
Abstract
Biodiesel is a renewable energy source, which is produced through transesterification reactions. Despite great attention to develop enzymatic biodiesel production, there are serious obstacles to the industrial development of it such as its cost and slow reaction rate. Along with disadvantages, there are several advantages for enzymatic biodiesel production. Higher purity of fuel and glycerol is known as the most important achievement of enzymatic process. In this study, performance of four different fungi for lipase production was investigated and Aspergillus niger was selected as enzyme source. Lipase production were optimized using experimental design and the optimized factors were determined as pH 5, temperature 30 °C, Potato Dextrose Broth (PDB) 3 % w/v, olive oil 1.50 % v/v, with maximum lipase activity of 42.8±0.51 U/mg. In order to interfacial activation of the lipase, effect of surfactants was studied. Therefore, surfactant-enzyme aggregates were used as biocatalyst for transesterification reaction. Effects of factors on biodiesel yield were studied too. The yield was 96.41±1.20 % at the optimized conditions (methanol/oil molar ration 5.50:1, enzyme concentration 19 % v/ w, Tween 80 concentration 19 mg L–1, temperature 40 °C and reaction time 46 h).
Introduction
The increasing use of fossil fuels has negative impacts on the environment and the search for alternative and renewable sources of energy has become a global concern [1, 2].
Biodiesel is a biofuel produced from oils and fats. According to the ASTM 6751-02, biodiesel is a mixture of methyl esters of the long-chain fatty acids with plant or animal based triglycerides (oils and fats) [3–6]. It has been introduced as an alternative for the conventional diesel fuel. Biodiesel combustion is greener than petrol-based diesel and can be used pure or as a mix with conventional diesel fuel [7–9]. The most common procedure for biodiesel production is catalytic transesterification reaction with glycerol as the byproduct [10–12].
The homogeneous and heterogeneous catalysts and enzymes are being employed in the transesterification reaction. The catalyst selection and the optimization of reaction conditions for the proposed catalyst are the important factors studied for better product quality [13, 14]. The synthesis of alkyl esters is usually performed using alkali or acid catalysts, which has certain problems, such as the difficulties in the separation of glycerol and catalyst, high energy consumption, more sensitivity to free fatty acids, corrosion damage to equipment, saponification, and the necessity of wastewater treatment [10, 15].
According to the abundant literature, several of the aforementioned problems in the biodiesel production could be overcome through the use of enzymes, such as lipase. The enzymatic transesterification isn’t sensitive to free fatty acids and organic solvents, operated at room temperature (low energy consumption), highly selective, reusable with high product purity [16, 17]. The enzymatic catalysis is an environmentally-benign process in the biodiesel production. However, Enzymes are expensive with low stability in presence of the high amounts of alcohols, causing problem in application as catalyst for industrial process. Different strategies have been proposed to obtain the inexpensive biocatalyst with higher activity and stability. Moreover, enzyme activity is inhibited with the high concentration of the short chain alcohols utilized as an acyl acceptor that could overcome by stepwise addition [18–20]. According to the literature, a way for producing low-cost lipase with improved stability against short-chain alcohols is using garbage lipase for biodiesel production [21].
Lipase is one of the most important interfacial enzymes which is made of water-soluble proteins but shows catalytic properties at interfaces [22]. Lipase plays various roles in fat digestion, human disorders and industry. Lipase is an enzyme which breaks down the triglycerides into fatty acids and glycerol. The lipase consists of a central L-sheet with an active site. Its active site has serine (α-amino acid) on a nucleophilic elbow located in a groove which covered by a peptide lid. The lipase has two main conformational statuses, open and closed. In the closed form, the mobile subdomain lid of enzyme protects the active site. However, in the open conformation, the active site of the enzyme is not protected with a lid and is accessible to the substrates. The lipases action takes place in the lipid-water interface and its performance is directly dependent on the nature of the media. The lipases reveal very low catalytic activity in aqueous media due to their closed conformation. In hydrophobic media and the aqueous-organic interfaces, the lipases exist in open form, showing maximum catalytic activity. The hydrolytic and synthetic activity of the lipases made them the suitable biocatalysts for both of the esterification and transesterification reactions (acidolysis and alcoholysis) [23].
The lipase can be utilized as free or immobilized form as extracellular or intracellular source [24]. The fungal and bacterial lipases (microbial lipases) are classified as the extracellular enzymes and can be produced easily in bulk amounts. There is large number of commercially available lipases with fungal and bacterial sources produced from various environments, such as vegetable oils and wastes of dairy product industries, petroleum polluted soils and etc., but fungi are more preferable due to producing the extracellular enzymes with an easy recovery [25–27].
In recent years, the microbial lipases has attracted attention owing to their wide range of industrial applications, namely fatty acids hydrolysis, production of food additives, synthesis of peptides and esters, detergent additives, and separation of racemic mixtures [28, 29].
The fungi are more preferred as lipase sources than other microbial sources and are used in industry, especially food industry. Aspergillus niger is one the most important species of fungi well-known for its industrial applications [30, 31]. The lipase production conditions by Aspergillus niger depends on their different strains. On the other hand, the lipid carbon source is another important requirement for the enzyme production [32–35].
The factors affecting the enzymatic transesterification are molar ratio of the oil and alcohol, enzyme amount, transesterification temperature, and time. Each enzyme has its own unique condition depending on its source and species. Thus, there is a vital need to optimize the parameters affecting the product yield while the experimental design methods, namely response surface methodology (RSM) can also play an important role. RSM integrates the experimental design, optimizing variables, statistical analysis, and process model development [36–38].
Herein, the use of Aspergillus niger lipase in the fungi culture media as a transesterification bio-catalyst without time-consuming and expensive enzyme purification processes and in the presence of surfactants for the interfacial activation of the enzyme was investigated. For this purpose, the enzyme-surfactant aggregates were applied to improve the characteristics of lipase for the biodiesel synthesis. Hence, the main goals of this study were (i) optimization and validation of the parameters influencing lipase production via RSM, (ii) increasing the lipase stability and activity for the biodiesel synthesis by the use of surfactant-enzyme aggregates, (iii) optimization and validation of the transesterification parameters through RSM.
Materials and methods
Materials and reagents
The Mycological peptone, yeast extract, agar and tributyrin (glycerin tributyrat) as media components, bovine serum albumin (BSA) and Bradford reagent used in total protein assay were purchased from Sigma Aldrich (United States). Potato Dextrose Agar (PDA) and Potato Dextrose Broth (PDB) for microbiology were purchased from Merck (Germany).
Methanol, ethanol, hydrochloric acid, sodium hydroxide, citric acid, Triton X-100 and phenolphthalein all were analytical grade and were purchased from Merck (Germany). Tween 80 (non-ionic surfactant) was purchased from Titrachem (Iran). Sunflower oil and olive oil were obtained from the local market and used as a source of triglycerides and substrate of lipase assay, respectively.
Supelco 37 component FAME Mix was purchased from Sigma-Aldrich (United States).
Instrument and procedures
A shaker incubator (Fan Azma Gostar Co., Iran) was used for enzyme production. A T80 model UV-Vis spectrophotometer (PG instruments, China) was used for enzyme activity determination. An Agilent model 5890N GC-FID (Wilmington, DE, USA) with a capillary column (TR-CN 100, 60 m×0.25 mm ID, 0.2μm film thickness) was used for FAMEs determinations.
Fungal isolates
Fungi were isolated from contaminated soils with hydrocarbon compounds around the petroleum industry. One g soil was poured to 9 mL of 0.05% aqueous agar solution and used to prepare appropriate dilution series. 0.2 ml of each dilution was added in a 9 cm Petri dish containing PDA and incubated for 7 days at 25°C. During this time, the growing tips of fungal mycelia were transferred to new plate of PDA for obtaining pure culture. The pure culture was conserved on PDA slant agar at 4 °C.
Screening of lipolytic fungi
Tributyrin as a substrate on agar plates was used for screening of fungi. Tributyrin agar was used of following formulation: Peptone: 5.0 g; Yeast extract: 3.0 g; Agar: 15.0 g; Tributyrin: 10.0 mL; Distilled water: 990 mL; pH: 7.5. Pure fungal isolates (Aspergillus niger, Alternaria alternata, Trichoderma viride and Trichoderma harzianum) were inoculated on TBA media and incubated for 5 days at 25 °C. The observed clear zone around the colonies indicates the production of lipase.
Lipase production
The RSM was used for examining the influence of medium-composition on lipase production. All reactions were incubated for 5 days under continuous stirring (130 rpm). At the optimized conditions, lipase production was performed at 30 °C in 250 mL flask containing the PDB (3 % w/v) and olive oil (1.5 % v/v) at pH 5. Flasks were inoculated with two plugs (6 mm) of 5-day old culture. The mould developed a pelleted form of growth. The supernatant obtained by filtration was used as source of enzyme.
Lipase hydrolytic activity
Enzyme activity was measured by acid-base titration using 0.1 M NaOH as titrant and phenolphthalein as indicator. For this purpose, assay substrate was prepared by mixing olive oil in 4% w/v polyvinyl alcohol aqueous solution (volume ration of 1:4) and 5 mL of 0.05 mol L–1 citric acid buffer. Then 1 mL enzyme solution was added to it, well mixed and incubated in orbital shaker at 120 rpm at 37 °C for 1 h. 10 mL methanol 95% was added to terminate the reaction. Heat-inactivated enzyme sample (at 100 °C for 15 min) was used as the blank. All assays were carried out independently and in triplicate. One ‘lipase unit’ was defined as the amount of the enzyme that released one μmol fatty acid per minute [39].
Total protein assays
The specific activity of the lipase is the enzyme activity (unit) divided by the amount of protein and expressed as U/mg protein. Total protein amount was measured according to the Bradford method which is described here briefly [40]. The series of protein standard working solutions were prepared at the concentration range between 0.01–0.25 mg mL–1. At the next step, 0.1 ml of each sample and standards were transferred to different assay tubes. A blank containing 0.1 ml phosphate buffer (0.05 M, pH 7.5) was also prepared. Then, 1 ml of the Bradford reagent was added to each tube. The absorbance was measured at 595 nm after 5 min.
Enzymatic transesterification reaction
The transesterification reactions were developed and optimized using RSM. All reactions were accomplished under continuous agitation (130 rpm) as a three-step process. The following optimal reaction conditions, an amount of the enzyme (19 % v/w oil), Tween 80 (19 mg L–1) and methanol/oil (5.50:1 molar ratio) has been poured to the reaction media. After the reaction completion (at 40°C for 46 h), the samples have been analyzed by the gas chromatography (GC).
Analysis of FAMEs
The FAMEs composition of the reaction products were determined by gas chromatography. The temperatures of the injection port and detector were adjusted at 240 °C and 280 °C, respectively. The column temperature was held at 90 °C for 5 min, increased to 170 °C at a rate 5 °C min–1 for 1 min and then heated to 220 °C at a rate 3 °C min–1, held at 220 °C for 5 min. The injection volume was 1μL.
Statistical analysis
The central composite design (CCD) data for the reaction optimization was employed to determine the regression coefficients of the second-order multiple regression model. The second-order polynomial equation (Equation 1) was used to calculate the relationship between the independent variables and the response:
Isolation and screening of lipolytic microorganisms
In preliminary experiments, a range of filamentous fungi were screened for a lipolytic activity. Solid medium containing tributyrin was used for the screening of 4 fungi (Aspergillus niger, Alternaria alternata, Trichoderma viride and Trichoderma harzianum) during five days of incubation. These fungi were isolated from the petroleum contaminated soil. The size of halos was presented in Fig. 1 for comparison. The results indicate that the Aspergillus niger is a better lipase source than the other three investigated fungi.
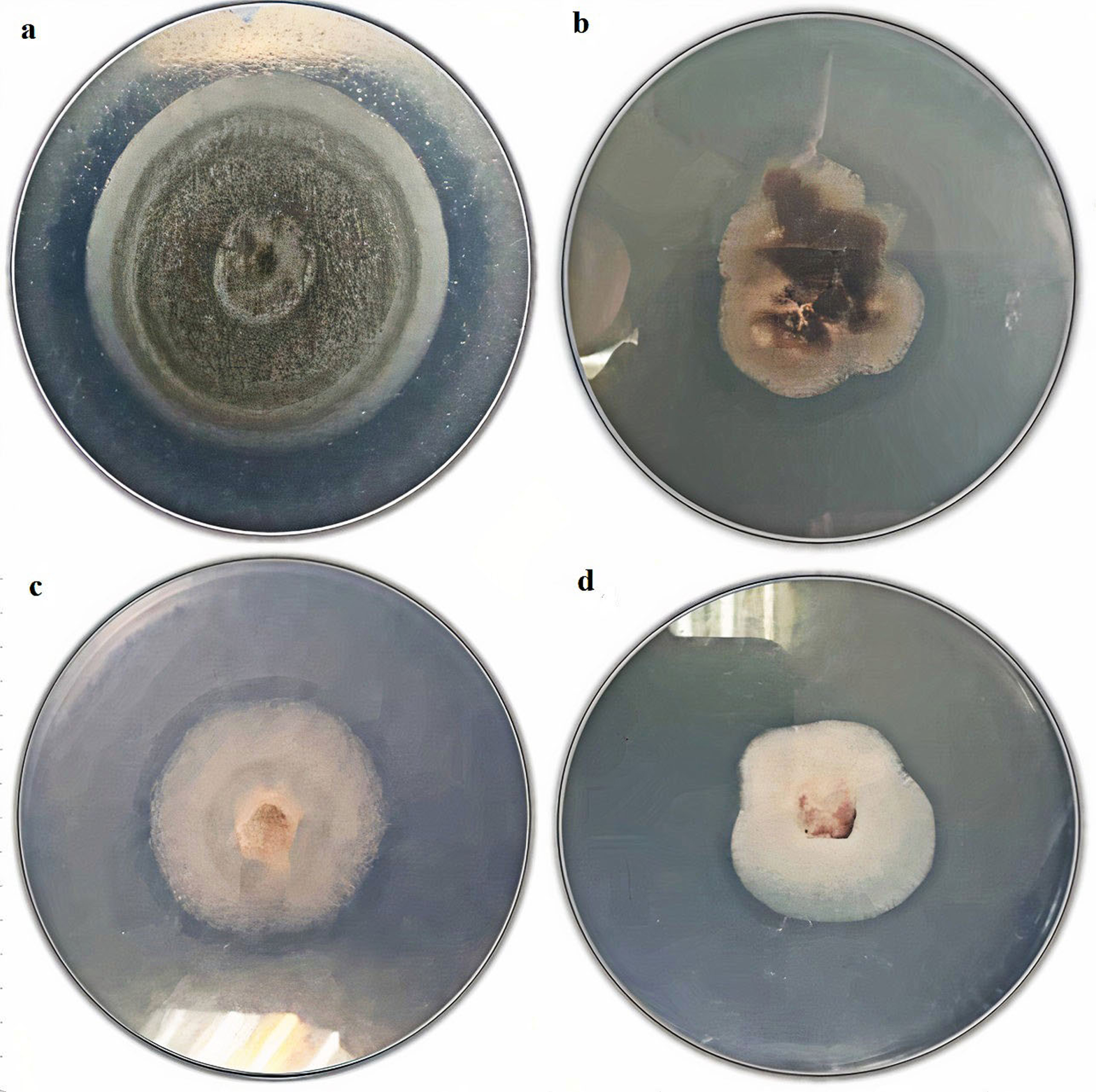
Image of haloes produced by tributyrin hydrolysis after 5 days incubation by lipases produced by a) Aspergillus niger b) Alternaria alternata c) Trichoderma viride d) Trichoderma harzianum.
The lipase production mostly depends on experimental conditions. For example different media activate different biological mechanisms in the fungi [41]. So, effect of different media on lipase producing performance of fungi was tested in different liquid media. To examine this, RSM was applied using design expert 10. The central composite design (CCD) was utilized to study the method variables. The four independent variables were X1: olive oil concentration, X2: temperature, X3: PDB concentration, and X4: pH. The response was the lipase activity obtained from the olive oil hydrolysis. Table 1 demonstrates actual and coded values with their ranges and levels of the parameters. All the reactions were incubated for five days under continuous agitation (130 rpm). A CCD with five levels and four factors was used to fit a model requiring 30 experiments. In order to evaluate the reproducibility of the data and to determine the pure error, the center points were repeated six times. The results of the lipase production from these experiments along with the mean predicted and observed responses as obtained via CCD are presented in Table 2.
Reaction condition variables and levels for CCD
Reaction condition variables and levels for CCD
Experimental design with observed and predicted values from lipase production
*One ‘lipase unit’ was defined as the amount of the enzyme that released one μmol fatty acid per minute. **Values are mean±SD of triplicate determinations.
The surface plots and the two-dimensional contour plots based on the mathematical model (Equation 2 in terms of coded factors) are represented in Fig. S1 (Supplementary data).
On the basis of the approach, four factors (pH 5, temperature 30 °C, 3 % w/v PDB, 1.5 % v/v olive oil) revealed the maximum influence on the lipase production. In the production medium, PDB consisted of peptone as organic nitrogen sources and the glucose as monosaccharide, also olive oil provided the carbon source. Organic nitrogen sources cause an increase in lipase production performance of the microorganisms. On the other hand, lipase production could be enhanced in the presence of highly branched, helically configured saccharides, such as glucose as carbon source. According to the literature, carbon sources degraded and used by fungi, show inhibitory effect on lipase production, but natural oils like olive oil stimulate lipase production yield [42–44]. This might be due to the emulsification of culture media in the presence of olive oil which increases lipid surface followed by separation of lipase from binding sites of the fungi [45–48].
The results of the ANOVA and the correlation coefficient of determination (R2 = 99.97%) is depicted in Table 3. This means that the accuracy and general availability of the model was good and the analysis of the responses were reasonable. The results predicted that pH, PDB concentration, olive oil concentration, and temperature are the significant factors in the process.
ANOVA for the response surface quadratic mode
aDegree of freedom; bValue > 0.05 is not significantly different at the 5% level.
The main parameters and interactions between them were illustrated through Pareto charts (Fig. 2a), according to the results of which all the effects of the linear and quadratic were important. The olive oil concentration (X1) and the potato dextrose broth concentration (X3) with the percentage effect of 14.83% and 14.13% are the most significant factors among all parameters. The Pareto analysis suggested that the order of percentage effect of the factors was as follows: X1 (olive oil concentration) > X3 (potato dextrose broth concentration) > X4 (pH) > X2 (temperature).

Percentage effect of each model term obtained using Pareto analysis a) Specific activity of the lipase b) Fatty acid methyl esters Yied.
RSM was used for optimization of biodiesel synthesis. Fifty experiments were designed by CCD with five levels for five factors. The variables are X1, temperature (20–60 °C); X2, reaction time (15–75 h); X3, enzyme concentration (0–40 % v/w); X4, methanol/oil molar ratio (1:1–9:1), and X5, Tween 80 concentration (0–40 mg L–1). Table 1 demonstrates actual and coded values with their ranges and levels of the parameters. The complete CCD design matrix and the results and their corresponding predicted values are represented in Table 4. The design expert 10 was used to determine the model coefficients and evaluation of their statistical significance.
Experimental design with observed and predicted values from transesterification of sunflower oil
Experimental design with observed and predicted values from transesterification of sunflower oil
*Values are mean±SD of triplicate determinations.
In order to fit the empirical model with experimental responses, the regression analysis was applied. The developed model for the yield of produced biodiesel was regressed as represented in Equation 3 in terms of the coded factors:
The result of ANOVA and the coefficient of determination (R2 = 99.97%, the adjusted R2 = 99.95%) is summarized in Table 3, which indicates that the predicting ability of the model model is acceptable in the methyl esters synthesis. F-test and ANOVA were used for the statistical significance of the equation revealing that the model was significant at the 95% confidence level (P < 0.0001). P-value shows the importance of each coefficient, values greater than 0.05 indicate the model terms are not significant. According to the results, the presented model shows the statistically non-significant lack of fit (P > 0.05), which means that the responses are appropriate to use in the model.
The main parameters and interactions between them were illustrated by Pareto charts (Fig. 2b) and according to the results all the factors, were not equally important. The coefficients of the linear effect of temperature (X1), reaction time (X2), enzyme concentration (X3), methanol/oil molar ratio (X4), and Tween 80 concentration (X5) with a P-value of zero were significant. In the case of quadratic effects (Xi2) and (XiXj), all the effects except X1X5 and X2X3 were significant at the confidence level of 95%, also X1X5 and X2X3 were removed from the model.
Selection of the surfactant for interfacial activation
According to the previously discussed conformational forms of lipases and their open and closed conformation, it is well known that the open conformation of lipase must be guaranteed for maximizing the catalytic activity. Due to the aqueous nature of Aspergillus niger cultivation media, the produced lipase is in the aqueous phase, in which it exists in closed form. Therefore, in order to change its conformational status to open form and creating an interface between the aqueous phase and oil, the use of a surfactant was considered. The interfacial activation was firstly reported by Sarda and Desnuelle in 1958 [49]. According to the literature, the lipolytic activities of the lipases on the substrate increased significantly in the presence of surfactant at critical micelle concentration (CMC). This is known as the interfacial activation, in which the mobile lid of the enzyme undergoes a conformational change to open form. To this end, the effect of Tween 80 and Triton X-100 as two non-ionic surfactants was studied at concentrations higher than their CMC. The ionic surfactants were not investigated in this study, since the electrostatic interaction between the ionic surfactant and lipase might change three-dimensional structure of the enzyme, possibly reducing the activity, yet the interactions between lipase and the non-ionic surfactants was soft. The results of gas chromatographic determination of oil conversion to FAMEs proved that Tween 80 has a higher performance rather than Triton X-100 (Fig. S2, Supplementary data).
Optimization of factors affecting biodiesel production
The surface plots and two-dimensional contour plots are depicted in Fig. 3a-d and Fig. 4a-d. According to the results, five factors including (temperature 40 °C, time 46 h, enzyme concentration 19 % v/w, methanol/oil molar ratio 5.50:1, and Tween 80 concentration 19 mg L–1) are the optimum conditions for the biodiesel production with the highest performance.
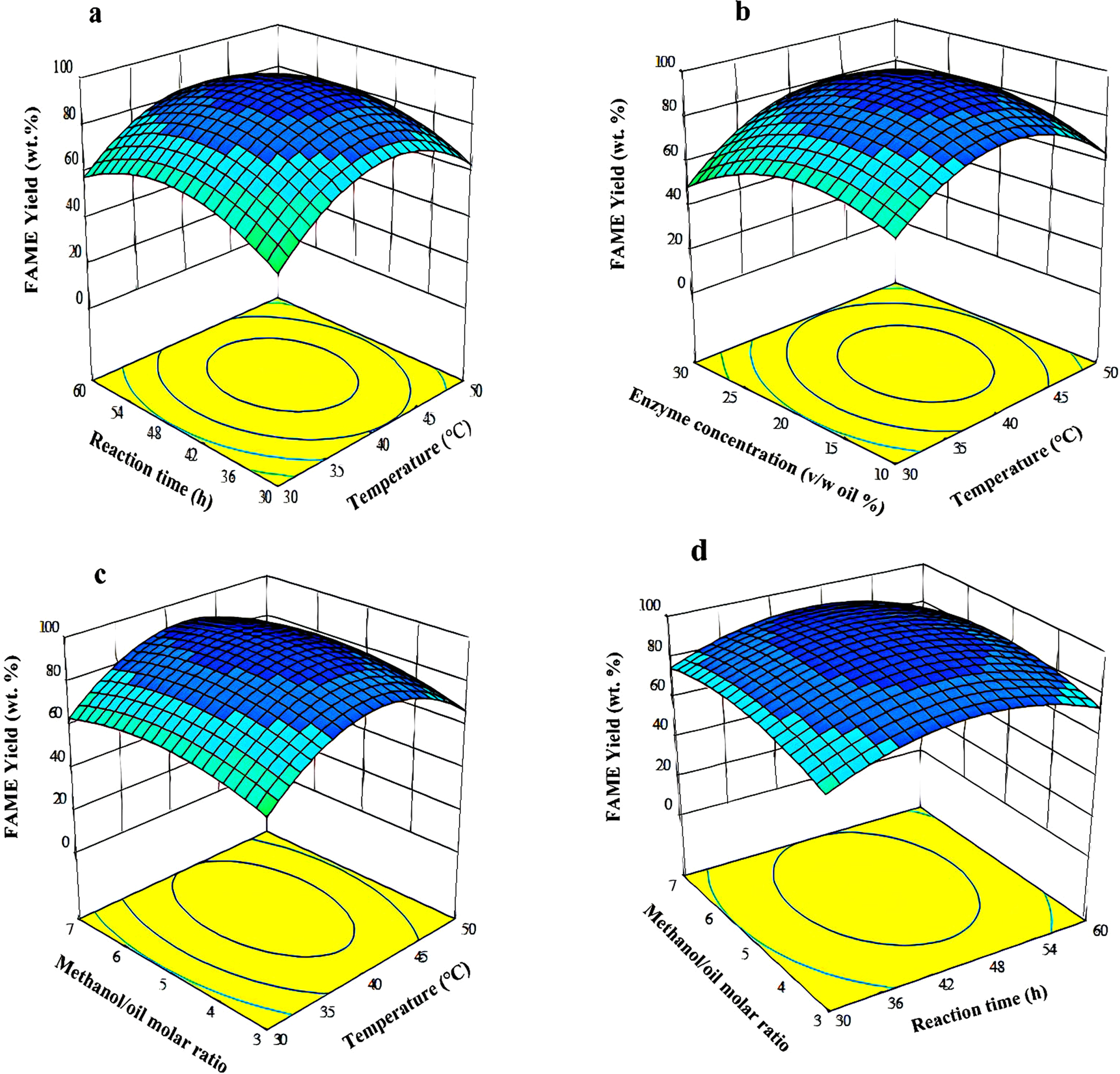
Response surface plots showing the effects of the mutual interactions between two independent parameters on FAME yield a) Reaction time vs Temperature b) Enzyme concentration vs Temperature c) Methanol/ molar ratio vs Temperature d) Methanol/ molar ratio vs Reaction time.
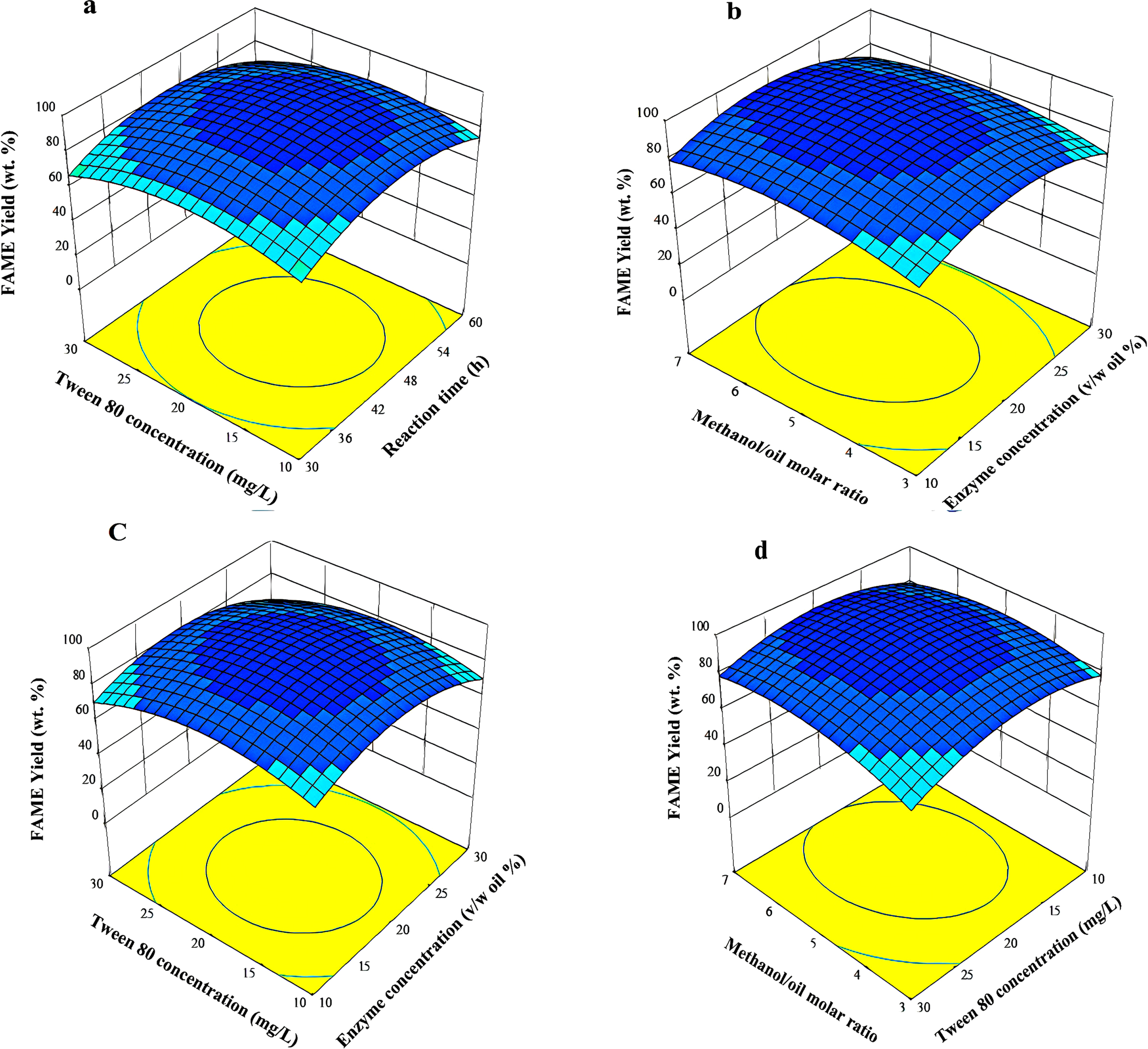
Response surface plots showing the effects of the mutual interactions between two independent parameters on FAME yield a) Tween 80 concentration vs Reaction time b) Methanol/ molar ratio vs Enzyme concentration c) Tween 80 concentration vs Enzyme concentration d) Methanol/ molar ratio vs Tween 80 concentration.
Effect of change in experimental conditions on biodiesel yield was presented by the contour plots [50]. The amount of enzyme is an important factor for industrial applications [51]. The effect of the enzyme concentration on the transesterification yield was evaluated in the range of 0 to 40 % v/w. According to the results, relationship between the reaction conversion and amount of enzyme concentration is linear. After reaching to a maximum yield of 96.41 % with 19 % v/w, the biodiesel production yield decreased in the presence of higher concentrations of the enzyme. Because enzyme molecules aggregates at high concentrations and the active site of the enzyme cannot be accessible to the substrates [52]. Another important factor in the biodiesel production is the methanol/oil molar ratio. The transesterification is reaction needs at least three moles of methanol as acyl acceptor and one mole of oil to produce three moles of FAMEs [53]. As observed in Fig. 3 and Fig. 4, the biodiesel yield increased with raising the molar ratio to 5.50:1 and then decreased. Generally, lipase is inactivated with methanol in the higher molar ratio which is very important limitation.
The reaction temperature affects the biodiesel yield two ways. Raising the temperature causes an increase in the reaction yield due to the improvement in mass transfer of the reactants during the reaction, but on account of the thermal labile nature of the enzyme, its performance decreases at elevated temperatures. According to the results, lipase portrayed the best performance (96.41% conversion yield) at 40 °C (Fig. 3). Another investigated parameter in this study was the reaction time. The reaction time played very important role because faster reactions consumes lowers energy; on the other hand, the transesterification was an equilibrium reaction and the time for establishing the equilibrium must be considered [54]. According to the experimental results and the statistical evaluation, the biodiesel yield reached to 96.41% in 46 h (Table 4). On account of equilibrium nature of the reaction, further increase in the reaction time had not any influence on the reaction yield, so 46 h was selected as the optimum reaction time.
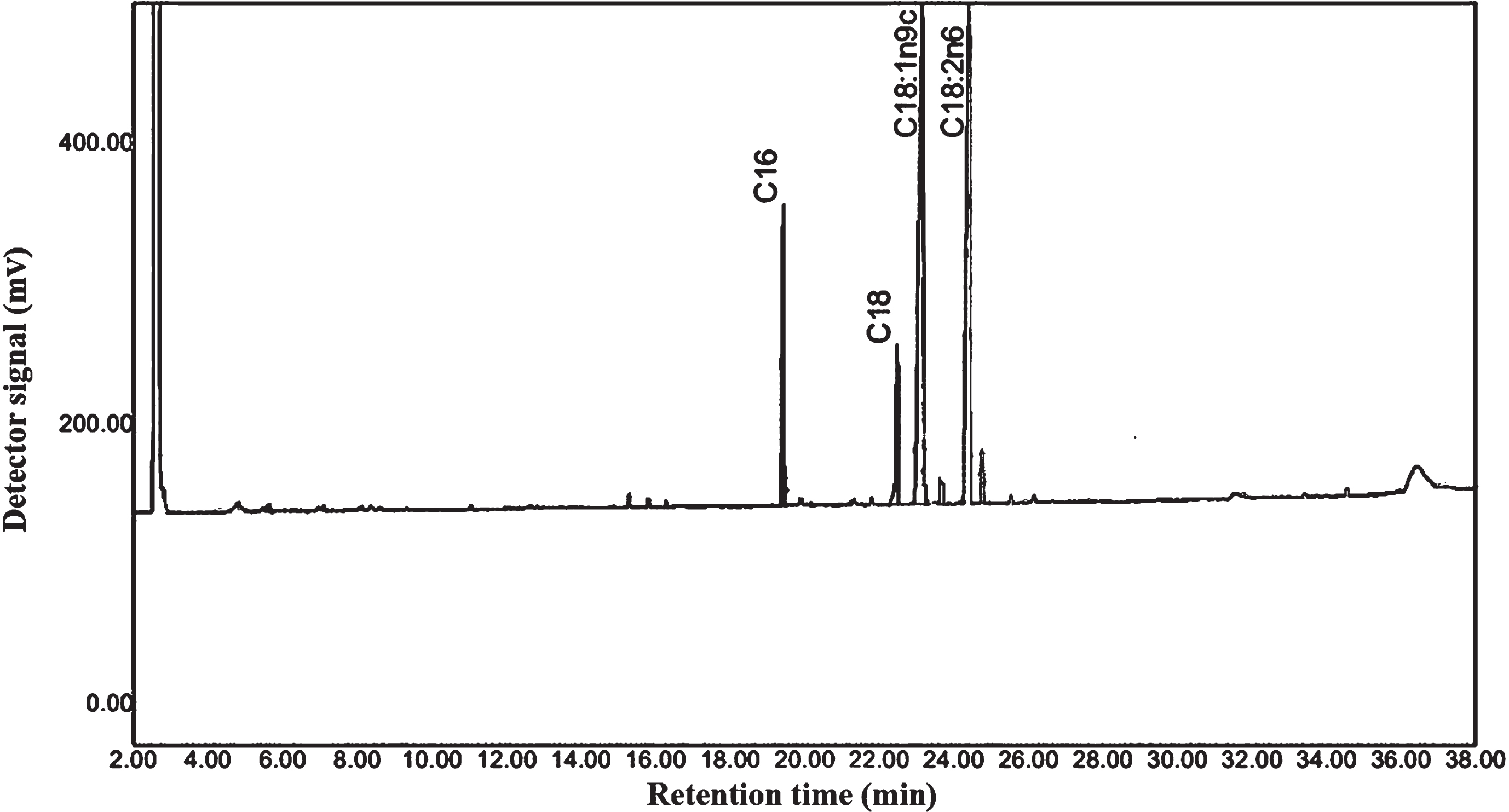
Chromatogram of methyl esters of sunflower oil based biodiesel by the proposed method.
Figure 4 represents the effect of the varying amounts of Tween 80 concentration on the reaction. CMC of Tween 80 is 13–15 mg L–1. As expected, lipase showed the best performance in the presence of Tween 80 at the concentration above CMC (19 mg L–1). Therefore, Tween 80 with the optimum concentration of 19 mg L–1 formed micelles followed by the aggregate formation between the micelles and mobile lid of the enzyme. This enhances the activity of the enzyme, which showed the surfactant induced conformation (open status) of it with accessible active sites.
In order to evaluate the model accuracy, experiments were performed under the optimum conditions. The obtained optimal conditions are temperature (40 °C), reaction time (46 h), enzyme concentration (19 % v/w), methanol/oil molar ratio (5.50:1), and Tween 80 concentration (19 mg L–1). The experiments were performed in triplicate for model validation and verification. The experimental biodiesel yield was found to be 96.41%. vs. 95.60% as the statistically predicted value. The experimental and predicted values showed good agreement with each other, so this was a very strong reason for the model’s accuracy.
Qualitative analysis of FAME
According to the gas chromatographic analysis of sun flower oil fatty acids profile, the main FAMEs components are methyl palmitate (C16:0), methyl stearate (C18:0), methyl oleate (C18:1n9 cis), and methyl linoleate (C18:2n6). These components made up more than 95% of the fatty acids profile. Minor FAMEs were also detected and are listed in Table 5. The GC-FID chromatogram (Fig. 5) of biodiesel demonstrated that it contained mainly the saturated and unsaturated fatty acid methyl esters (∼95 % of the total FAMEs).
Fatty acid methyl ester composition of sunflower oil and biodiesel (w/w % ±SD*)
Fatty acid methyl ester composition of sunflower oil and biodiesel (w/w % ±SD*)
*Values are mean±SD of triplicate determinations.
Use of lipase as transesterification biocatalyst for the biodiesel synthesis was an effective approach. Among the isolated lipolytic fungi from contaminated soils with hydrocarbon compounds around the oil industry, the Aspergillus niger presented the best results. The RSM was successfully applied for method optimization and the following optimal conditions were obtained to be: temperature (40 °C), methanol/oil molar ratio (5.50:1), amount of lipase (19 % v/w) and Tween 80 concentration (19 mg L–1) with reaction time (46 h). Under optimized conditions the experimental and predicted yield of FAMEs was 96.41% and 95.60% respectively. Good agreement between the predicted and experimental values showed accuracy of the proposed regression model. The study indicated that the interfacial activation using non-ionic surfactants plays key role in biodiesel production.