
Abstract
In this study, we characterize the Bauschinger effect by quantifying the isotropic and kinematic hardening in extruded 6061 aluminum alloy. Reverse loading experiments were performed up to a prestrain of 5% in both tension-followed-by-compression and compression-followed-by-tension. The development of isotropic and kinematic hardening and subsequent anisotropy was indicated by the observation of the Bauschinger effect phenomenon. Experimental results show that 6061 aluminum alloy exhibited an increase in the kinematic hardening versus applied prestrain. However, the ratio of kinematic-to-isotropic hardening remained near unity. An internal state variable (ISV) plasticity and damage model was used to capture the evolution of the anisotropy for the as-received T6 and partially annealed conditions.
Background
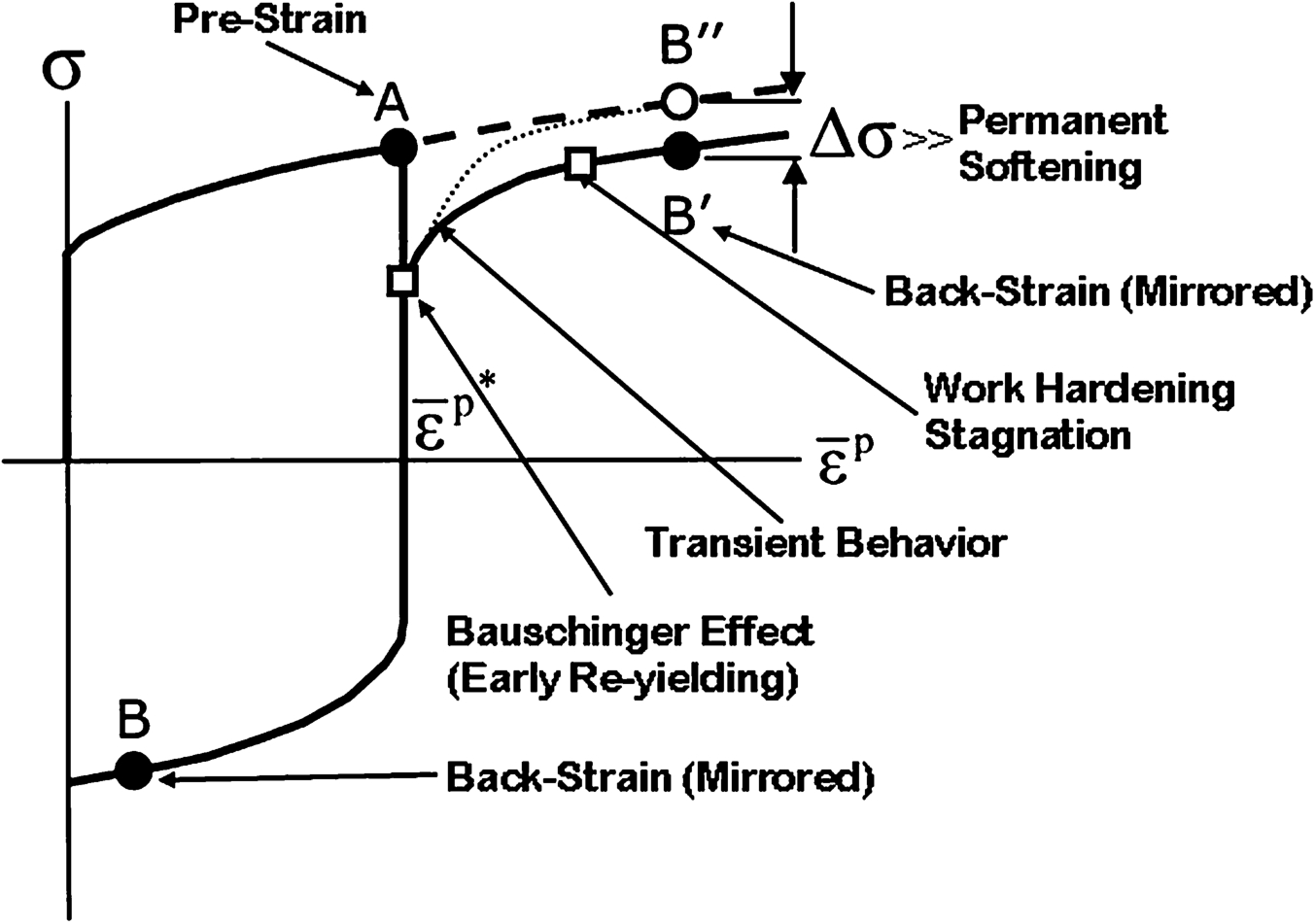
The concept of the Bauschinger effect (BE) has long been understood as being a phenomenon of the development and evolution of long-range internal stress or backstress within a solid material matrix. With recent trends moving towards creating lightweight and high efficiency structurally engineered designs, incorporating the BE into material models is vital for accurately predicting the stress-strain response of ductile metallic materials. From a homogeneous material perspective, the BE is the occurrence of reduced flow stress during reversing of initially applied loading, as shown in Fig. 1. In Fig. 1, segment (A–B) represents the actual reversing loading curve in compression after tension. Segment (A–B′) is an inverted, representative curve of (A–B) to enhance the comparison between forward and reverse loading segments. Segment (A–B′′) shows the differences between the expected monotonic flow stresses and observed cyclic response under BE.
Development of the stress flow anisotropy and therefore BE in polycrystalline metals is closely tied to the evolution of internal stress due to both static and dynamic strain histories [3]. The BE has been noted as being significantly impacted by the response to cyclic deformation through the reduction of such characteristics as strain hardening rate, failure stresses, and elastic limit (reverse yielding) [4–11].
In polycrystalline metals, as prevalently seen in both steels and aluminum alloys, grain alignment and differences in flow-stress between intergranular regions, grain boundaries and second phase particles act as functional determinates of both the onset of the BE and its magnitude [12–14]. Finite element analysis (FEA) modeling has shown that deformation-induced anisotropic behavior can be captured by considering a heterogeneous pattern of the load distribution through the microstructure. In fact, FEA can capture load transients over a large range of strains even in the presence of limited dislocation-driven strain hardening [15]. Transmission electron microscopy (TEM) observations further confirm this, as the onset of BE in nano-grain metals was shown to be unrelated to grain size, but rather to the heterogeneity of the microstructure and subsequently the load distribution [16]. Dispersion-hardened metallic alloys have also been shown to have significant sensitivity to variation in backstress and its effect on kinematic hardening [10,17–20], with BE amplified with increased volume fraction of particles and composites, such as Silicon Carbide (SiC) whisker and particle reinforced aluminum [21–23]. In addition, the aging state of the material is also observed to produce a change in anisotropic behavior due to the evolution of dislocation mechanisms, specifically Orowan Loops, around precipitates which are more readily sheared in overaged states [24,25].
In recent years, research has shown that accounting for only back stresses, a foundational component in early plasticity models, within a material are not sufficient to fully explain the development of the BE [11,26,27]. Mechanisms such as the Orowan-Sleeswyk effect in conjunction with long-range internal stresses generally captured the development of the BE within polycrystalline material [11]. As such, it has become well established that dislocation theory is effective in capturing the evolution of plasticity in polycrystalline metals. This observation was shown to be very effective when focused on the transient effects of short-range mechanisms, such as the resistance to motion or long-range transients, including pinning and pile up at grain boundaries or precipitants (Orowan Loops). Thus, dislocation theory is well established as a major component in the evolution of mechanical response in metals due to their deformation history [28–33].
In this work, we present the results of experiments performed on an extruded 6061-T6 aluminum alloy (AA6061) prestrained in both tension-followed-by compression (T–C) and compression-followed-by-tension (C–T). Furthermore, we capture the evolution of the BE in the extruded AA6061 by using an internal state variable plasticity and damage model. As such, to the best of the authors’ knowledge, this is the first study focused on modeling and experimentally characterizing the BE in an extruded AA6061-T6.
The material used in this study was a wrought Al–1.1%Mg–0.7%Si AA6061 that was received from Taber Extrusion of Arkansas, USA, as extruded rail stock in the T6 heat treatment condition. For mechanical testing, a modified ASTM E606-92 cylindrical fatigue specimen that incorporated a smaller gage section and increased cross-sectional area for the purpose of eliminating the potential of buckling of the specimen during high compressive strain loadings was used. The gage length and diameter of the dog-bone shaped specimens were 15 mm and 9.5 mm, respectively.
For additional analysis of the BE, a set of specimens was subjected to a custom annealing process in order to determine the effect of heat damage. The procedure for this annealing process was designed to quantify the effects of moderate temperature exposure and passive ambient air-cooling on the mechanical and microstructural properties of the AA6061. For this annealing process, a Carbolite ELF 11/23 box furnace was utilized to obtain a 316°C ambient air, thermal environment. The temperature exposure of the AA6061 included ramp and hold times of approximately 16 minutes and 7 minutes 20 seconds, respectively. The average hold time was maintained at ±40 seconds. The interval between the heat treatment and placement on the cooling rack was approximately 1 minute. The specimens were cooled at ambient temperature (24.4°C) for 20 minutes. An Extech SDL200 thermocouple meter calibrated to NIST standards recorded ambient, local, and material reference temperatures during the annealing process. For discussion purposes in this paper, the annealing processed material is referred to as “annealed.”
The reverse yield tests were conducted using a servo-hydraulic load frame at ambient temperature and relative humidity (T = 24.4°C and H = 42%). Tests were run at a strain rate of 0.001/s for 3% and 5% prestrain levels in both T–C and C–T. All strain values were measured using an extensometer with a 25.4 mm gage length. All data acquisition was performed using a MTS FlexTest 40 control suite.
Microstructure characterization was carried out using both a combination of optical and electron microscopy. For optical imaging, a Keyence VHX-1000 digital microscope with a VH-Z100 lens was employed. For high magnification electron imaging, a JEOL 7000 series field emission scanning electron microscope equipped with an Oxford X-Max Silicon Drift Energy Dispersive Spectroscopy (EDS) detector was employed. For crystallographic analysis, an Oxford Scientific NordlysNano Electron Back-Scatter Diffraction (EBSD) detector measured the microstructure and grain texture of both as-received and annealed specimens. EBSD captured the change in microstructure due to the annealing schedule implemented in this study. The surface was scanned by using a very low magnification to maximize the capture of a large surface area. A 2.5-micron step size and 25 kV source voltage was employed during EBSD. The area of analysis was 1.8 mm by 1.25 mm to capture macroscale grain distribution and maximize grain population. Scans were taken at distances of 2 mm from the surface of the specimen to capture both subsurface and core (central) microstructure.
Quantification of the Bauschinger effect
At the macroscale, the observations of the BE in crystalline structured materials typically centered on the decrease in reverse yield stress. From an engineering perspective, this effect can be directly quantified at the macroscale by the ratio between the development of the forward and reverse stresses. This formulation (Equation (1)) is referred to as the Bauschinger Stress Parameter (BSP) [34] and has been applied to various aluminum alloys [35,36]
While the BSP can generally quantify the BE, it does not explicitly quantify the degree of kinematic and isotropic hardening present during reverse yield loading. By using the concept of yield surface for both the kinematic and isotropic strain hardening relationships, a ratio of the kinematic to isotropic (RKI) hardening, as shown in Equation (2), can be used to quantify the BE:
Plasticity and damage model
An internal state variable (ISV) plasticity-damage model developed by Bammann and Aifantis [37] has shown good correlation in capturing the evolution of plasticity due to the response of the microstructure of ductile metallic alloys under macroscale mechanical loading. For discussion purposes, we refer to Bammann and Aifantis’s internal state variable plasticity-damage model as simply the “ISV” model. To improve the ISV model’s effectiveness, modifications have been made that account for microstructure damage evolution due to void nucleation and growth, as well as coalescence of voids [38–41] for metals under various loading conditions [42–45].
The ISV model is a physically motivated constitutive model that captures the Bauschinger effect through the inclusion of the kinematic and isotropic hardening/recovery and damage framework (arising from cracked or debonded particles) [46]. The ISV model has been used to capture the Bauschinger effect in steel [47] and in cast and rolled aluminum alloys [48]. Furthermore, the ISV model captured the stress state dependence in a multiphase, fiber reinforced aluminum composite [49]. Regarding AA6061, damage is primarily governed by growth and coalescence of microvoids [50] and thus, the degradation on the flow stress from this type of damage is explicitly captured by the ISV model. The ISV model used in this study has been calibrated to experimental results by using a non-linear, least-square technique fitting both strain rate and temperature dependence [51].
While the early versions of the ISV are described in detail elsewhere [52,53], a brief description of the current configuration of the model is given. The kinematics of the ISV model are based on the multiplicative decomposition of the deformation gradient, F, into elastic,
As such, other kinematic quantities such as strains and velocity gradients can be defined with respect to any possible configuration via standard push forward, pull back of any of the configurations operations. To illustrate this, the velocity gradient, L, can be decomposed into the current configuration with the following additive components:
Relationship functions for ISV plasticity model
Relationship functions for ISV plasticity model
The capturing of the BE by the ISV model is largely related to the hardening minus recovery formulation. In fact, the isotropic hardening (R) ISV is motivated by statistically stored dislocations (SSD) densities that are typically created and stored in the grain. On the other hand, the kinematic hardening (α) ISV is motivated by what is known as geometrically necessary dislocations (GND). These dislocations are created during deformation, mainly at grain boundaries to restore overall compatibility to the body. Dislocations of the same sign that accumulate against a boundary are also represented as GNDs and their motion under load reversal gives rise to an apparent softening or a BE. The rate form of the kinematic and isotropic hardening ISV expression are given in Equations (10) and (11)
The evolution of damage is described by a damage parameter, ϕ, where the deformation (
Finally, the void coalescence is added to the model to capture the event of multiple voids growing together and joining and eventually resulting in ductile failure. The expression for coalescence of void growth is a function of temperature and grain size in the matrix
Microstructure
Chemically etched optical micrographs of the AA6061 material are shown in Fig. 2 in the as-received (Fig. 2(A)) and annealed condition (Fig. 2(B)). The etching assisted in the definition of the intermetallic particles suspended within the matrix. The dominant grain shape in both conditions was observed to be semi-circular, with only a small variance observed in the evolution of the grain size due to the annealing schedule. While the EBSD analysis showed a large variation of grain sizes across the material cross section, Fig. 3 shows representative scans of the grains present along the center line of the extrusion.
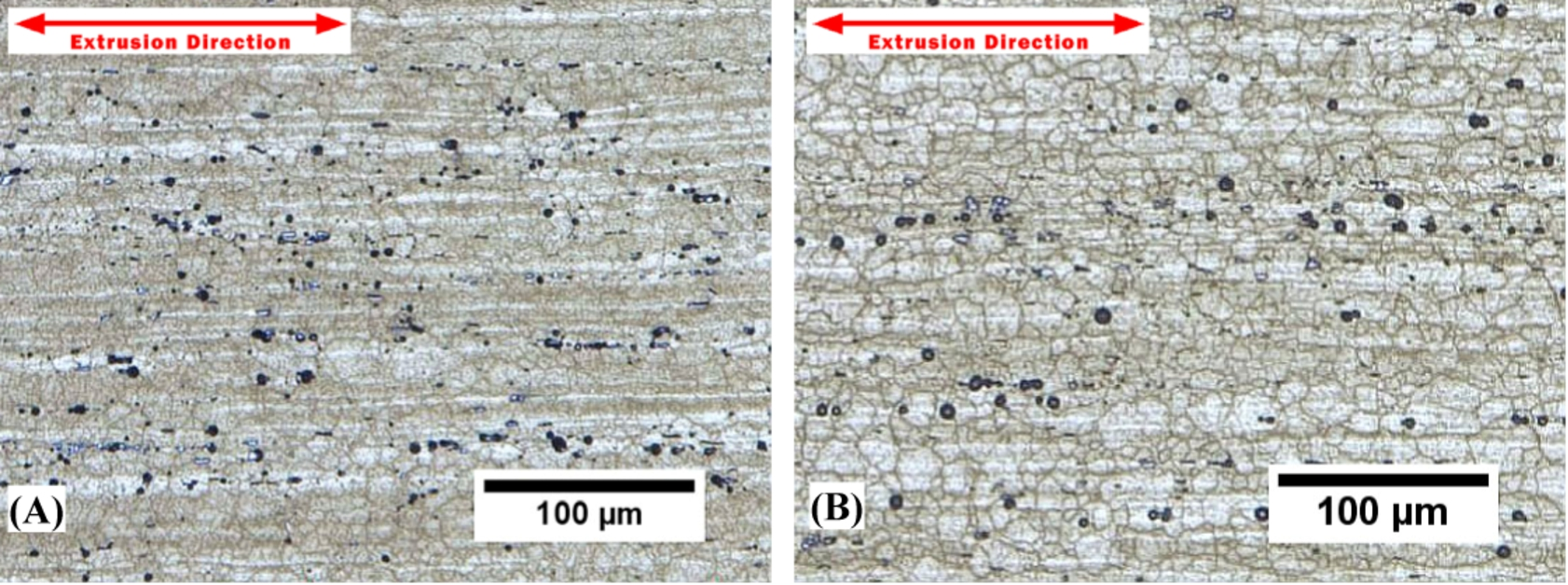
Optical images of etched AA6061 in (A) as-received and (B) annealed conditions.
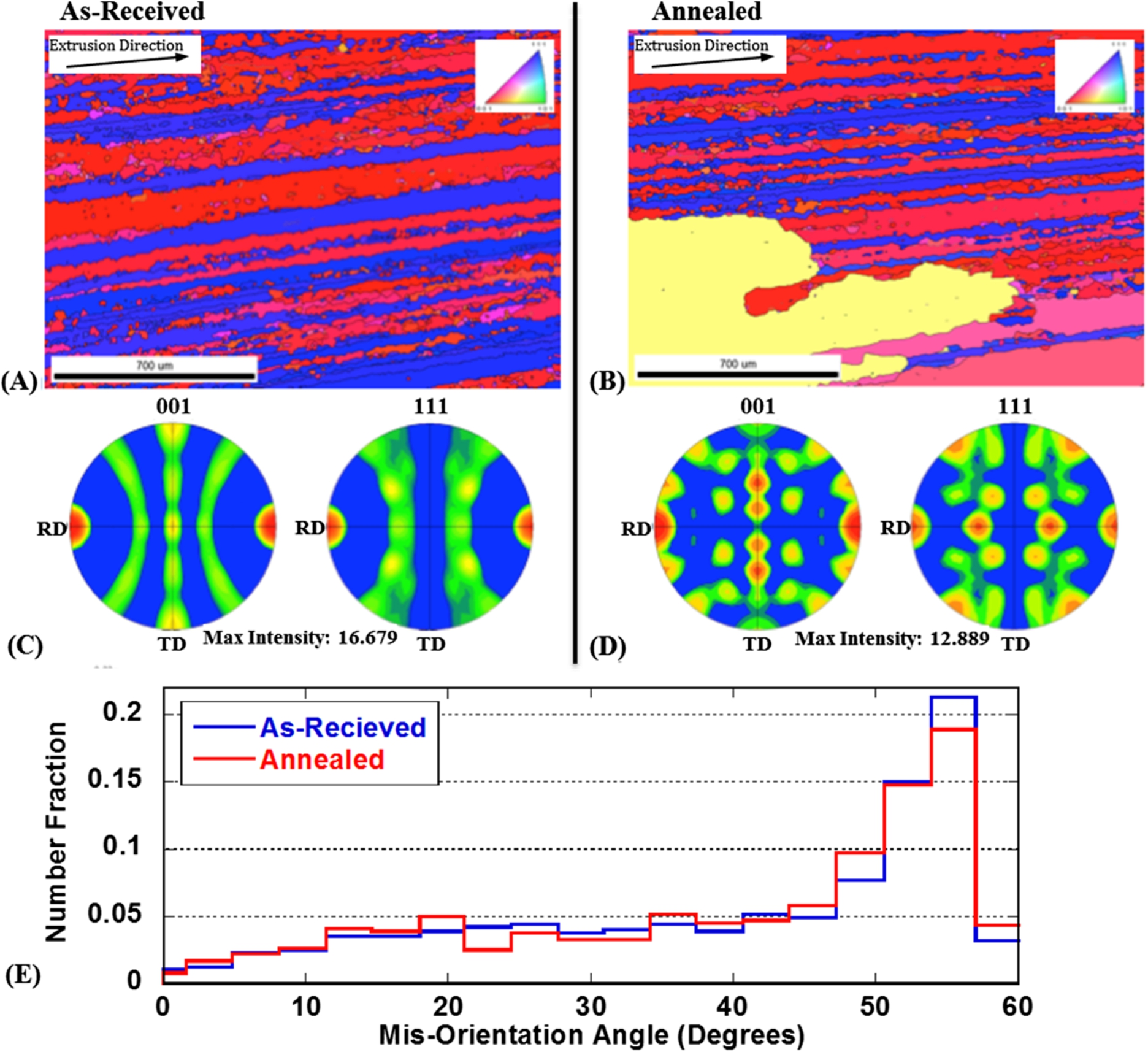
Electron backscatter diffraction results for 6061 aluminum alloy with IPF charts oriented in the extruded direction ((A) and (B)), pole figure ((C) and (D)), and the (E) misorientation angle chart.
In both conditions, the microstructure consisted of a majority of grains that were aligned along the extrusion direction. The mean sizes of the small grains for the as-received and annealed conditions were 7.5 μm and 9 μm, respectively. While not shown, very large grains were observed as scattered intermittently in both material conditions, with some grains measuring as large as 500 μm. This bimodal grain distribution observed in this study is consistent with post-extrusion heat treatment that produces sequential layering between round and pancake shaped grains [54] and in other similar wrought Al–Si–Mg alloys [55].
Particles were found to be distributed through the matrix in a non-uniform pattern of stringers oriented in the extrusion direction, as observed in similar wrought alloys [55,56]. In addition, there were regions of very low concentrations of intermetallic particles in the material. This distribution pattern is consistent with observations reported elsewhere [57]. Similar to the annealing on the grain structure, no significant difference was found in the size or distribution of the intermetallic particles between the as-received and annealed materials. EDS analysis revealed the presence of iron-silicon rich intermetallic particles distributed throughout the matrix in both the as-received and annealed conditions, as shown in Fig. 4. Based on results of elemental ratios from the EDS measurements, the primary composition of the most prominent particle was Fe2SiAl9, with Fe3SiAl12 and Mn-rich intermetallic particles also present; however, their concentration was much lower than that of the Fe2SiAl9 particles. The size of Fe2SiAl9 particles was on the order of several microns with the mean diameter of 1.5 μm in the as-received and 1.8 μm for the annealed condition. The aspect ratio for Fe2SiAl9 particles was approximately 2.3 with a volume fraction range of 1.69% to 2.3% for both material conditions.
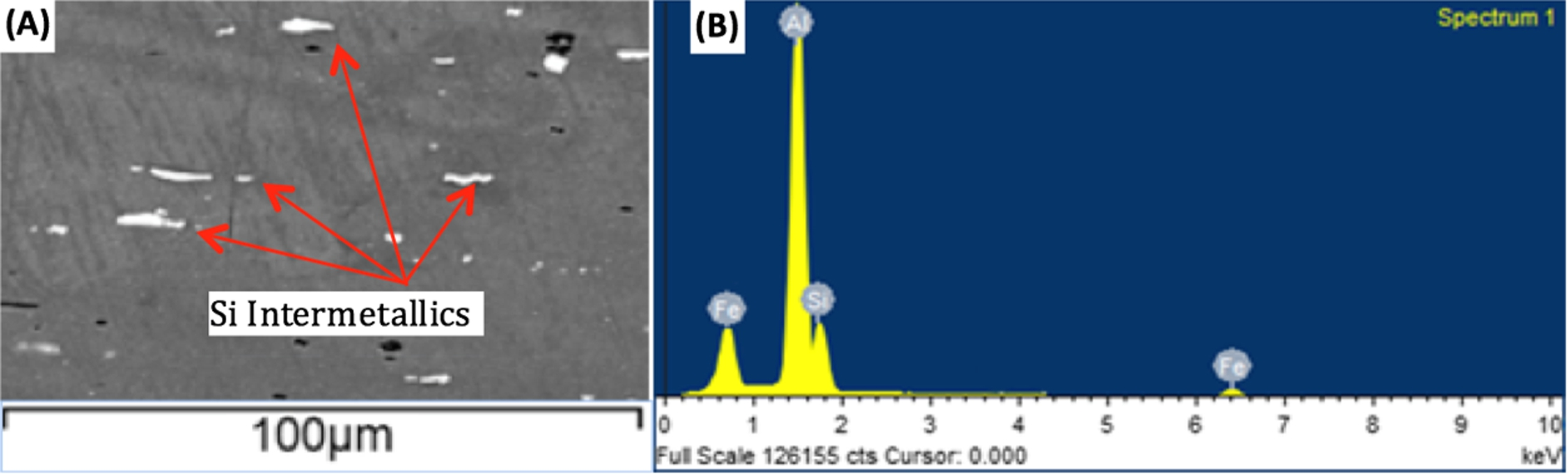
(A) Micrograph of observed Ferrite and silicon-rich intermetallic particles and (B) the corresponding chemical analysis.
Mechanical testing showed several trends in the development of plasticity in the AA6061. Tensile experiments on the as-received material revealed a yield strength and ductility similar to published values [57,58], while the annealed showed an 11% decrease in yield strength and a 14% increase in ductility. In addition, a softening in the ultimate strength response can be clearly noted in the AA6061 material, after the annealing process. Table 2 presents the results of the mechanical testing.
Monotonic tensile/microstructure properties
Monotonic tensile/microstructure properties
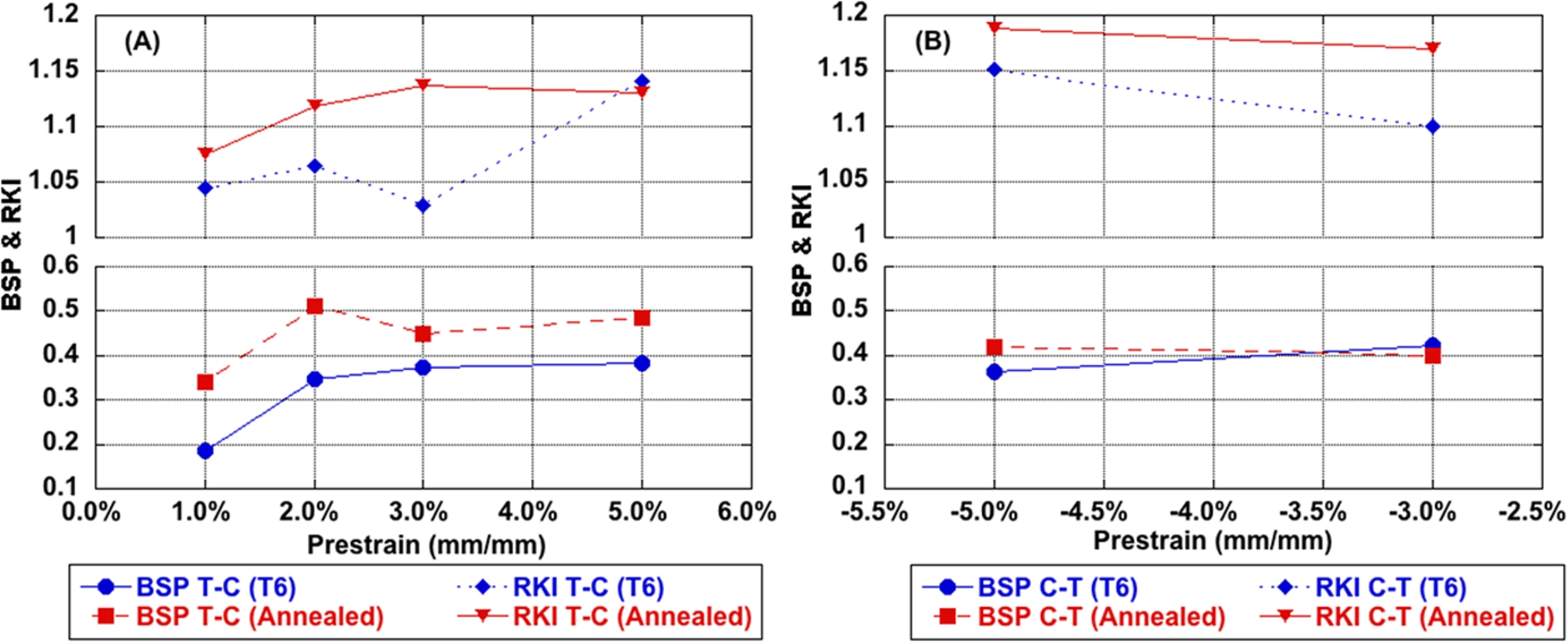
The BSP and RKI as a function of the applied forward prestrain in (A) tension-followed-by-compression (T–C) and (B) compression-followed-by-tension (C–T).
The BSP and RKI values were calculated for both the as-received and annealed AA6061 conditions. These calculations were performed for both the T–C and C–T using the 0.2% strain offset yield definition. Figure 5(A) and (B) show both the RKI and BSP values plotted against applied prestrain in T–C and C–T, respectively. From Fig. 5, it can be observed that the T–C loading generally exhibited a lower RKI and BSP values compared to the C–T loading. This strongly suggests that a larger anisotropic hardening occurred during initial compression, decreasing the reversing yield strength of both materials. In addition, as the prestrain increased, the overall trend for the RKI and BSP for both conditions increased. This observed trend suggests that the kinematic hardening in the material occurred at a higher rate than isotropic hardening. This higher RKI for the AA6061 is consistent with RKI calculations in an aluminum wrought alloy [59].
It is known that the face centered cubic (FCC) aluminum structure readily develops cross-slip mechanisms, which allows for the elimination of dislocation pileup upon reverse straining. However, due to the high stacking fault energy of aluminum, it is hypothesized that hardening is developed from dislocation pinning at secondary particles (precipitates) in the material [36]. As the dislocation density builds and reaches saturation with increasing prestrain, reverse stress decreases due to buildup of localized strain around these precipitates and localized stress relaxation due to interface debonding and/or fracture [23,43,60–62]. The buildup of damage through this mechanism continued to reduce the back-stress and increase the observed Bauschinger effect as observed by the RKI.

Example of fractured particles after 5% prestrain in compression-followed-by-tension (C–T).
A key component of this ISV model is the integration of damage evolution due to void nucleation, void growth, and void coalescence. For this study, void nucleation versus applied strain was correlated to a previous study [48] of AA7075-T651 since both materials contain very similar second phases in regard to size, composition, and distribution. In fact, the AA6061 material showed similar particle fracture and interface debonding behavior in the iron-rich second phase precipitants, which in AA7075-T651 were observed to be the main sources of void nucleation. As such, the constants for the damage equations were selected to produce the best fit of experimental monotonic tension and compression experiments. The difference observed between the tension and compression prestrain is due to the relationship of the damage nucleation difference coupled with the hardening rate difference. The local dislocation density that built up at particles relaxed as the particles cracked or debonded and in turn affected the work-hardening rate in the material matrix. An example of the fractured particle during reverse loading is shown in Fig. 6.
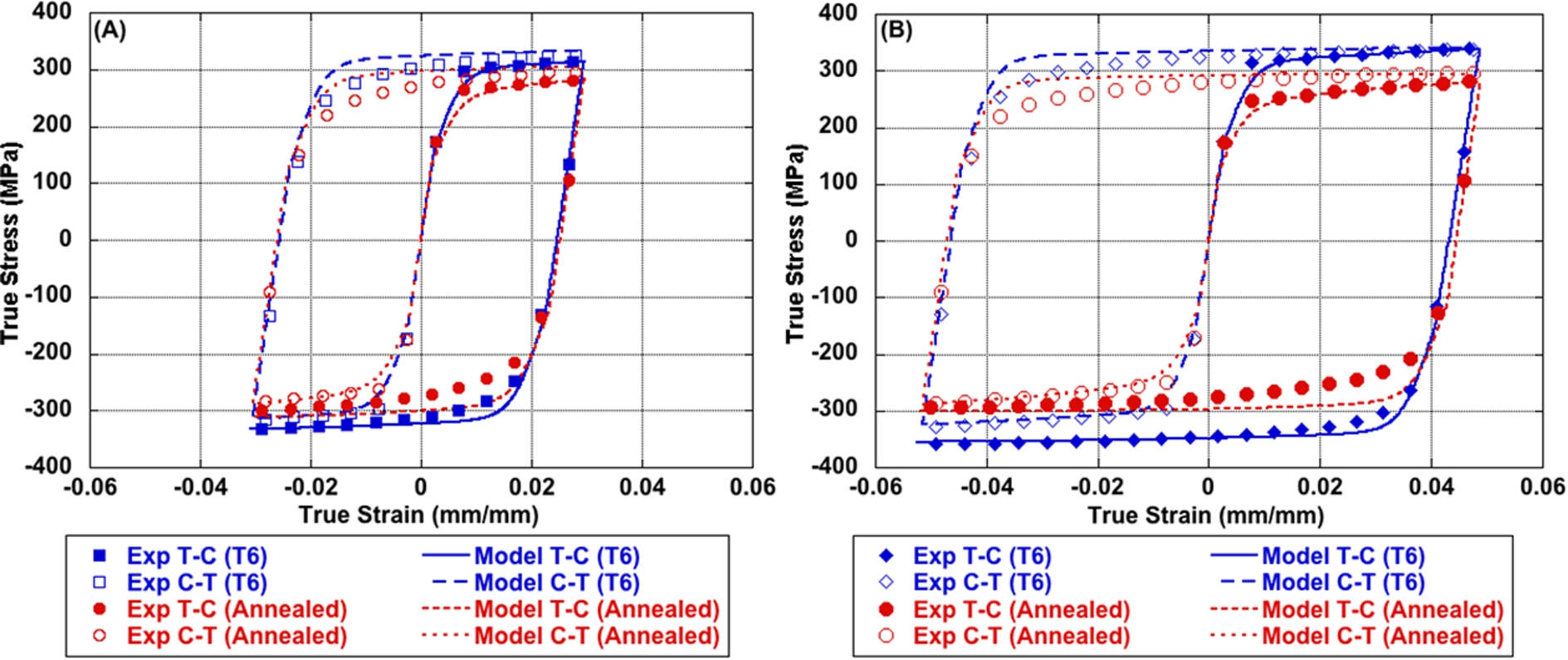
ISV plasticity and damage model correlation to experimental results at (A) 3% prestrain and (B) 5% prestrain in tension-followed-by compression (T–C) and compression-followed-by tension (C–T). Note that the ISV model prediction of the flow stress is represented by the solid and dashed lines and the experimental results are the data points.
Taking into account both a universal set of fitted hardening and damage constants, the model captured the behavior of the AA6061 alloy material in both as-received T6 heat treatment and annealed condition, as shown in Fig. 7. The bulk and shear moduli were derived directly from experimental data for both states. Isotropic hardening values (c12 & c15) were used to capture the evolution of symmetric flow stress within the materials. The dynamic kinematic recovery coefficient was used to capture the change in dislocation movement due to applied strain within the materials. The annealed material was observed to have a lower dynamic recovery rate (c25), which was attributed to recrystallization within the grains and early stage solutionizing of the alloying components within the matrix during annealing. Table 3 lists the ISV model constants used in this study.
ISV model plasticity and damage constants
The focus of this study was to quantify the BE in an extruded 6061 aluminum alloy. A series of experiments in T–C and C–T were performed. The following conclusions were reached:
The development of the BE was observed in a dispersion hardened peak aged aluminum alloy (6061-T6), at the high reversed strain applied in this study. BE was seen to increase with increasing prestrain in T–C and C–T loading conditions.
The ratio of kinematic to isotropic hardening (RKI) was observed to be generally higher for the C–T compared to the T–C conditions. This suggests that the higher RKI for the C–T is likely due to the lower damage rate of cracked and debonded particles during the initial compression loading. Likewise, the T–C showed lower RKI likely due to the initial relaxation that occurred due to the damage from cracked and the debonded particles during the tension loading.
The effect of the annealing schedule at a temperature of 316 degree C leads to more pronounced increase in the BE in the material and a low sensitivity to the applied strain compared to the T6 condition.
The Bauschinger effect experimentally observed in this study was captured by the internal state variable plasticity and damage model. This was accomplished through the combination of kinematic and isotropic hardening, and comprehensive damage laws. The ISV model demonstrated good correlation between the as-received and the annealed conditions where the evolution of plasticity due to moderate temperature exposure was captured.
Footnotes
Acknowledgements
The authors would like to acknowledge Jeb Tingle for the encouragement of this study. A portion of this work was performed under the auspices of the U.S. Army Research Office Scientific Services Program administered by Battelle Memorial Institute, Contract No. W911NF-11-D-0001. Permission to publish was granted by Director, Geotechnical and Structures Laboratory.
Conflict of interest
The authors have no conflict of interest to report.