
Abstract
This paper develops a joint decision-making model approach to preventive maintenance and SPC (statistical process control) with delayed monitoring considered. The proposal of delayed monitoring policy postpones the sampling process till a scheduled time and contributes to six renewal scenarios of the production process, where maintenance actions are triggered by scheduled duration of preventive maintenance or the alert of
Keywords
Introduction
Preventive maintenance (PM), which refers to a maintenance of a system performed at a planned time can reduce the occurrence of failures to maintain and ensure the reliability and availability of production process [1]. It has an important role in improving product quality and reducing production costs, as quality control policies and production planning do. Indeed, in many situations, the non-conforming items of production can be explained by a dysfunction or a failure of the production system [2]. Park [3] established an economic production model with the least expected cost, taking into account the defect rate of the manufacturing machine and PM, and demonstrated the close relationship between process quality control and maintenance. In addition, Wenzhu et al. [4] proposed an integrated decision model of production scheduling and PM. Furthermore, Bouslah et al. [5] developed a model by integrating maintenance policies and quality control with the Average Outgoing Quality Limit (AOQL) constraint. Lesage and Dehombreux [6] proposed a simulation model that enabled the joint optimization of PM and quality control policies. They indicated that integrated analysis performed better than the two stand-alone optimization. Therefore, the researches of integrated PM and SPC have attracted much attention in recent year.
As one of the two main tools of SPC, the control chart is popularly used to monitor production process to rapidly identify process quality shifts. In practice, the condition of the equipment has a direct effect on the quality of the products it makes, and it is the control chart that can signal the state of the equipment, so it is viewed as a trigger of the maintenance policy [7]. Thus, the joint economic design of control chart and maintenance has become the research theme of integrated PM and SPC. In this regard, Linderman et al. [8] are among the earliest researchers who performed a generalized analytic model that incorporates
For all the literatures mentioned above, the control chart integrated in the model is Shewhart
In recent years, the research is further extended to the integration of quality, maintenance and production. Bouslah et al. [26] proposed a combined mathematics and simulation-based modeling framework to jointly optimize the production, quality and maintenance control settings for a two-machine line subject to operation-dependent and quality-dependent failures. Cheng et al. [27] considered an integrated problem of production lot sizing, quality control and condition-based maintenance for an imperfect production system subject to both reliability and quality degradations, and the aim of the model was to jointly optimize the lot size, the inventory threshold, the PM and overhaul thresholds so that the total cost per unit time was minimized. Salmasnia et al. [28] presented an integrated model for joint determination of production run length, adaptive control chart parameters and maintenance policy and the particle swarm optimization algorithm was used to minimize the total cost per production cycle subject to statistical quality constraints.
However, considering the relatively low hazard rate of equipment and quality shift during the initial production phase [29], the necessity of taking samples at an early age of the production process needs to be reconsidered. This paper attempts to develop a joint decision-making model approach of PM and
The remainder of this paper is organized as follows. Section 2 describes the assumption and notations. In Section 3, the evolution of the system and the cost function of the integrated model are analyzed in detail. In Section 4, the Imperialist Competitive Algorithm (ICA) is reported as a solution algorithm of the model, and a numerical example, the comparison analysis and sensitivity analysis are conducted. The conclusion is drawn and the further researches in the future are discussed in the last section.
Assumptions and notations
We consider a production system consisting of single equipment for single product with two states: good and deterioration. The system cannot generate deteriorating signal by itself, but the deterioration can cause shifts of process mean. For this reason, the process is monitored by using a
Nomenclature
Nomenclature
System analysis
In light of the assumptions, the production process can be divided into three stages: delayed monitoring period, control chart monitoring period and maintenance period. As any maintenance makes system “as good as new”, the delayed monitoring policy and two types of errors of

The evolution of the system.
In S1-S2, a system deterioration occurs during the delayed monitoring period and process quality shifts occur correspondingly. As the system cannot generate deteriorating signals by itself which has been assumed above, it still keeps running during the delayed monitoring period and inevitably enters the control chart monitoring period. Due to the type II error of control chart, the quality shift may be detected or may not be detected during monitoring period. If the control chart alarms (it is a true alert signal) during a sampling inspection, which means that the deterioration of the system is detected, the system will shut down immediately to perform reactive maintenance (RM), resulting in S1. RM is a maintenance performed to respond to a break or a fault of a system. Generally, RM work such as replacement of parts is performed. If the control chart does not alarm (it makes type II error at every sampling), which means that the deterioration of system has not been detected during all the control chart monitoring period, the system will run to the scheduled time of PM. Since the system has already been out of control, the RM is still implemented, resulting in S2.
In S3-S6, the system keeps good state and no corresponding quality shifts occur during the delayed monitoring period. After the system enters the control chart monitoring period, if a quality shift caused by the system deterioration occurs, the scenario is similar to S1-S2: if the deterioration has been detected by control chart, RM is performed at the time of control chart alarming (it is a true alert signal), resulting in S3; otherwise RM is performed at the scheduled time of PM, resulting in S4. If no quality shift occurs but the control chart alarms, it is a false alert signal and compensatory maintenance (CM) is performed at the alarming time, resulting in S5. CM is a maintenance performed to a system in a normal state and no parts need to be replaced but only adding lubrication or cleaning, ect. If no quality shift occurs and no alert signal issues, PM will be performed at the scheduled time, resulting in S6.
This section mainly focuses on describing the six possible scenarios above, constructing the expected cost and period length function of each scenario, and then establishing a cost decision model for joint economic design of PM and
Scenario 1 (S1)
In S1, a process qualit

An operation process of scenario 1 (S1).
A1 represents the event that quality shift occurs in a very short period (u, u + du) during the delayed monitoring period (0, T
d
); set B1 as the event that the control chart alarms at the ith sampling, and obviously the occurrence probability of the operation process is
As shown in Fig. 2, the system running time t
i
= T
d
+ i · h, u is the length of in-control time, and t
i
- u = T
d
- u + i · h means the length of out-of-control time. In addition, the maintenance time is T2. With consideration of system running time and the occurrence probability given above, the expected cycle time of the operation process is
Since RM is performed, maintenance cost is Cm2. The quality loss is u · Cl1 + (T
d
- u + i · h) · Cl2 which includes the loss of in-control process and out-of-control process. The sampling cost is i · Cs and shutdown loss is T2 · Cd. Thus, we can obtain the expected cycle cost of the operation process as follows:
Based on Equations (2) and (3), integrating u in the feasible domain (0, T
d
), and considering all possible values of i (i = 1, 2,..., L), the expected cycle time and expected cycle cost of S1 can be described as follows:
In S2, a process quality shifts to out-of-control state at a time during the delayed monitoring period due to the occurrence of system deterioration, but no alert signal is given during all the control chart monitoring period, which makes the system run to the scheduled time of PM to perform RM. An operation process of the scenario can be illustrated in Fig. 3.

An operation Process of scenario 2 (S2).
Let A2 be the event that the quality shift occurs in the very short period (u, u + du) during the delayed monitoring period (0, T
d
), and B2 be the event that the control chart does not alarm, the occurrence probability of the operation process can be expressed as follows:
From Fig. 3, it can be seen that the system running time is T p , the length of in-control time is u, and the length of out-of-control time is T p - u. RM is performed, so the maintenance time is T2.
Based on Equation (6), integrating u in the feasible domain (0, T
d
), then the expected cycle time and expected cycle cost of S2 are
As shown in Fig. 4, a process quality shifts to out-of-control state between the (r-1)th and rth sampling due to the occurrence of system deterioration, and the control chart alarms at the jth sampling (j = 1, 2 ⋯ , L) which makes the system stop at that time to perform RM. An operation process of the scenario can be illustrated in Fig. 4.

An operation Process of scenario 3 (S3).
Suppose that A3 is the event that quality shift occurs in the very short period (u, u + du) between the (r-1)th and rth sampling interval (r = 1, 2 ⋯ , L), and B3 is the event that the control chart alarms at the jth sampling (j = r, r + 1, ⋯ , L), then the occurrence probability of the operation process is
Based on Equation (9), integrating u in the feasible domain tr-1, t
r
(from Fig. 4, tr-1 = (r - 1) · h + T
d
, t
r
= rh + T
d
), and for all possible values of r (r = 1,2,...,L) and j (j = r,r + 1,..., L), the expected cycle time and expected cycle cost of S3 are
In S4, a quality shift occurs during the monitoring period due to the system deterioration, but the control chart does not detect it during the subsequent sampling process, then the system keeps running until the scheduled time of PM to perform RM.
Because T p - t L < h (L is the maximum sampling number during scheduled duration of PM), according to the time and location of the quality shift, the analysis of this scenario must be further divided into the following two cases. In the first case, the shift occurs within any sampling interval before the Lth sampling during the monitoring period, which is called S41; the second case S42 is the situation that the shift occurs during the (t L , T p ) period after the Lth sampling.
In S41, process quality shift occurs between the (r-1)th and rth (r = 1,2,...,L) sampling during the monitoring period. An operation process of S41 is illustrated in Fig. 5.

An operation Process of scenario 4 (S41).
A41 represents the event that quality shift occurs in the very short period (u, u + du) between the (r-1)th and rth sampling interval (r = 1, 2, ⋯ , L), and B41 is the event that no alert signal is issued from the control chart. Then, the occurrence probability of the operation process can be obtained as follows:
From Fig. 5, the system running time is T
p
, where u is the length of in-control time, and T
p
- u is the length of out-of-control time. RM is performed and the value is T2. Integrating u in the feasible domain (tr-1, t
r
), where tr-1 = (r - 1) h + T
d
, t
r
= rh + T
d
and taking into account different values of r (r = 1, 2,..., L), the expected cycle time and expected cycle cost of S41 are
In S42, process quality shift occurs after the Lth sampling, which is shown in Fig. 6. Since L is the maximum number of sampling during the scheduled duration of PM, T p - T L ⩽ h, and t L ⩽ u ⩽ T p .

An Operation Process of scenario 4 (S42).
Let A42 be the event that quality shift occurs in a very short period (u, u + du) during the period of (t
L
, T
p
), and B42 be the event that the control chart does not alarm all the time. Then the occurrence probability of the operation process is
Integrating u in the feasible domain (t
L
, T
p
), where t
L
= L · h + T
d
, then the expected cycle time and expected cycle cost of S42 are
Combine the two cases above, the expected cycle time and expected cycle cost of S4 are
As to S5, no deterioration and no quality shift occur during the whole operation process, but the control chart alarms (it is a false alert signal), resulting in CM at the alarm point. Suppose that the control chart issues a false alert signal (type I error) at the ith (i = 1, 2, ⋯ , L) sampling, then an operation process of S5 can be shown in Fig. 7.

An operation process of scenario 5 (S5).
Define A5 as the event that the system is always good within ti, and B5 as the event that the control chart alarms at the ith sampling. Then, the occurrence probability of the operation process is
From Fig. 7, t
i
= T
d
+ ih is the system running time, where t
i
= T
d
+ ih is the length of in-control time, and the length of out-of-control time is 0. Since the alert signal is false, at this time the system operates in control and there is no need to replace or repair the parts but lubricate. Namely, CM is performed. For all possible values of i (i = 1, 2,..., L), the expected cycle time and expected cycle cost of S5 are
In S6, neither system deterioration nor alter signal occurs, so the system remains running till the scheduled time of PM to perform PM. The operation process of S6 is shown in Fig. 8.

Operation Process of scenario 6 (S6).
Define A6 as the event that the system is always good within T
p
, and B6 as the event that the control chart does not alarm all the time. The probability that the process keeps in-control state during the entire operation process is the reliability of the system and equals to P
T
p
(S6) = P (A6 ∩ B6) = P (A6) P (B6|A6); the probability that control chart does not issue false signal from the first to Lth sampling is [1 - F (T
p
)] · (1 - a)
L
. So, the occurrence probability of S6 is
It can be seen from Fig. 8 that the system running time is T
p
, where the length of in-control time is T
p
and the length of out-of-control time is 0. Although the system still operates in-control, PM must be performed to reduce the risk of system deterioration. As a result, the expected cycle time and expected cycle cost of S6 are
By considering the above-mentioned scenarios, the expected system cost function per unit time can be obtained in Equation (26) by the renewal theory. Hence, the objective of the joint economic design of PM and
Numerical simulation is carried out to illustrate the resolution approach and to compare the model presented. And Imperialist Competitive Algorithm (ICA) is employed to optimize the decision variables T p , T d , n, h, k in order to obtain the minimal value of ECT. Also the sensitivity analysis of the model is explored.
Solution procedure
ICA is a stochastic optimization algorithm to simulate human social colonial competition [30]. It has been successfully applied to supply chain optimization [31, 32], production scheduling [33–35], information classification [36] and multi-objective optimization [37] and has been proved to have a better effect on the continuous optimization problem with less iteration [37]. The specific algorithm processes of the model in this paper are described as follows:
Step 1. Generate an initial empire. Randomly generate 100 countries, calculate the ECT of each country according to Equation (26), and select the top 5 countries as the initial empire according to the order of ECT from small to large. At the same time, allocate the number of colonies based on their powers.
Step 2. Colonial Assimilation. Colonial assimilation is a process that a colonial nation gradually moves toward its empires. It is represented in the algorithm as a process in which the colonial countries approach its empires continuously (assimilation coefficient θ= 2, deviation angle γ = π/4); in this process, if the colonial ECT is better than that of the empires, then the colony replaces imperialist and the colonies approach the new empires.
Step 3. Empire competition. Calculate the total strength of each empire (weighting factor ɛ = 0.1) according to the weighted sum of the target values of the colonial countries and the empires, and rank the empires according to the size of power. Then assign the weakest colony of the weakest empire to the most probable empire. If there is only one colony left in the weakest empire, this empire will die.
Step 4. Evaluate the number of empires.
Step 5. Loop operation and output. If there is just one empire, stop. If not, go to step 2 until there is only one empire remaining. Then end the algorithm and output the result.
A numerical example
Consider a casting production process in a mold manufacturing company to illustrate the effectiveness of the joint model. The quality characteristic of castings X approximately has a normal distribution. When the production system is in in-control state, X∼N (3.2, 1), and the process quality shifts to μ =μ0 +δ1 σ0 = 4.2 when the system shifts to out-of-control state. According to the historical data, the occurrence time of quality shift caused by the system deterioration has a Weibull distribution with shape parameter Beta = 1.8 and scale parameter Theta = 1000 hours. Other relevant time and cost parameter values are listed in Table 2.
Time and cost parameter values of a casting process
Time and cost parameter values of a casting process
Note: The unit of time parameter is hour and that of cost parameter is Yuan.
Based on data from the case, the ICA is employed to solve our model with MATLAB (R2014a) software. Table 3 shows the optimal results. The values of the optimal variables that minimize ECT are T p = 1545.7875, T d = 238.0952, n = 7, h = 18.3385, k = 2.7154, and the corresponding hourly cost is ECT = 20.8065.
Results of the proposed model
To further verify the economic superiority of our model (M1), the economic performance of our model is demonstrated by comparing with the model without delayed monitoring policy (M2) when taking into account different values of quality shift distribution parameters. Let T d = 0, we can conveniently obtain the integrated model without delayed monitoring policy. Based on the time and cost parameters in Table 2, we can calculate different ECT values of M1 and M2 when Beta and Theta take different values and Table 4 reports the results.
ECT comparison for the proposed model and the comparison model
ECT comparison for the proposed model and the comparison model
Table 4 shows (M2-M1) is positively correlated with the Beta value and Theta value, that is, the delayed monitoring effect strengthens with the increasing of Beta and Theta. This is because in the early operation of the system, the equipment failure rate will decrease with the increasing of Beta and Theta. The lower the probability of failure is, the less necessary and effective for the control chart to monitor the state of the equipment, then, the more effective of delayed monitoring.
In order to provide decision-making reference for process management optimization, we use the orthogonal experimental design and regression analysis method to analyze the different effect of model parameters on ECT.
Parameters and experiment design
Table 5 presents the two levels of twelve model parameters (δ1, T1, T2, T3, Cl1, Cl2, Cm1, Cm2, Cm3, Cd, Cf, Cq). L16 (212) is chosen for orthogonal experiment design and Table 6 presents the sixteen test schedules. The results of the sixteen tests are shown in Table 7 by using ICA with MATLAB (R2014a) software.
Parameter- level setting in the proposed model
Parameter- level setting in the proposed model
Orthogonal Experiment Design
ECT value for the numerical example
Based on the above test results, we run the regression analysis (a = 0.05) to the response variable ECT by using Minitab software. Table 8 presents the variance analysis and the main regression effect and Table 9 reports the results of regression coefficient significance test.
Regression variance analysis and general effect of ECT
Regression variance analysis and general effect of ECT
Significance tests on regression coefficient of ECT
As can be seen in Table 8, the P-value = 0.01 < 0.05, indicating that there is a significant correlation between response variables and predictive variables, that is, at least one parameter significantly affect the ECT; also, R-sq and R-sq (adjustment) are very close, showing that the regression model is reliable; R-sq (adjustment) = 95.4%, implying that the fitting model can explain 95.4%variation in ECT, and the regression model agrees very well with the data. Moreover, from Table 9, it can be seen that the factors with P-value < 0.05 are δ1, Cl1, Cl2, Cd and Cm2, indicating that these five factors have significant influences on the ECT change. From the main effect analysis results (Fig. 9), ECT decreases with the increasing of δ1, and increases with the increasing of Cl1, Cl2, Cd and Cm2. It suggests that δ1 shows negative effects on ECT, while Cl1, Cl2, Cd and Cm2 show positive effects.
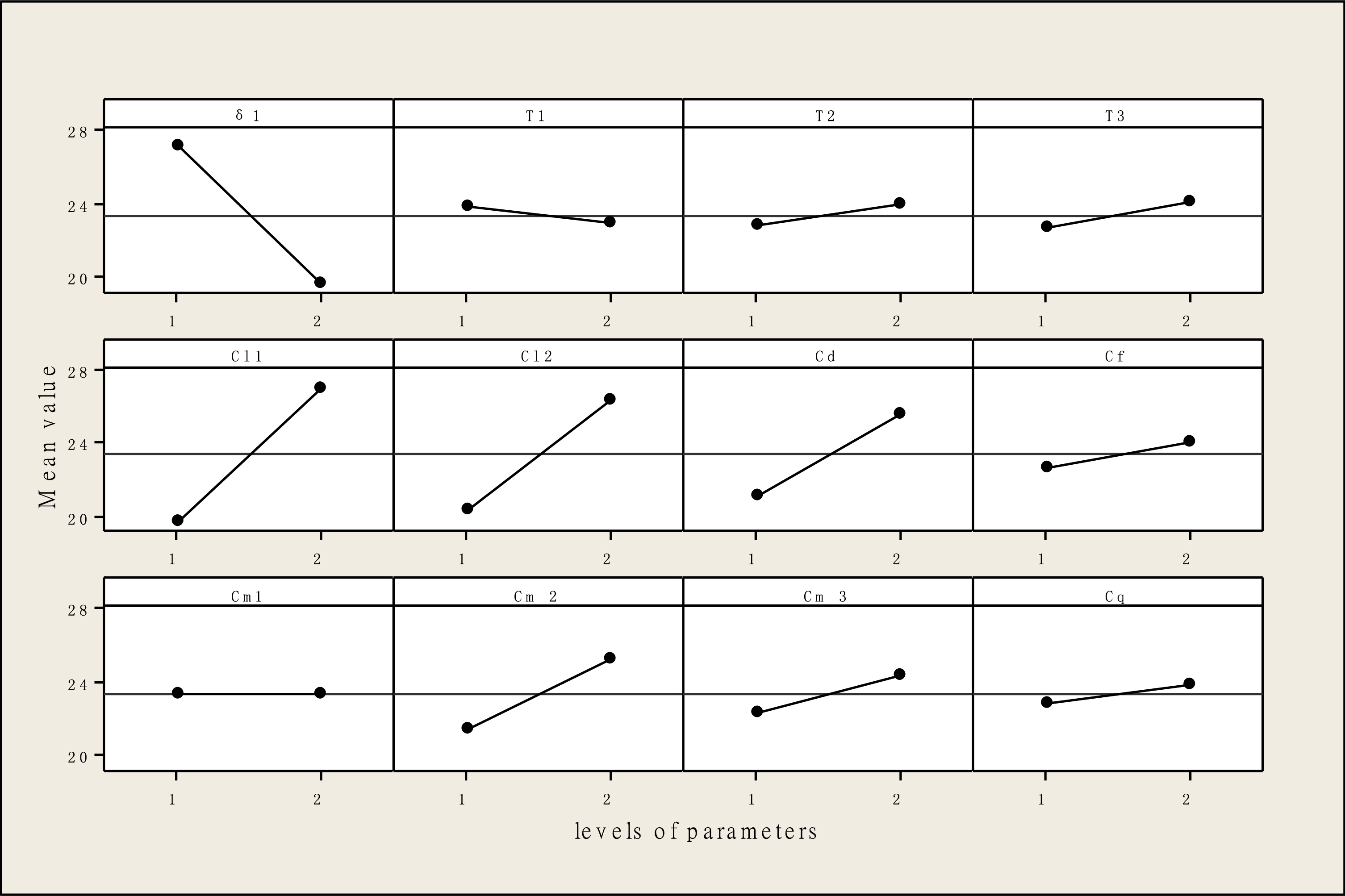
Main effects plot.
Among the five factors that significantly affect ECT, Cl1, Cl2, Cd and Cm2 have positive influences because they are used as cost parameters, and with the increasing of their values, the renewal cost of the system will increase, which results in the increasing of ECT. δ1 shows negative effects because the larger of δ1 is, the greater of the process shifts, then it is easier for the control chart to detect the out-of-control state. The shorter the out-of-control time is, the less the out-of-control cost is, and the smaller the ECT is.
As for Cm1 and Cm3, they have no-significant influences on ECT, which may be related to the relatively small occurrence probabilities of CM and PM. For CM, RM and PM, both true alert signal and false alert signal made by the control chart result in RM; during the operation, due to the monitoring effect of the control chart, the shutdown maintenance is mainly resulted by the true alert signal, so RM has the highest probability in the three kinds of maintenance. In this paper, ECT represents the expected cost per unit time of each of these scenarios, and the greater the occurrence probability of the scenario, the more significant the impact of maintenance costs on ECT. Consequently, Cm2 has a significant effect on ECT while Cm1 and Cm3 are not significant.
Conclusion
This study considers a joint decision model for PM and control chart from the point of cost. Due to taking delayed monitoring into account, it can achieve a superior economic performance to the model without delayed monitoring period for the system with a low hazard rate during the early age of the production process.
According to the sensitivity analysis, it can be observed that Cl1, Cl2, Cd and Cm2 demonstrate a significantly positive effect on ECT, thereby improving the management level of production operations to reduce the quality loss per unit time. Also, the management performance of RM should be improved to reduce the corresponding operation cost; furthermore, unplanned shutdown maintenance should be minimized as much as possible or maintenance and repair work should be arranged in the production interval to reduce the production shutdown and the cost per unit time for the renewal cycle.
The control chart involved in this model is a fixed parameters control chart. And there are usually multiple quality characters shifts when an equipment deterioration or failure occurs in practice. More than this, the quality characters could be relevant or auto-correlated. Therefore, further researcher efforts can be made in integrating other control charts, e.g., dynamic control chart, control chart for monitoring multivariate auto-correlated processes and else. In addition, on account of the high computational complexity of the integrated model, other potential optimization algorithms can also be adapted as a solution procedure.
Footnotes
Acknowledgments
The authors gratefully acknowledge the financial supports from the Nation Natural Science of China (No. U1404702 and 71871204), Program for Innovative Research Team (in Science and Technology) in University of Henan Province (No. 21RTSTHN018), the Humanities and Social Sciences Foundation of Ministry of Education of China (No.20YJCZH235), Science and Technology Project of Henan Science and Technology Department, China (No. 212102210338).