
Abstract
To increase the production of potash, it is important to convert insoluble potassium-rich minerals into soluble potash salt efficiently. This paper focused on the extraction of soluble potassium from potassium feldspar with normal pressure and negative pressure in the reaction system of hydrofluoric acid–sulfuric acid. The mineralogy of the crude potassium feldspar was studied by X-Ray Fluorescence (XRF) and X-ray Diffraction (XRD) analyses. Factors of ammonium fluoride dosage, reaction time and system pressure on extraction efficiency of soluble potassium were investigated and system pressure is emphasized. The results shows that the dissolution rate of potassium was 79.3 wt.% with 0.5 g·g–1 ammonium fluoride for 2 h at atmospheric pressure. The dissolution rate was 93.1 wt.% at combined normal pressure for 1.5 h with negative pressure (–0.06 Mpa) for 0.5 h, which increased 13.87 wt.% for the extraction efficiency of soluble potassium. The dissolution mechanism was revealed by the thermodynamics calculation of potassium feldspar and demonstrated by phase identification and morphology of extraction residue using XRD. The process is novel method to extracted a large amount of soluble potassium from potassium feldspar which belongs to a simple, economical and effective chemical extraction method.
Introduction
The potassium salts are commonly used in the field of industries due to their physical and chemical properties. For example, potash is a raw material for manufacturing of fertilizers, glass, ceramic glaze, dye, kinescope and photographic agent. Soluble potassium mineral resources are scarce which up to 65% of potash fertilizer still had been imported from outside. However, insoluble mineral resources such as potassium feldspar are abundant in China [1]. Therefore, to increase the production of potash, it is important to convert insoluble potassium-rich minerals into soluble potash salt efficiently. Current methods for extracting potassium adopted high temperature calcinations, microbiological methods, hydrother maltreatment and acid hydrolyzation [2–5].
High temperature calcinations converts potassium-rich minerals into water-soluble potassium salts under high temperature. The method used by Yuan Bo [6] to obtain KCl, to be calcined potassium feldspar for 40 min at 1100°C using chlorine salt as a fusogenic agent, the extraction rate attained 91%, but high energy consumption is the biggest problem which restricts its industrialization. Microbiologic Method is one that microbial strains directly or indirectly destroy the lattice of potassium-rich minerals to liberate potassium ions. Sourish Bhattacharya et al. [7] adopted a halophilic bacterium (MTCC 5918) to optimize and promote the release of K+, which had a production cycle of only 120 h. Microbiological method is constrained by strain culture, reproductive rate and economic cost, so it cannot be widely promoted. Hydrothermal treatment requires potassium-rich minerals to be placed at the pressures and temperatures so that their feldspar structures are destroyed to release potassium ions. Su Shuangqing et al. [8] treated potassium feldspar in an alkaline solution at 280°C to obtain K2SO4 by adding 5.5 wt.% H2SO4. Wang Zhongbing [9] previously established the reaction system of potassium feldspar-NaOH and the dissolution rate of potassium reached 90% at the hydrothermal conditions. Liu Jie [10] extracted potassium using CaO as the additives and reacted for 4 h at 250°C by hydrothermal method in which the dissolution rate in this reaction attained 95%. Acid Solution is based on the synergistic effect of inorganic acid and the addition of additives to decompose potassium-rich minerals. Sun Xuefei [11] reacted together potassium feldspar, sulfuric acid and phosphate rock for 3 h at 250°C, and the dissolution rates of phosphorus and potassium were both more than 95%. Lan Fangqing [12] investigated the system of potassium feldspar-fluorite-sulphuric acid- fluosilicic acid, and the dissolution rate achieved 96% for 3.5 h at 120°C.
Although a large number of papers reported the effect of high pressure on the dissolution of potassium feldspar, there were few references concerning the effect of negative pressure. The extracting of potassium from potassium feldspar was systematically investigated at normal pressure and negative pressure in the reaction system of hydrofluoric acid–sulfuric acid. Furthermore, its mechanism was also discussed in detail in this paper.
Experimental
Materials and reagents
Samples of potassium feldspar were collected from Lingshou, Shijiazhuang City, China [13]. The sample ore is crushed by rod mill (XMB-67, 200×240) for further testing and experimentation until 95.64 wt.% potassium feldspar is less than 0.074 mm.
The reagents used in this study, such as sulfuric acid, ammonium fluoride, were all of analytically pure grade. De-ionized water was used throughout all experiments.
Chemical compositions and mineralogical phases of the potassium feldspar were determined by XRF and X-ray Diffraction (XRD) analysis, respectively, which were shown in Table 1 and Fig. 1.
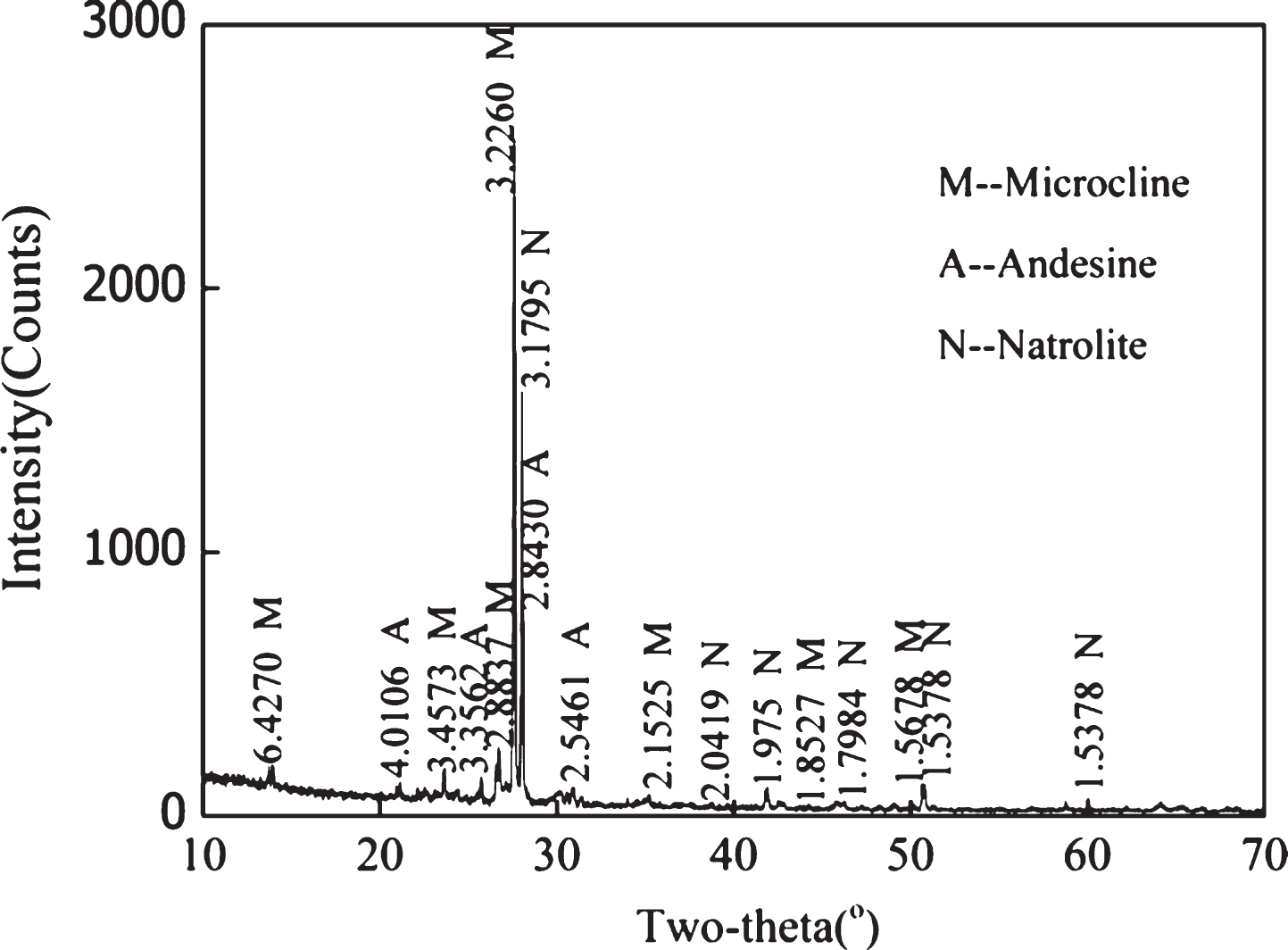
XRD pattern of potassium feldspar.
Main chemical composition of the potassium feldspar (wt.%)
It is indicated intable 1 that the potassium feldspar had a high content of K2O (10.41%), SiO2 (64.87%), Al2O3 (18.24%) and Na2O (3.77%).
According to the mineralogical phases of potassium feldspar (see Fig. 1), the major mineral present in the sample was microcline (K(AlSi3O8)). While, the dominant impurities were andesine (associated Na(AlSi3O8) and Ca(Al2Si2O8) Ore), natrolite (Na(AlSi3O8)). The purity of potassium feldspar was approximately 61.52 wt.% because of the K2O theoretical value of pure potassium feldspar was 16.92%.
Experimental apparatus is shown in Fig. 2.
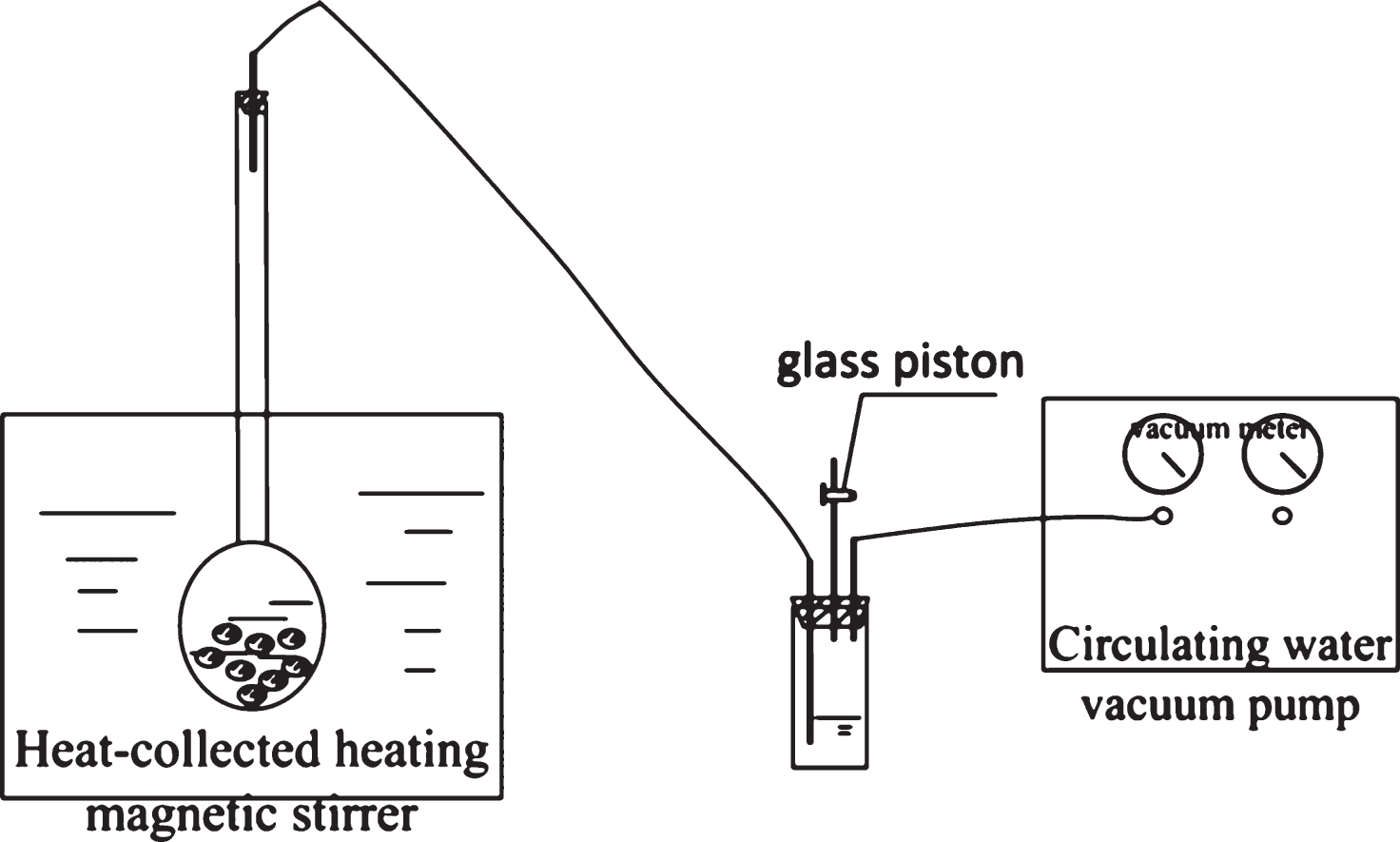
Schematic diagram of experimental device.
The experimental apparatus consists of kjeldahl flask, heat-collected heating magnetic stirrer, gas collection bottle and circulating water vacuum pump. Heat-collected heating magnetic stirrer (DF-101S)provided constant temperature for the reaction. In kjeldahl flask, minerals and chemicals were mixed and reacted. In gas collection bottle with glass material, 10% NaOH was used to adsorb the noxious gas that was generated. Meanwhile, the pressure in the kjeldahl flask was adjusted by the glass piston. Through the hose and kjeldahl flask, circulating water vacuum pump (SHZ-DIII) was connected with gas collection bottle, and then extracted the gas produced by reaction and adjusted the system to the specific reaction pressure through its own vacuum gauge with the accuracy of 0.01 Mpa.
To obtain optimal technological conditions, 1.00 g of potassium feldspar and 5 ml 70% sulfate (analytical grade) with ammonium fluoride were mixed into kjeldahl flask together and reacted. And its reaction lasted for 2 h at 160°C, and the system pressure was adjusted by the glass piston. After itwas finally completed, its solution was transferred into volumetric flask which was diluted to 50 ml using de-ionized water.
The sample was then filtered and the filtrate was analyzed by Flame Atomic Absorption Spectrometry (FAAS) to determine the K+ content [14]. The structure of filter residue was analyzed using X-ray Diffraction (XRD).
The chemical composition of potassium feldspar was determined using X-Ray Fluorescence (XRF) on an Axios advanced spectrometer with a SST-mAX X-ray tube (4.0 kW).
The structure of potassium feldspar was examined using a rotation anode high power X-Ray Diffraction (RU-200B/D/MAX-RB, Rigaku Corporation, Japan) using CuKα radiation (λ= 0.154 nm) (40 kV, 50 mA) over the scanning range 2θ= 5–70° with a step width of 2°/min.
The potassium ions in the filtrate were determined by Flame Atomic Absorption Spectrometry (TAS-990, Persee Corporation, China) [14].
Results and discussion
Atmospheric conditions
The effect of the ammonium fluoride dosage on the dissolution rate of potassium at atmospheric pressure is shown in Fig. 3.

Effect of ammonium fluoride dosage on the dissolution rate.
As shown in Fig. 3, with an increase of ammonia fluoride, the dissolution rate of potassium initially increased before decreasing. The peak dissolution of 79.3 wt.% occurred with an ammonia fluoride dosage of 0.50 g·g–1.
Therefore, the suitable dosage of ammonium fluoride was 0.5 g·g–1.
a. The effect of negative pressure on dissolution rate of potassium with 0.5 g·g–1 ammonium fluoride is shown in Fig. 4.
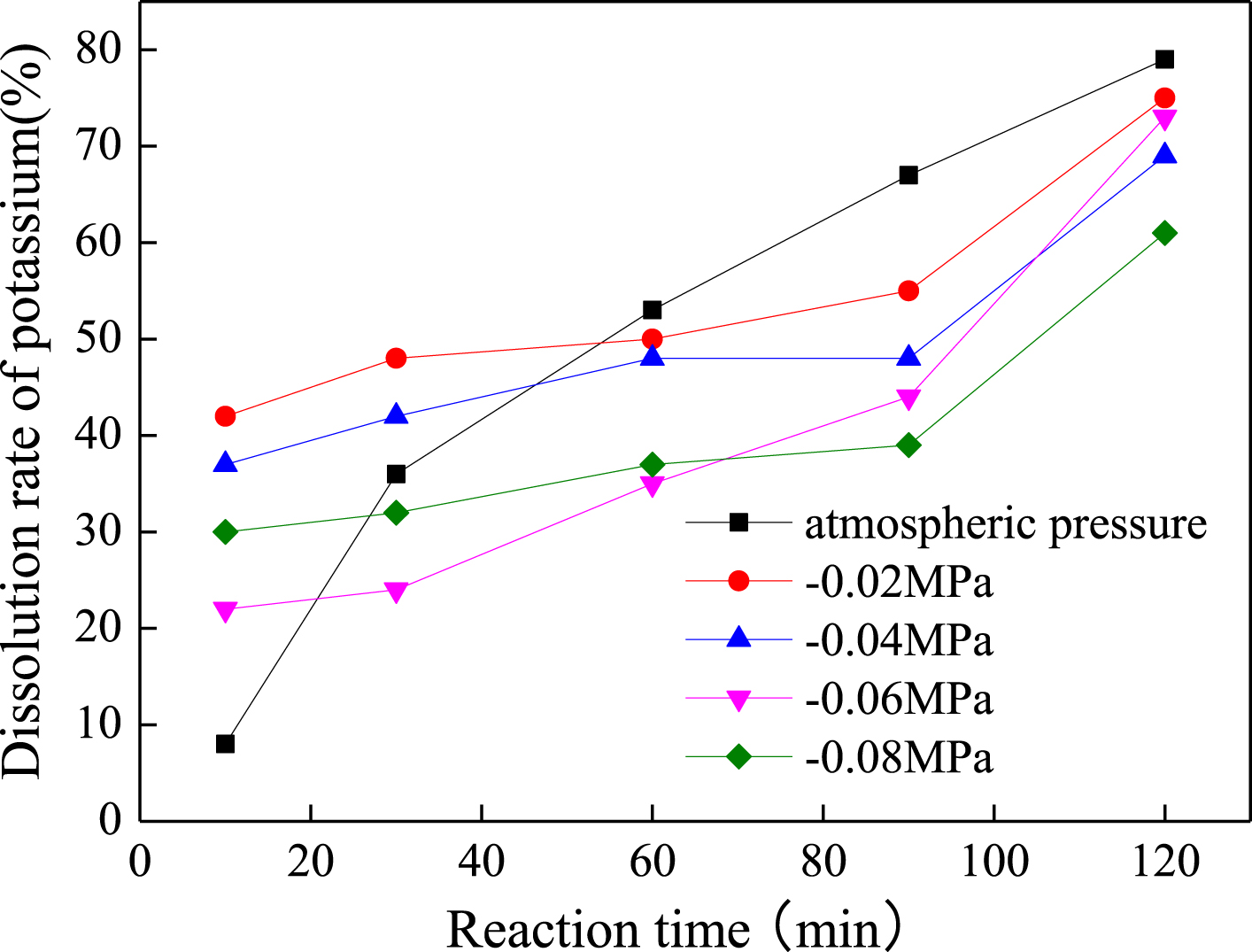
Effect of vacuum degree on potassium dissolution under negative pressure for 120 min.
The dissolution of potassium with differing negative pressures can be seen on Fig. 4; results show that the dissolution rate significantly increased at the start of the experiment. After 10 min of reaction, the dissolution rate at P = –0.02 Mpa was 42.2 wt.%, this being 5.02 times higher than the dissolution rate at atmospheric pressure 8.4 wt.%. After 60 min, the dissolution rate at normal pressure had surpassed that under negative pressure. So, negative pressure could promote the dissolution rate of potassium in the early stage (0∼60 min), but decreased the reaction rate in the later stage (60∼120 min).
b. The effect of negative pressure on the dissolution rate of potassium at combined normal pressure with negative pressure for different intervention and reaction time was shown in Figs. 5, 6 and 7.
Effect of negative pressure on dissolution rate of potassium at combined normal pressure for the previous 60 min with negative pressure for the subsequent 60 min.
Effect of negative pressure on dissolution rate of potassium at combined negative pressure for the previous 60 min with normal pressure for the subsequent 60 min.
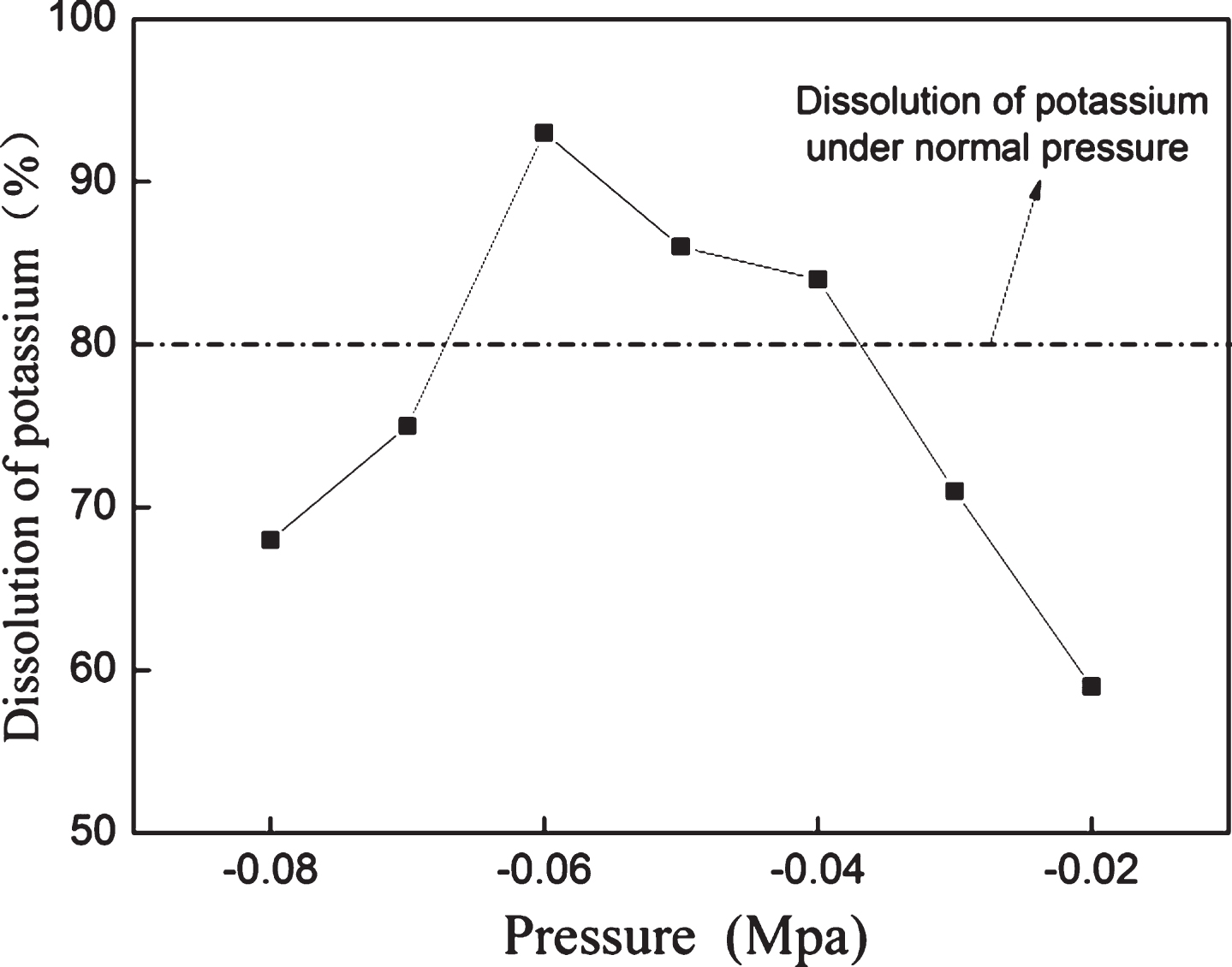
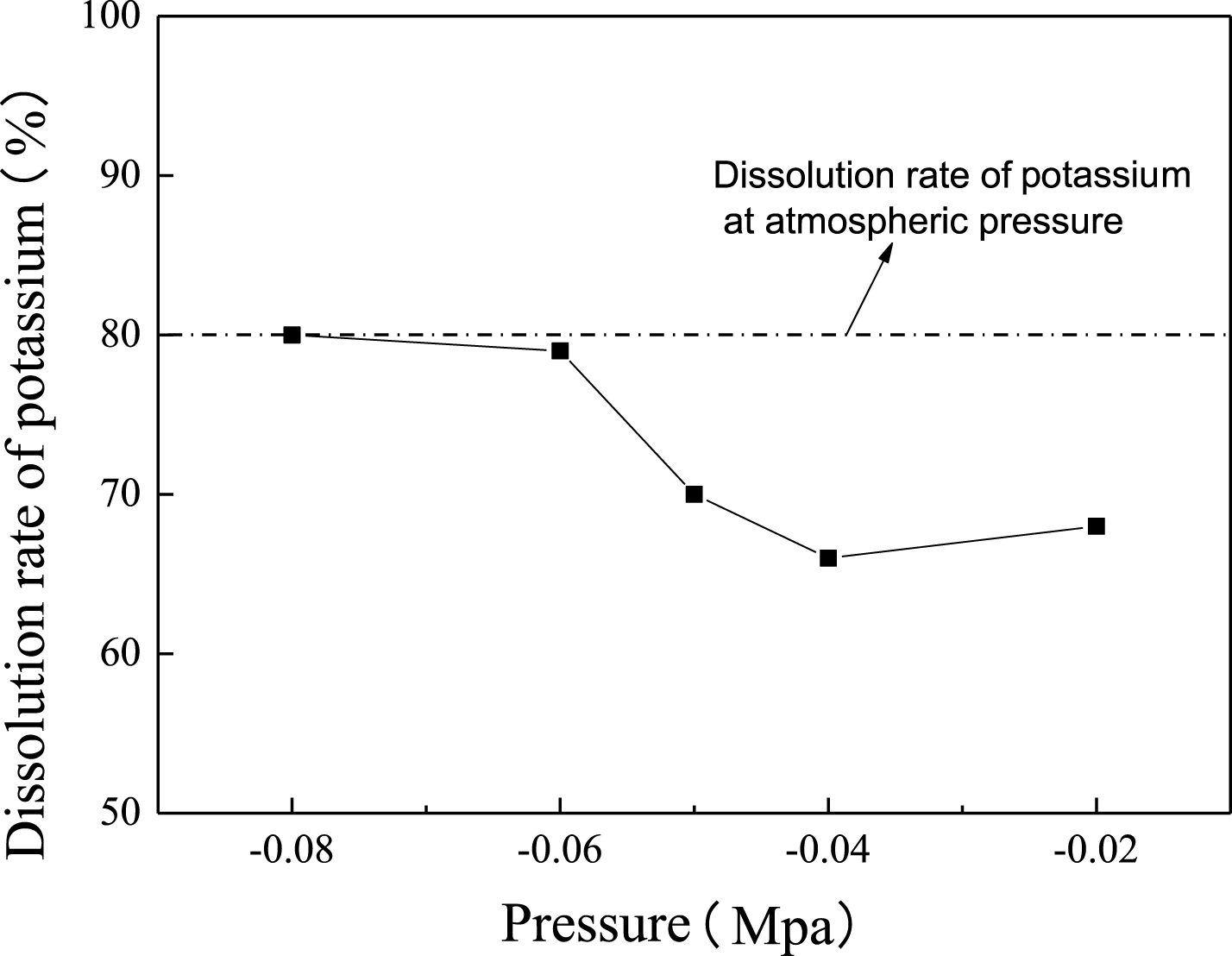
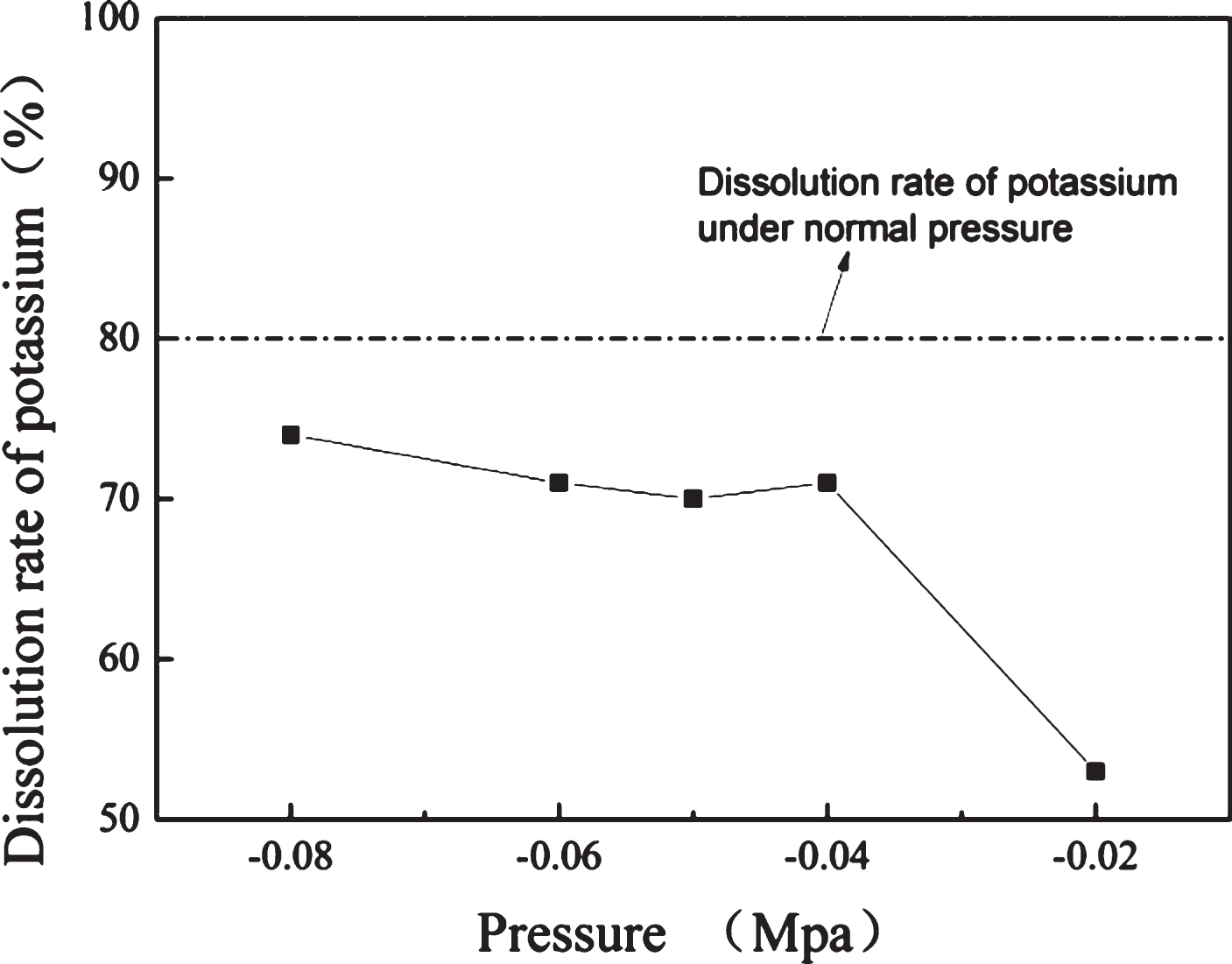
Effect of negative pressure on dissolution rate of potassium at combined normal pressure for the previous 90 min with negative pressure for the subsequent 30 min.
Figures 5, 6, 7 shows effect of potassium dissolution at the negative pressure from different intervention and reaction time. It was found that the method of Fig. 7 was the only effective way in which the introduction of negative pressure is beneficial to the leaching of potassium.
As Fig. 7 showed, the dissolution rate of potassium at combined normal pressure for 0∼90 min with negative pressure for 90∼120 min increased comparing with that at whole negative pressure for 120 min (Fig. 4) besides for –0.02 Mpa. When the negative pressure ranged from –0.06 MPa to –0.04 MPa, the dissolution rate of potassium was higher than that at normal pressures and reached maximum dissolution rate of 93.17 wt.% at –0.06 MPa.
The crystalline structure of the potassium feldspar minerals is based on the Si-Al-O tetrahedron and potassium is located in the center of the crystalline structure [15, 16]. In the reaction system, HF was generated by ammonium fluoride with sulfuric acid and destroyed the Si-O and Si-Si bonds easily due to its strong oxidation effect. The destruction of Si-O and Si-Si bonds transforms water-insoluble potassium in the feldspar crystalline into soluble potassium [17–19]. Meantime, excess fluorine reacted with silicon to formi SiF4 (a volatile gas) which results in the waste of potassium feldspar and strong environmental pollution [20–22].
For HF and potassium feldspar, its main reaction is as follow [23–26].
Potassium feldspar molecular formula can be expressed K2O·Al2O3·6SiO2. The thermodynamic functions of potassium feldspar are as follows (Table 2):
Correlate thermodynamic data
And,
The related thermodynamic parameters of potassium feldspar decomposition reaction under 298 K are as follows:
Similarly,
By definition,
So,
1.00 g potassium feldspar, mixed acid 5 ml (HF 6 mol/L, H2SO4 1 mol/L), 140 °C, under Atmospheric conditions when its reaction lasted for 1 min, 10 min, 20 min, 30 min. The Instantaneous rate (γ) are shown in Table 3.
Test for reaction rate
According to the data of 10 min, then:
In practice, the reactants and the products are not in a standard state. According to isothermal formula:
The relationship of Δ
r
G
m
–T, Δ
r
G
m
–C and Δ
r
G
m
-P were shown.
So, 1)
2)
At the beginning of experiment, (PSiF4) 22 < (PHF) 24; and when the test approaches equilibrium, (PSiF4) 22 ≥ (PHF) 24. Overall, atmospheric pressure or pressurization at the early stage and decompression at middle-later stage can make the reaction happen in the positive direction to the maximum extent.
The process of acid leaching of potash feldspar belongs to solid-liquid reaction, and there are three types of rate control of its process. One is the diffusion through the boundary layer (external diffusion); another is the diffusion through the solid mineral layer (internal diffusion); the third one is surface chemical reaction.
During the process of acid leaching of ore particles, because ore particles contain inert minerals such as quartz, only non-inert mineral components can be dissolved with the erosion of acid and then pores of different sizes in the surface and granules of minerals are formed. So, it can be concluded that the external size of individual particles is approximately constant and the size of the reaction kernel is gradually reduced during the whole process.
Its process is shown in Fig. 8.
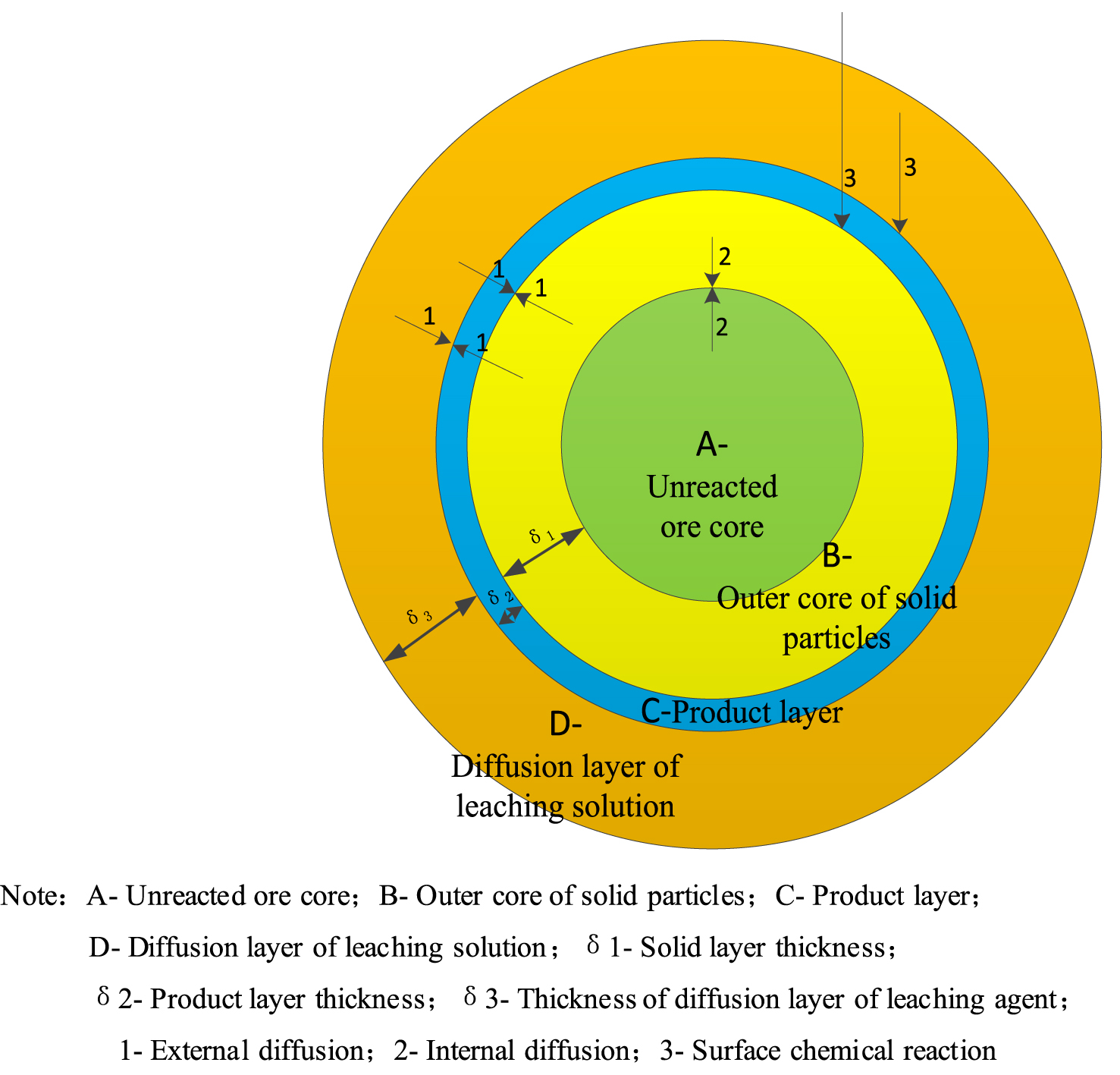
A schematic diagram of acid leaching potassium feldspar model.
The liquid-solid leaching theory provides a coherent framework for modeling the complex dynamics of systems.
The kinetics of leaching process are refined into external diffusion control, internal diffusion control and chemical reaction control. And those three control processes correspond to three different kinetic models.
The apparent activation energy is small, about 4∼12 kJ·mol–1; the reaction rate can be changed rapidly by changing the stirring speed and the concentration of the leaching agent.
As described, the leaching rate can rise by strengthening the stirring speed, reducing the thickness of the diffusion layer, increasing the concentration of the leaching agent and adding the reaction temperature, but the influence of temperature change on its rate is far less than that of chemical reaction.
When the apparent activation energy is about 4∼12 kJ·mol–1, the size of the original mineral particles affects the leaching obviously, but the agitation strength has little effect on the leaching. Therefore, by reducing the original radius of the leaching mineral, internal diffusion can be increased to control the leaching rate of its process.
Due to the constant generation and overflow of gas, together with the stirring of solution and the neglect of external diffusion control, the solid-liquid leaching reaction is actually controlled by internal diffusion and chemical reaction, and its leaching rate formula (11)–(13) can be expressed as:
Setting,
1.00 g potassium feldspar reacted with 0.50 g fluoride amount of ammonia, 2 h under atmospheric pressure. The leaching kinetics of the ore was studied by measuring the dissolution rate of potassium with the changes of reaction time at different temperatures (Fig. 9).
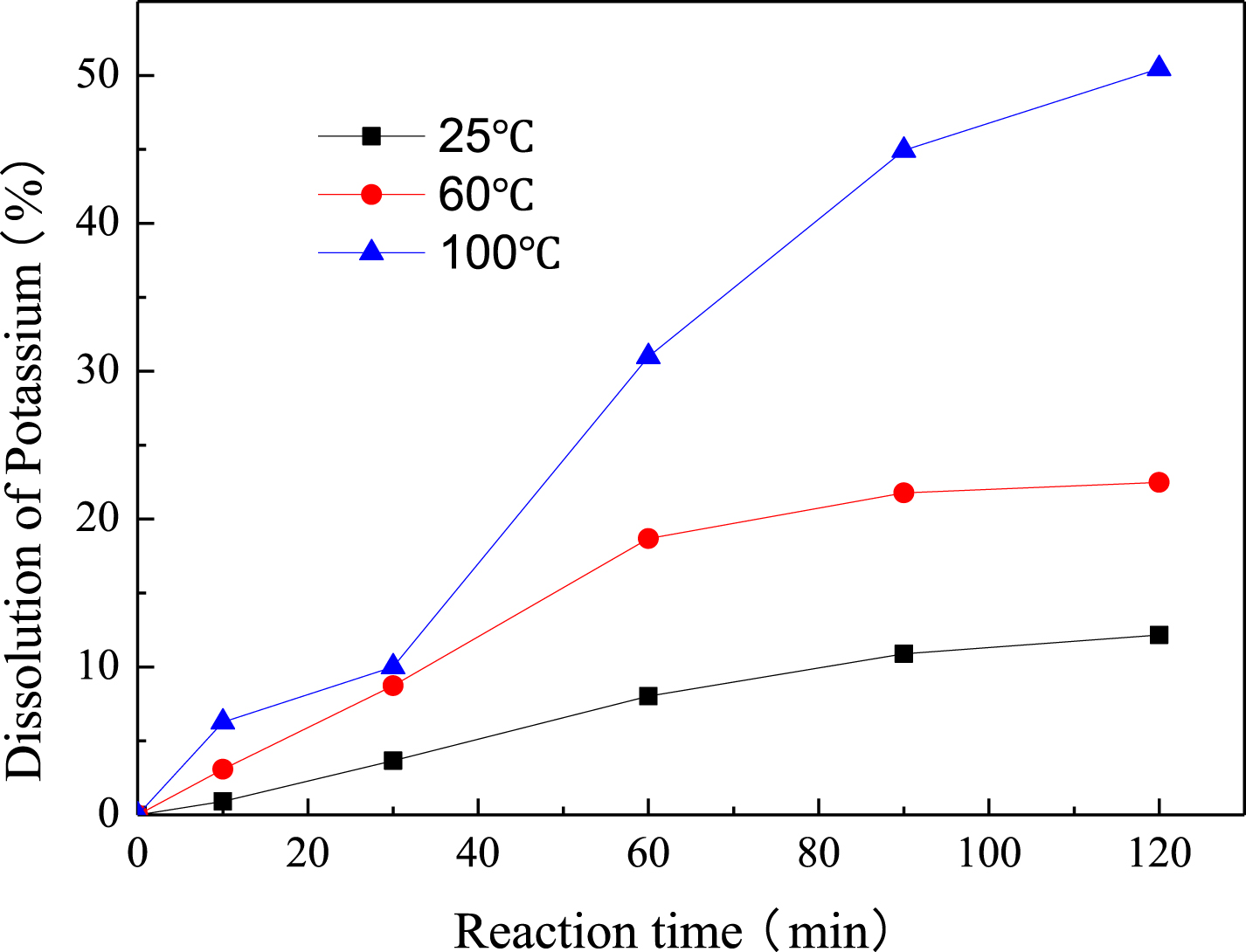
The dissolution rate of potassium at different temperatures.
The fitting methods are as follows (Fig. 10),
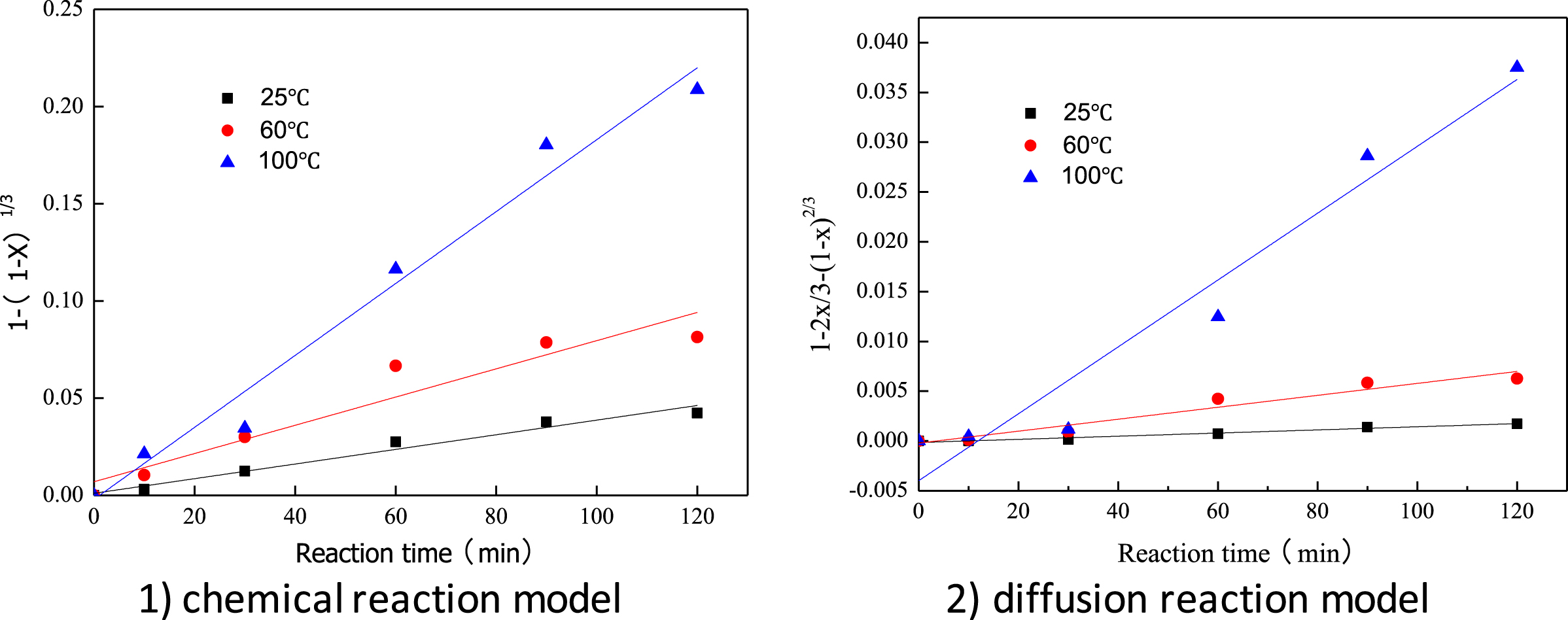
Fitting Curves.
Leaded into “M” (Table 4), the fitting methods controlled by internal diffusion and chemical reaction is as follows (Fig. 11).
Fitting coefficient
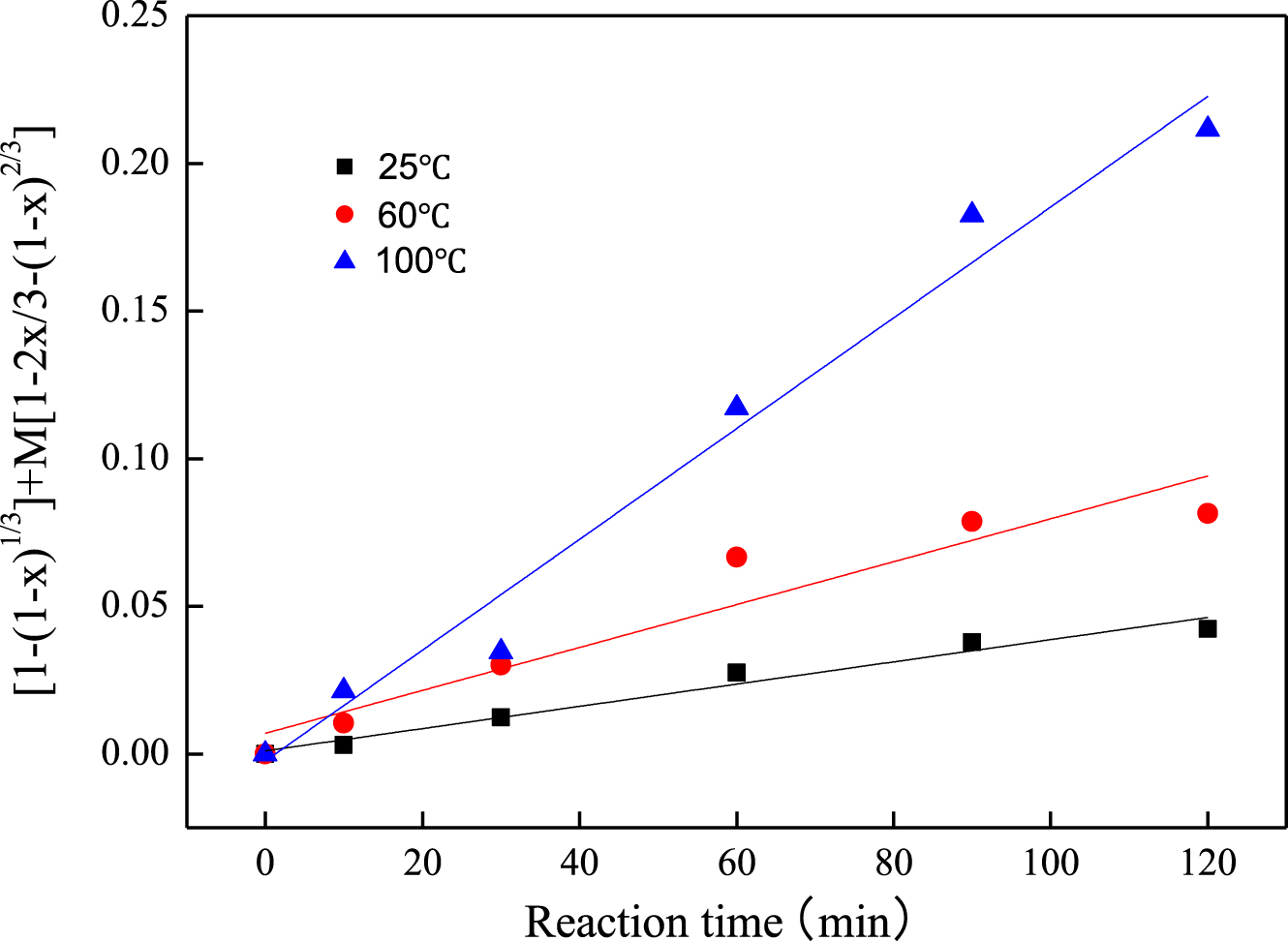
Fitting Curves about controlled by internal diffusion and chemical reaction.
From the Table 5, the first two of Ea are greater than 40 kJ/mol, and it is influenced by the the controlling steps of chemical reaction; when hybrid control is adopted, Ea is less than 10 kJ/mol, and it is affected by the determining steps of internal diffusion.
Relationship between lnk and 1/T
And from Table 5, it can be derived,
When formula (17)∼(18) is brought into formula (16),
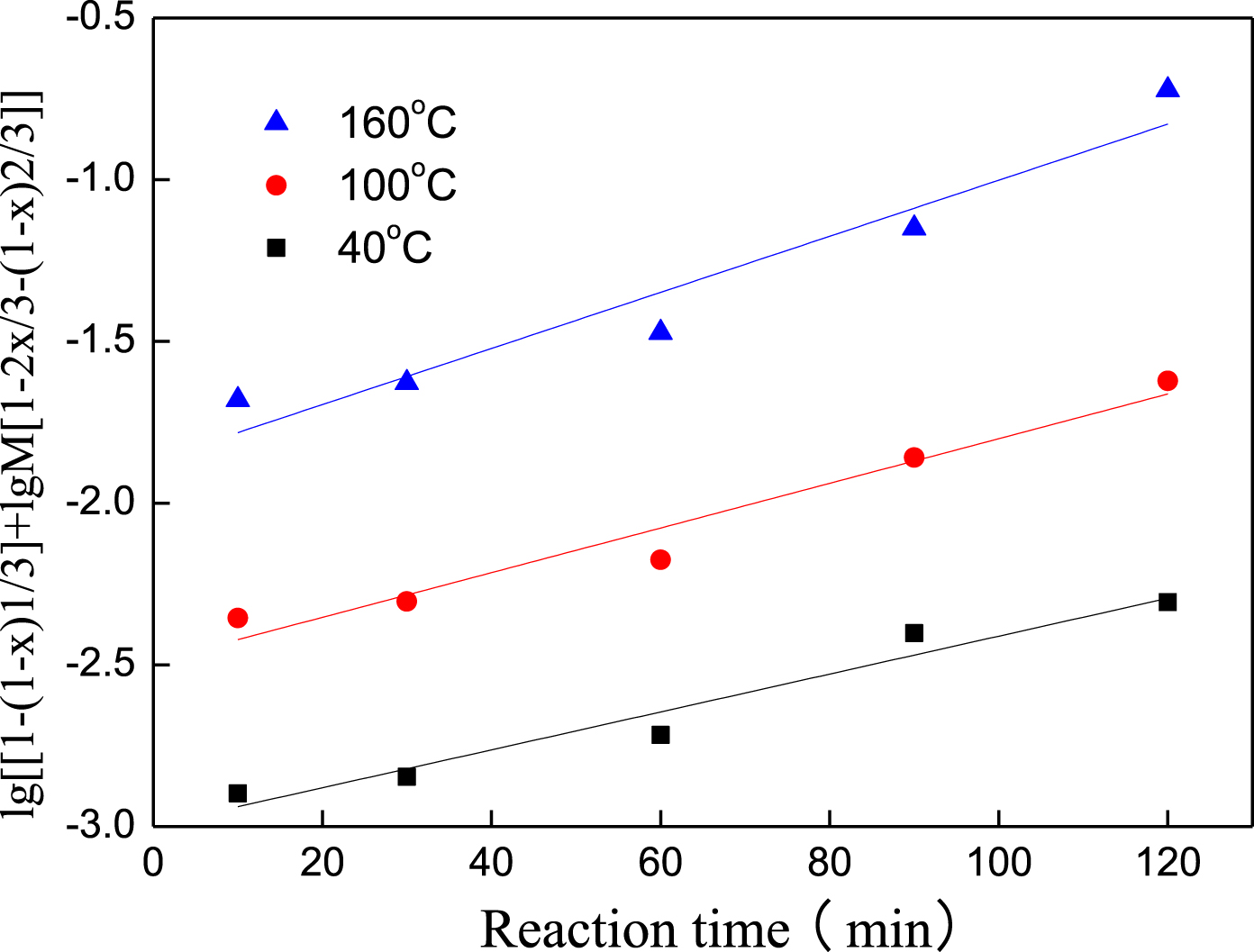
1.00 g potassium feldspar reacted with 0.50 g fluoride ammonia, 2 h under negative pressure of –0.06 Mpa. The leaching kinetics of the ore was researched by determining the dissolution rate of potassium with the changes of reaction time at different temperatures (Fig. 12).
The fitting methods are as follows (Fig. 13).
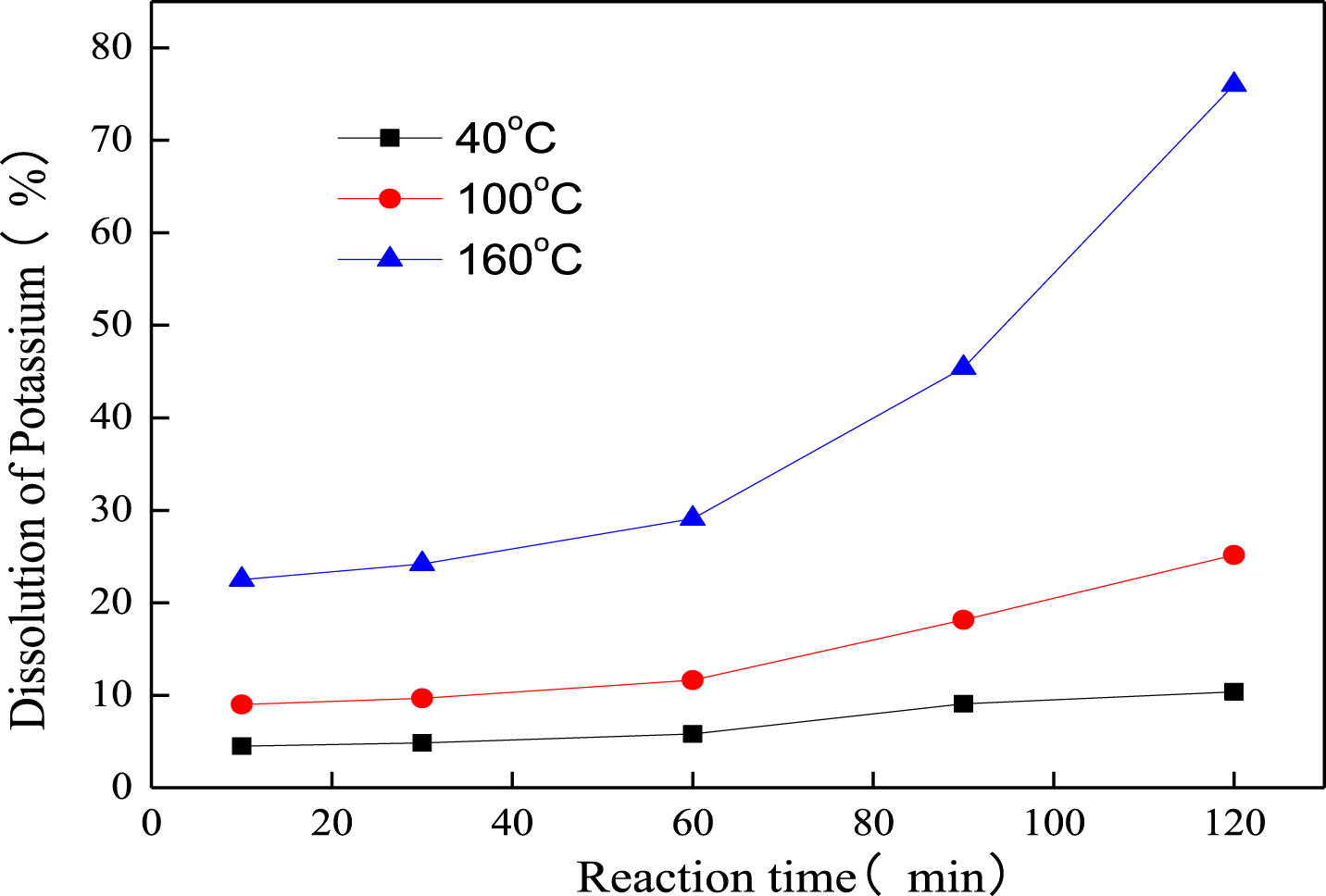
The potassium leaching rate under –0.06 Mpa at different temperatures.
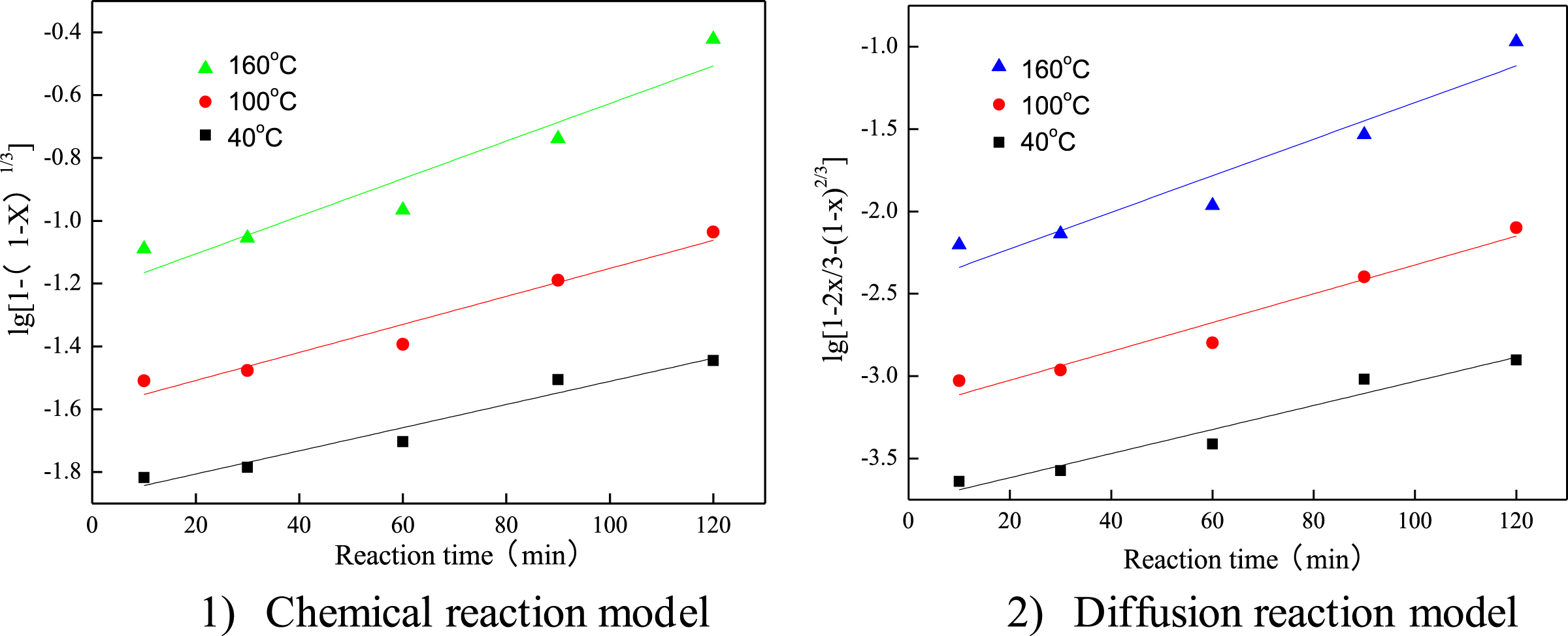
Fitting Curves.
Leaded into “M” (Table 6), the fitting methods controlled by internal diffusion and chemical reaction is as follows (Fig. 14).
Fitting Curves about controlled by internal diffusion and chemical reaction under –0.06 Mpa.
Fitting coefficient
To make comparisons between Table 5 and Table 7, the values of Ea are less than 10 kJ/mol under negative pressure, and it is concluded that the reaction process is controlled by an internal expansion step.
Relationship between lnk’ and 1/T
And from Table 7, it can be deduced,
When formula (20)∼(21) is brought into formula (16),
By contrasting Table 5 with Table 7, negative pressure can lead to the reduction of Ea obviously, which accelerates the reaction rate and promotes the reaction effectively.
Figure 15 shows the bottoms insoluble produced by reaction lasting for 30 min, 60 min, 90 min and 120 min at the 0.06 Mpa negative pressure, respectively.

XRD patterns of extraction residue at 0.06 Mpa negative pressure.
The mechanism extracting K+ from potassium feldspar is mainly divided into ion exchange and bond breaking reaction mechanisms. The former means that at certain conditions, after K+ of potassium feldspar exchanges with impurity cations in solution such as Ca2 +, insoluble potassium is converted into water-soluble potassium ions and potassium feldspar is also gradually transformed into calcium feldspar. The latter is that alumina tetrahedral structure of potassium feldspar is destroyed by strong acid or alkali, and then K+ is released [3].
Potassium feldspar was identified to be insoluble substances which were unreacted in the reaction process (Fig. 15) and mascagnite was reaction products. XRD analysis indicated that the characteristics reflection of anorthite was not detected, and the characteristics reflection of microcline were consistent in 30 min∼120 min thus indicating that at such reaction conditions there was no obvious ion exchange reaction, rather a breaking bond reaction [27]. In contrast to results in Fig. 1, impurity ores were involved in the reaction of HF-H2SO4 which reduced correlated reactants and reduced the purity of soluble potash salt in the residue.
Soluble potassium salt could be extracted from potassium feldspar by combined normal pressure with negative pressure at the reaction system of hydrofluoric acid–sulfuric acid. It was found that the dissolution of potassium uped to 93.17 wt.% when the reaction lasted for 90 min at atmospheric pressure and –0.06 Mpa for 30 min and the dissolution of potassium was 79.3 wt.% when the reaction lasted for 120 min at normal pressure with others conditions being unchanged, which increased the extraction efficiency of potassium by 13.87 wt.%.
By thermodynamic analysis, in the early stage, the increase of temperature and system pressure contributes to the reaction; in the middle-later stage, decompression and lowering temperature can make the reaction happen in the positive direction to the maximum extent. By kinetic simulation, the negative pressure can obviously reduce the apparent activation energy (Ea), which further accelerates the reaction rate and promotes the reaction effectively.
XRD analysis indicated that the ion exchange reaction plays an important role in the early stage of the reaction. This work provides a new sight on the process of potash feldspar by converting it into soluble potash salt, with the comprehensive utilization of natural insoluble potassium sources.
Footnotes
Acknowledgments
The paper was supported by Hubei science and technology support foundation of P.R. China (2015BCA251).