
Abstract
In order to improve the quality of remanufacturing assembly with uncertainty for the sustainability of remanufacturing industry, an error propagation model of the remanufacturing assembly process and its optimal control method are established. First, the state space model of error propagation is established by taking the work-in-process parameter errors of each process as the initial state of the procedure and the parameters of remanufactured parts and operation quantities as the input. Then, the quality control issue of remanufacturing assembly is transformed into a convex quadratic programming with constraints based on this model. Finally, the proposed method is used to control the remanufactured-crankshaft assembly quality. The experimental results show that the axial-clearance consistency and the crankshaft torque are improved, and the one-time assembly success rate of a remanufactured crankshaft is increased from 96.97%to 99.24%. This study provides a theoretical model and method support for the quality control of remanufacturing assembly and has a practical effect on improving the quality of remanufactured products.
Keywords
Introduction
Since the 21st century, with the development of economy, natural resources have been exploited arbitrarily and the environment has been used free of charge, resulting in the waste of global resources and environmental pollution [1, 2]. The contradiction between environment, energy and economic growth has become increasingly prominent. In order to maintain sustainable development, many countries have proposed to improve manufacturing mode and manufacturing technology. Because remanufacturing technology has the characteristics of high efficiency, energy conservation, material saving and environmental protection, it has attracted the attention of major economies [3–5]. Remanufacturing technology can maximize the reuse of waste products. This approach is the best form and preferred method of waste product recycling, and it is an important means to realize green economy, resource conservation, and environmental protection [6, 7].
Compared with new parts manufacturing, remanufacturing can save 50%of the cost, 60%of the energy consumption, 70%of the material consumption, and 80%of the exhaust emissions [8]. However, the quality uncertainty and performance instability of remanufactured products are difficult to meet the consumer expectations [9–13], and it has become a difficult problem for the development of remanufacturing industry. The remanufacturing assembly process has great uncertainty, and its quality control is directly related to the comprehensive performance of remanufacturing products [14, 15]. Numerous scholars have studied quality control methods for remanufacturing assembly [16–19]. At present, remanufacturing quality control mainly includes data-driven method, statistical/ stochastic process method, and stream of variation (SOV) method.
Data-driven method: A data-driven approach was proposed by Goodall [19] to predict material flow behaviour within remanufacturing operations. An online quality control method for remanufacturing engine cylinder blocks and cylinder heads with a self-learning and self-updating BP neural network was proposed by Ge [20] to deal with the uncertainty of the reassembly process. Meanwhile, an optimal remanufacturing selective assembly method was proposed by Su [21]. Then, the heuristic function of the ant colony algorithm was used to obtain the optimal assembly combination, reduce the influence of uncertain factors on assembly quality, and solve the problems of low assembly efficiency, poor assembly accuracy, and numerous remaining unmatched parts in the construction machinery remanufacturing assembly.
Statistical/stochastic process method: To improve the utilization rate of wear parts, a hierarchical selection method of remanufactured assembly based on the Markov chain was proposed by Ge [22]. Aiming at the uncertainty of time, quantity, and quality of a modular product assembly system in the remanufacturing environment and the different needs of customers, the optimization problem of the remanufacturing system as a Markov decision-making process is described [23]. Then the method using a high-quality module instead of a low-quality module to improve the quality of remanufacturing assembly was studied. To solve the problem of large uncertainty in remanufacturing parts, a method for the quality control of the remanufacturing process based on dynamic and non-normal distribution exponential weighted moving average control chart was proposed [24]. Experiments showed that the method could quickly monitor abnormal quality changes, and it provided an effective method for the quality control of the remanufacturing process.
SOV method: The SOV model was first applied to the optimization and control of the new product assembly [12]. Now, it is widely used in the remanufacturing assembly quality control [25–31], because this method can provide an effective mathematical model for product quality control and fault diagnosis of the manufacturing/remanufacturing assembly [32]. Li analyzed the propagation and coupling relationship of various error sources in engine block manufacturing and assembly [33]. Then, a SOV model of a single process assembly of flexible composite materials was established by Zhang [28], in which the influence of the manufacturing error and the assembly error on the product quality was revealed. On the basis of Zhang [28], the influence of the material part error, fixture error, and relocation error on assembly in the multi-process assembly process was studied [29], and a SOV model based on the state space representation method was established. A state space model of the remanufacturing assembly process was established by Liu [34], and the online control method of the assembly quality based on the hierarchical method was proposed, which can improve the remanufacturing-assembly success rate. According to the mathematical mapping relationship among the quality characteristics of parts, the actual measurement results, and the error sources in the assembly process of remanufacturing machine tools, the SOV model for the assembly process of remanufacturing machine tools was proposed by Wang [31]. SOV model can quantitatively describe the deviation transfer law of the quality characteristics of parts in the assembly process of remanufacturing machine tools. Based on this model, the stream of variation correction function was proposed, which realized the accuracy prediction, analysis, and quality error correction of remanufacturing machine tools [31].
The above research has significance to the quality control of remanufactured products. However, some shortcomings still emerge. To ensure the accuracy of the model, a large amount of data is needed in the data-driven method, which brings challenges to data collection in practical application. The methods based on statistics and the stochastic process can realize the optimal control of remanufacturing quality. However, these methods have strict requirements on the model of the stochastic process. In practice, numerous cases do not meet the assumptions in the model. SOV model has several parameters, which are difficult to determine. Moreover, the parameter identification methods are rarely given.
Therefore, this study presents an error propagation model of multi-process remanufacturing assembly based on the state space method, which provides a theoretical model for the study of remanufacturing assembly modeling and quality control. In theory, the model proposed in this research needs fewer parameters to be identified. The input matrix of the system can be determined by the least squares method, and the input matrix can reflect the coupling relationship between the output parameters of different processes and the parameters of parts. Based on this model, the interference boundary can be determined. Moreover, the quality control problem of remanufacturing assembly is transformed into a convex quadratic programming under constraints, and the optimal control of the assembly is obtained by solving the convex quadratic programming. In practice, this method provides a guiding method for workers’ assembly operation. This method can improve the remanufacturing-assembly success rate and make workers more productive. It also provides a practical theoretical basis for engineers and managers to improve the quality of the process. Lastly, this method can improve the quality of remanufactured products, enhance the market competitiveness and economic benefits of enterprises, and contributes to the sustainable development of the remanufacturing industry.
The following parts are arranged as follows. Section 2 introduces the specific process of this method, while Section 2.1 is an overview of this method. Section 2.2 discusses the assumptions of the proposed method. Then, Section 2.3 introduces the modeling process of the system error propagation model. Next, Section 2.4 presents the parameter determination method, followed by the introduction of the control method based on convex quadratic programming in Section 2.5. Section 3 introduces the experiment. Section 3.1 provides the background. Section 3.2 delineates the process. Section 3.3 explains the result and analysis. Section 4 concludes this study.
Methodology
Framework of the methodology
The sources of the parts used in remanufactured products are diverse, including recycled parts, remanufactured parts, and new parts. Although the performance of direct recovery parts meets the basic requirements, their performance parameters are uncertain after a certain period of service compared with new parts [35]. Meanwhile, the remanufacturing process and processing path of different parts may be different [36], which further amplifies the uncertainty of remanufactured parts. In remanufacturing assembly, the uncertainty of parts and the assembly errors is large, and the quality consistency of remanufactured products is poor, which affects the production efficiency and economic benefits of enterprises. Therefore, the quality of remanufactured products and the enterprise efficiency can be enhanced by studying the influence of the uncertainty of remanufactured parts on the assembly error in the assembly process, revealing the law of error propagation in the remanufacturing assembly process, and realizing the quality control of remanufactured products.
The assembly procedure of multi-process remanufacturing is nonlinear. The parameters of remanufactured parts are uncertain, several assembly processes exist, and a number of factors affect the quality of the assembly. Thus, the nonlinear relationship between the product quality and various factors is difficult to determine, and the system parameters are not easily identified.
In view of the above problems, this study presents an error propagation model of the remanufacturing assembly process. This paper mainly studies the influence of uncertainty of remanufactured assembly parts on remanufactured product quality in complex environment. Firstly, the state space model of product parameter error propagation in remanufacturing assembly process is constructed, which can reveal the error variation regularities of remanufacturing assembly process. Then, based on the model, a convex quadratic programming is proposed to realize the quality control of remanufacturing assembly process. The method in this paper can improve the quality of remanufacturing assembly and the production efficiency of remanufacturing enterprises.
The modeling and control process of the error propagation model of the remanufacturing assembly system is shown in Fig. 1. First, the production process of the system is analyzed, and the state space model of error propagation is established. The system matrix is determined by model analysis, and the input matrix is identified by the least squares method. The input matrix can reflect the complex coupling relationship between the control quantity of different processes and the parameters of parts. Then, the interference boundary is estimated based on this model. Finally, the quality control is transformed into a convex quadratic programming problem under constraints. By solving the convex quadratic programming, the optimal controller of the remanufacturing assembly quality control is obtained.
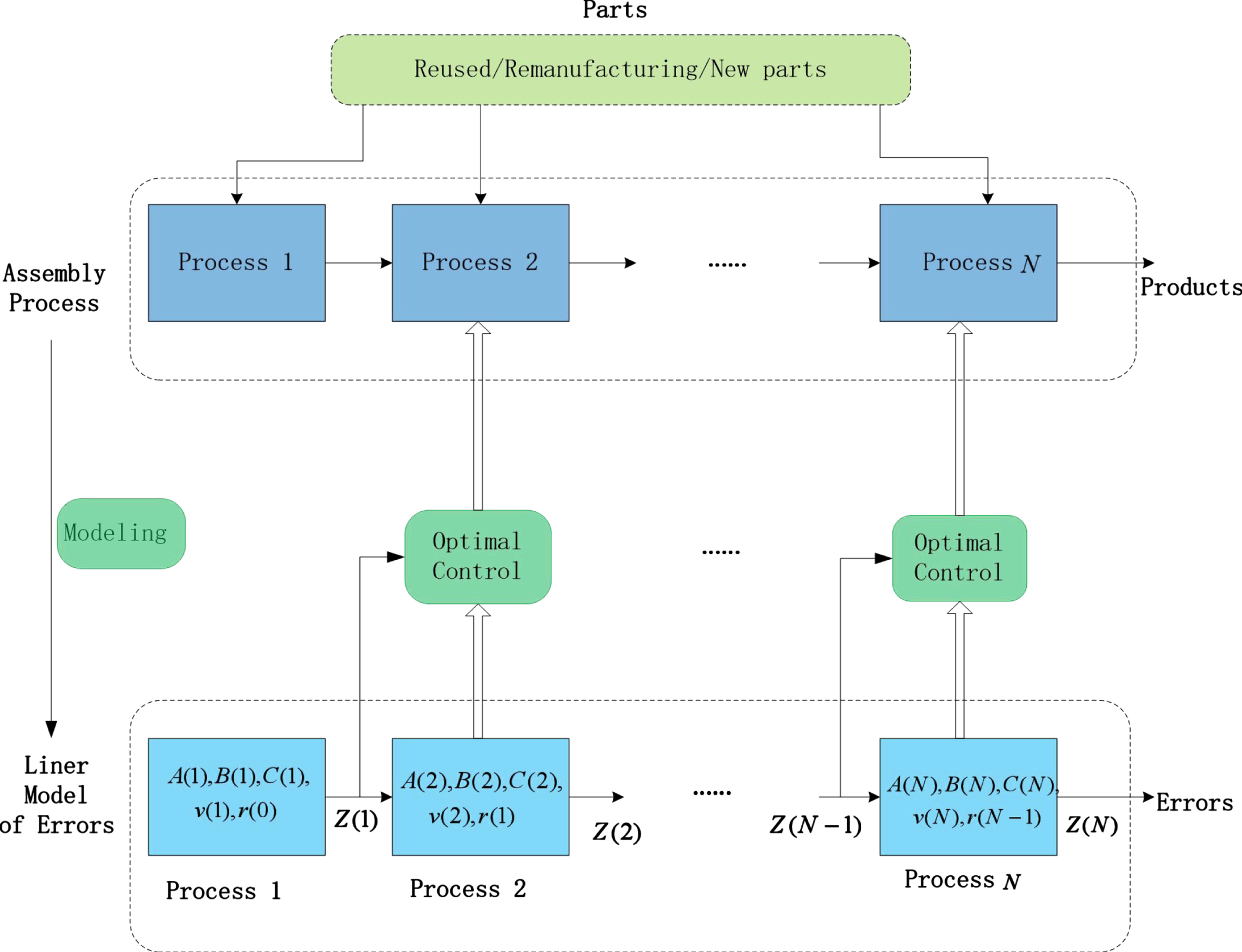
Error propagation and control process block diagram of remanufacturing assembly.
The key characteristic parameters of products are those that have a significant impact on product performance. Meanwhile, the product performance is determined by these key parameters. Mechanical products are usually composed of multiple geometric surfaces, and each surface can be represented by several key features, such as location, orientation, and feature size.
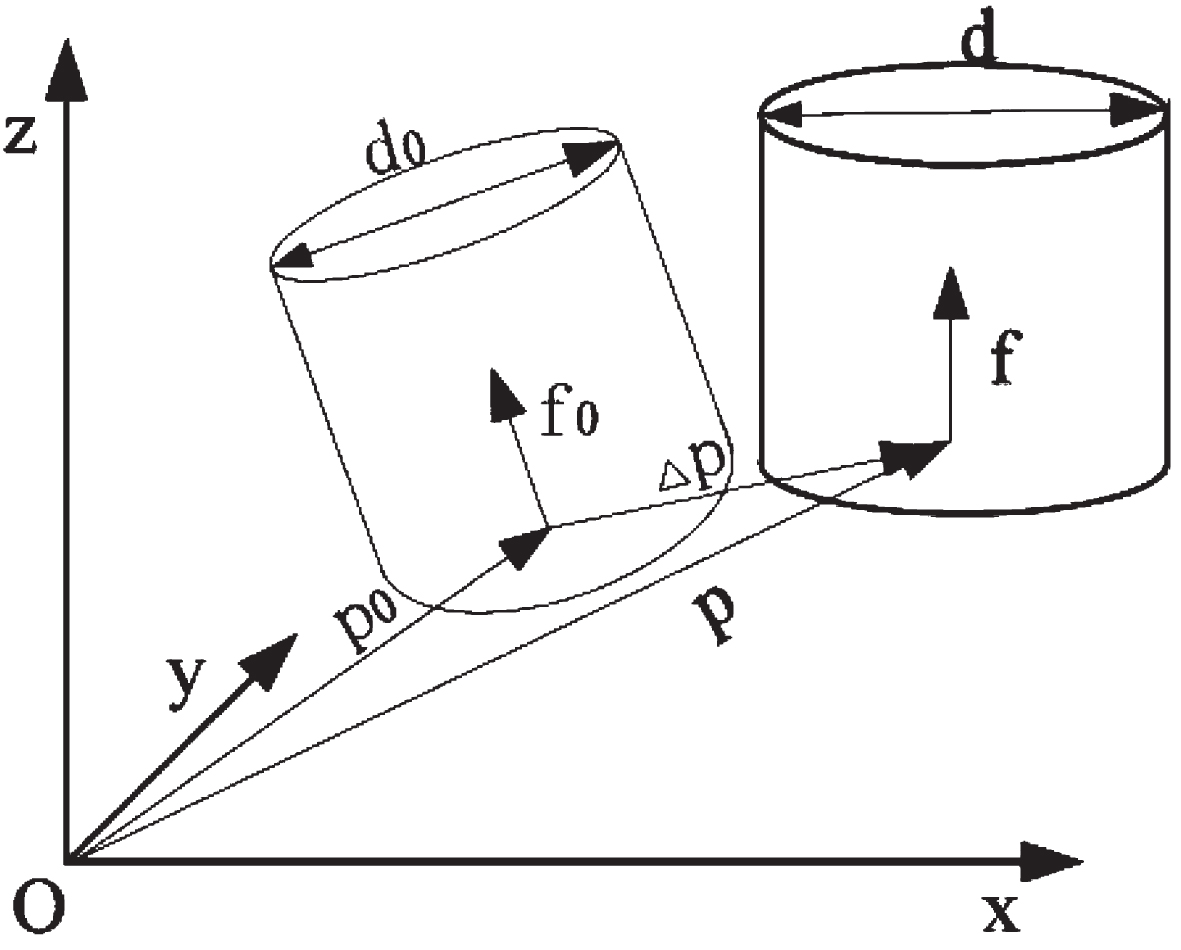
Spatial coordinate representation of part features.
As shown in Fig. 2, the positions of the two parts are as follows: p0 = [p0x, p0y, p0z]
T
, p = [p
x
, p
y
, p
z
]
T
, and the position difference is P
Δ = P - P0. The directions of the two parts are f = [fx, fy, fz] T and f0 = [f0x, f0y, f0z] T, and the feature size parameters are d and d0. In Fig. 2, the features of the lower surfaces of the two cylinders can be expressed as X = [p
T
, fT, d
T
]
T
and

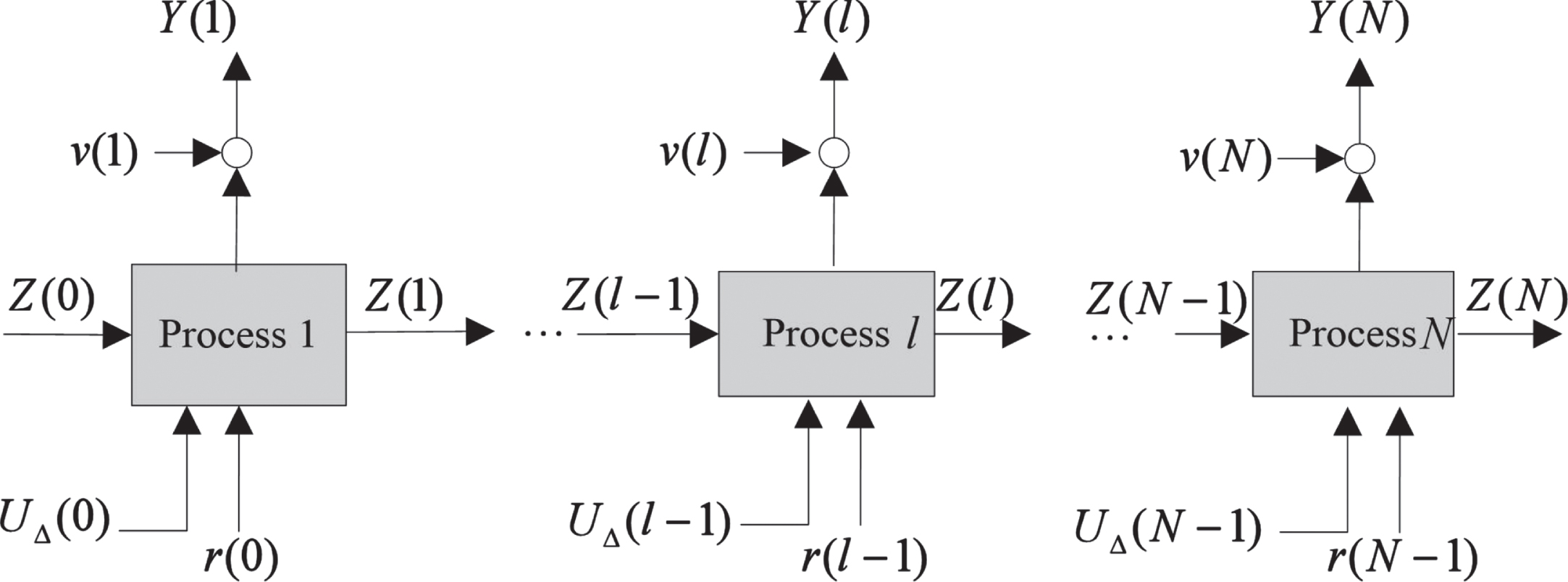
Block diagram of multi-process remanufacturing.
When studying the part errors in different coordinates, the expressions of such errors may vary, and the errors in different coordinate systems can be transformed into each other by homogeneous coordinate transformation. The coordinate transformation is assumed to have no error. This paper mainly studies the influence of part errors on product quality in the assembly process. In the process of remanufacturing and assembling, the input of each process includes certain aspects, such as the of part parameters and the control input. The work-in-process (WIP) state of the previous procedure is regarded as the initial state of the current process, and the output is the WIP after completing the current process. The output of each process can be regarded as nonlinear functions of input, and it transform the WIP state and input into the output. The following assumptions are made for the multi-process assembly process. Only one input parameter is considered for each operation. Processes are independent of one another, that is, the next process can only be operated after the previous process is completed. A coupling relationship may occur between input and characteristic parameters of different processes, that is, each characteristic parameter may be affected by multiple factors, and each process may affect multiple characteristic parameters. The error of a product is affected by several factors, such as fixture error, datum error, and part error. However, this work focuses on the influence of part error on the assembly products, and the error caused by other factors is attributed to the interference in the assembly process.
We suppose that the quality of remanufactured products is determined by M key parameters, and N processes are needed to complete the assembly (Fig. 3). Before process l, the key parameter value of WIP is recorded as X (l - 1), and the output parameter of WIP handled by process l is recorded as X (l). U (l - 1) represents the input value of the process (for example, in the crankshaft remanufacturing assembly, it can represent the thickness of the thrust bearing or the torque of the tightening bolt), and U (l - 1) is the control value.
The state space expression of process l in the remanufacturing assembly can be expressed as Equation (1). (The specific derivation process is shown in the appendix.) The relationship between each variable is shown in Fig. 4.

Error block diagram of process l.
In Equation (1), A (l) = IM×M is the system matrix, B (l) ∈ RM×1 is the input matrix, C (l) ∈ RM×M is the measurement matrix, r (l - 1) ∈ RM×1 is the input interference, and v (l) ∈ RM×1 is the measurement noise. l = 1, 2, ⋯⋯ , N denotes the process number, and M is the number of parameters to be controlled. U Δ (l - 1) is the difference between the input quantity and the nominal quantity. U Δ (l - 1) is determined by the range of input quantity or the tolerance zone of the part size. Figure 5 demonstrates that the input information of each process includes U Δ (l - 1), r (l - 1), and Z (l - 1). In addition, Z (l - 1) is taken as the initial state of process l. Z (l) is the product parameter after process l.Y (l) is the output measurement of the process.
System error propagation mode.
According to the analysis in Section 2.3, Equation (1) shows the relationship between the variables in the process. Then, the specific form and identification method of each parameter are analyzed.
(1) System matrix A (l)
It is assumed that the whole system has no interference and noise. The above analysis shows that the system matrix A (l) = I is the identity matrix. The rationality of the system matrix can be explained as follows. When A (l) = I, the state transition matrix of the system is Φ (k - 0) = A (l) k = I, and the eigenvalues of the system are all 1. Therefore, the discrete system is in a critical stable state. The product parameters after process k is Z (k) = Φ (k - l) Z (l - 1) = Z (l - 1), where k > l.
if Z (l - 1) ≠0, U Δ (l - 1) =0 and there is no other error emerge, then the process l will not produce new error. From the perspective of control theory, the input of the system is U Δ (l - 1) =0, the homogeneous state equation of the system is Z (l) = A (l) Z (l - 1),
If U Δ (l - 1) =0 and r (l - 1) ≠0, he output Z (l) of the assembly process l is caused by both the initial state Z (l - 1) and the interference r (l - 1).
If the input value U Δ (l - 1) ≠0 and r (l - 1) =0, then the state equation becomes a non-homogeneous equation of Z (l) = Z (l - 1) + B (l) U Δ (l - 1). According to the value of U Δ (l - 1), the output Z (l) will change.
The above analysis shows that A (l) = I is a reasonable assumption.
(2) Identification of input matrix B (l)
The least squares method is used to identify the parameter B (l) in Equation (1). The specific identification steps are as follows. There are h remanufactured assembly products. Then the input and output error vectors, and the actual input control of this batch of products through process l, are recorded as:
If the nominal input of process l is U0 (l - 1), then
If the interference term r (l - 1) is not considered, then the input and output of process l satisfy the following relationship:
For h samples, the input-output relationship of process l is as follows:
Z
i
(l), Z
i
(l - 1), and
Then, Equation (5) can be expressed as:
Using the least squares method, we can obtain the following results:
(3) Determination of input interference r
For process l, the i-th sample is taken. According to the state equation of the error:
Then,
Equation (8) shows that B (l) is a known matrix.
Let
In Formula (11), r
i
(l - 1) represents the interference of the i-th product in assembly process l. rmax (l - 1) and rmin (l - 1) represent the maximum and minimum interference of the process respectively. When the number of samples reaches infinity, we can determine that
(4) Determination of output matrix C (l)
The purpose of measurement is to determine the corresponding parameters and then the product quality. Complete measurement is assumed to be adopted in each process, and the accuracy of measuring instruments in each step is the same. If the noise is not considered and the output equation of process l is Y (l) = C (l) Z (l), then we can choose matrix C (l) as the identity matrix I, where l ∈ [1, 2, ⋯⋯ , N].
(5) Determination of output error v
The output noise is mainly determined by the error of the measuring instrument itself. Thus, in practice, the output measurement noise can be obtained from the measuring instrument manual.
Assuming that the output of each process is completely measured. The previous process output is the initial state of the next process, and so the initial state of the next process is known. If the optimal control quantity can be selected according to the state of WIP, the optimal control can be realized. The error state equation of process is as follows:
In process l, the initial state Z (l - 1) and input matrix B (l) are known. If
From the definition of 2-norm, we can obtain the following results:
Let
Then, G (l) is a Hermite matrix. The input matrix B (l) is usually the column full rank. From the properties of the Hermite matrix, we can see that G (l) is a positive definite matrix. Equations (17) are introduced into Equation (15) to obtain Equation (18):
As Z
T
(l - 1) Z (l - 1) is a constant, the optimal control objective of Equation (14) is as follows:
Given that the constraints of control quantity and product parameters, when the interference r (l - 1) is the maximum rmax (l - 1), the output error is not greater than Zmax (l), that is,
When the interference r (l - 1) is the minimum rmin (l - 1), the output error is not less than Zmin (l), that is,
In addition, the input control quantity meets the following requirements:
Zmax (l) , Zmin (l), rmax (l - 1) rmin (l - 1) and Z (l - 1) are constants, in process l.
Let
Then, the convex quadratic programming problem with constraints is expressed as follows:
According to the above analysis, the optimal control problem is transformed into a convex quadratic programming problem. According to the compatibility and the properties of convex quadratic programming, if the feasible region formed by (25), (26), and (27) is not empty, then Equation (24) has a unique feasible solution in the feasible region. If the problem has a solution
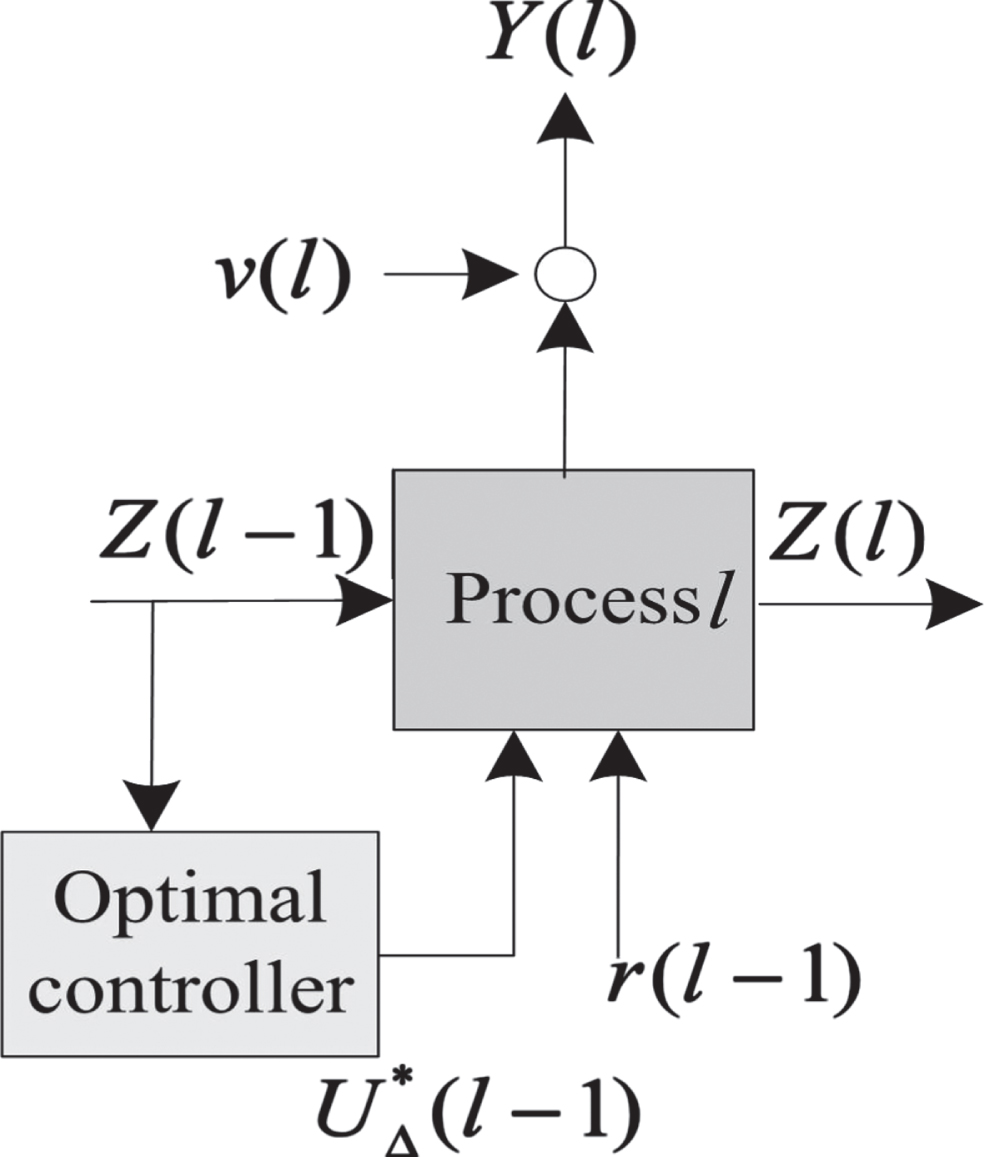
Structure diagram of process with optimal controller.
Each step of the system is designed according to the optimal control, and the optimal control structure of the whole system is shown in Fig. 7. As can be seen from Fig. 7, the optimal controller is designed successively for each process to realize the optimal control of each step. Then the final optimal control result is obtained for the remanufacturing assembly system.
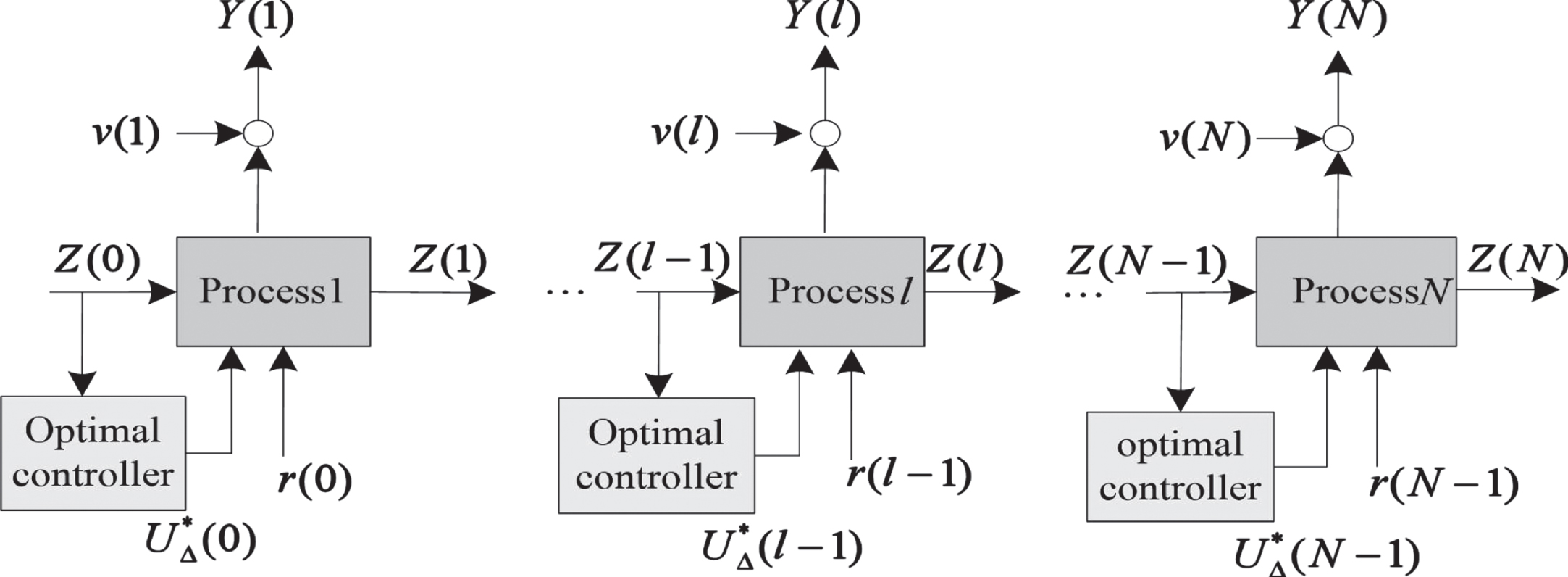
Optimal control structure of the whole system.
Assembly process of remanufactured crankshaft
Experimental background
In automobile engines, the cost of crankshafts accounts for 10–20%of the whole engine cost. Therefore, the remanufacturing of crankshafts conserves energy, reduces emissions, and provides economic benefits. The remanufacturing assembly process of engine crankshafts is a typical multi-process. The uncertainty of the parts parameters and the worker operations affect the assembly of crankshaft. The effectiveness of the proposed method is verified by the remanufactured crankshaft assembly process of an engine. We use the existing measuring equipment of a remanufacturing assembly factory to verify the effectiveness of the proposed method. In the experiment, the parameters were measured and assembled at 25°C. Electronic torque wrench is used for torque measurement, electronic micrometer is used for dimension measurement, and feeler gauge is used for clearance detection.
The width of the main bearing seat of a remanufactured crankshaft is
Experimental process
The six steps of engine assembly are as follows: (1) select the base, (2) assemble the upper bearing bush, (3) install the crankshaft, (4) install the thrust bearings, (5) install the lower bearing bush, (6) install the bearing bush cover. The relationship between each assembly process and output error is shown in Table 1. Due to steps 1 and 2 do not directly generate output errors, it is not easy to control the errors of this process. Assuming that the input error of these two processes is zero, the direct output error will be generated from the installation of the crankshaft in step 3. Then, the optimal control will be carried out from step 3.
The state space expression of the remanufactured crankshaft assembly system is as follows:
Assuming that the crankshaft is installed in step 3, the axial clearance and torque can be measured, and an output error will emerge after step 3. According to the above analysis, the main control objects of this experiment are steps 4, 5, and 6. It is assumed that the nominal value of axial spacing and torsional moment are (0.07 + 0.17)/2 = 0.12 and 95 Nm respectively. The errors of states X1 and X2 are Z1 = X1 - 0.12 and Z2 = X2 - 95, respectively.
Table 2 shows the relevant information. In the first row, the thickness of the thrust plate is 2.45 mm, and the thickness of the lower bearing bush is 2.5 mm. The nominal value of the installation torque input of the bearing cover is 95 Nm. The values of B (l) in steps 4, 5, and 6 are shown in the second row. Row 3 shows the interference information. Row 4 shows the actual control input.
Values of parameters in state space model
Comparison of different assembly methods
The detailed process of the remanufacturing assembly quality control is illustrated by the specific examples. For example, in a assembly process, the output of step 3 is Z (3) = [0, - 0.02], and the control input is 2.45 + 0.01 = 2.46 mm in step 4 according to Equations (24)–(27) and Table 2. In step 5 the output is Z (4) = [0, 0]. Here, the input of the calculated control quantity is 2.5 mm. Since there is no error, a lower bearing bush can be randomly selected at this time to simplify the calculation. Therefore, the next control quantity can take any reasonable value. If the output of step 6 is Z (5) = [0, 0.2], then the control input is 95 + 0.95≈96 Nm. After assembly, the axial clearance value is 0.11 mm and the torque is 3.2 nm.
The experimental results are shown in Table 3. The average value of the crankshaft axial clearance changes from 0.128 mm to 0.121 mm. The standard deviation of the crankshaft axial clearance changes from 0.029 mm to 0.021 mm. Meanwhile, the average value and standard deviation of the clearance decrease, which shows that the consistency of the crankshaft axial clearance error is improved and the uncertainty is evidently reduced. Meanwhile, the experimental results show that the average value of the torsion torque changes from 3.2 Nm to 3.05 Nm. The standard deviation of the torsion torque changes from 0.56 Nm to 0.43 Nm. Table 3 shows that the one-time assembly success rate of the remanufactured crankshaft increases from 96.97%to 99.24%.
The experimental results show that the average values of the torsional torque and the axial clearance of the crankshaft remanufactured by this method are closer to the nominal values of 3 Nm and 0.12 mm respectively. According to experimental results, the consistency of the assembly of the torsion torque is significantly improved, and the uncertainty is significantly reduced.
Assuming that the axial clearance and the torsional moment are normally distributed and independent of each other, the one-dimensional distribution curve is shown in Fig. 8. The two-dimensional distribution of crankshaft torque and axial clearance assembled by the original method and this method is shown in Fig. 9. Figures 8 9 show that the distribution range of crankshaft torque and axial clearance is more concentrated and the consistency of product parameters is better after this method is adopted.
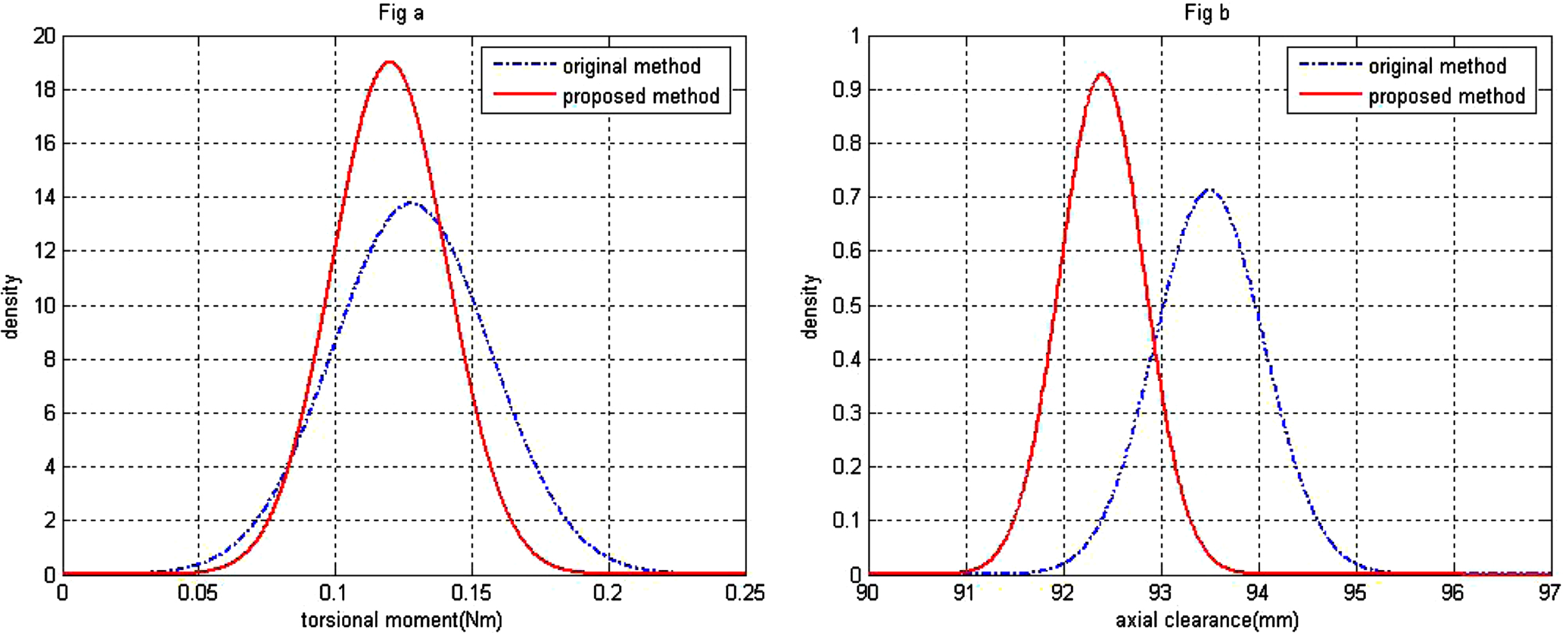
One-dimensional distribution of crankshaft parameters after assembly.
Compared with Liu’s method [34], this study has the following characteristics. (1) In Liu’s method, the state space model of assembly remanufacturing is transformed into transfer function, and then optimal control is carried out. This method loses the advantage of state space model to describe the system completely. In this work, the optimal control problem is solved directly in the state space model. This method more clearly reveals the internal mechanism of remanufacturing assembly system. (2) The parameter identification of the state space model given in this paper is relatively simple, and the parameter identification method is given. The optimal control problem is transformed into a convex quadratic programming problem under constraints.
Experimental results show that this method can improve the remanufactured crankshafts assembly consistency, reduce the assembly uncertainty, and improve the one time assembly success rate. According to the uncertainty of parts, this method automatically realizes quality control, which reflects the intelligence of remanufacturing assembly process. This method is helpful to guide the operator’s assembly and manufacturing process, help the quality control engineer realize better product quality control, improve the market competitiveness of remanufactured products, and establish the reputation of remanufactured products.

Two-dimensional distribution of axial clearance and torsional moment.
In order to improve the quality of remanufactured products, the quality control of remanufactured products is studied. A state space model and a quality control method for error transfer in the reassembly process are proposed. The method proposed in this study is applied to the quality control of crankshaft reassembly. Experimental results show that this approach can enhance the quality of remanufactured crankshaft assembly and improve the one time assembly success rate. The main research contents and contributions of the paper are as follows. The state space model of error transfer in the reassembly process is given according to the rule of error generation and transfer in the assembly of remanufactured products, thus providing a theoretical model for studying the change rule of error in the reassembly process. According to the law of error generation and transmission in the assembly process of remanufactured products, the state space model of error transmission in the remanufacturing process is given, which provides a theoretical model for studying the variation law of error in the remanufacturing process. The rationality of the model is analyzed from the perspective of cybernetics, and the proposed model needs fewer parameters to be identified. Then the optimal control problem is transformed into a convex quadratic programming problem under constraints.
At present, The boundary of input disturbance was provided in this study. However, the specific form of input disturbance could not be given. Hence, future research can seek to determine specific forms of input errors and improve the control accuracy.
Footnotes
Acknowledgments
We are very grateful to the editors and reviewers. This research is supported by National Social Science Foundation of China (NO.20BGL108), Academic Support Project for Top Talents in disciplines (majors) of Anhui (GXBJZD2021083), Natural Science Foundation of Anhui (2008085ME150), Key Project of Natural Science Research in Colleges of Anhui (KJ2019a0673), and Program for Innovative Research Team in Suzhou University (No.2018kytd01).
Conflicts of interest
The authors declare no conflict of interest.
Data availability statement
All data generated or analysed during this study are included in this article. The data used to support the findings of this study are available from the corresponding author upon request.
Appendix:
Suppose the characteristic parameter of the product is
In ![]() , f
li
(X
i
(l - 1) , U (l - 1)) (l = 1, 2, ⋯ , N; i = 1, 2, ⋯ , M) are nonlinear functions, which represent the functional relationship between the initial state X
i
(l - 1), output parameters X
i
(l), and control variables U (l - 1) in process l. The functional relation of process l is denoted as f
l
= [fl1, fl2, ⋯ , f
lM
]
T
. Given that each operation can only change the value of the parameter on the basis of the initial state, f
li
(X
i
(l - 1) , U (l - 1)) can be expressed in a special form, assuming that f
li
(U (l - 1)) = X
i
(l - 1) + g
li
(U (l - 1)), where g
li
(U (l - 1)) is a nonlinear function, thus indicating the effect of the control quantity on the parameter in the process.
, f
li
(X
i
(l - 1) , U (l - 1)) (l = 1, 2, ⋯ , N; i = 1, 2, ⋯ , M) are nonlinear functions, which represent the functional relationship between the initial state X
i
(l - 1), output parameters X
i
(l), and control variables U (l - 1) in process l. The functional relation of process l is denoted as f
l
= [fl1, fl2, ⋯ , f
lM
]
T
. Given that each operation can only change the value of the parameter on the basis of the initial state, f
li
(X
i
(l - 1) , U (l - 1)) can be expressed in a special form, assuming that f
li
(U (l - 1)) = X
i
(l - 1) + g
li
(U (l - 1)), where g
li
(U (l - 1)) is a nonlinear function, thus indicating the effect of the control quantity on the parameter in the process.
The expression X
i
(l) = X
i
(l - 1) + g
li
(U (l - 1)) indicates that the output characteristic parameter X
i
(l) changes g
li
(U (l - 1)) on the basis of the input characteristic parameter X
i
(l - 1). When g
li
(U
l
(l - 1)) >0, the output parameter X
i
(l) is larger than the input parameter X
i
(l - 1) and vice verse. The relationship among the initial state, output characteristic parameters, and the control quantity in process l can be expressed as follows:
Using the vector expression (2), we obtain:
The vector function g
l
(U (l - 1)) = [gl1 (l - 1) , ⋯ , g
lM
(l - 1)]
T
represents the control effect of U (l - 1) on the parameters. The purpose of the quality control of remanufactured products is to make the product parameters X1, X2, ⋯ , X
M
and nominal parameters
If Z (l) = X (l) - X0 and Z (l - 1) = X (l - 1) - X0, then Z (l) and Z (l - 1) represent the parameter errors before and after process l, respectively. Equation (A4) can then be expressed as ![]() .
.
If U0 (l - 1) is the nominal value of the control quantity (i.e., the nominal value of the part or the nominal value of the input operation quantity), then the series expansion of g l (U (l - 1)) in U0 (l - 1) is as follows:
In the absence of other errors, if U (l - 1) = U0 (l - 1), no error should occur for the control quantity
Let
Equations ![]() are brought into Equation (A8) to obtain:
are brought into Equation (A8) to obtain:
Equation (9) is brought into ![]() to obtain:
to obtain:
If U
Δ (l - 1) = U (l - 1) - U0 (l - 1) and r (l - 1) = r (U (l - 1)), then ![]() can be written as follows:
can be written as follows:
Assuming that all parameters are completely measured in the assembly process, the output equation of process l is