
Abstract
A new integrated modelling architecture based on the concept of the fuzzy logic is presented to represent the turning process. Such an architecture consists of two stages. In the first stage, fuzzy logic systems (FLSs) having various topologies are employed to extract rule bases using perhaps limited amount of sparse data. In the second stage, the fuzzy rules extracted are assessed and integrated using the singular value decomposition-QR factorization (SVD-QR) paradigm in order to minimize the computational efforts. Such a step leads to reducing the number of fuzzy rules and results in a reduced FLS model. Such a reduced model is then employed to represent the turning process and predict both the cutting force and the surface roughness. In addition, it provides a comprehensive understanding of the turning process presented linguistically in the form of If/Then rules. The proposed structure has been validated using a set of laboratory experiments. It has been noticed that it can predict both the cutting force and the surface roughness successfully. In addition, such an integrated architecture outperforms the artificial neural network, the well-known FLS, the radial basis functions and the multilinear regression model, where the overall improvement is of approximately 19%, 13%, 14% and 270%, respectively.
Keywords
Introduction
The manufacturing industry is currently in the middle of the recent Fourth Industrial Revolution, in which predictive analytics has been extensively employed to make the manufacturing systems flexible, predictable, controllable and resourceful [1]. In such a revolution, the manufacturing systems have become completely autonomous via the utilization of large-scale automation systems, data exchange among the related systems as well as the development of advanced data based systems [2]. One of the various manufacturing systems that significantly benefit from the Fourth Industrial Revolution is the turning process. Among the various manufacturing processes, the turning process, as a machining process, is one of the four commonly-used metal cutting processes, which are employed to produce rotational and axisymmetric parts that include many features [3]. In addition, such a process is common in many industries, in particular, in the automotive and aerospace ones where relatively large workpieces are commonly machined to produce complex thin structures [4].
Several research studies have been devoted to representing/modelling and understanding the turning process [3–9]. Many research papers have been devoted to understanding the effect of the different cutting parameters and tool geometry on the cutting force required, specimen surface roughness and tool wear [5, 7–9]. For instance, the effects of some of the cutting parameters (i.e. cutting speed, feed rate and depth of cut) on three measures of the surface roughness and power consumption were investigated for the high speed machining of AISI 1045 [7]. In addition, the influence of using different cutting fluids and cutting parameters on the tool wear and the surface roughness of the produced specimens was examined [10]. In addition, the turning parameters were optimized using linear programming approaches leading to optimal process outputs [11]. Although such research papers have paved the way for a comprehensive understanding of the turning process in terms of the effects of the cutting variables and tool geometry on the process outputs, there is a need to model such a process and to mathematically enhance such a process understanding [12]. Therefore, various modelling paradigms have hitherto been developed and employed to quantitatively interpret the influence of the process variables on the outputs [12–17]. Such modelling paradigms are either physical or data based models [14]. Physical based models have been deployed to understand the related behavior and to provide the corresponding mathematical equations that aim at mapping the various process parameters to the process outputs [16]. Because of the lack of the physical equations that can represent the outputs of the turning process, data based models have been extensively implemented [4]. This can also be attributed to the recent advancements in the computing power that allow users to utilize data based models not only in the manufacturing applications but also in various academic and industrial applications (e.g. pharmaceuticals and agricultural) [18–20]. Multilinear regression models, as data driven paradigms, have been employed to represent the turning process and anticipate the properties of the part produced [21, 22]. Although regression models are, in general, simple to implement, they cannot consider highly nonlinear relationships among the process inputs and its outputs, and cannot represent the complicated interactions among the investigated parameters [19]. Therefore, artificial neural networks (ANNs) have been utilized to model the turning process in a way that can take into consideration the highly nonlinear relationships and the complicated interactions among its parameters [23–25]. ANNs were, for instance, implemented to determine the performance of various cutting processes, and to control the surface roughness of the machined specimens [23, 26]. In general, ANNs are very powerful interpolators. However, they are referred to as a black-box, this being due to the fact that they cannot provide linguistic information about the process under investigation [27]. Therefore, fuzzy logic systems (FLSs) have found their way into many applications including the manufacturing ones, where the FLSs have been utilized to represent the turning process and predict the properties of the machined workpiece [28–30]. The neuro-fuzzy model, for example, was developed to map the process inputs to the surface roughness [28], where it was shown that the neuro-fuzzy model outperformed regression models and ANNs in terms of the predictive performance [28]. In addition to the ability of the FLS to represent complex input/output relationships, they can provide users with process understanding in the form of simple IF/Then rules [31]. Furthermore, such models can intrinsically handle uncertainties (i.e. measurement uncertainties and uncertainties that result from any uncontrollable variables) [31]. Because of its ability to handle uncertainties, the fuzzy logic has also been integrated with other paradigms [32]. For instance, a two-stage knowledge-driven approach was presented by integrating data mining paradigms with the fuzzy logic theory in order to optimize the energy consumption of a turning process [32].
In this research work, a new integrated modelling architecture based on the FLS is developed to represent the turning process and predict the cutting force and the surface roughness of the machined workpiece. The proposed model consists of two stages. First, various FLSs having various topologies are implemented to extract rule bases using data available. Second, the fuzzy rules are assessed and integrated by employing the singular value decomposition-QR factorization (SVD-QR) paradigm, and then reduced leading to a new reduced FLS model. Such a reduced model is then employed to represent the turning process and predict the cutting force and the surface roughness. Such an architecture is called an integrated model because of its ability to integrate various FLS topologies in one reduced FLS using their rules. The main motivation behind such an integrated modelling structure is to (i) model complicated input/output relationships that may not be captured by a single modelling paradigm because various FLS topologies can play a complementary role in capturing and representing input/output relationships; (ii) extract meaningful information from perhaps a limited amount of data and represent them in a simple way that can be easily used; and (iii) handle uncertainties which may surround the process under investigation, this being due to the ability of the fuzzy logic in considering the uncertainties intrinsically. The rest of this paper is organized as follows: In Section 2, the experimental work conducted using a lathe machine is briefly discussed. The integrated modelling structure that is based on the concept of the FLS is presented in Section 3. The implementation of the model and the results obtained are presented in Section 4, whereas Section 5 summarizes the conclusions of the paper.
Experimental work
Cylindrical AISI D2 steel specimens (a diameter of 20 mm and length of 110 mm) were machined by using a lathe machine (Colchester Master 2500, UK). Each cylindrical AISI D2 steel specimen has a chemical composition of 1.5% Carbon, 0.3% Silicon, 12% Chromium, 0.8% Molybdenum and 0.9% Vanadium. Each specimen was placed with its longitudinal axis aligned with the feed direction. In general, there are many input variables that can affect the cutting force and the properties of a machined specimen when the turning process is used. In this research work, cutting (rotational) speed (175, 235 and 320 rpm), depth of cut (0.1, 0.15 and 0.2 mm), feed rate (0.05, 0.1 and 0.16 mm/rpm) and the use of lubricant (Dry and Cutting fluid (Zinol, UAE)) were studied because of their considerable effects on the cutting force and the surface roughness measured via the Ra value [3–5]. A Carbide tipped insert coated with TiN was the cutting tool that was used to conduct all experiments. In this research work, a full factorial design of experiments was employed, where a total of 54 experiments were carried out using various sets of input levels. It is worth mentioning that each one of these experiments was repeated three times.
The cutting force and the surface roughness represented by the Ra value were measured when the cutting process was completed so they can be used as target outputs to develop the model. It is worth mentioning that the cutting force, as one of the outputs that play an important role in characterizing the turning process in terms of, for example, tool wear and surface texture [4], was measured using two Dial Gauges Type 60/0.002 mm (TecQuipment, UK), whereas the Ra value was determined using a Portable Stylus-Type Profilometer with LCD display (Senze Instruments, Italy). Since each experiment was repeated three times, the average values of the cutting force and surface roughness were estimated in this research work. The mean and the standard deviation values for the cutting force and the surface roughness are shown in Figs. 1 and 2, respectively. The linear correlation analysis, which represents the strength of linear relationships, was, then, performed between the investigated process inputs and the cutting force and the surface roughness measured by the Ra values.
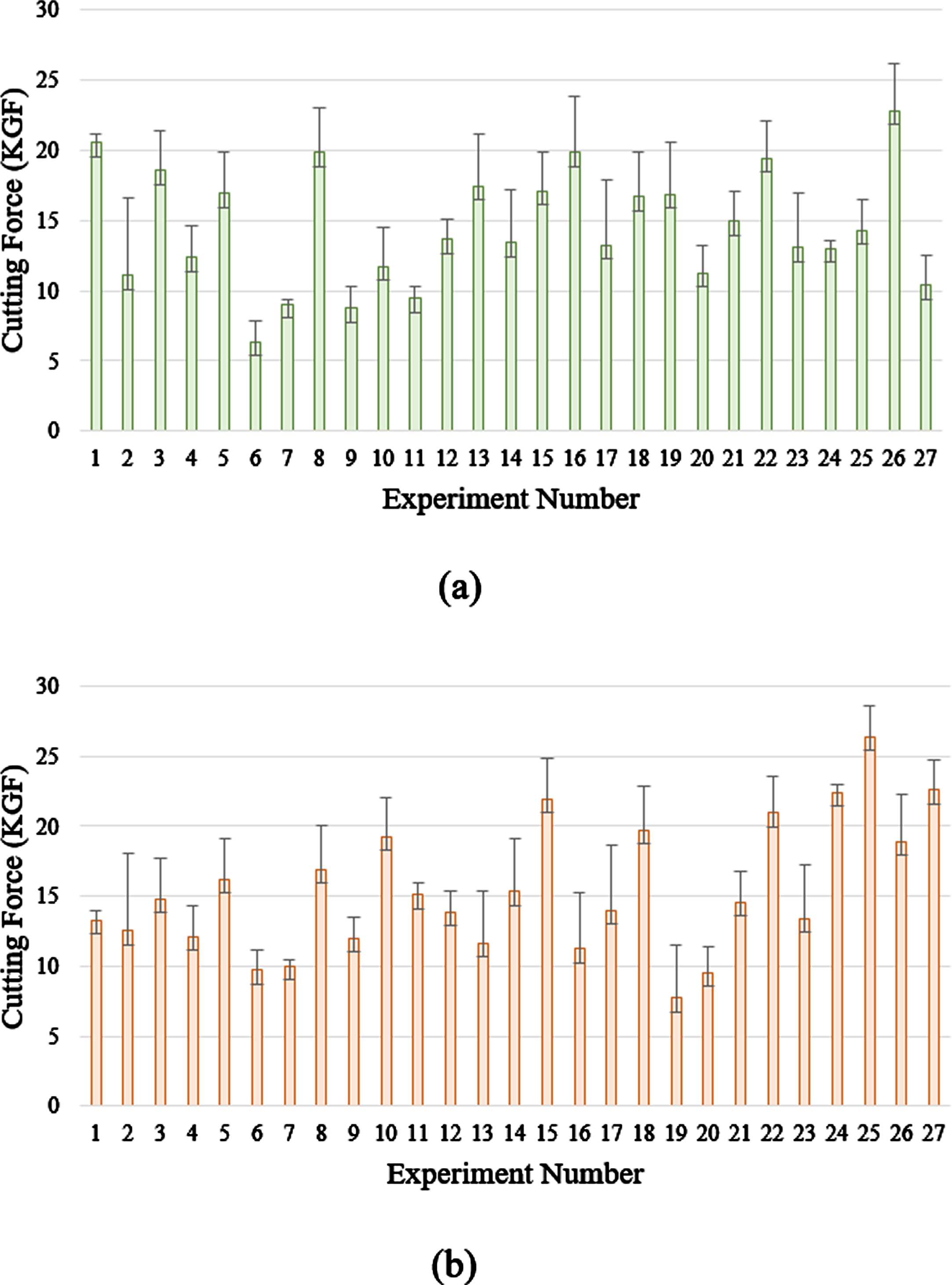
The mean and the standard deviation values for the cutting force for (a) Dry; and (b) Cutting fluid.
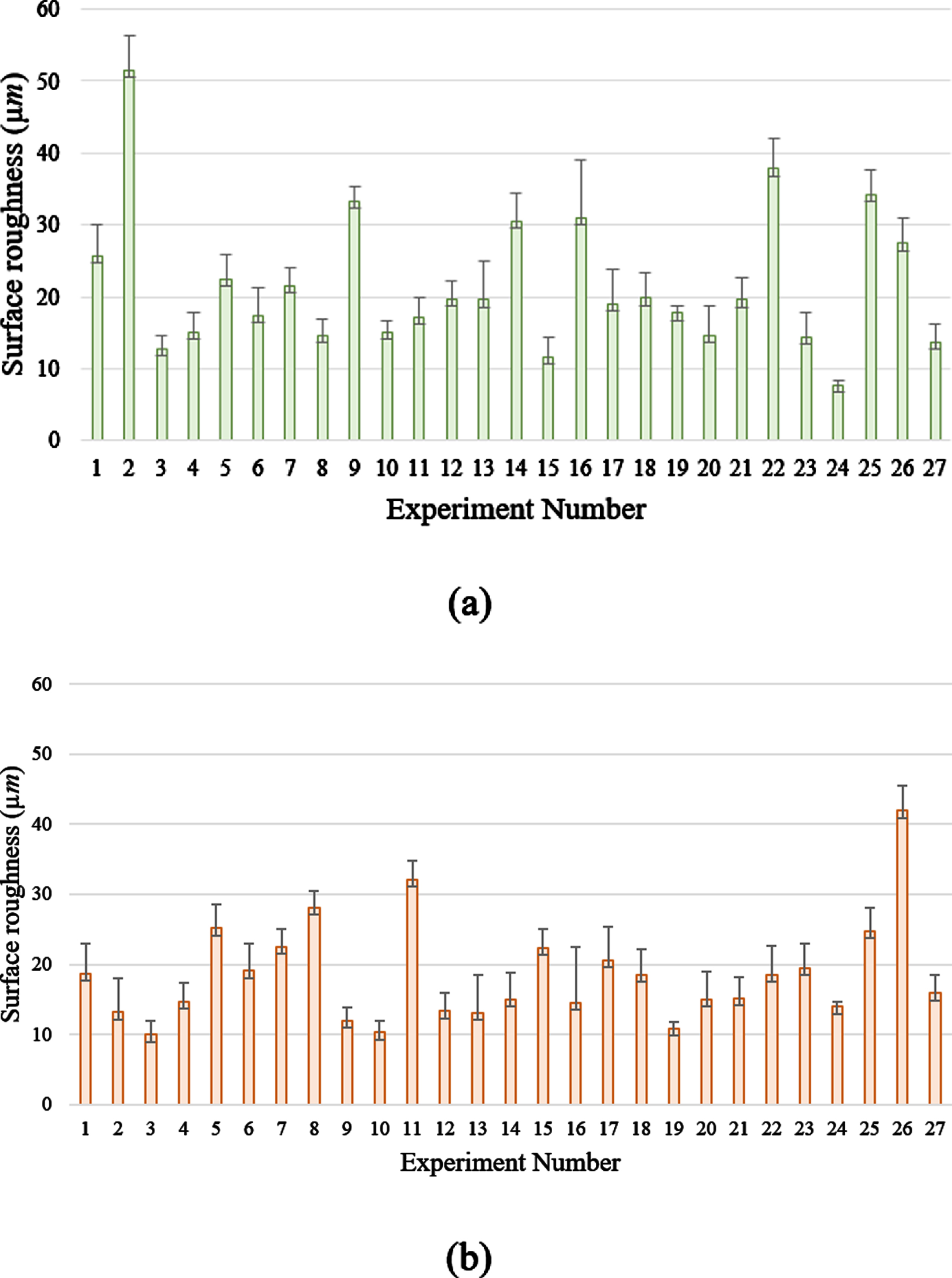
The mean and the standard deviation values for the surface roughness for (a) Dry; and (b) Cutting fluid.
The correlation coefficient values are shown in Fig. 3. It is noticeable that the variables have different effects on both the cutting force shown in Fig. 3(a) and the surface roughness shown in Fig. 3(b). In addition, reasonable and different correlation coefficients among the majority of the examined variables are shown in such a figure. To illustrate, some input parameters have different correlation coefficients between the experiments that were conducted without the use of lubricant (i.e. dry process) and the experiments that were carried out with the use of lubricant. For example, the correlation coefficient that measured the strength of the relationship between the cutting speed and the force without the use of cutting fluid is stronger than the same relationship when the cutting fluid was used. Since the use of lubricant is a classical variable, the analysis of variance, as a statistical test, was used to test its effect. It was found that such a variable has a significant influence on both the cutting force and the surface roughness, where the P-values are 0.026 and 0.029, respectively.
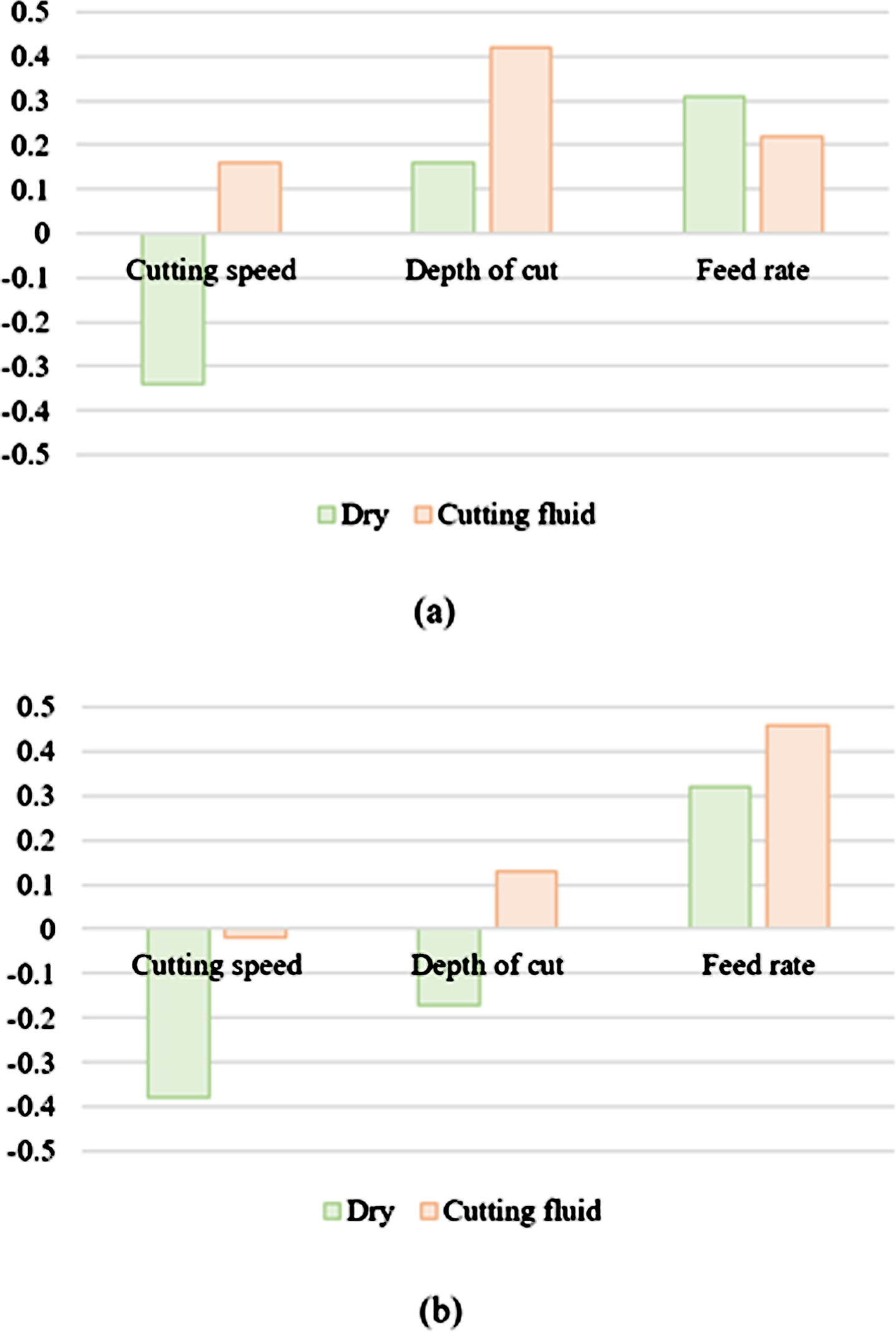
The correlation coefficient values for (a) the cutting force; and (b) the surface roughness.
Computational intelligence has recently found its way to various challenging academic and industrial areas such as medical, manufacturing and educational applications [12, 34]. This can be attributed to the most recent advancement in the computing power. In the manufacturing industry that has recently witnessed the Fourth Industrial Revolution (4IR), this allows researchers to move from the traditional modelling topologies that do not exist or can be complex towards data-driven modelling paradigms that mimic the human way of analyzing data [12, 31]. Various data-driven modelling paradigms such as regression models and ANNs have hitherto been presented and successfully implemented in various research areas such as pharmaceuticals, agriculture and supply chain and logistics [18, 36]. Some of the presented paradigms (e.g. regression models) cannot represent the complex nonlinear input/output relationships of some processes [27]. Furthermore, some of these models (e.g. ANNs) are referred to as black-box ones because of the lack of the interpretability [27]. Thus, fuzzy logic that was presented few decades ago by Zadeh [37, 38], has recently paved its way into various applications [18, 39–41]. This can be attributed to FLS ability to develop an interpretable models, which provide users with a simple linguistic understanding in the form of If/Then rules that can be utilized later to control the process under investigation. In addition, the fuzzy logic based models can tackle uncertainties intrinsically [20, 39]. Therefore, an integrated modelling structure based on the concept of the fuzzy logic is proposed in this research work. The idea of such a structure relies on developing various models having different structures to (i) represent the complex input/output relationships; (ii) explore the space under investigation; and (iii) tackle the uncertainties that may surround the process under consideration.
The integrated fuzzy logic based modelling structure is depicted in Fig. 4 for multi-input single-output (MISO), whereas the detailed steps of the proposed structure are presented in Fig. 5. In the first stage, the M inputs (
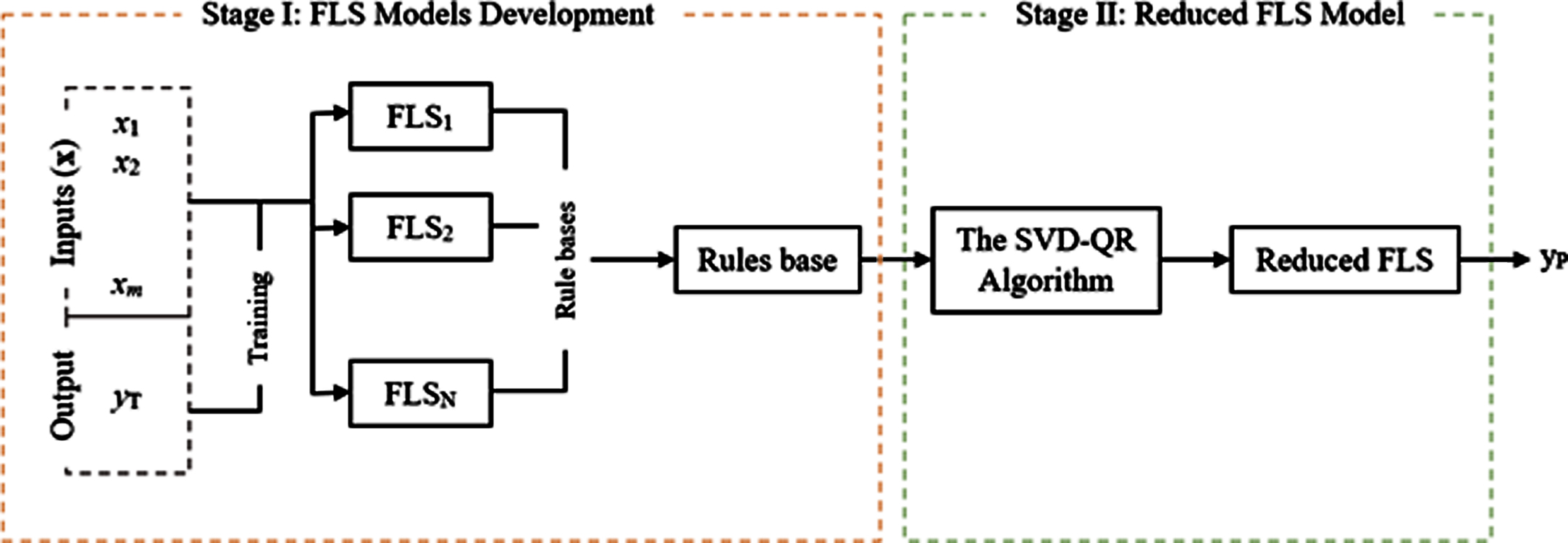
The architecture of the proposed framework.
The rules base commonly represents the process under consideration in a linguistic form that can be understood and employed by users. It is worth mentioning that the interpretability of the FLS is attributed to such linguistic rules. The rules in the rule base can be provided by experts in the area examined, or extracted from an observed data set. In the presented work, the rules are extracted from a data set that consists of a number of experiments that were performed under different set of operating conditions, as described in Section 2. For each FLS presented in Fig. 4 that has M inputs (x1, x2, ... x m ) and a single output (y T ), the ith rule can be written as follows:
where R stands for the number of rules in the rules base for each FLS and the rest of the parameters are as defined above. The output of such a process is a fuzzy output, which is finally defuzzified to obtain the crisp one that is commonly required for various engineering applications. For the defuzzification process, the centroid defuzzifier is utilized in this research work. Such a defuzzifier can be expressed as follows [39]:
The majority of the data-driven models including the FLS, as the name indicates, depend on the observed data [18]. Therefore, representative data in terms of the amount of data points and their distribution in the various areas of the space investigated are required in order to develop a representative model with an acceptable predictive performance [18]. In the turning process and other manufacturing processes, the sparse and limited data are one of the main challenges that need to be circumvented when it comes to developing a data-driven model, in particular, when nonlinear input/output relationships need to be represented. Therefore, a number of the FLSs having different topologies (i.e. rules and their parameters) is employed in the proposed structure. Such various FLSs can play a complementary role in capturing and representing the input/output relationships of the process examined, by extracting the possible rules that, in some cases, cannot be extracted by a single model. Thus, a rules base that consists of all the rules extracted from the different FLS topologies developed in the first stage is obtained. In addition, the function of the proposed modelling structure can analytically be expressed as a superposition of the fuzzy basis functions that correspond to the various FLSs. Such a superposition representation can lead to a better predictive performance (i.e. the difference between the predicted output obtained by the FLS and the target (or the experimental) output would be smaller) [42, 43]. Although the development of a number of FLSs is advantageous, it may lead to a rules base that contains highly overlapping rules (i.e. redundant or similar rules), which, as a result, can result in a biased model. In addition, the number of the extracted rules can be large and, therefore, can result in a computationally expensive model [39]. Therefore, the rules obtained from all FLS models are assessed and integrated in one rule base and, then, reduced to obtain a representative rules base, as shown in the second stage in Fig. 4.
Various algorithms have hitherto been proposed in the literature to assess and reduce the number of rules [39]. Such algorithms include, for instance, eigenvalue decomposition and the SVD-QR [44, 45]. In this research work, the SVD-QR approach is employed to assess and reduce the extracted rules, this being due to its efficiency that has been shown in various applications including, but not limited to, image steganography, image processing and discriminant analysis [46–48]. In addition, it has been successfully employed to reduce machine learning models complexity [49, 50]. Reducing model’s complexity is the main reason behind using the SVD-QR algorithm in this research work.
In general, the SVD-QR algorithm consists of several steps. It starts by defining the fuzzy basis function matrix (Φ) that can be expressed as follows [39]:
The integrated fuzzy based modelling architecture proposed in this research work was implemented to represent the turning process in order to predict the cutting force and the quality of a machined specimen represented via the surface roughness measured via the Ra values. Therefore, various FLS models, as MISO ones, were developed to extract meaningful rules in the form of rule bases. To develop each FLS model in the first stage of the proposed architecture, the experimental data conducted using different set of operating conditions were randomly classified into training (38) and testing (16) sets. The former data set is commonly employed to extract rules, by which the model learns the input/output relationships, whereas the latter one is used to examine the generalization capabilities of the FLS. It is worth emphasizing that the numbers of experiments in these sets were equal for the FLS models, however, the distributions of such experiments in the examined space were different. This allows the FLS models developed in the first stage of the architecture to provide rule bases that are different. Therefore, this leads to better representation of the turning process when compared to the development of a FLS model. To successfully model the turning process, one needs to carefully consider the nature of the process inputs (i.e. discrete or continuous). In this research paper, three process inputs, namely, cutting speed, depth of cut and feed rate, were dealt with as continuous ones, whereas the use of lubricant was dealt with as a crisp one. For each model, the model parameters (e.g. the mean and the standard deviation values) were carefully initialized for a specific number of rules. For this purpose, the hierarchical clustering algorithm was employed [51]. Such parameters were optimized during the training of the model using the well-known steepest descent algorithm [39]. The training of the model was terminated when either the predictive error was equal to or less than a predefined threshold value, or the predefined maximum number of epochs (i.e. iterations) was reached. For each FLS model, various numbers of rules in the range of 1 to 20 were tested. The optimal number that was finally chosen was the number that led to a trade-off between good training and generalization capabilities (i.e. an insignificant difference between the performance of the training and testing sets). In this research paper, the root mean square error (RMSE) was utilized to represent the predictive error, as a performance measure of the models. Once the FLS models were developed in the first stage and their rules were integrated to construct a single rule base, the SVD-QR algorithm was employed to assess the rules extracted from such models, and, then, to define those that contributed the most to the reduced FLS. Such a reduction in the number of rules allows one to reduce the computational complexity of the model and avoid system redundancy.
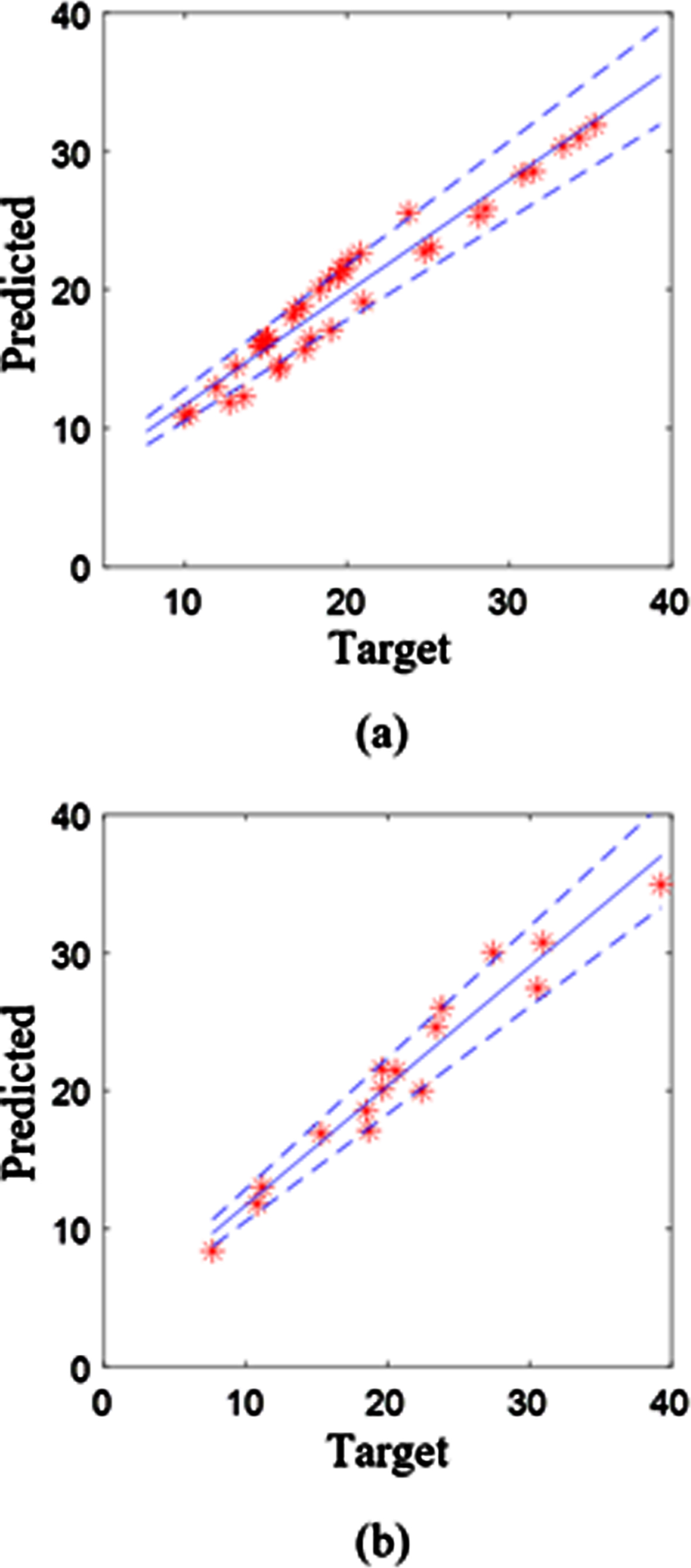
The predictive modelling performance for the cutting force is presented in Fig. 7, where the performance measure is RMSE (training, testing)=[0.99, 1.31]. It is noticeable that the majority of the predicted cutting force values are within a 10% error level, as shown in Fig. 7. By considering only the RMSE values, it is apparent that the testing set is worse than the training set, where the RMSE value for the former is greater than the RMSE value for the latter. This can indicate that an overtraining problem took place during the training. However, this is not actually the case as the difference in the RMSE values can be attributed to the cutting force values in the testing set. To illustrate, in the testing set, four data points out of 18 have cutting force values that are greater than 20KGF, such points have approximately large, but less than 10% of the target, error values. Such points can influence the RMSE value. To demonstrate this, the coefficient of determination (R2) values were estimated, such a value is R2 (training, testing)=[0.94, 0.95]. Since the difference in such values is negligible, the overtraining problem did not take place during the training of the model.
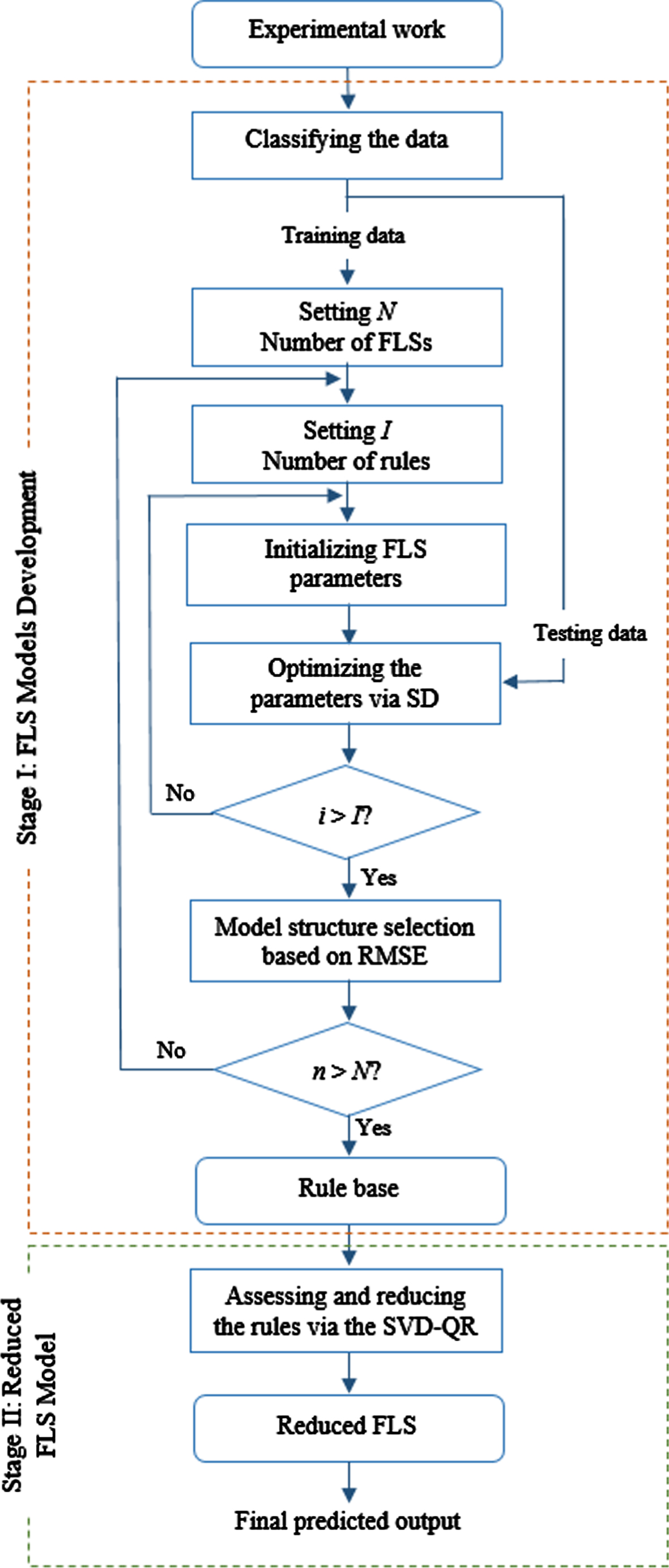
The flowchart of the proposed framework.
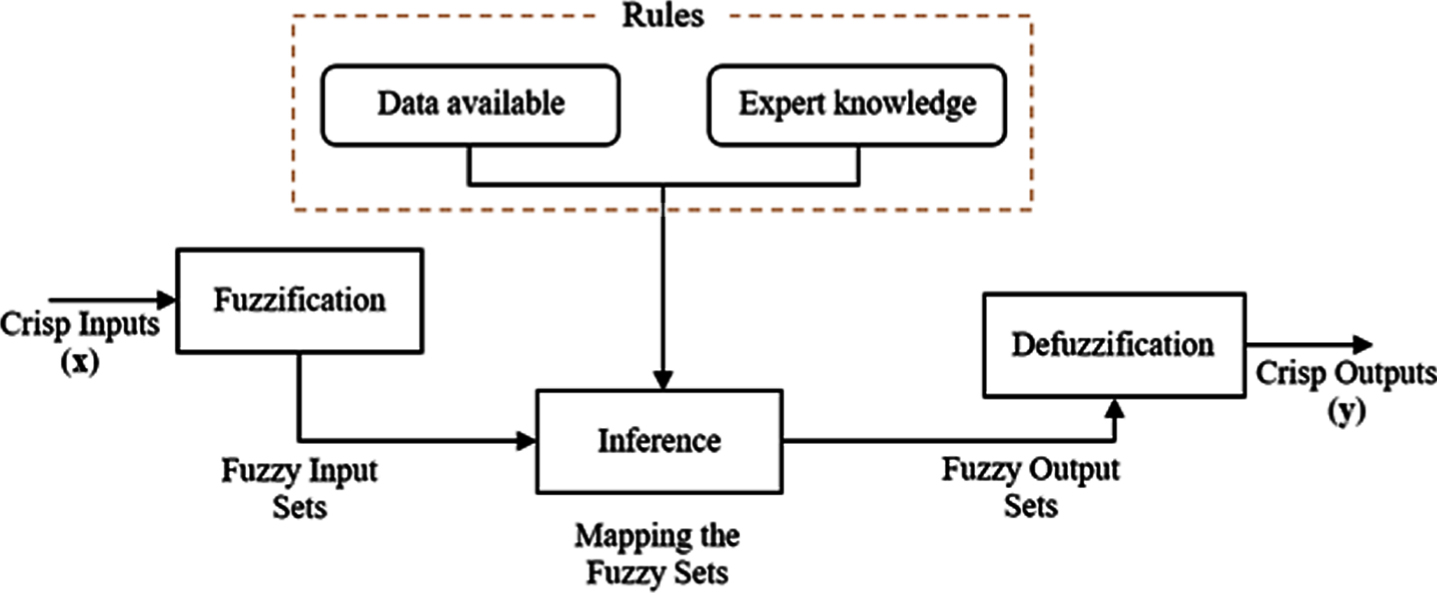
The structure of the fuzzy logic system.
The predictive performance of the proposed modelling framework for the cutting force (KGF): (a) Training, (b) Testing (with a 90% confidence interval).
Figure 8 presents a sample of three rules of the fuzzy rule base that consists of 7 rules. Such rules can linguistically be written as follows:

Examples of the rule base of the proposed model for the cutting force.
It is worth noting that the second rule presented in Fig. 8 was provided by three FLS models that were developed in the first stage. Because of its significant contribution to the reduced FLS model, the second rule presented was retained by the SVD-QR algorithm. To prove its considerable contribution, eliminating this rule would have led to a reduction of approximately 12% in the predictive modelling performance represented by the RMSE value.
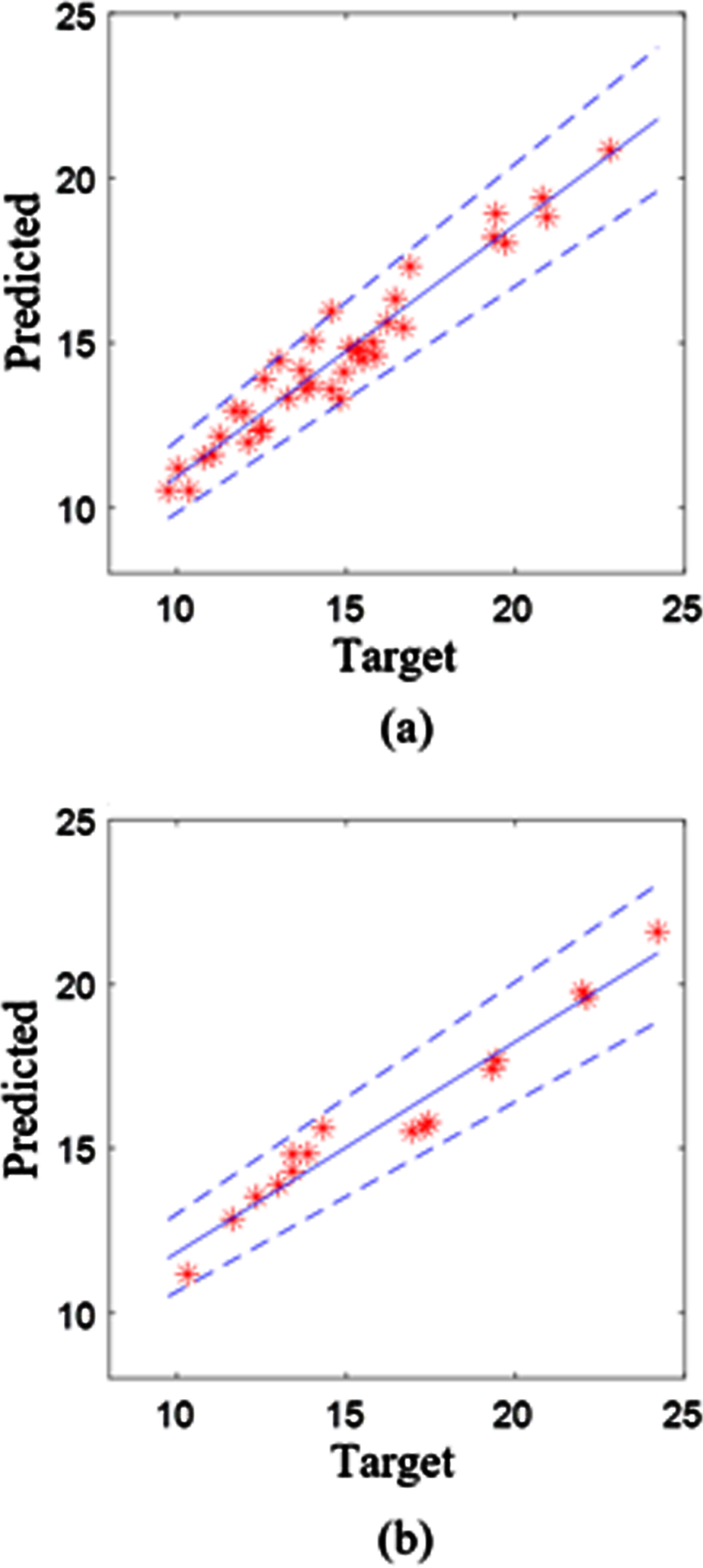
Similarly, the proposed modelling architecture was employed to predict the surface roughness measured via the Ra values. In this research work, various numbers of rules were utilized to develop the 10 FLS models in the first stage of the proposed architecture. By reducing these numbers of rules to 6 rules in the reduced FLS model, the modelling performance for the Ra values is presented in Fig. 9, with RMSE (training, testing)=[1.92, 1.97] and R2 (training, testing)=[0.93, 0.94]. It is noticeable that the performance measures for the cutting force are quite larger than that for the surface roughness. This can be attributed to the high uncertainties in measuring the surface roughness.
The predictive performance of the proposed modelling framework for the surface roughness (the Ra values (μm)): (a) Training, (b) Testing (with a 90% confidence interval).
For comparison purposes, the single FLS model, the ANN, the radial basis function (RBF) and multilinear regression model, as the most common data-driven models, were deployed to represent the turning process and to anticipate both the cutting force and the surface roughness using the experimental data available. The single FLS was defined as described above for each FLS defined in the first stage of the proposed structure. In order to develop the ANN, the RBF and the multi-linear regression, the experimental data carried out using different set of operating conditions were randomly classified into training (38) and testing (16) sets. For the ANN, the weights were first defined randomly and, then, optimized using the well-known steepest descent algorithm with the back propagation network. It is worth mentioning at this stage that various numbers of hidden neurons were examined and the best number of hidden neurons that was finally selected was the one that led to the optimal predictive performance and generalization capabilities. For the RBF model, the parameters of the basis functions were carefully initialized by the hierarchical clustering algorithm and, then, optimized via the steepest descent algorithm with the back propagation network. For the multilinear regression, the parameters were optimized using the least square approach. In addition to the performance measures of the proposed architecture, the predictive performance measures (i.e. the RMSE and R2 values) for the FLS, the ANN, the RBF and the multilinear regression models are summarized in Table 1. In such a table, it is noticeable that the proposed model outperformed the other modelling paradigms. For instance, the proposed structure outperformed the ANN with an improvement of 16% and 22% for the cutting force and the surface roughness, respectively. Unlike the ANN, the proposed model based on the FLS is interpretable and transparent, where the input/output relationships of the turning process were linguistically presented, as shown in Fig. 8. It is also apparent that the predictive performance values of the single FLS and the RBF model were close and they were better than that of the ANN and the multilinear regression. In addition, the predictive performance of the multilinear regression was the worse, this can be attributed to the nonlinear relationships between the input parameters and the process outputs and to the interactions among the input parameters.
The performances of the models represented by RMSE and R2
1NFRs stands for the number of fuzzy rules. 2The range is for the FLSs developed in the first stage and the second number is for the reduced FLS. 3NHNs stands for the number of hidden neurons. 4NBFs stands for the number of basis functions.
Although the proposed model and the well-known FLS are both transparent, the proposed model outperformed the FLS, with an improvement of approximately 12% and 13% for the cutting force and the surface roughness, respectively. Such a significant improvement can be attributed to the presented new architecture. To elucidate, the number of the FLS models that have different structures in the first stage of the proposed modelling structure can (i) successfully represent the input/output relationships of the turning process, and (ii) play a complementary role in capturing the various process patterns and covering the various areas of the examined space. It is worth emphasizing here that employing the SVD-QR algorithm to reduce the number of the extracted rules, and consequently, to improve the interpretability of the model, could lead to a reduction on the predictive performance. However, such a reduction can be negligible because of the careful assessment of the rules before eliminating the redundant ones.
In summary, the proposed modelling structure as transparent and accurate data based model was successfully developed and employed to model the turning process and represent the information derived linguistically in a way that can be easily used and interpreted. The proposed model can positively affect the manufacturing industry by modelling various equally challenging manufacturing processes with a limited number of experiments (i.e. data points).
A new modelling architecture based on the concept of the fuzzy logic was proposed in this research paper. Such a modelling architecture consists of two stages. In the first stage, fuzzy logic system (FLS) models having various topologies were employed to derive different rule bases, whereas in the second stage, the fuzzy rules were assessed and integrated using the singular value decomposition-QR factorization (SVD-QR) algorithm, and, then, reduced to develop a reduced model. The proposed model was employed to model the turning process in a way that can be utilized to predict the required cutting force and the surface roughness of the machined workpiece, and can provide linguistic understanding of the process. Validated on a set of laboratory experiments, it was shown that the model predicted both the cutting force and the surface roughness successfully. Furthermore, it was shown that the proposed model outperformed four common data-driven models, namely, artificial neural network, the well-known FLS, the radial basis functions and the multilinear regression model, where the overall improvement is of approximately 19%, 13%, 14%, 270%, respectively. In order to improve the performance of the proposed model in the future, a stochastic model such as the Gaussian Mixture Model can be incorporated in the proposed modelling structure in order to characterize the error residuals and extract valuable information.