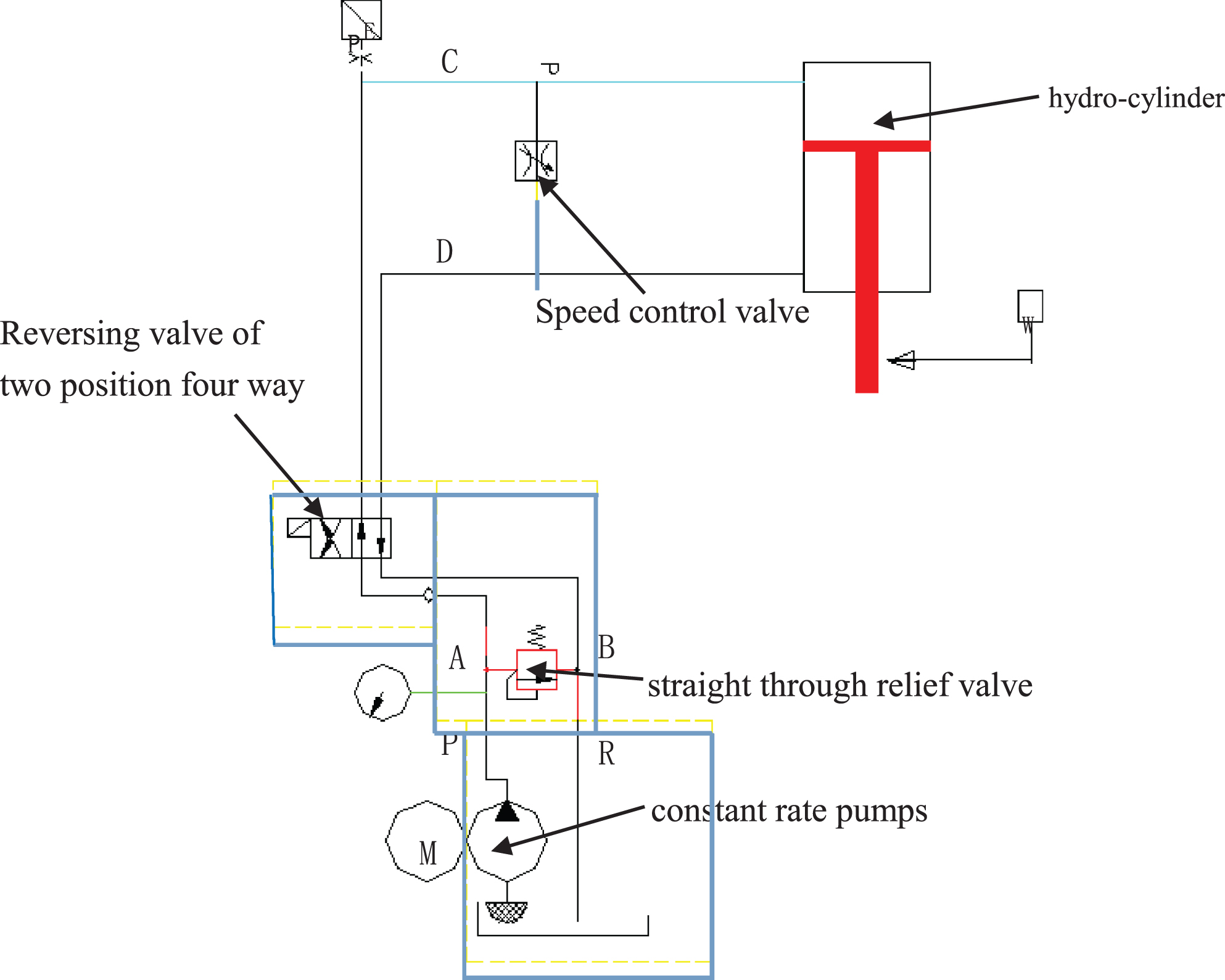
Flow chart of principle of cutter hydraulic system.
PID regulator is the most common controller in industrial control [7]. Although the PID control has certain validity; it is used in the traditional linear control technology. If the system is nonlinear, it is difficult to obtain optimal control accuracy and dynamic performance [8]. The controller designed in this paper uses the neural network to control the effectiveness of nonlinear, time-varying, and uncertain complex systems [9–11]. Combined with the predictive control, the future output of controlled object is predicted. Then the control strategy is adjusted according to the output in the future. Through the fuzzy control technology for logical reasoning, the optimal control of cutter hydraulic system is accomplished, and good control accuracy and dynamic performance are obtained. The PID Control Schematic Diagram is shown in Fig. 2. In the process of rock cutting; we control the cutting pressure and speed of the hydraulic cylinder according to the actual working conditions and the requirements of the cutting process. Therefore, in the simulation, we only control and analyze the pressure and speed when cutting rock.

Diagrams of PID control principle of tool hydraulic system.
A model free discrete-time neural network control is designed for the trajectory tracking of a kind of nonlinear processes by De Jesús Rubio [12]. The fuzzy set theory was combined with neural network technology by Qi Aiqin, and then a tool database system model based on fuzzy neural network is established. The application of the system can not only prolong the service life of the tool, but also improve the working efficiency of the user [13]. Vu Thi Yen, et al. presented a robust adaptive control method for industrial robot manipulators (IRMs) based on recurrent fuzzy wavelet neural networks (RFWNNs) system to improve the high accuracy of the tracking control, and proved the effectiveness and robustness of the proposed RFWNNs methodology [14]. SS Ge focuses on the adaptive control of nonaffine nonlinear systems with zero dynamics using multilayer neural networks. The results show that for state feedback and output feedback control, the output tracking error converges to the adjustable neighborhoods of the origin [15]. A neural net (NN)-based actuator saturation compensation scheme for the nonlinear systems in Brunovsky canonical form is presented by G Wenzhi. This scheme can effectively compensate the saturation nonlinearity when the system has uncertainty [16].
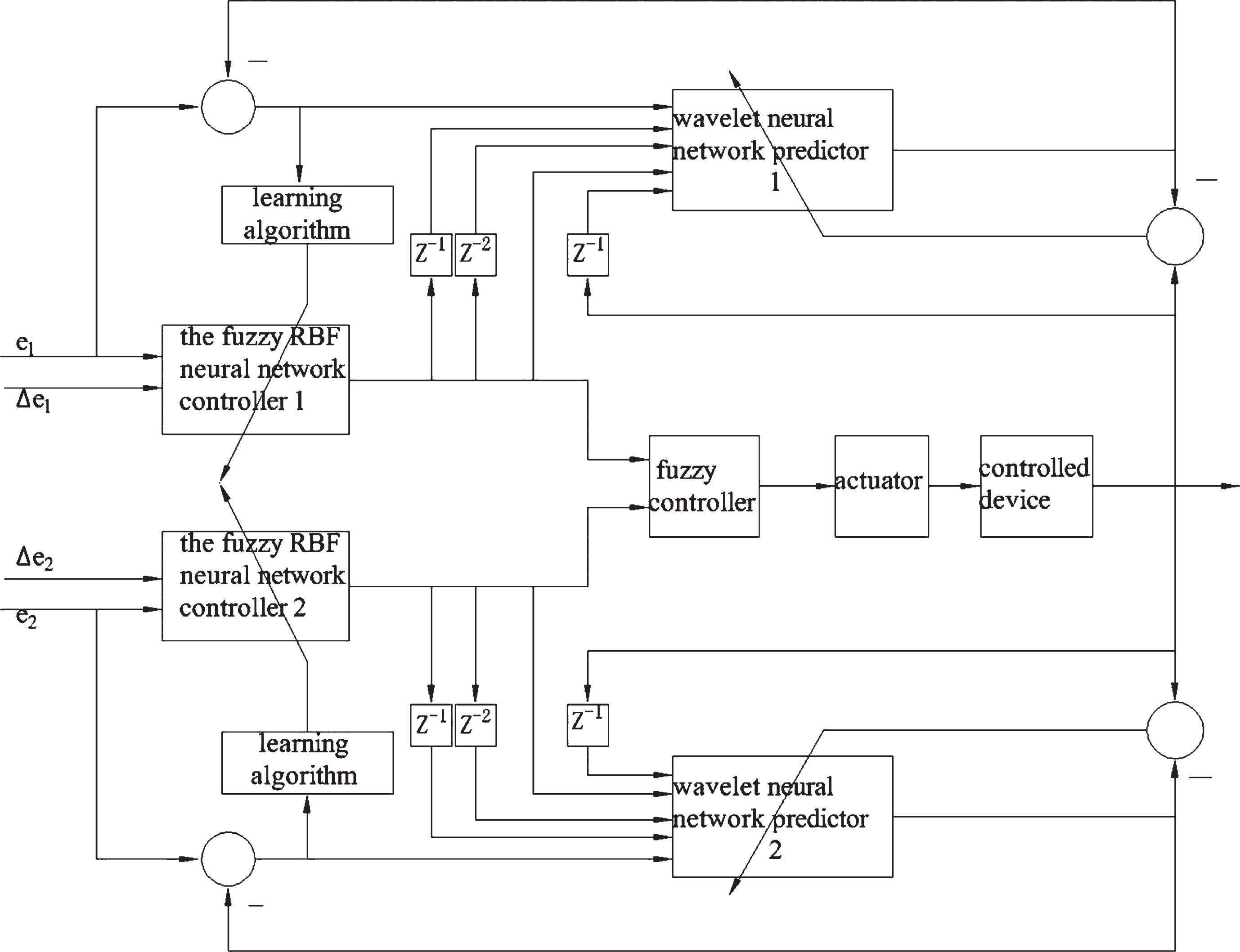
According to the characteristics of hydraulic control system for cutting tools, fuzzy neural network predictive control and fuzzy control were designed. The structure is shown in Fig. 3, where e1 is the value error between the current speed setting and the actual value; Δe1 is variation value error and e2 is the value error between the current pressure setting value and the actual value; changes in the amount of error is Δe2.
Lock diagram of fuzzy neural network predictive control system.
The working principle of the controller: A Velocity and pressure signal of the tool system is checked by the sensor. The variable quantities in velocity and pressure are found, that is the input of the fuzzy neural network predictive controller. The main function of wavelet neural network predictor is to predict the velocity and pressure in the future. Through predictive learning algorithm, the weights of fuzzy neural network controller are adjusted. Thus the next step of the control can adjust the control strategy according to the forecast value in the future. Then the optimal output control is realized. The output of fuzzy neural network is transformed into fuzzy quantity by fuzzy controller, and fuzzy logic inference algorithm is used to make final decision and output-controlled quantity. Finally, the optimal control of hydraulic control system is realized.
Fuzzy neural network control model is adopted for speed control and pressure control, whose structure is the topological structure of RBF (Radial Basis Function) neural networks. The basic idea of RBF neural network is to use RBF as the “basis” of the hidden layer unit to form the hidden layer space, which transforms the input vector of the low-dimensional mode input data into the high-dimensional space, so that the linear indistinguishable problem in the low-dimensional space is linearly divisible in the high-dimensional space. There is a neural network structure of partial adjustment to simulate the human brain and mutual coverage reception in RBF neural network [17, 18]. y i (The output layer of RBF) generally satisfies:
x ∈ R n is the input vector; φ k (•) is a function of R+ to R;,∥ • ∥ 2 is the Euclidean bound norm; w i k is the hidden layer unit of the Kth to the output unit of the ith weights; N is the number of neurons in the hidden layer and c k ∈ R n is the radial basis function center of the input vector space.
The hidden layer node function of RBF neural network is treated as Gauss function, then:
Using parameters σ K to control the width of radial basis function is usually expressed as growth parameters.
According to the work flow of the control system as shown in Fig. 2, the two inputs are that x1 is the error amount e and x2 is the error variation Δe. The output is the control quantity u (k).
The performance indicators are defined as:
The weight of the learning algorithm in the output layer is [19]:
Similarly, the parameter learning algorithm of membership function is:
Among them:
Due to the difficult confirmation of
Neural networks can approximate the complex nonlinear relations with arbitrary accuracy. It has the characteristics of learning and adapting to the dynamic characteristics of uncertain systems, strong robustness, fault tolerance and more, that makes it a powerful tool for predictive control.
a. Predictive control principle and application
Model predictive control (MPC) is usually called predictive control. It adopts many kinds of control strategies, such as multi-step prediction, receding horizon optimization and feedback correction [20]. MPC is a new and widely used computer control algorithm. Due to strongly nonlinear, uncertain and time-varying of the hydraulic system of cutting tool, the traditional control method is difficult to achieve good control effect.
Typical predictive control system is consists of reference trajectory, prediction model, rolling optimization, online correction and more [21]. This algorithm does not need very accurate mathematical model and has better robustness [22]. The structure is shown in Fig. 4.

The structure diagram of typical predictive control system.
Whether the predicted value in predictor design is accurate or not has a direct influence on the control effect. In order to improve the prediction effect of predictor in this section, a recursive wavelet neural network predictive control method is proposed. According to the characteristic that the recursive wavelet neural network can well approximate nonlinear systems, the reference model was built online. Then the identification of dynamic characteristics of the system was completed and the control effect was improved by RBF neural network control method.
The predictor of this section is a recurrent wavelet neural network with three-layer network structure. The hidden layer input of the network structure is caused by the output of the input layer and the output of the association layer. The output of the hidden layer is just as the input of the correlation layer. The structure is shown in Fig. 5 Therefore, the recursive network structure has good dynamic characteristics and is applied to the hydraulic system of cutting tools.

Structure diagram of multi-input and single-output recurrent wavelet neural network.
Wavelet control has good ability to analyze the time-frequency characteristics of the system. Moreover, the neural network has self-learning, adaptive and associative functions. Therefore, the combination of the two and the establishment of the model are convenient, fast and predictable. Because the Morlet wavelet base has the characteristics of stable calculation, small error and strong anti-interference ability, it is more in line with the control of the hydraulic system of cutting tools. Thus Morlet wavelet function is chosen as wavelet basis function in this section.
The input layer of the network has n neurons. Take n = 6, that is, the input layer neurons are x1 (k) , x2 (k) , x3 (k) , x4 (k) , x5 (k) , x6 (k) that represent the output u(k) of the neural network controller. The actual output Design delay of the controlled object is y(k-1) and the error between actual output and predicted output of the controlled object is y(k)-y*(k). The output of the input layer is o i (k), i = 1,2...n. The hidden layer and connected layer both have m neurons. At the K moment, hidden layer outputs is H j (k + 1). The input of correlation layer can be expressed as x kj (k + 1)=αH j (k); where α is feedback gain and the output of the associative layer is V kj (k + 1).
Therefore, the output of the recurrent wavelet neural network is
θ j is the translation coefficient value of the wavelet function; φ (•) is the wavelet function; ω j is the connection weights between the hidden layer and the output layer; ω i j is the connection weights between the input layer and the hidden layer; ω k j is the connection weight between the associative layer and the hidden layer.
Morlet wavelet function:
Error performance index function of this network:
Among them:
Where, η is learning rate; α is inertial parameter and η, α are both in the range (0,1).
Fuzzy control is an intelligent control method based on fuzzy set theory, fuzzy linguistic variables and fuzzy logic inference, which imitates human fuzzy reasoning and decision making process from behavior [23]. The fuzzy controller used in fuzzy control system is the key to distinguish fuzzy control from microcomputer control. Therefore, the design of fuzzy controller is the core of the whole fuzzy control system design.
The hydraulic system of the tool is to drive two experimental cutters to move to the specified rock position before the rock breaking process of the cutters. At the same time, it can fix the position of cutters, realize the condition and stay the stable rock breaking of cutters in the process of rock breaking. However, the time when the movement speed of the hydraulic cylinder reaches the maximum value is related to the load. Hence the controller has two inputs, x1 is the pressure signal and x2 is the velocity signal. According to the design requirements and the actual rock breaking process of the cutters, the hydraulic drive system can drive the tool to adjust the speed up to 50 m/min, the accuracy of displacement measurement is 0.1 mm, and it can bear the impact load of up to 1000 kn. Set the value of fuzzy control language:
NB(negative big), NM(negative middle), NS(negative small), ZE(zero), PS(positive small), PM(positive middle), PB(positive big).
The fuzzy control rule is that if A i and B i , C i is adopted, the fuzzy subset A i , B i and C i are error amount e1, error amount e2 and fuzzy subset of output.
The fuzzy control rules are obtained according to the control system as shown in Table 1. A total of 49 fuzzy rules have been established. Fuzzy relation can be obtained based on fuzzy rules:
Rules table of fuzzy control
The weighted average method was used to solute the fuzzy process.
a. Force simulation analysis of tool system
PID control applies to linear systems, however most systems are nonlinear systems. If the linear control strategy is adopted, the dynamic response speed and steady-state accuracy of the system are difficult to achieve higher requirements. The tool control system has the characteristics of strong nonlinear. Therefore, the intelligent control strategy was used and the tool control performance was analyzed in this paper.
As shown in Figs. 6 and 7, there are two hydraulic cylinder pressure curves using two different control algorithms. According to these two figures, fast response speed and high control precision can be accomplished by using fuzzy neural network predictive control. The maximum pressure is about 50 MPa by using fuzzy neural network predictive control and the pressure controlled by PID is about 48 MPa. It can be seen from the simulation curve, PID control is inferior to fuzzy neural network predictive control in terms of response speed and control precision.

Characteristic curve of pressure simulation.

Characteristic curve of stress response.
When the shock load appeared in the descending process of tool system, the cutting process of the tool system was simulated again. When the impact load of Z is m = 50000 kg, the hydraulic cylinder output characteristic curve by using PID and fuzzy neural network predictive control are shown in Fig. 8. Yaqi Zhao et al investigated and applied the fuzzy theory and PID control to the speed control and electromagnetic torque control of induction motor in TBM cutter head systems [24], but its effect is not as good as that of the controller in this paper.
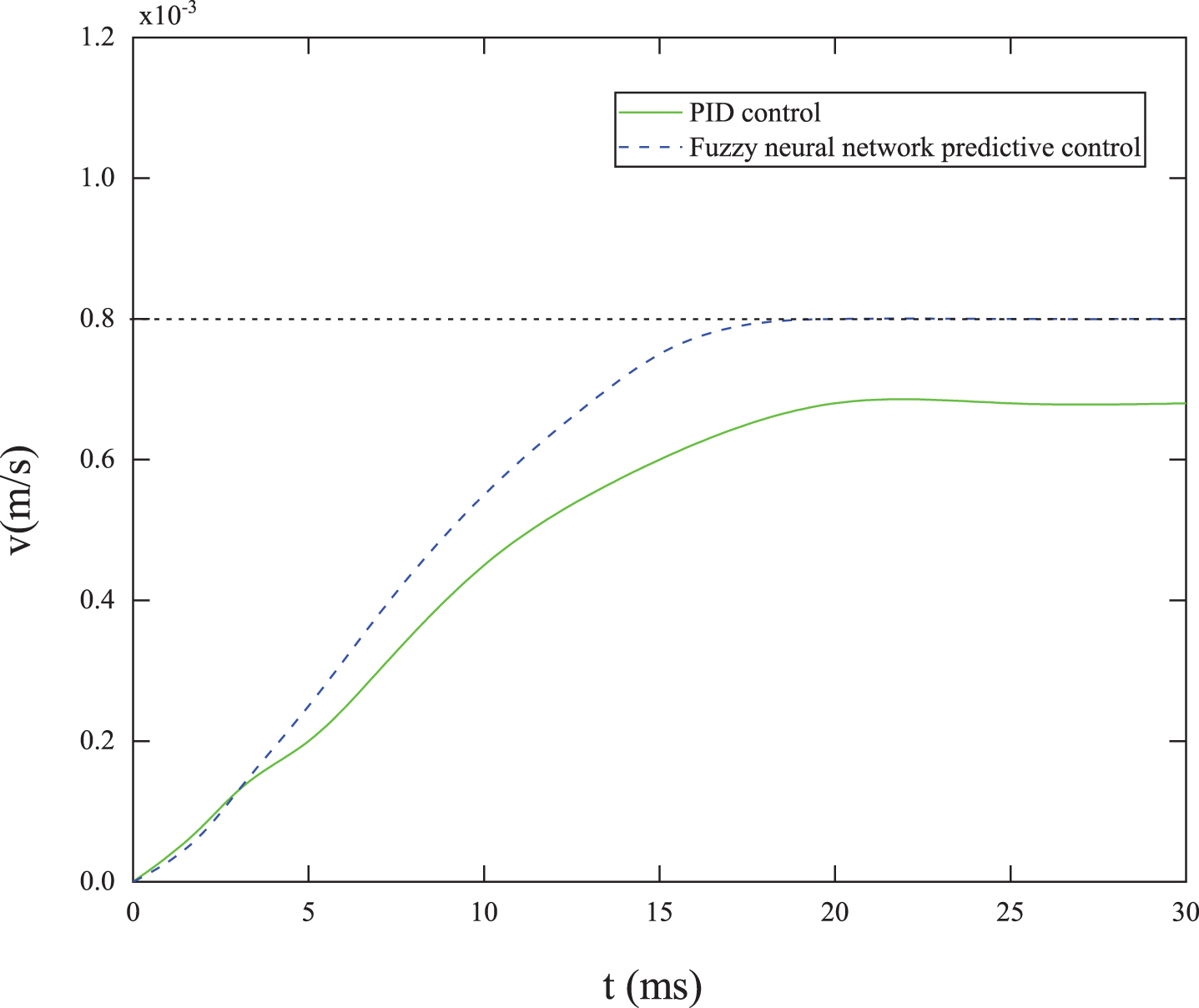
Speed curve of PID control and fuzzy network predictive control.
It can be seen from the simulation curve, the response is faster and approximately steady in the 15 ms system. The dynamic regulation time is about 23 ms with PID control strategy. According to control accuracy, the value of output speed steady state using the fuzzy neural network predictive control technology is 0.8 vm/s, while the output steady state value using PID control is 0.7 vm/s and the output value has steady-state error. The simulation results show that there is a good control performance in fuzzy neural network predictive control. Compared with the conventional PID control technology, it has the characteristics of fast response and high control accuracy. The control performance of tool control system is greatly improved.
As shown in Fig. 9, it is the simulation of the output speed characteristic curve of the hydraulic cylinder at no-load and load, that is, the impact loads are m = 0 kg, m = 50000 kg, m = 100000 kg respectively. It is shown by the diagram that the simulation results are in good agreement with the theoretical calculation = 0.8055333 mm/s.
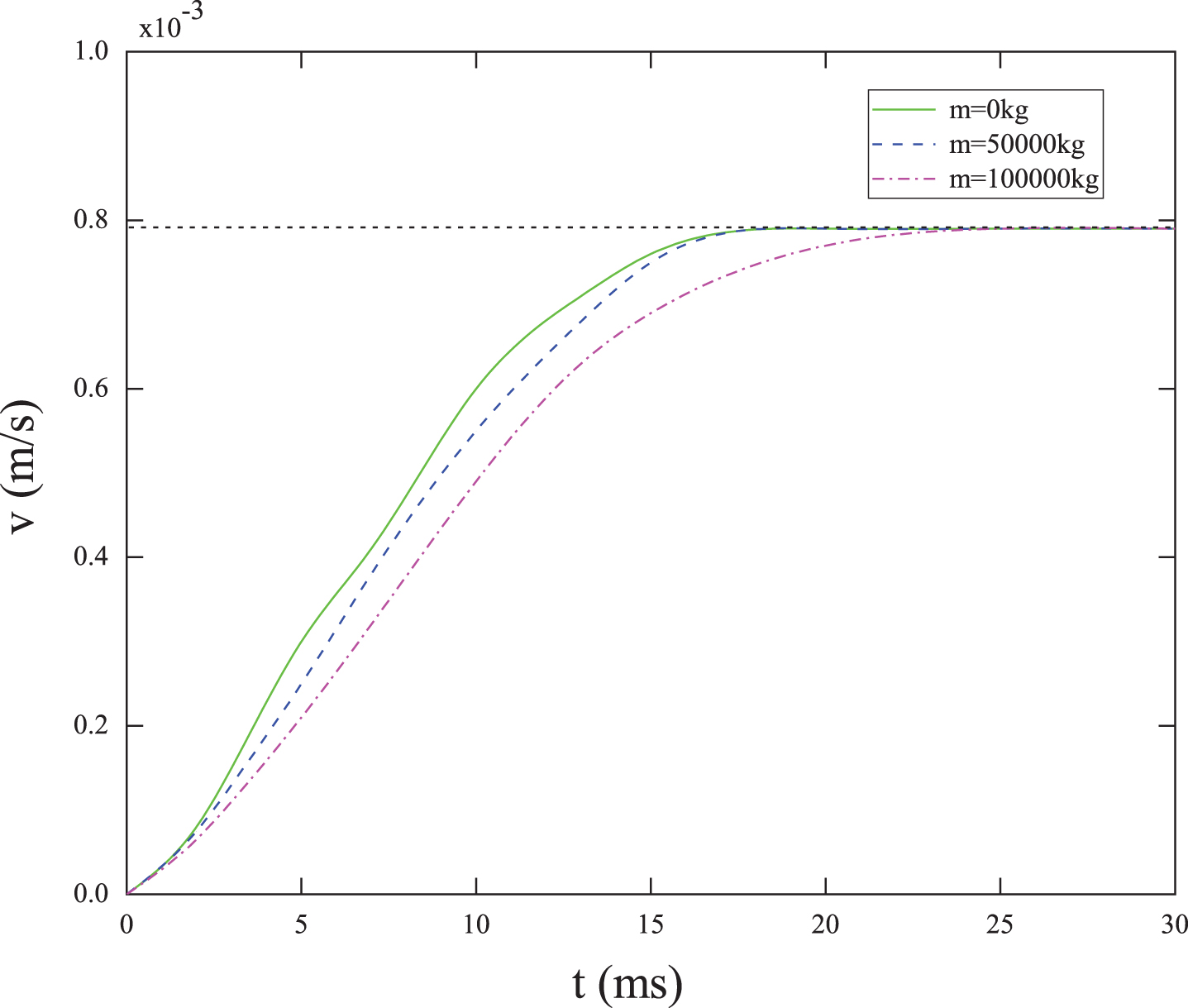
Speedcurve of fuzzy network predictive control.
The control system of tool system is shown in the Fig. 9. In theory, the measuring range of the longitudinal force of the tool hydraulic control system is 20–1000 kN. The accuracy of experimental force measurement is 1% (indicating value) and that of displacement measurement is ±0.1% (full range). The measuring range of transverse experimental force is 4–200 kN. The accuracy of experimental force measurement is ±1% (indicating value) and that of displacement measurement is ±0.1 % (full range). The control accuracy of piston speed is ±3%.
The contrast between the design requirements of tool control system and the index function parameters is shown in Table 2. Through the design and analysis as well as the debugging of the prototype control system, it can be achieved that the speed range of lateral thrust is 0.2–1.5 m/s; the position detection precision is 0.004 mm; the speed detection accuracy is ± 0.01 mm/s; the error of speed control is ±10%; the pressure measurement accuracy is ±1% (Computer indication); the level adjustment range of the workpiece table is ±400 mm. The overall tool travel is 300 mm, the flatting speed is 0.05 m/min; the position detection precision is 0.004 mm; the position detection precision is ±1% (Computer indication).
Functional parameter comparison table of tool system
Functional parameter comparison table of tool system
The function parameters of tool control system shown in Fig. 10 meet the design requirements. The cutter hydraulic system of double disc cutters experiment table can drive the two disc cutters move to the position of the rock for cutting before the disc cutter breaks the rock. At the same time, it has a fixed effect on disc cutter position. The condition and the process can be realized to maintain the stability of rock breaking in the process of rock fragmentation. The movement and vibration of the disc cutter are maximizing reduced. The real simulation of the actual construction of the disc cutter in the process of rock breaking is realized. The experimental platform is shown in Fig. 11.

The control system of tool system.

Double cutters experimental platform.
In this paper, an intelligent control methodology forecasted by fuzzy neural network is introduced to the control system. Meanwhile, the two level control systems of fuzzy neural network predictive control and fuzzy control are designed. According to the experiment results, the following conclusions are drawn through simulation and analysis by MATLAB software:
Compared with traditional PID control, the fuzzy neural network predictive control technology has good precision, dynamic response performance and steady-state accuracy.
The results show that compared with PID control, the fast response speed and high control precision can be accomplished by using fuzzy neural network predictive control. According to the control accuracy, the output speed steady-state value of fuzzy neural network predictive control technology is 0.8 vm/s, while the output steady state value of PID control is 0.7 vm/s.
The control system of intelligent control method is introduced into the tunneling machine by using the control technology of the integration of nonlinear control and predictive control. The validation control is carried out by predicting future control quantities, which has high control precision and strong anti-interference ability.
Through the design of the tool control system in this paper, the TBM test-bed can satisfy various conditions of simulating the actual rock-breaking of the tool system of the cutters, which provides the equipment foundation for the follow-up experimental research on the tool system of the cutters. However, this kind of controller needs a lot of raw data, and its wide application is hindered.
Footnotes
Acknowledgments
The authors acknowledge the collective support granted by National Natural Science Foundation of China (Grant No. 51375317), Innovation Team Project of Ministry of Education of China (Grant No. IRT_15R45), Liaoning Province natural science fund (20170540754), Liaoning Provincial Project (Grant No. lnzd201903), Innovative Talents in Liaoning Province (Grant No. LR2019057) and Shenyang Science and Technology Innovation talents (Grant No. RC190112).