
Abstract
BACKGROUND:
The biological properties of silicone elastomers such as polydimethylsiloxane (PDMS) have widespread use in biomedicine for soft tissue implants, contact lenses, soft robots, and many other small medical devices, due to its exceptional biocompatibility. Additive manufacturing of soft materials still has significant challenges even with major advancements that have occurred in development of these technologies for customized medical devices and tissue engineering.
OBJECTIVE:
The aim of this study was to develop a mathematical model of tangential stress in relation to shear stress, shear rate, 3D printing pressure and velocity, for non-Newtonian gels and fluids that are used as materials for 3D printing.
METHOD:
This study used FENE (finitely extensible nonlinear elastic model) model, for non-Newtonian gels and fluids to define the dependences between tangential stress, velocity, and pressure, considering viscosity, shear stress and shear rates as governing factors in soft materials friction and adhesion. Experimental samples were fabricated as showcases, by SLA and FDM 3D printing technologies: elastic polymer samples with properties resembling elastic properties of PDMS and thermoplastic polyurethane (TPU) samples. Experimental 3D printing parameters were used in the developed analytical solution to analyse the relationships between governing influential factors (tangential stress, printing pressure, printing speed, shear rate and friction coefficient). Maple software was used for numerical modelling.
RESULTS:
Analytical model applied on a printed elastic polymer, at low shear rates, exhibited numerical values of tangential stress of 0.208–0.216 N m - 2 at printing velocities of 0.9 to 1.2 mm s - 1, while the coefficient of friction was as low as 0.09–0.16. These values were in accordance with experimental data in literature. Printing pressure did not significantly influence tangential stress, whereas it was slightly influenced by shear rate changes. Friction coefficient linearly increased with tangential stress.
CONCLUSION:
Simple analytical model of friction for elastic polymer in SLA 3D printing showed good correspondence with experimental literature data for low shear rates, thus indicating possibility to use it for prediction of printing parameters towards desired dimensional accuracy of printed objects. Further development of this analytical model should enable other shear rate regimes, as well as additional soft materials and printing parameters.
Keywords
Introduction
Silicone or polysiloxane is a synthetic elastomer that is built from silicon dioxide, oxygen and the Si-O ionic bond that makes it thermally and chemically stable. Even when the Si-O bonds have a strong intermolecular interaction, silicon exhibits a low surface energy, because the rotations that the methyl or organic groups make towards the surface, on the sides, protect the main chain. The most widely used polysiloxane derivative in the medical field is dimethylsiloxane [1]. The biological properties of silicone elastomers such as polydimethylsiloxane (PDMS) have contributed to their widespread use in biomedicine. Due to its exceptional biocompatibility, PDMS is used to make medical devices such as: urinary catheters, contact lenses, and soft tissue implants [2]. Silicone elastomers have been used in a range of applications, including biomedical implants and electronics, and especially useful for smart medical devices, due to the excellent qualities, such as: thermal conductivity, resistance to extremely low and high temperatures, as well as suitable biomechanical properties [3, 4, 5, 6].
Review of the state-of-the-art and challenges in 3D printing techniques of soft materials for medical applications are given in [1]. Adaptability and the ability to produce complex structures are advantages of the direct 3D printing, compared to traditional molding methods [7]. There is an increasing use of this method to obtain complex structures from physical models [8]. Despite the wide range of uses in biomedicine, the challenges associated with printing of soft materials, such as silicone, are related to its hardening time, as well as hydrophobic nature [9]. Fused deposition modeling (FDM), is a material extrusion 3D printing method that is not the most suitable for the production of soft materials, such as silicones, due to the difficulties in producing desired dimensional accuracy because silicones have low viscosity and needs a long curing time, hence a few studies investigated use of composite filaments containing PDMS [10, 11, 12]. FDM technique involves extruding material in a form of a filament through a heated nozzle, to produce the 3D printed object [13]. Direct Ink Writing (DIW) is a printing technology to construct 3D geometries in a layer-by-layer manner by extruding ink (hydrogel or paste) through a moving dispenser nozzle, but it also presents challenges with printing silicones [12]. Some new material formulations have been reported that enables fast curing of the silicone to allow micron size precision by using DIW [14, 15]. 3D printing of silicone elastomers by DIW is challenging because the viscosity has to be low enough for the silicone mixture to be extruded from the nozzle, and on the other hand, the viscosity has to be high enough to hold its shape before curing [16]. The possibilities that 3D printed silicone-based materials provide in a design of the smart structures are one of the reasons for the research focused on discovering suitable material compositions [17] that can also provide better mechanical properties: higher tensile strength and elongation at break [18], together with establishing theoretical models describing the developing physical phenomena. Theoretical and analytical models of the evolving phenomena are very significant because they make a foundation in developing numerical software solutions. Challenges in 3D printing of soft materials are related to the high dimensionality of the data where application of machine learning techniques can offer significant benefits [19].
Important requirements in 3D bioprinting are cell viability and geometric accuracy, both of which depend on the characteristics of the selected biomaterial and affected by the bioprinting parameters. Those printing parameters include nozzle temperature, the duration of the process, the pressure under which the material is applied, the printing speed, and the diameter of the nozzle [20]. All these parameters directly affect the accuracy and precision of the printed samples. These parameters also directly affect the viability of cells, because they determine the shear forces within the biomaterial during the bioprinting process [21]. Contacts between the polymer colloid materials and hard materials exhibit complex phenomena that should be considered for 3D printing of soft polymer materials where subsequent layers are dynamically deposited onto each other during the printing process. Hence the friction between the two adjacent moving layers during the 3D printing essentially determines their adhesive behavior, stability, stick-slip and associated mechanisms, with simultaneous influence of the joining and separation of the polymer molecular chains at their points of contact [22, 23, 24]. The 3D bioprinting is a novel approach that can involve combination of cells, growth factors, and biomaterials to fabricate biomedical parts that mimic natural tissue characteristics [25].
Optimisation of the printing parameters is a complex task and depends on complex influential factors, including physicochemical and rheological properties of the applied materials and printing parameters [26, 27, 28, 29]. Rheology has one of the major influences on hydrogel extrusion during the 3D printing process [30]. Experimental study on contacts and friction between gelatin and glass is shown in [31]. The relationship between dimensional accuracy and shear stress is very important for the optimization of printing parameters [32]. The shear stress corresponds to the dynamics of hydrogel fluid, which flows through a thin nozzle (flow through a cylinder). In fluid mechanics, the known fact is that the shear stress in a fluid, which flows through a real cylinder, depends on the pressure, with an increase in pressure causing an increase in shear stress. On the other hand, increasing the nozzle diameter reduces the velocity gradient and thus reduces its shear stress. These relationships are the basis of the process of selecting parameters for bioprinting [21]. Therefore, the process of bonding between polymer chains and the surface in bioprinting undergoes thermally activated adhesion and the bonds themselves are amplified with external stress and the contact friction process can be modeled [22]. Friction modeling is based on the fact that the dynamic contact between macroscopic bodies develops over a series of small asperities, resulting in a real contact surface being much smaller than the apparently introduced one [33].
The first friction model considered the friction force and real contact surface (Bowden-Tabor adhesion model) [33]. Review of simple analytical models of adhesive contacts in contact mechanics at different scales (from nano to macro scales), including Coulomb’s law of friction, and Johnson-Kendall-Roberts (JKR) theory, the Prandtl-Tomlinson model for dry friction, rheological models for elastomers and numerical simulation methods in friction physics are presented in [34]. Dynamic friction model proposed by Schallamach assumed shearing and breaking of the bonds between the contact surfaces, where general equation considered number of contact bonds and the time needed to break and make contact bonds between asperities [35]. Simple analytical model of friction, based on the models for the dry friction (Dahl and LuGre models with their variations) that can model friction force relaxation and stick-slip effects is validated by Shao et al. [36]. Multiscale analytical model of friction and wear aiming to predict friction coefficient of viscoelastic materials was proposed in [37]. They based their model on Persson’s contact mechanics theory: physics based multiscale models [38, 39] and the theory of mild rubber wear [40], but their model correlated fractal surface properties, dynamic modulus and viscoelastic fatigue [37].
Dynamic friction models were used to simulate sliding of PDMS micropillars [41]. The JKR contact mechanics theory was used to investigate adhesion of PDMS and the contributions from viscoelasticity and roughness of the surface [42]. Another model of hydrogel friction, based on the hydrogel viscoelastic behavior considered viscous and adhesive contributions, establishing relationship between the relaxation properties of the polymer network contacts and viscoelasticity of the hydrogel [43]. They showed increase of the friction force with increase of velocity for higher velocity values and random behavior for low velocity, as well as sensitivity of the model to the compressive stress [43]. Significant insights and addition to the existing adhesive models are provided by some recent works showing existence of the critical shear displacement that has profound influence on the contact adhesion [44].
Photopolymerization and extrusion-based printing techniques have been used to obtain the 3D structure of silicone. In extrusion-based printing, the problem can be a high viscosity value that will cause a structure with voids and defects, while in photopolymerization there is a potential cytotoxic hazard to living cells due to the photo-initiator [45]. The rheological behavior of hydrogels is of the utmost importance in bioprinting [46]. For extrusion-based bioprinting, one of the main influential factors on material behavior is a shear thinning property that is closely related to material printability and dimensional accuracy [47]. Analytical solutions for shear thinning involve complex continuum and fluid mechanics and are also under research [48, 49, 50, 51]. Modeling of bioprinting must consider complex physical and chemical phenomena during the process, and shear thinning and fluid dynamics of the hydrogel are of the utmost importance for understanding the process [52]. Extrusion-based bioprinting is suitable for soft materials that exhibit shear-thinning properties. Shear thinning is usually associated with non-Newtonian fluids (e.g. hydrogels), where viscosity decreases under shear strain [46]. The FENE (finitely extensible nonlinear elastic model) model is used to model long-chain polymers [53] and its updated models have been also applied in modeling of the viscoelastic fluids [54, 55].
3D printing process involves high temperatures, hence its influence on the polymers contact behavior must be considered, beside the material structural changes induced by the elevated temperature. Model focused on the quasi-static stick-slip process, also considering influence of the temperature is given in [56]. Analytical solution of the polymer chain steady state, during relative motion and considering forming and breaking of bonds during the contact, is given in [57]. Dynamic changes of the elastic modulus during the contacts under elevated temperature for soft materials, together with dependence of the adhesive friction on surface roughness that also induce oscillations affecting viscoelastic dissipation as shown in [58], clearly presents challenging complex contact phenomena for modeling. Maksuta et al. [58], suggested new design concept in friction modeling where shear stress, elastic modulus and critical velocity that induce instabilities have been considered.
This paper will present a simple analytical model of friction at 3D printing of soft materials and numerical modeling, with experimental validation. Based on the FENE model, that is valid for shear-thinning fluids, we derived numerical relation for the tangential stress in correlation with printing speed and printing pressure during 3D printing. By using experimentally obtained values, numerical modeling of tangential stress dependence on printing pressure and shear rate, and the dependence of the friction coefficient on the shear rate was done, by using Maple software.
Theoretical foundations
In Bowden-Tabor adhesion model and considering Desaguliers adhesion model, the friction force,
where the proportionality constant is
where
For high pressures (
Viscosity is a property of fluid resistance to tangential deformation. It is a measure of internal friction that acts as a resistance to changes in the position of molecules according to the flow of fluid when the fluid is under the action of tangential stress. Internal friction, ideally, depends only on pressure and temperature, and then the shear rate between the moving layers in the fluid is proportional to the tangential stress. The reciprocal property of viscosity is fluidity or flow property.
An experiment on Newton’s law of viscosity.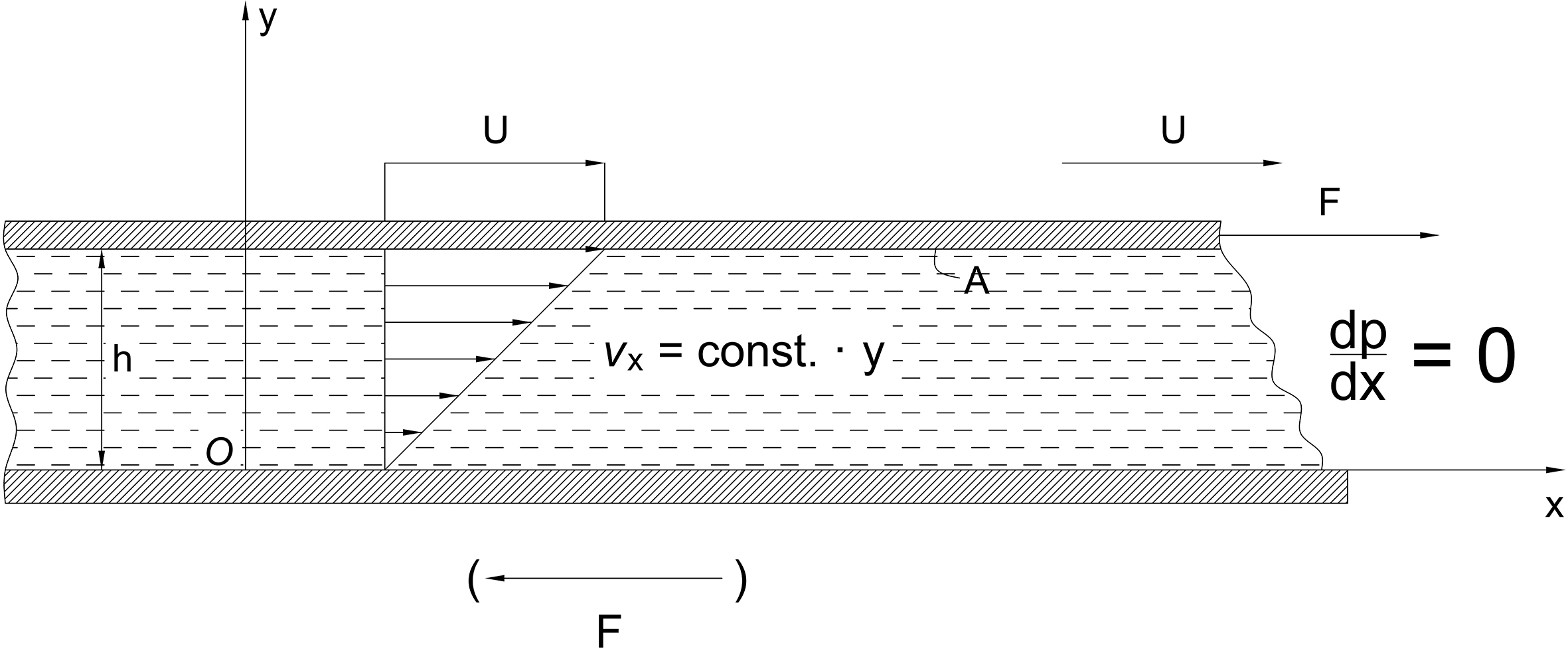
Angular deformation velocity in laminar flow.
For the viscoelastic materials that come in contact with the printing plate (which is stationary, not moving) at a distance h and under the force F, during the printing process, we can use simple model of the Newton’s law of viscosity, as shown in Fig. 1, where the size of the surface area is large and the influence of the plate ends can be neglected. The upper surface A, under the action of force F, moves parallel to its flat velocity u. When the distance between the plates is not large and the velocity has no longitudinal pressure gradient, that is, dp/dx
where
If the laminar flow is assumed, since deposition of layers during the printing develops at slower printing speed, the exchange of fluid particles between close layers takes place at the microscopic molecular level. The occurrence of the turbulent flow would result in strong mixing of macroscopic fluid particles between the distant layers, what is not the case for the printing layers deposition. The force is transmitted through the layers of fluid to the bottom plate because the whole fluid in the space between the plates is in continuous deformation. As the flow velocity profile is linear, the deformation velocity of the fluid is constant, so the tangential force F in each fluid layer is the same. Hence each layer of fluid exhibits a state of tangential stress,
where
A parallel rectilinear laminar flow with an arbitrary velocity that does not change over time (Fig. 4) can be applied to the part of the fluid of thickness
This increase in velocity corresponds to the velocity
For the laminar flow of an arbitrary velocity profile, with
If the reduction of the initial right angle between the edges
It can be concluded that the tangential stress in the viscoelastic fluid is proportional to the velocity of the angular deformation, and analogous to Hooke’s law for elastic bodies [34, 60, 61, 62].
Creality elastic resin that closely resembles PDMS elastic properties was used for SLA 3D printing of the flat tube samples. The 3D printing parameters are given in Table 1.
Printing parameters for flat tube samples, at SLA 3D printing
Printing parameters for flat tube samples, at SLA 3D printing
Printing parameters for curved tube samples at FDM 3D printing
Thermoplastic polyurethane (TPU) filament (1.75 mm diameter; Voxellab Natural TPU) was used for FDM 3D printing of curved tube samples. The 3D printing parameters are given in Table 2.
A mathematical model of tangential stress in relation to shear stress, shear rate, pressure and velocity was developed based on the FENE model for non-Newtonian viscoelastic gels.
Modeling and simulation
Maple software was used for modeling and simulation with input of the developed analytical solutions for gel behavior. Maple is a computer algebra system, general purpose software for symbolism, numeric, graphic and simulation [63]. Maple’s library contains over three thousand functions for data processing, and allows combinations of text, calculations and graphics, also including customized coding.
Results and discussion
Experimental samples of elastic polymer were printed as the flat tube shapes (Fig. 3) and TPU was printed into curved tube shapes (Fig. 4). These shapes are uniform and compact. However, the quality of these shapes depends on the printing conditions such as tangential stress (
Flat tube sample of elastic polymer, made by SLA 3D printing. (a) The shape during printing process in 3D printer. (b) The final shape.
Curved tube sample of polyurethane (TPU), produced by FDM printing.
Numerical tangential stress model depending on the shear rate, and printing velocity is proposed related to the rheological properties of elastic polymer during 3D printing. FENE model was used to derive the expression of tangential stress,
where
Integral of the Eq. (4.1) is as follows:
Then, the new form can be obtained:
New expressions can be defined.
Shear stress can be expressed as in Eq. (20), by combining the previous.
Accordingly, tangential stress can be expressed as:
Furthermore,
where
Additional expressions are defined as:
The following new variables can be introduced into the functions instead of
In that way, the above variables can be introduced into the equation for tangential stress as following:
The tangential stress model can be defined as follows.
Functions
Accordingly, the tangential stress can be defined through the following expression:
The following conditions are assumed valid, then the Eq. (31) can be written as follows.
Accordingly, the following can be stated:
Finally, tangential stress model depending on the shear rate,
where, the constants,
Friction coefficient,
According to other authors, the coefficient of friction changes with temperature and the sliding speed of the polymer chains, whereas under low values it can influence contact with no adhesion [22]. The dependence of friction on the time of contact between the PDMS and glass was also clearly observed [22]. Friction increases with an increase in the jerk intensity [66], which can be characterized by a better adhesion of the contact between PDMS and glass.
From previous equations, tangential stress can be numerically calculated, with inclusion of experimentally obtained values for certain variables, like printing pressure, speed and the printing temperature. We performed further numerical modeling for only one value of printing speed from the experimental values. The tangential stress model, as given by Eq. (35), was used to calculate the tangential stress dependence on the printing pressure and velocity of printing, by including experimentally obtained velocity
The value of the number of places where the polymer touches the printing plate depending on the normal stress
We used experimentally obtained values of the printing speed and printing pressure from experimental 3D printing, in the tangential stress model to show: dependence of the tangential stress on pressure during printing Fig. 5, dependence of the tangential stress on printing speed Fig. 6 and functional dependence of the friction coefficient on the tangential stress Fig. 7. Tangential stress against pressure is almost constant at the constant speed Fig. 5. The magnitude of the tangential stress slightly increases from 0.208 to 0.216 (Nm - 2) with increasing the printing velocity from 0.9 to 1.2 mm s - 1. This increase of the tangential stress with velocity is almost negligible, thus indicating the presence of very weak interactions between the polymer layers. Tangential stress increases with the shear rate from 0.21 to 0.22 Nm - 2 at the velocity rate of 0.9 to 1.6 mm s - 1 Fig. 6, thus corresponding to the low shear rates zone as per literature data [67]. The tangential stress increases with velocity, while the magnitude of increase almost does not change with the pressure 180–240 kPa. The same tendency and magnitude of the tangential stress against velocity arises from a very weak interaction between the polymer chains.
Diagram of dependence of the tangential stress on printing pressure in correspondence with printing speed 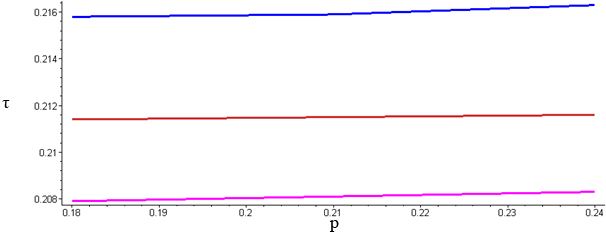
Diagram of dependence of the tangential stress on shear rate for the printing pressure of 180 kPa, 210 kPa, 240 kPa.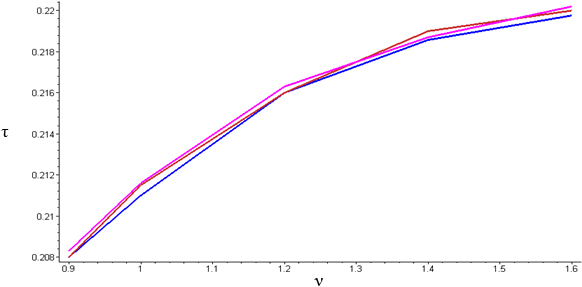
Dependence of the friction coefficient on the shear rate.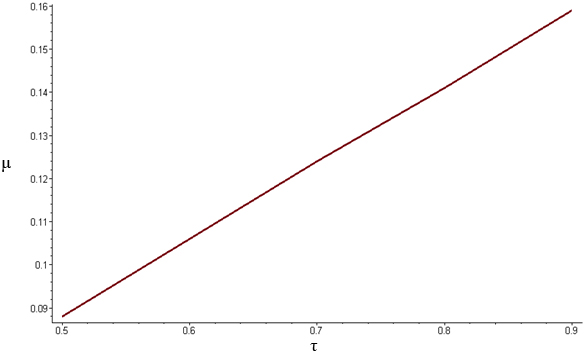
Experimental values obtained from the 3D printing experiments and through application of the developed model of tangential stress are in agreement. Printing speed has shown the most significant influence on the quality of printed samples, with material viscosity that essentially determines the material behavior during 3D printing. The friction coefficient during printing increases with the tangential stress (from very low values up to 0.16) Fig. 7. This confirms that the tangential stress slightly increases with the share rate. Low friction coefficient that we obtained is in accordance with literature data [68], but it is also in accordance with SLA technique of 3D printing where layer deposition exhibit negligible friction between subsequent layers during the printing process.
Other authors analysed the influence of adhesion and roughness on friction, by using boundary element model and showed that friction increase is due to the increase of adhesion, but it also is dependent on interface roughness and contact repulsive force at those interfaces [69]. Herschel-Bulkley rheological model has been used for modeling the shear-thinning material behavior [29, 70]. In case of the FDM 3D printing, analytical model considered pool of melted polymer [71] and alternative model observed formation of the dynamically changed melt layer and shear thinning behavior at higher shear rates [48]. Deformation of layers during the printing process is very complex and some recent work showed that it is closely correlated with time-dependent yield stress and viscosity [72]. Other researchers have reported that shear thinning can start in PDMS depending on the viscosity and at certain constant values of shear stress [73, 74]. Slow printing speed is correlated with steady state not dependent on time, but under higher flow rates weak time-dependence occurs, resulting in reduced shear rate, explained by the combined influence of elasticity and strong shear thinning [75]. At low shear rates there is a strong influence of viscosity on the contact regime and consequently also on the friction behavior, for soft non-Newtonian materials [49].
For soft PDMS in contact with hard materials, friction is governed by the shear thinning of the thin contact layer and can behave like a melt with long relaxation time, but molecular organisations in that layer also has very high influence [76]. Values of tangential stress and shape of the curve in Fig. 6 are in accordance with experimental work of other authors related to PDMS [67], who showed two distinct PDMS behaviors: elastomeric friction and melt slippage, depending on contact conditions and material dynamic viscosity changes. Viscosity of siloxane-based materials depends on the shear rate [77] and at low shear rates material exhibits elastomeric friction [67], what is in consistence with our computational results (Figs 5–7).
This paper has studied possible relationships between the experimental printing parameters and the proposed theoretical model of the tangential stress. It was established that the quality of 3D printing strongly depends on the printing speed, while the influence of the pressure under same speed is negligible. It was observed that, in the case of the FDM 3D printing (TPU), at high values of speed (significantly higher than 1 mm/s) and values of pressure under 1 kPa, the printed object was of a very poor quality.
The model proposed in this paper used FENE model in combination with the Schallamach model [35] and the resulting tangential stress was obtained numerically. The voltage is functionally dependent on the printing speed. In the experiment, exactly determined values of the printing speed were given, which coincide with the model, based on which the suitable voltage can be calculated. This means that the model could potentially be used to propose certain values of the printing speed that will result in good quality prints. However, the simple model proposed in this paper can only indicate range of optimal values for the printing parameters, and further study is needed for the precise numerical correlations, especially considering that the observed phenomenon itself is non-linear from aspect of physics.
Numerical and analytical modeling of stress states and rheological properties of soft materials during 3D printing can enable predictive design of bioprinting processes, what is of the utmost importance for further development of biomedical scaffolds and soft structures with adequate mechanical stability. Further development of our analytical model to include different shear rate regimes of non-Newtonian gels should better support predictive design of soft materials 3D printing.
Siloxane elastomers have been studied for a range of applications in biomedical field. Fabrication of soft objects for different purposes, such as biomedical implants or soft robots, have gained interest due to their excellent properties. Additive manufacturing is a very suitable technology for complex shapes and structures, but challenges still exist with 3D printing of soft viscoelastic materials, as shortly reviewed in this manuscript. Modeling and simulation of soft materials 3D printing is very significant for better material design. Analytical model of shear thinning for soft materials under low shear rate was developed, based on FENE model (finitely extensible nonlinear elastic model). Numerical relations were derived for the tangential stress in correlation with printing speed and printing pressure during 3D printing. Friction was studied based on these analytical solutions.
Two additive manufacturing technologies (SLA and FDM 3D printing) were used to produce two types of samples from soft polymers: elastic polymer samples that resembles polydimethylsiloxane (PDMS) elastic behavior by SLA and thermoplastic polyurethane (TPU) by FDM. Experimental data from polymer 3D printing were used in the developed analytical model to show the relationships between tangential stress, shear stress and shear rate, including friction coefficient dependence on the shear rate. Printing speed showed some influence on the tangential stress, while tangential stress did not change with change of pressure. Tangential stress increases with the shear rate increase, without significant influence of the pressure changes. Linear slight increase of the friction coefficient with the large increase of the tangential stress was observed. The simple theoretical model proposed in this paper is in agreement with experimental data and literature review. At low shear rates there is a strong influence of viscosity on the friction behavior, for soft non-Newtonian materials. Friction is governed by the shear thinning of the thin contact layer. At low shear rates elastic polymer exhibited elastomeric friction.
Numerical and analytical modeling of stress states and rheological properties of soft materials during 3D printing should enable predictive design of bioprinting processes. The simple model proposed in this paper can only indicate range of optimal values for the printing parameters. Further development to include different shear rate regimes is needed, as well as the coupled influence of the temperature on the soft material behavior during 3D printing process.
Footnotes
Acknowledgments
This paper is funded through the EIT’s HEI Initiative DEEPTECH-2M project, supported by EIT Digital and coordinated by EIT RawMaterials, funded by the European Union.
Conflict of interest
None to report.
Supplementary data
The supplementary files are available to download from https://dx-doi-org.web.bisu.edu.cn/10.3233/THC-240209.
Appendix
Nomenclature used in the paper
Symbol
Meaning
Ftr
Friction force
Shear stress
SDP
Real contact surface
Shear stress that occurs due to the lateral coating of the “zero weight” probe on the material
Coefficient of friction
The additional stress caused by pressure
FN
Normal force
Coefficient of adhesion friction
Coefficient of abrasive friction
A
Plate surface
h
Distance between the plates
S
Surface
Velocity gradient
Length gradient
u
Velocity
f (
Function of the force and the deformation
V
Velocity
t
Time
k
Boltzmann’s constant
T
Temperature
u0
Constant depending on the free energy of bound polymer states
Wavelength
M
Hook’s constant
n0
Number density of the newborn bonds