
Abstract
High Cr ferritic steels have been used in the 600°C class ultra-super critical (USC) thermal power plants. More than a decade has passed from the application of high Cr steels to USC power plants in Japan, and type-IV creep damages in the welded components become concerns. In the present paper, long-term creep tests for the welded joints of the high Cr steels (Gr.91 and Gr.122 steels) were conducted. Microstructures and creep damages in the heat affected zone (HAZ) were investigated using the thick plate specimens. Remaining life assessment methods of high Cr steel welds were discussed based on the experimental results. Further, to assist the standardization of the testing method for creep crack growth in welded joints, we have conducted the round robin tests using the high Cr steels (Gr.91 and Gr.92 steels) and their welds as part of the VAMAS TWA31 collaboration.
Introduction
In order to improve the efficiency of power generation, the pressure and temperature conditions of steam in thermal plant have been continuously increased. In 1990s, the high Cr ferritic heat resisting steels were applied to the boiler components in 600°C class ultra-super critical (USC) thermal power plants in Japan. The base metals of these steels with tempered martensite structures have excellent high temperature strength; however, fine-grained structures without lath-martensite are formed in the heat affected zone (HAZ) during weld thermal-cycle and the creep strength of welds decreases than the base metals. The type-IV failure along the inter-critical and fine-grained HAZ of welded joints is caused through the nucleation and growth of creep voids and cracks during long-term services at high temperatures [1–8]. Recently, it was recommended to take the weld strength reduction factor (WSRF) into account for the high temperature design using high Cr steels [9,10]. It is important to understand the microstructural changes and damage evolutions in HAZ during creep for the remaining life assessment of welded components.
In the present paper, aiming to elucidate the type-IV failure mechanisms of Gr.91 and Gr.122 steel welds, we have evaluated the type-IV creep damage evolutions and microstructural degradations through interrupting creep tests of the thick large-scale welded joint specimens. Remaining life assessment methods of high Cr steel welds were discussed based on the experimental results. Further, to assist the standardization of the testing method for creep crack growth (CCG) in welded joints, we have conducted the round robin tests (RRT) of CCG using the Gr.91 and Gr.92 steels as part of the VAMAS TWA31 collaboration.
Experimental procedures
The materials investigated are the Gr.91 steel (9Cr-1Mo-VNb steel) plate with a thickness of 25 mm and the Gr.122 steel (11Cr-0.4Mo-2W-CuVNb steel) plate with a thickness of 30 mm. The plates were welded by gas tungsten arc (GTA) welding using a double U groove [7,8]. After welding, a post-weld heat treatment (PWHT) was conducted at 745°C for 60 min for the Gr.91 steel weld and for 75 min for the Gr.122 steel weld. The simulated fine-grained HAZ (f-HAZ) specimens were produced using a weld simulator (a Gleeble testing machine) by rapid heating to a peak temperature of 900°C for the Gr.91 steel and 950°C for the Gr.122 steel, respectively.
Creep tests of the base metal and simulated f-HAZ were conducted using round bar specimens and those of the welded joints were conducted using plate type specimens of
CCG tests were carried out using the CT specimen of the base metal and welded joint for the ASME Gr.91 and ASME Gr.92 steel (9Cr-0.5Mo-1.8W-V-Nb steel). The notch tip was located in HAZ for the welded joint specimen [11]. The CT specimens were fatigue pre-cracked by 3 mm in length, and then side-grooved by 25% of specimen thickness in total. Crack length was measured using the D.C. electrical potential method.
Results and discussions
Creep strength of welded joints
Figures 1 and 2 show the creep test results for the base metal, simulated f-HAZ and welded joints of the Gr.91 and Gr.122 steels, respectively. Figure 3 compares the creep rupture ductility (reduction of area) for the base metal and simulated f-HAZ of the Gr.91 and Gr.122 steels. The failure locations of the welded joint specimens are indicated with the subscripts attached to the plots, where BM means failure in base metal, HAZ means type-IV failure in the fine-grained HAZ, and WM means failure in weld metal. In the Gr.91 steel weld, the type-IV failure occurred after 10,000 h at 550°C and 1000 h at 600°C. The differences in creep rupture times between welded joint and base metal tended to widen with decreasing stress. The creep rupture times of the simulated f-HAZ were more than one order shorter than those of the base metal for the same stresses at all temperatures.

Creep rupture times of the base metal, simulated f-HAZ and welded joints of the Gr.91 steel at 550, 600 and 650°C.
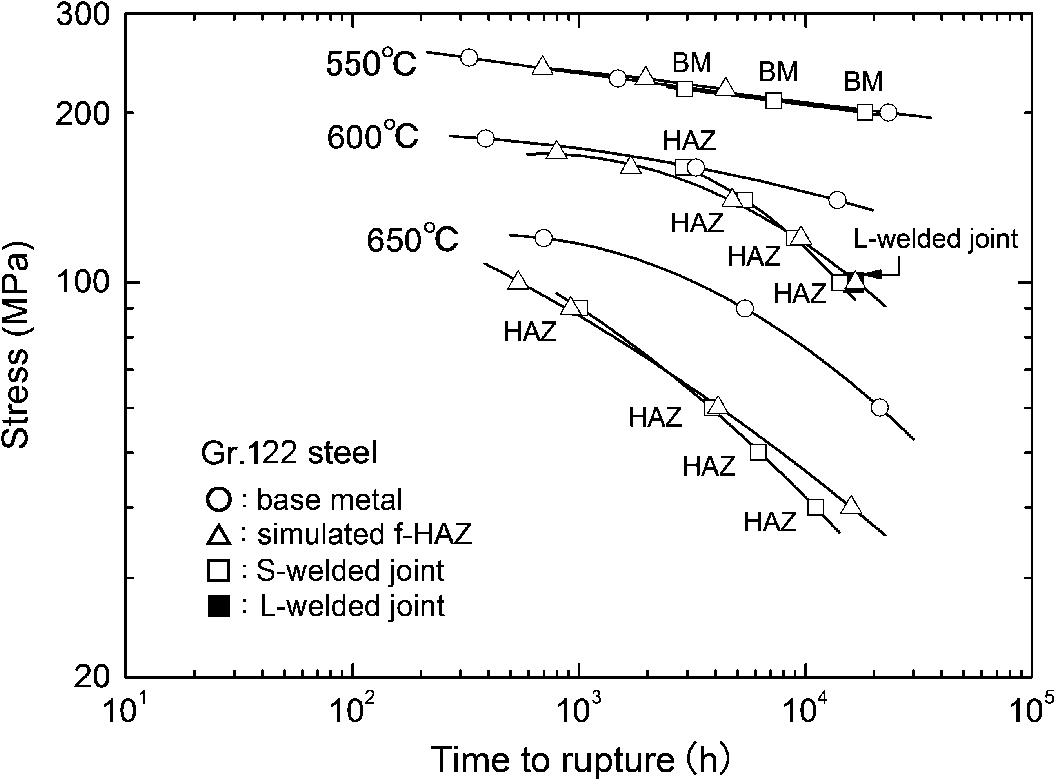
Creep rupture times of the base metal, simulated f-HAZ and welded joints of the Gr.122 steel at 550, 600 and 650°C.
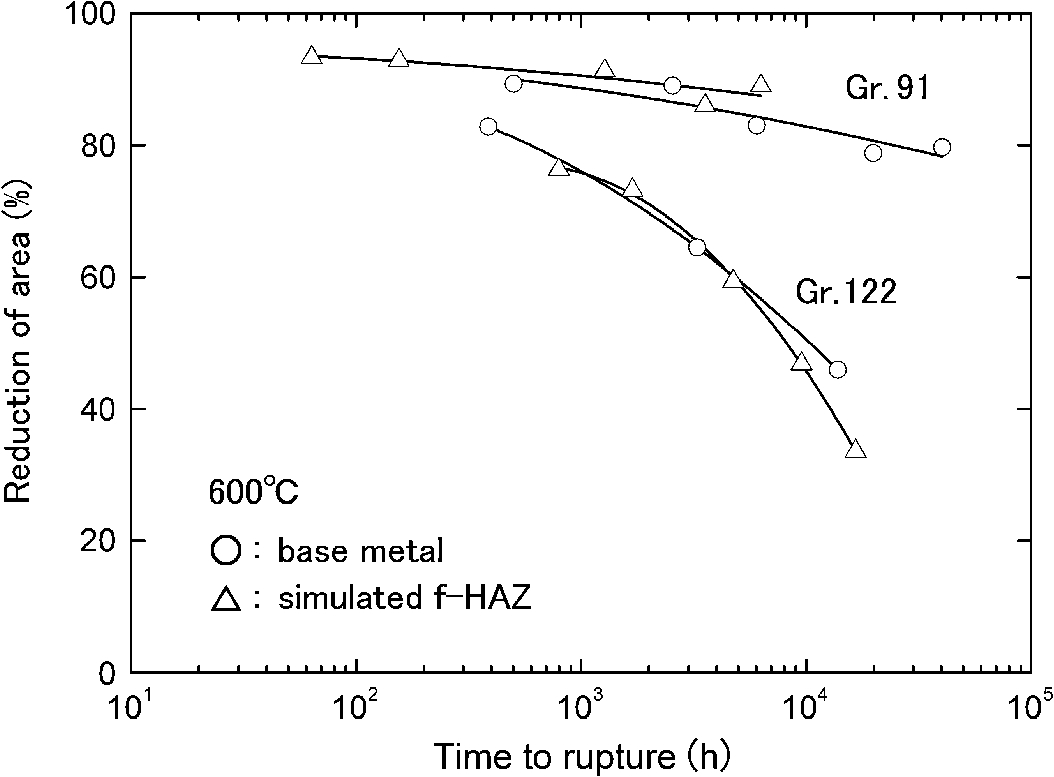
Creep rupture ductility of the base metal and simulated f-HAZ of the Gr.91 and Gr.122 steel.
For the Gr.122 steel welds, type-IV failure did not occur at 550°C within this test stress. It was observed after 5000 h at 600°C. The creep rupture times of the welded joint and simulated f-HAZ were nearly the same as the base metal at 550°C; they decreased than the base metal after 5000 h at 600°C. The differences in creep rupture times between base metal and simulated f-HAZ were large at all test conditions for the Gr.91 steel, whereas they appeared at lower stresses than 140 MPa at 600°C for the Gr.122 steel. At these test conditions, the simulated f-HAZ of the Gr.122 steel revealed void-type intergranular failure and its creep ductility decreased as shown in Fig. 3.
Creep rupture times of the L-welded joints were 8853 h at 600°C and 90 MPa for the Gr.91 steel, and 16,340 h at 600°C and 100 MPa for the Gr.122 steel; they also showed the type-IV failure and their rupture times were slightly longer than the S-welded joints as shown in Figs 1 and 2. We have conducted the creep interruption tests using the L-welded joints for both steels at these test conditions and investigated the processes of type-IV damage and fracture. Figure 4 shows the binary images of creep voids and cracks observed in HAZ of the central cross-section of the L-welded joints of the Gr.91 steel creep-interrupted at 600°C and 90 MPa. It was found that a small number of creep voids formed at about 0.2 of creep rupture life, and the number of voids increased with time, and then coalesced to form a crack at 0.8 of life. Creep voids and cracks were mostly observed in the area about 20% below the plate surfaces.
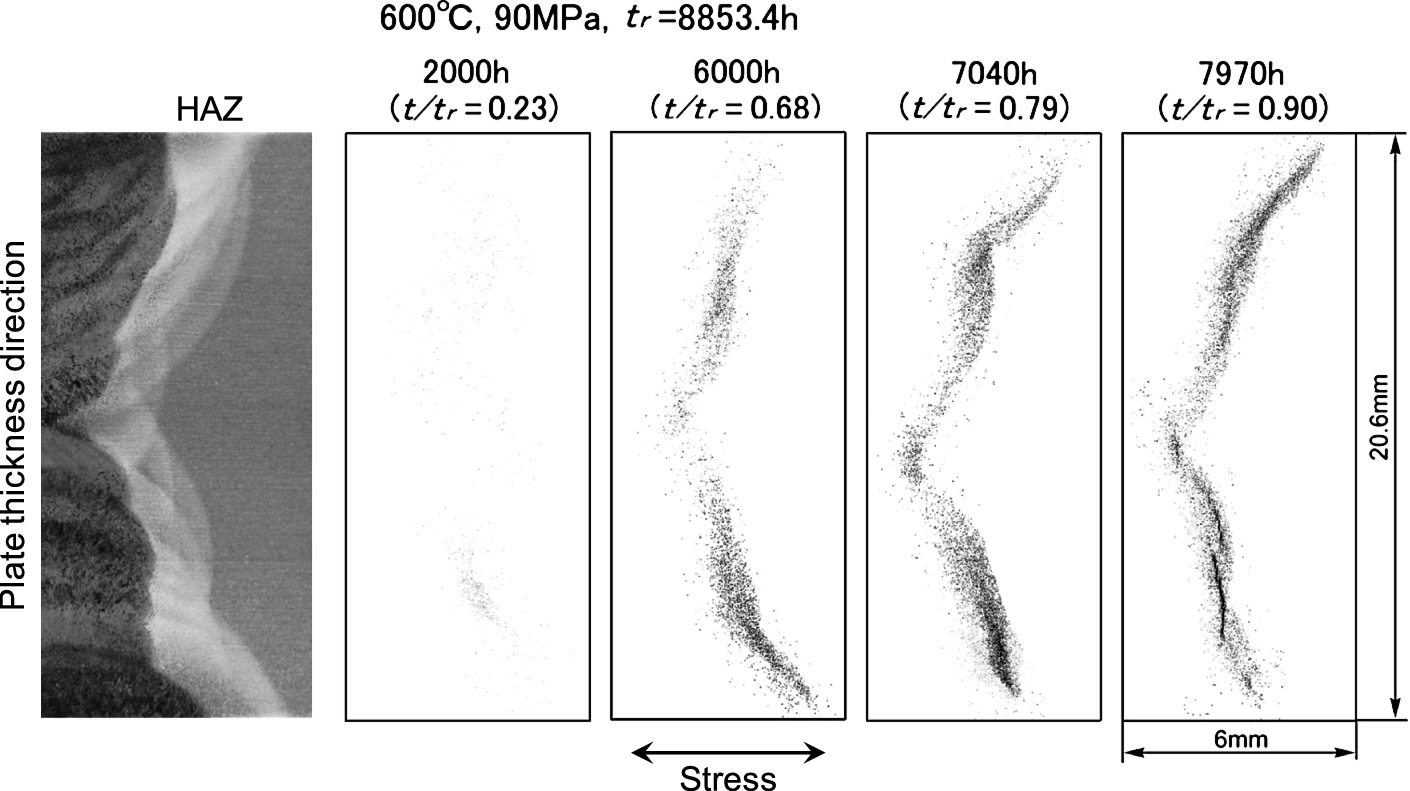
Binary images of creep voids and cracks observed in the HAZ of a central cross-section of the L-welded joints for the Gr.91 steel creep-interrupted at 600°C and 90 MPa.

Changes of the area fraction of creep voids in HAZ during creep for the Gr.91 and Gr.122 steel welds at 600°C. (Colors are visible in the online version of the article; https://dx-doi-org.web.bisu.edu.cn/10.3233/SFC-150177.)
The area fraction of creep voids in the HAZ of the Gr.91 and Gr.122 steel welds are plotted against the life ratio (
Changes of microstructures in HAZ of the creep-interrupted L-welded joints were observed and KAM and grain boundary length were measured using EBSD. Figure 6 shows the changes in the grain boundary length in the fine-grained HAZ during creep for both steel welds. Here, length of grain boundaries with misorientation from 5° to 65° is plotted as prior austenitic boundaries. For the f-HAZ in the Gr.91 steel weld, the grain boundary length decreased till 0.2 of life and saturated after that. On the other hand, for the f-HAZ in the Gr.122 steel weld, the grain boundary length increased till 0.5 of life, and then decreased after that. The decrease of grain boundary length occurs due to the recovery of microstructures during creep.

Changes of the grain boundary length in the fine-grained HAZ during creep for the Gr.91 and Gr.122 steel welds measured by EBSD.
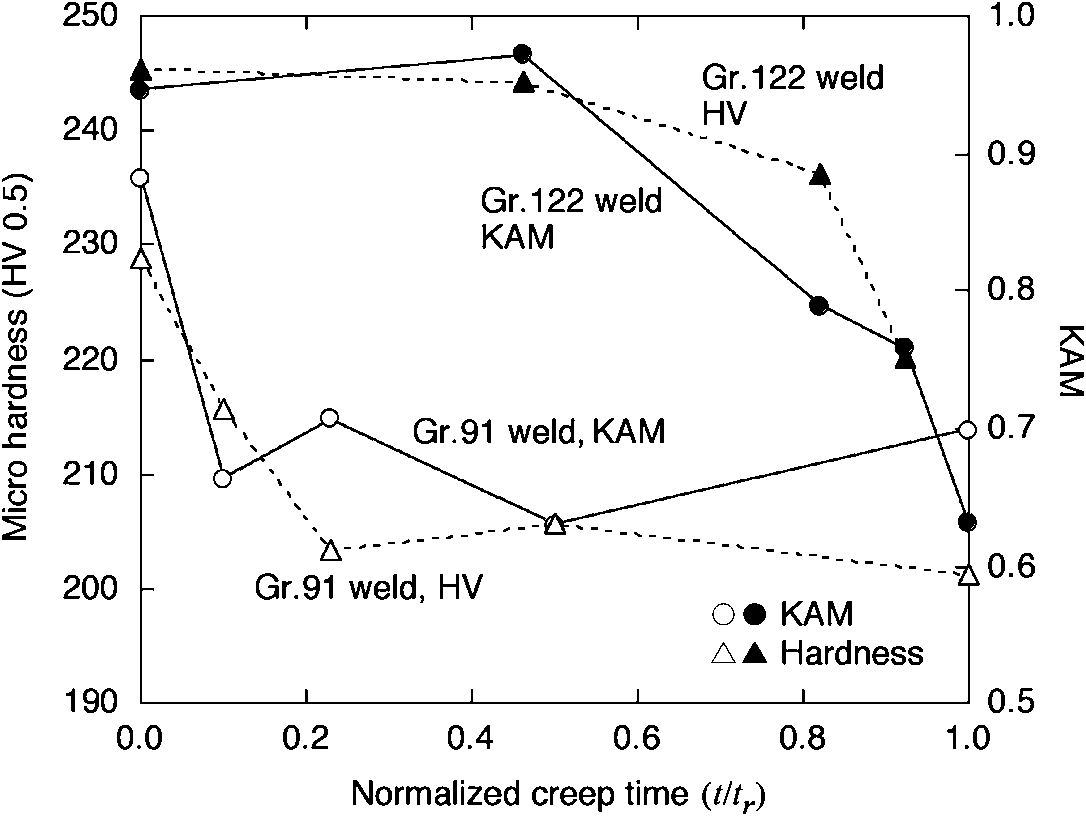
Changes of the micro-Vickers hardness and KAM in the fine-grained HAZ during creep for the Gr.91 and Gr.122 steel welds measured by EBSD.
Figure 7 shows the changes in the micro-Vickers hardness and KAM during creep in the fine-grained HAZ of both steel welds. Here, average value of KAM is plotted excluding the points whose misorientation is larger than 5° in order to investigate the changes of dislocation structures. For the fine-grained HAZ in the Gr.91 steel weld, hardness and KAM decreased till 0.2 of life and saturated to constant value. In the Gr.122 steel weld, however, they did not change till 0.5 of life and then decreased after that. The decrease of KAM and hardness occurs due to the recovery of dislocation structures. Because the grain boundary length increased without changing KAM and hardness till 0.5 of life, dynamic recrystallization was considered to be occurred in the fine-grained HAZ of the Gr.122 steel.
These differences of microstructural changes are considered to relate to the differences of creep damage behavior for two steels. In the Gr.91 steel weld, the recovery of dislocation structures of fine-grained HAZ occurs at early stage of life, and then early initiation and evolution of type-IV creep voids occur as shown in Fig. 5. In the Gr.122 steel weld, the recovery of dislocation structures occurs after the recrystallization of the fine-grained HAZ, and then damage evolution occurs at later stage of life.
From these experimental results, we consider about the methods for the residual life assessment of weld components of high Cr steels as follows. For the Gr.91 steel weld, ultrasonic nondestructive testing is available for residual life assessment because creep voids and cracks increase gradually inside the plate thickness. Creep damage could be detected at 0.7 of life for the present Gr.91 steel weld using phased array ultrasonic testing [12]. Hardness measurement and microstructural observation are not available because their changes saturate in the early stage of life. Local necking on the specimen surface in HAZ is also available because the creep ductility is high for the Gr.91 steel. For the Gr.122 steel weld, ultrasonic testing may be difficult to detect type-IV creep damages because the amount of voids are small and crack grows rapidly after 0.9 of life. Evaluation of hardness and dislocation structures (KAM) is considered to be available because they change in the latter half of creep life. Local necking on the specimen surface was scarcely observed for the Gr.122 steel weld with low creep ductility.
The RRT of CCG using the CT specimens of the Gr.91 steel were conducted at three temperatures; 625, 638, 650°C for the base metal and 600, 625, 650°C for the welded joint, and two load levels at National Institute for Materials Science (NIMS) and Tohoku University. The RRT using the CT specimens of the Gr.92 steel were conducted at three temperatures, 600, 625, 650°C and three load levels for both the base metal and welded joint at NIMS, Tohoku University, Chiba University and IHI Corporation.
The propagation of a sharp creep crack in fine-grained HAZ, a type-IV crack, was observed for all the welded joint specimens of the Gr.91 and Gr.92 steels. Figure 8 compares the load-line displacement and creep crack length of the welded joint and base metal of the Gr.91 steel under the same testing condition at 625°C. The displacement at the initial stage was nearly the same for the base metal and welded joint, whereas acceleration of crack growth occurred at lower deformation in the welded joint, and consequently crack growth life of the welded joints were about a quarter of the base metal. For the welded joint, the narrow HAZ with lower creep strength is mechanically constrained by base metal and weld metal with higher creep strength. High stress triaxiality in HAZ ahead of the crack tip due to the mechanical constraint appears to cause the crack initiation at lower displacement rate, namely lower
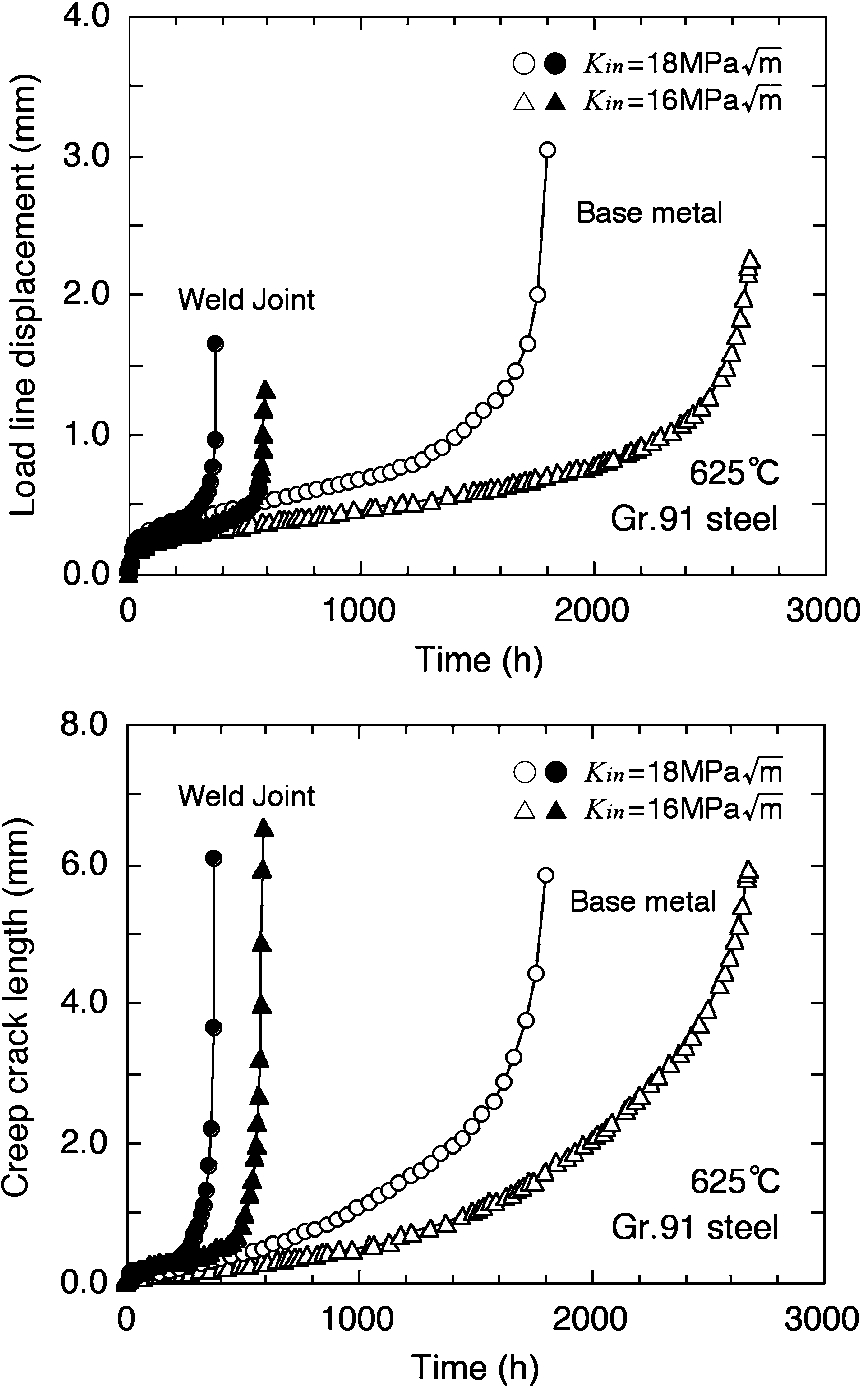
Comparison of the load-line displacement and creep crack length of the welded joint and base metal for the Gr.91 steel under the same loading condition at 625°C.
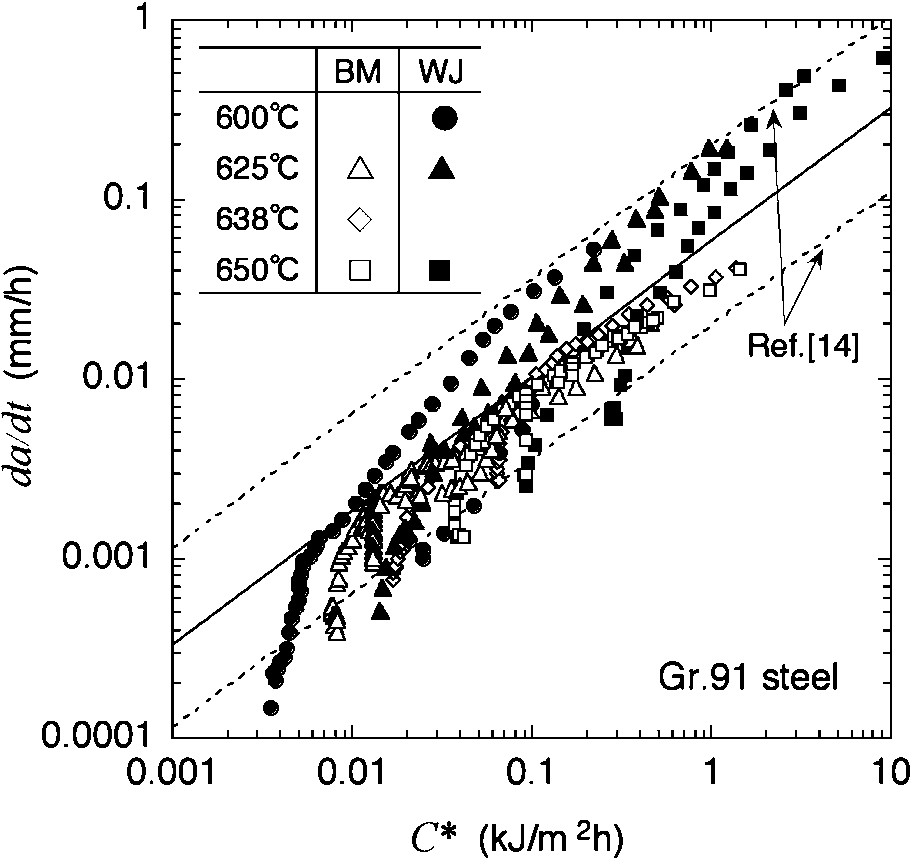
Relations between creep crack growth rate vs.
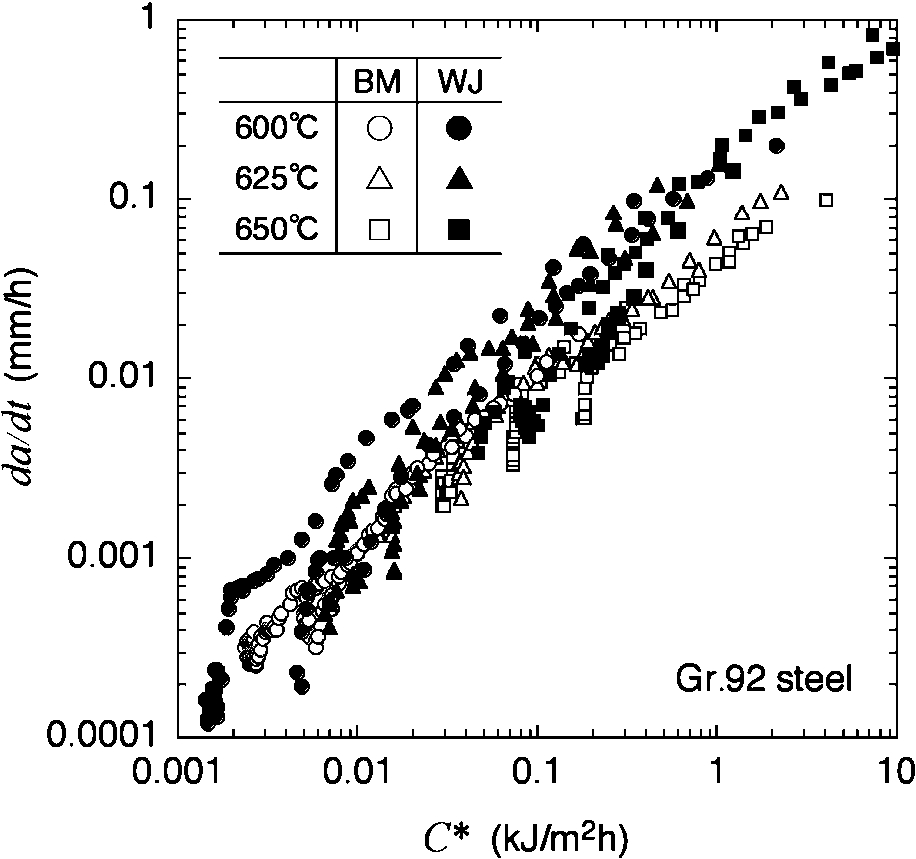
Relations between creep crack growth rate vs.
The
In the present paper, creep strength, type-IV damage evolution, microstructural change and creep crack growth properties in the high Cr ferritic steel welds were investigated. The results are summarized as follows: In the Gr.91 steel weld, the type-IV failure occurred after 10,000 h at 550°C and 1000 h at 600°C. In the Gr.122 steel weld, type-IV failure did not occur at 550°C within this test range (<20,000 h); it occurred after 5000 h at 600°C. Type-IV creep voids in the Gr.91 steel weld formed at the early stage 0.2 of creep life, increased with elapse of time, and then coalesced to form a macro crack after 0.8 of life. In the Gr.122 steel weld, a small number of type-IV creep voids formed at 0.5 of life, increased slightly till 0.9 of life, and then rapid crack growth occurred after that. The area fraction of creep voids in the Gr.122 steel weld was much smaller than that in the Gr.91 steel weld. In the Gr.91 steel weld, the recovery of dislocation structures of fine-grained HAZ occurred at early stage 0.2 of life, and was followed by early initiation and evolution of type-IV creep voids. In the Gr.122 steel weld, the recovery of dislocation structures occurred after recrystallization of fine-grained HAZ, and then damage evolution occurred at the later stage of life. For the Gr.91 steel weld, it is considered that ultrasonic nondestructive testing etc. is available for the residual life assessment because creep voids and cracks increase gradually inside the plate thickness. Hardness measurement and microstructural observation of fine-grained HAZ are not available because their changes saturate in the early stage of life. For the Gr.122 steel weld, ultrasonic testing is considered to be difficult to detect type-IV creep damages because the amount of voids are small and crack grows rapidly after 0.9 of life. Evaluation of hardness and dislocation structures (KAM) is considered to be available for the residual life assessment because they change after 0.5 of life. Creep crack growth rate of the welded joint was about three to five times higher than that of the base metal for a given value of
Footnotes
Acknowledgement
A part of this work was supported by KAKENHI (26420036).