
Abstract
The path planning of traditional spot welding mostly uses manual teaching method. Here, a new model of path planning is established from two aspects of welding length and welding time. Then a multi-objective grey wolf optimization algorithm with density estimation (DeMOGWO) is proposed to solve multi-object discrete problems. The algorithm improves the coding method and operation rules, and sets the density estimation mechanism in the environment update. By comparing with other five algorithms on the benchmark problem, the simulation results show that DeMOGWO is competitive which takes into account both diversity and convergence. Finally, the DeMOGWO algorithm is used to solve the model established of path planning. The Pareto solution obtained can be used to guide the welding sequence of body-in-white(BIW) workpieces.
Keywords
Introduction
Robots are widely used in the BIW welding, but the path planning of traditional spot welding mostly uses manual teaching method. The welding quality of manual teaching method depends on the skill and experience of the workers. Due to the lack of strict mathematical demonstration, the welding path is lengthy, the production efficiency is low, and the welding quality isn’t guaranteed. Hence, it is necessary to use automatic and efficient path optimization method instead of manual. How to plan a reasonable path for the robot welding and shorten the production time has become a research hotspot [1]. According to the given welding joints, the optimal path of the robot torch movement through these welding joints meeting the corresponding constraints is planned. As an important part of welding robot, it is necessary to study the path optimization strategy [2]. So the path planning of spot welding robot is an optimization problem.
Therefore, Wang et al. [3] proposed a double global optimization algorithm, which took the path length as the optimization goal to obtain the shortest collision-free welding path. Zhang et al. [4] proposed a method for automatic generation of robot trajectory, and took the minimization of energy consumption as the optimization objective. In Ref [5], an optimization strategy for traveling salesman problem (TSP) based on the elastic network method and artificial neural network is proposed, which realized the welding sequence with the minimum welding deformation. In Ref [6], Genetic algorithm was used for minimizing the cycle time of the robotic spot welding. Ref [7] has combined the genetic algorithm (GA) with the Beetle Antennae Search algorithm (BAS) to plan the shortest path. The literature above regards the path planning of robot welding as a single objective problem.
In the actual production, it is necessary to consider many factors that affect welding to complete the optimal path planning. Taking the shortest path length and welding deformation as optimization criteria [8], a path optimization strategy for dual welding robot was proposed. Simulation results showed that the proposed algorithm and strategy achieved the ideal effect. Ref [9] proposed the clustering guidance multi-objective particle swarm algorithm, which was applied to the path planning of spot welding robots. The algorithm taken the shortest path length and the minimum energy consumption as the optimization objective. Ref [10] proposed a an improved discrete MOEA/D to solve the problem with two objectives, path length and energy consumption. However, in spot welding production of automobile, factories pay more attention to the time efficiency to maximize the production output. To realize efficient welding production, this paper took the shortest path length and the shortest time as the optimization objective.
The grey wolf optimization (GWO) is an evolutionary algorithm proposed in recent years, which is superior to particle swarm optimization (PSO) and genetic algorithm (GA) [11]. In many practical engineering fields, GWO has achieved good results, such as wireless communication [12], load distribution [13], sensor network design [14], and so on. The algorithm cannot be directly used to solve discrete problems. So Ref [15] has modified GWO to solve the packing problem. However, GWO for multi-objective discrete optimization problems is less researched. In this paper, a multi-objective grey wolf optimization algorithm with density estimation (DeMOGWO) is proposed, which is used to solve multi-objective discrete problems.
The DeMOGWO which is based on GWO inspired by the hunting and social behavior of the grey wolves improves the coding method and operation rule of the GWO, and sets the density estimation in the environment update. The diversity and convergence are considered in DeMOGWO. Through Mo-TSP(Multi-objective traveling salesman problem) benchmark problem test, DeMOGWO has better performance than other five evolutionary algorithms NSGA-II [16], MOPSO [17], SPEA2SDE [18], IBEA [19] and MOEADD [20]. Finally, taking the shortest welding length and the least welding time as the optimization objective, DeMOGWO is used to solve the path planning of the spot welding robot in BIW. The experimental results show that the proposed algorithm effectively solves the path planning. The optimal solution set can be used to guide welding production. According to the production needs, the proper weight is selected to get the sequence of welding spot from the optimal solution set.
The rest of the paper is organized as follows. In Section 2, the problem details are presented. Then the model of path planning is established. Section 3 introduces the multi-objective grey wolf algorithm with density estimation. Section 4 discusses and analyzes the obtained experiment results. Finally, Section 5 concludes the paper.
Description of path planning for spot welding robot
The traveling salesman problem is an NP-hard problem widely studied in combinatorial optimization. Traveling salesman visits n cities, starting from a certain city and returning to the starting city after traveling all the cities, but only visit each city once. It usually involves an objective function, such as total distance, total time, or total cost. But in the Mo-TSP, several conflicting goals need to be optimized at the same time, such as the shortest total distance, the shortest total time, the lowest total cost, or the lowest risk [21].
In this paper, a workpiece of BIW is taken as the object of path planning, and robot Yaskawa 166 is used as the main body. There are n welding joints in the workpiece. The movement of the welding torch represents the traveling salesman walking. The path planning is used to find the shortest path which travels all welding joints, and taking into account the shortest welding time. It is a Mo-TSP problem in three-dimensional space. m (m ⩾ 2) is the number of objective functions. It can be expressed as follows:
The algorithm randomly generates welding sequences for all welding joints. The length of welding path and the required welding time are calculated by the coordinates of two adjacent welding joints on the welding sequence. Then the total welding length and welding time are obtained by calculating all the welding spots in the sequence. When getting the length and time of path, it involves the kinematic and inverse kinematic of the robot.
During the welding process, the robot corresponds to a time series {t1, t2, ⋯ , t
i
, ⋯ , tn-1, t
n
} when it moves between welding joints {γ1, γ2, ⋯ , γ
i
, ⋯ , γ
n
}. t
i
represents the movement time between welding joint γ
i
and welding joint γi+1. t
n
represents the movement time between welding joint γ
n
and γ1. The welding time includes working time and movement time. Because the working time T
work
used for welding is fixed. In order to simplify the problem, the welding time mainly considers the movement time between the welding joints. All welding joints are welded, the total welding time required is shown in Equation (2).
In order to optimize welding time, the movement time of the robot between two welding joints can be shortened as much as possible according to the kinematic and inverse kinematic constraints of the robot, i.e. angular velocity and angular acceleration constraints.
The motion trajectory of the robot between two welding joints is a quintic polynomial. It is difficult to calculate the path length qi,i+1 between two points in Cartesian space. Therefore, the joint space is used to calculate the path length. The end of robot torch is approximated as the position of welding joint. In the joint space, according to the position and attitude of the two welding joints γ
i
, γi+1 on the path, the angular displacement corresponding is obtained and denoted by θ
i
. The velocity
Where, σ5, σ4, σ3, σ2, σ1, σ0 are the coefficient. t i is the time.
The motion trajectory between welding joints γ
i
, γi+1 can be divided into equal parts of p-segment in joint space. Then the angular displacement θi1, ⋯ , θ
ip
of p points are calculated on the trajectory according to Equation (3). Through the robot kinematic, the Cartesian coordinate values corresponding to the p points are obtained. With the increase of the segment numbers, the sum of p-segment trajectories is approximated as the path length qi,i+1 between two welding joints.
Where dj,j+1 is the Euclidean distance between the adjacent point position (a j , b j , c j ) and point position (aj+1, bj+1, cj+1) of the p-segment trajectory [9].
All welding joints on the welding path are calculated. The total length from the start welding joint to the end welding joint follows Equation (6).
The welding time model Equation (2) and welding path length model Equation (6) established are used as objective functions of path planning. The multi-objective model of path planning for spot welding robot is established. The formula Equation (1) is expressed as follows Equations (7)∼(8).
Where x∈ { x1, x2, ⋯ , x i , ⋯ , x Δ } is the X set of all welding joints sequences. x i is a sequence of welding joints {γ1, γ2, ⋯ , γ i , ⋯ , γ n }.
The maximum angular velocity and maximum angular acceleration are the constraints. The constraint of angular velocity is:
This paper redefines the coding method and operation rule of GWO.
Grey wolf optimization algorithm
GWO is a new intelligence optimization algorithm proposed by Mirjalili S in 2015 [11]. During the iterative process, the algorithm updates all positions of grey wolves according to Equations (10).
Where, D is the distance between the grey wolf and the prey, g is the evolutionary algebra, x p (g) represents the position of prey when the algorithm iterates to the g-th generation, and x (g) represents the position of grey wolf in the g-th generation.
To solve the problem of path planning, the coding method of the grey wolf is changed from any value in the continuous domain to the positive integer sequence of 1∼n. The position vector of each grey wolf is expressed as a solution to the multi-objective path optimization of spot welding robot. Let the position of the i-th grey wolf be x i = (xi1, xi2, xi3, ⋯ , x in ), where xi1, xi2, xi3, ⋯ , x in represents a certain sequence of welding joints {γ1, γ2, ⋯ , γ i , ⋯ , γ n }. The multi-objective function of the path planning is defined as minF (x) ={ f1 (x) , f2 (x) , ⋯ , f m (x) }.
The operation rules are redefined as follows.
According to the definition 1 and definition 2, Equation (9) is changed to Equations (11)∼(13).
Where, ξ1, ξ2, ξ3 are the coefficient. x
α (g), x
β (g), x
δ (g) represent positions of the three best wolves (α wolf, β wolf and δ wolf) in the pack.
Where r1 is a random number in the range of [0,1].
According to the definition 1 and definition 2, Equation (10) is changed to Equations (15)∼(17).
Where A1, A2, A3 are the convergence factor and r2 is a random number in the range [0,1] in Equation (18). According to Equation (19), φ decreases linearly from 2 to 0 as the number of iterations increases, and Maxiter is the maximum number of iterations.
All positions x (g + 1) of grey wolves update according to the positions of α wolf, β wolf and δ wolf. Operator ⊕ in Equation (20) represents the superposition effect of the sequences.
To obtain the Pareto set, the algorithm sets the external archive set A to retain the non-dominated solutions. When the number of non-dominated solutions exceeds the capacity of archive set A, “ K -nearest” neighbor method is used to filter poor solutions. In order to enhance the population diversity in the search process, a mechanism of shift-based density estimation (SDE) is introduced [18, 22]. When the density of the surrounding areas of individuals in population estimated, the positions of other individuals are shifted according to their convergence to reflect the relative distance of individuals to the Pareto front.
Where
The search process includes the distribution information and convergence information of individuals. The density is estimated by the difference of objective function from the individual to the “K-nearest” neighbor. Given the density estimation, the individuals with poor convergence in the population are moved to the area with high crowding degree. These individuals are given a higher density value, which makes them easier to be eliminated during the iteration process.
The complete DeMOGWO for path planning of spot welding robot is described in Algorithm 1.
This process repeats until the termination criterion is met. Finally, the solutions in archive set A are outputted.
Experimental results and discussion
To verify the performance of the algorithm, DeMOGWO is compared with NSGA-II, MOPSO, SPEA2SDE, IBEA and MOEADD of PlatEMO platform [24]. The algorithms used for comparison are popular algorithms for dealing with Mo-TSP problems. Each of these algorithms has been extensively implemented by many researchers. All computational experiences for the test functions are implemented using MATLAB R2016b on a PC with an Intel core i5-2410 4.0 GHz processor and 8.0 GB memory.
The parameters of the Multi-objective grey wolf optimization algorithm is very important for the performance. For all algorithms, to reduce random error of the simulation, all experiments on test function are repeated 20 runs. In order to make the algorithm convergent and get good results, the values of common parameters used in each algorithm are chosen to be the same. The population size, the maximum iteration number, and external archive scale are set as 200, 100000, and 200. For DeMOGWO, the segment p is set as 10.
Performance comparison on the Mo-TSP benchmark problems
Generally speaking, Mo-TSP benchmark problems [25, 26] is used to test the performance of six algorithms. The mathematical definitions and other relevant parameters of Mo-TSP are incorporated in Table 1.
General parameters of Mo-TSP problem
General parameters of Mo-TSP problem
The parameter settings of other five algorithms are given as follows: NSGA-II refers to [16], MOPSO refers to [17], SPEA2SDE refers to [18], IBEA refers to [19], and MOEADD refers to [20]. The experimental environment and the iteration numbers of algorithms are the same as above.
The hypervolume (HV) is a metric, where there is no prior knowledge about the true Pareto front required in the metric calculations [27]. A higher HV value indicates the better convergence as well as diversity of the points in the solution space. Given a solution set SP, the HV value of SP is defined as the area covered by SP with respect to a set
of predefined reference points SR in the objective space. λ is the Lebesgue measure.HV (SP, SR) = λ (H (SP, SR)). Due to its good performance, the HV metric is a very popular quality metric.
Since the range of the Pareto front (PF) is unknown in Mo-TSP benchmark problems, the indicator HV is considered to evaluate the performance of each algorithm. The volume of objective space between the solution set and the reference point calculated by HV is better to use a larger value. A larger HV is preferable, indicating a better approximation to the true PF and better diversity.
Run Time is the time required for the algorithm to iterate the maximum numbers. It describes computing complexity of the algorithm.
Tables 2-4 show the HV values and RunTime values of compared algorithms for different Mo-TSP problems. From the HV results shown in Tables 2-4, a phenomenon observed from these results is that NSGA-II, MOPSO and MOEADD do not provide the good solution for the Mo-TSP benchmark problems.
Performance evaluation for TSP30 problem
Performance evaluation for TSP50 problem
Performance evaluation for TSP100 problem
Tables 2, 3, and 4 show that advantage of DeMOGWO algorithm on HV is greater than other algorithms. The higher the HV value represents the better comprehensive performance of the DeMOGWO algorithm. DeMOGWO is slightly more than NSGA-II, MOPSO and IBEA with computational complexity while less than SPEA2SDE and MOEADD, this is acceptable. Moreover, as the number of cities increases, the performance differences can be better observed. It shows that DeMOGWO algorithm has strong search ability. Therefore, DeMOGWO has better performance than other five evolutionary algorithms in Mo-TSP benchmark problems.
Next, the welding joints sequence planning of BIW workpieces is will solved. In practical, a welding robot is allocated about 30 to 50 welding joints during the welding process. The paper takes 47 welding joints as an example. Figure 1 shows the welding joints assignment of a BIW workpiece.
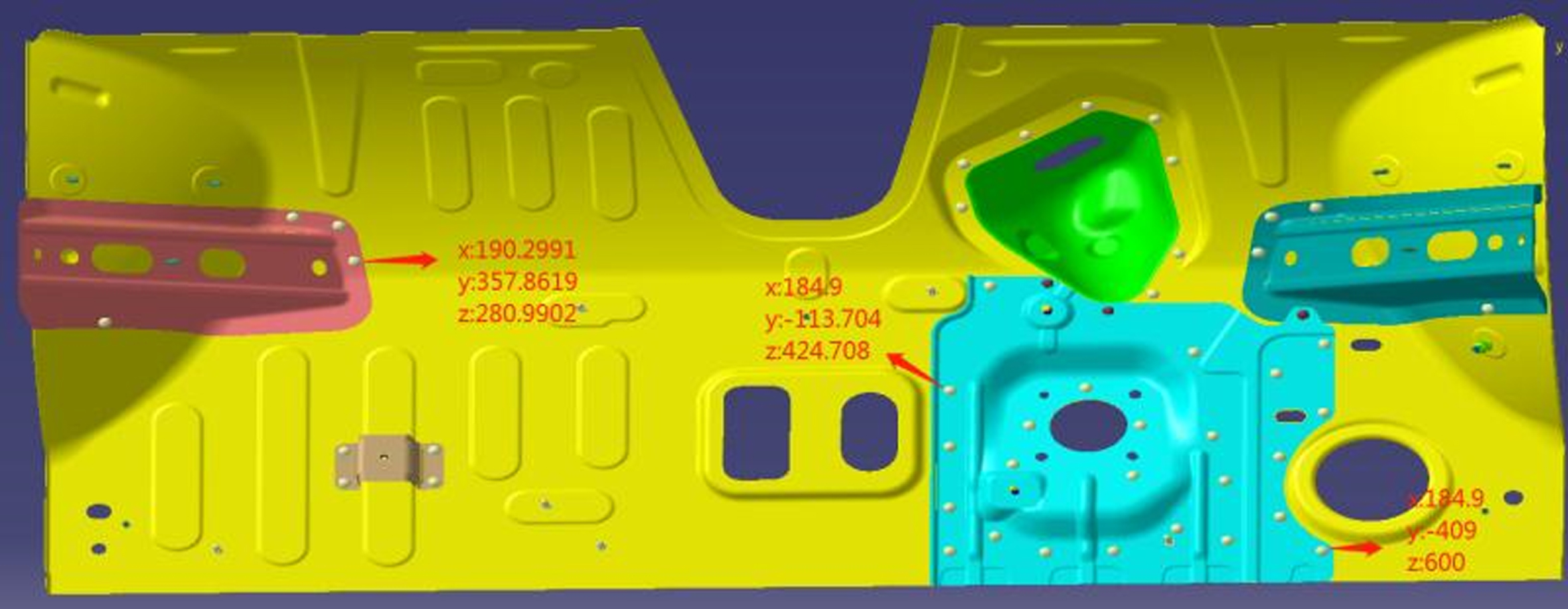
Welding joints assignment of a BIW workpiece.
The ball in Fig. 1 indicates the welding joints that need to be welded. Three welding joints are marked in the figure. Table 5 shows the coordinate values and the attitude values of 47 welding joints while welding (x, y, z are the position coordinate values, Ψ1, Ψ2, Ψ3 are the attitude values). The path planning of spot welding robot can be summarized as the following steps: Robot D-H model establishment. Import welding joints information of workpiece. Set the start and end of the path. Set the middle points that the robot must pass through in the process of welding. According to the evaluation indicators, such as less welding time and shorter welding length, the welding path is evaluated and optimized. The coordinate and attitude values of 47 welding joints
Due to the multi-objective problem of path planning, the true PF cannot be obtained. Therefore, the HV and RunTime indicators are used to quantitatively evaluate the quality of the optimized solution. The parameters of the six algorithms are the same to the Section 4.1.
Table 6 shows the HV and RunTime results of the six algorithms NSGA-II, MOPSO, SPEA2SDE, IBEA, MOEADD, and DeMOGWO for the multi-objective path planning. It can be concluded from Table 6 that the HV indicators from large to small are DeMOGWO, SPEA2SDE, IBEA, MOEADD, NSGA-II, MOPSO. The larger of HV, the convergence and diversity of the algorithm is better. And the RunTime of DeMOGWO has better performance than MOEADD and SPEA2SDE.
The results of path optimization problem
After the initialization of the DeMOGWO algorithm, the welding sequence covering all welding joints is randomly generated. Then, the welding length model and welding time model are taken as the objective functions. Finally, the Pareto solution set is obtained by the six algorithms, as shown in Fig. 2. f1 represents the welding length (unit: 10000 mm). f2 represents the welding time (unit: 100 s). Each point in the figure represents a specific candidate solution.

Pareto solution set obtained by six algorithms.
The purpose of Pareto solution set obtained through multi-objective algorithm is to provide the optimal solution for the production process. The results are helpful to improve welding efficiency and increase production capacity. In actual production, technicians can set different weights for two goals. The optimal welding path corresponding to the weight can be obtained from the solution set. For example, when the weight of welding length and welding time is set as (0.5, 0.5), the optimal welding sequence is:
44–>45–>12–>5–>28–>22–>29–> 26–> 23–> 36–>7–>17–>18–>19–>14–>10–>38–>34–>24–>20–>8–>11–>27–>6–>9–>21–>13–>25–> 39–> 37–> 16–>15–>1–> –>2–> 4–> 33–>41–>40–> 42–> 35–> 30–>31–>3–>32–>43–>47–>46. Then the path length and welding time obtained are respectively 8122.415 mm and 99.31 s.
It can be seen from the Fig. 2 and Table 6, DeMOGWO has a good diversity. One possible reason is that the density estimation mechanism enables the algorithm to maintain diversity in the iterative process. Due to the grey wolf algorithm has a strong global search ability, it can jump out of the local optimal solution through the hunting mechanism. Therefore, the convergence of the DeMOGWO algorithm is also excellent. The DeMOGWO algorithm not only coordinates the global and local search ability, but also improves the method of elite solutions obtained. This makes the non-inferior solutions can be distributed evenly in the solution space.
The path planning of spot welding robot belongs to Mo-TSP problem. A Multi-objective grey wolf algorithm with density estimation is proposed. The algorithm improves the coding method and operation rules. The density estimation mechanism is set in the environment update. Meanwhile the individual positions are shifted by density estimation mechanism. By balancing the convergence and diversity of solutions, the optimal solution set obtained is closer to the Pareto front.
A Mo-TSP benchmark experiment is carried out, and the proposed DeMOGWO is compared with other five widely used multi-objective algorithms. According to HV indicator, DeMOGWO is superior to other five algorithms on the Mo-TSP benchmark problem. The solution set obtained by DeMOGWO is evenly distributed and close to the Pareto front. Therefore, the proposed algorithm is more competitive than other algorithms.
Finally, the DeMOGWO algorithm is used for path planning of BIW workpieces. The experimental results show that the optimal solution set with good distribution and convergence is obtained. The technicians set the weights according to the production needs, then the appropriate sequence of welding joints is obtained to guide the production. In the future, more factors affecting the selection of path planning will be studied and optimized.
Footnotes
Acknowledgments
The authors would like to thank the anonymous reviewers for their valuable comments and suggestions to improve this paper. This work is supported by the National Natural Science Foundation of China [grant number 51774219]; the Science and Technology Research Program of Hubei Ministry of Education [grant number MADT201706].