
Abstract
The objective of this study is to investigate antibacterial characteristics of a thermal plasma spray system. For this purpose, copper powder was coated on a handmade atmospheric plasma spraying system made by the stainless steel 316 substrate, which is preheated at different temperatures before spraying. A number of deposition characteristics such as antibacterial characteristics, adhesion strength and hardness of coating, was investigated. All of the spray parameters are fixed except the substrate temperature. The chemical composition was analyzed by X-ray diffraction (XRD). A scanning electron microscopy (SEM) and back scattering electron microscopy (BSE) were used to show the coating microstructure, its thickness and also the powder micrograph. The energy dispersive X-ray spectroscopy (EDX) was used to analyze the coating particles. Hardness of the deposition was examined by Vickers tester (HV0.1). Its adhesion strength was declared by cross cut tester (TQC). In addition, the percentage of bactericidal coating was evidenced with Staphylococcus aurous and Escherichia coli bacteria. Study results show that as the substrates temperature increases, the number of splats in the shape of pancake increases, the greatness and percentage of the deposition porosity both decrease. The increment of the substrate temperature leads to more oxidation and makes thicker dendrites on the splat. The enhancement of the substrate temperature also enlarges thickness and efficiency of coating. The interesting results are that antibacterial properties of coatings against the Escherichia coli are more than Staphylococcus aurous bacteria. However the bactericidal percentage of the coatings against Staphylococcus aurous and Escherichia coli bacteria roughly does not change with increasing the substrate temperature. Furthermore, by increment of the substrate temperature, coatings with both high adhesion and hardness are obtained. Accordingly, the temperature of substrate can be an important parameter for progressing mechanical properties of the antiseptic deposition.
Introduction
Plasma spray technique is used in a wide range of industries. It injects the powder particles into a plasma torch. The particles are melted and they are accelerated toward substrate. The splats are constructed from colliding, scattering and stiffening the molten particles onto the surface of substrate. They are overlapped and the lamella is created. Thus layer structure of coating is emerged. The thermal sprayed coating properties encompass primal material properties and procedures of spray [1]. The plasma spray transforms the quality of powder during flying and after colliding the particles on the substrate surface. The reformations are resulted from oxidation, colliding, scattering and suchlike [2]. Antibacterial are antiseptics which can fight against the bacteria. The stainless steel surfaces are used in carriage system, medical equipment and suchlike. Bacteria survive for a lot of time on the steel. For combating with infection, steel surfaces are covered with antiseptic metals such as copper [3]. The disinfection performance of copper surfaces by methods including plasma spray, arc spray and cold spray are compared [4]. By enhancing the substrate temperature, the thermal expansion index of alumina deposition reduces with bond coating and enhances without bond coating [5]. The temperature can be effective on flattening of the splat and formation of coating [6, 7]. The substrate temperature impresses the durability and quality of coating. It can be corroborated by dissection of the hardness and also adhesion strength between coating and substrate surface [8]. The dependence of coarseness and temperature of substrate surface on solidifying of the copper coated by plasma is assessed [9]. The influence of spray parameters like power, plasma gas flow rate and standoff distance of copper coated in low powers are studied on the particle velocity, hardness and the oxygen content in coating [10]. Oxidation of the Ni-5 wt % Al coating is investigated with three different ways include of high velocity oxy-fuel spraying, twin wire arc spraying and atmospheric plasma spraying [11]. The plasma spraying system accumulates copper powder in atmosphere on the stainless steel. We declare how enhancing of the substrate temperature impresses microstructure and properties of the antiseptic coating.
Antibacterial surfaces such as silver and copper coated areas reduce risk of bacterial growth considerably [12–18]. In this study, plasma spraying has been utilized to produce an antibacterial copper coating with ultrafine microstructure on stainless steel substrate. The chemical composition, microstructure, and surface morphology of copper coatings were characterized with x-ray diffraction and scanning electron microscope. Determination of thickness and adhesion of the coating were investigated. The antibacterial property of copper coatings was analyzed. Specifically, Section 1 of this article expresses studies which have been done previously. In Section 2 the experimental materials and methods are explained. The experimental results are presented and analyzed in Section 3. The important experimental findings are then further discussed in Section 4.
Experimental material and methods
Experimental materials
The experiment is done with the handmade device as plasma spraying system [12]. The substrate is stainless steel 316, due to its high applications. However, the results of this material applicable to other commonly used materials. The substrate has dimensions of 2×2 cm2 with thickness 2 mm. In order to activate the substrate, the surface is grit blasted and prepared for deposition. The substrate is taken vertical to the torch axis. The feedstock material is commercially available copper powder with pureness 99.9%. The average size of powder is less than 20μm. Powder particles are fed with the aid of a METCO powder feeder. The grit blasted substrate is heated by the flame. The substrate temperature is measured with thermocouple. The substrate temperatures are respectively: room temperature, 100°C, 200°C and 300°C. As soon as the substrate temperature reaches the desired temperature, the torch starts to work and powder is injected in plasma jet through a pipeline with diameter of 4 mm as a suspension in an argon carrier gas. Spray parameters are sorted in Table 1.
Parameters of plasma spray
Parameters of plasma spray
The X-ray diffraction (XRD) pattern illustrates the phase composition of powder and coating. The coating microstructure and the micrograph of powder are identified by back scattering electron microscope (BSE) and also scanning electron microscope (SEM). Thickness of deposition is evaluated by the metallographic preparation of coating and its microscopic observation. The width of layer structure is determined by the measurement software. By image tool analysis, the mean percentage and greatness of porosity of coating is calculated. Energy dispersive X-ray spectroscopy (EDX) is employed to scan the coating material. In order for visualizing of the splat microstructure, the coating is polished. It is mounted, and then it is etched with solution of HNO3, AgNO3 and distilled water. Afterward the microstructure is observed by SEM. The adhesion strength is investigated by cross cut tester (TQC). Scratches are created by the cutter on the coating. Then this work is repeated in the normal direction. The surface is purified with a brush being moved back and forth. Special glue is placed on the coating for 5 minutes and then glue in short time under an angle of 60° is separated. The remaining amount of accumulation is compared with the ASTM standard pattern and is classified. The hardness of coating is evaluated by Vickers hardness tester (HV0.1) with a load of 100 gr for time 15 second on the cross section of polished coating. Hardness is the load applied to the indenter area. It is indicated as
In order for studying the antibacterial quality of coating on substrate, the culture medium of nutrient agar is prepared. The deposition is autoclaved at temperature 121°C for time 15 minutes. It is cooled under the hood to room temperature. The suspensions of Staphylococcus aurous and Escherichia coli bacteria are prepared. Their concentration is adjusted about 7.00 log CFU/ml. Then cooled coating is floated into each of suspensions. Then they are fed in the culture medium of nutrient agar and are incubated for 24 hours. The number of live bacteria is enumerated. At last step, antibacterial percentage is evaluated with relative error percent.
Experimental results
XRD analysis
Figure 1 shows the structural characteristics of copper powder by XRD analysis. The peaks of intensity appeared at 43. 72°, 50. 72° and 74. 17° are related to copper. The structure of powder is cubic and crystalline plates are in orientations (111), (200) and (220). The XRD spectra of copper coating on substrates with room temperature, 100°C, 200°C and 300°C are appeared in Fig. 2. They show in addition to aforesaid peaks, there are peaks at 29. 64° 36. 52°, 42. 43° and 61. 55°. These peaks are related to copper monoxide and copper dioxide. The structure of the copper oxides is cubic and crystalline plates are in sides (110), (111), (200) and (220). As seen in Fig. 2, copper monoxide, copper dioxide peaks oriented along plates of (111), (200) and (220) increase by enhancing the substrate temperature. Namely, when temperature of substrate increases, oxygen content develops.
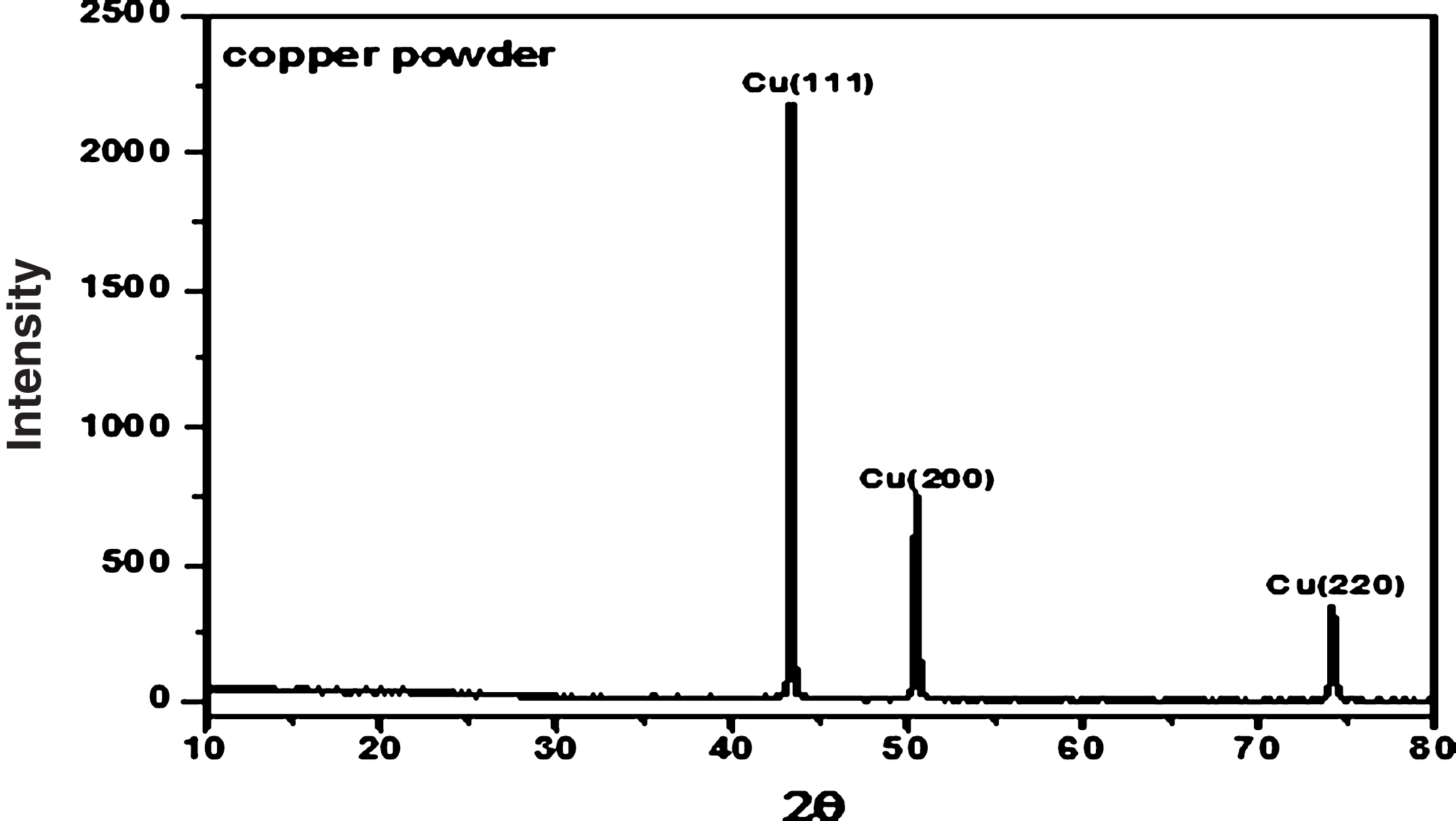
XRD pattern of the copper.

XRD of copper coating on stainless steel with different temperatures.
During the spraying in the atmosphere, the powder particles are oxidized. In plasma spraying, oxidation appears both during flying of particles from nozzle toward substrate and after colliding the particles onto the substrate or already accumulated lamellae. Also, the peaks intensity of copper with plates in directions (111), (200) and (220) on the substrates preheated are more than that on the cold substrate. They enlarge with increasing of substrate temperature. Namely, when substrate temperature increases, further accumulation of copper occurs.
The map of the coating microstructure is seen in Fig. 3 by energy dispersive X-ray spectroscopy (EDX). The consistency of copper on the substrate is very good. The very fine particles exist in all of the coatings. It is apparent that the density of deposition particles on the substrate increments by increasing the substrate temperature.
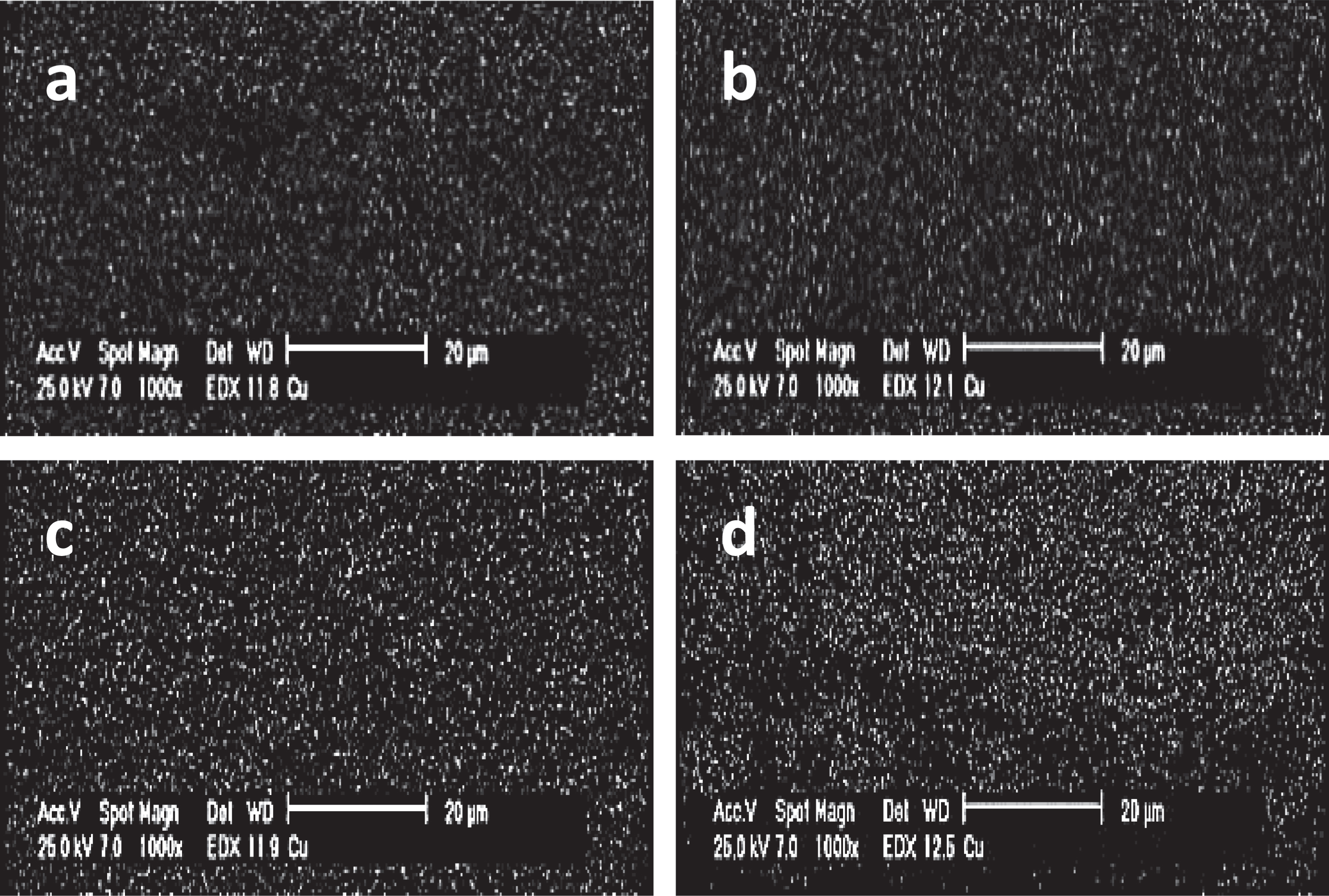
The EDX mapping of the copper coatings on substrate with temperature: (a) room temperature (b) 100°C (c) 200°C (d) 300°C.
SEM of powder
Morphology of copper powder for deposition by SEM is investigated. There are different methods to produce powder. As seen in Fig. 4, copper feedstock powder has been atomized by the water [13].
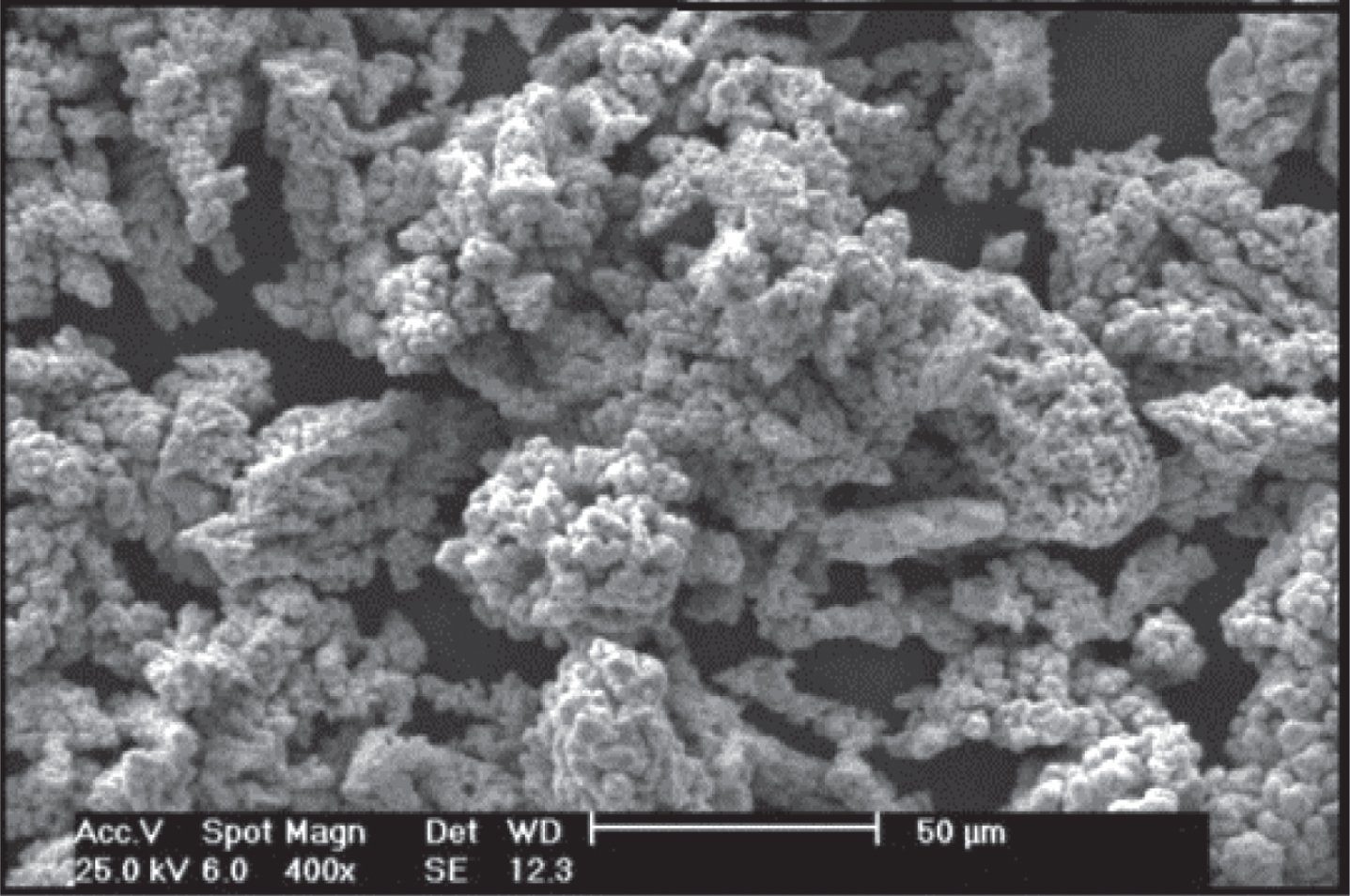
The morphology of copper powder.
As seen in Fig. 5, the received microstructures by back scattering electron microscope (BSE) from top of deposition onto substrates with different temperatures exhibit recognizable variance colors of silvery, smoky and black. The silvery and smoky parts are copper and copper oxides but black zones are cavities [10]. This figure shows that the coatings are consisted of solid, partial molten and molten particles. Solid particles are characterized in form the spheroid. They cannot adapt well to the molten particles. The solid and partial molten particles decrease by increasing substrate temperature. In flying of particle from nozzle of torch to substrate, oxygen surrounds the molten particle surface. The oxide layer is pushed ahead because of more viscosity compared to the molten particle which is pushed back. Therefore the oxide shellis constructed in surrounding of the particle. Furthermore the oxygen can be diffused uniformly and deeper into the molten particle due to reaction of the particle with atmosphere as seen in smoky parts [10]. During flattening of splats on the substrate and former lamellae, atmosphere gas entraps between splats, thus cavities are produced in the areas in which splats have poor contact with each other and have been shown in block. The splats in form of the pancake and flower are seen in coatings. As seen in Fig. 5a, splashing of splats is more. Figure 5b, 5c and 5d verify that the less solid particles and a large number of splats in shape of pancake are created onto the substrates by increasing the substrate temperature. When the substrate temperature is increases, the diameter of pancake splats is increments. Splashing index of splats is limited. The cavities decrease. The modification of splats shape and the decline of flower splats and cavities are associated to further moisture of the substrate surface with increasing of the substrate temperature.

The microstructure by BSE from top of copper coating onto substrate with temperature: (a) room temperature (b) 100°C (c) 200°C (d) 300°C.
Microstructure given by scanning electron microscope (SEM) shows virtually all of the appeared splats on the substrate not heated is flower and splash (Fig. 6a). When substrate is heated, the splats in form of pancake and disk like owing extra contact are appeared. They are pervaded equable and fewer chunks are created as seen in Fig. 6b, 6c and 6c. In higher temperatures of substrate surface, the number of flat pancake splats increments. Fukumoto express that the transition temperature is the temperature where more than half of the splats are in shape of pancake. The transition temperature of copper splats is 175°C [15]. Figure 6a, 6b indicate that a large number of splats created on substrate with a temperature lower than transition temperature is flower shape. Over than half of the splats on the substrate surface with temperature more than transition temperature as seen in Fig. 6c, 6d are in form of the pancake.
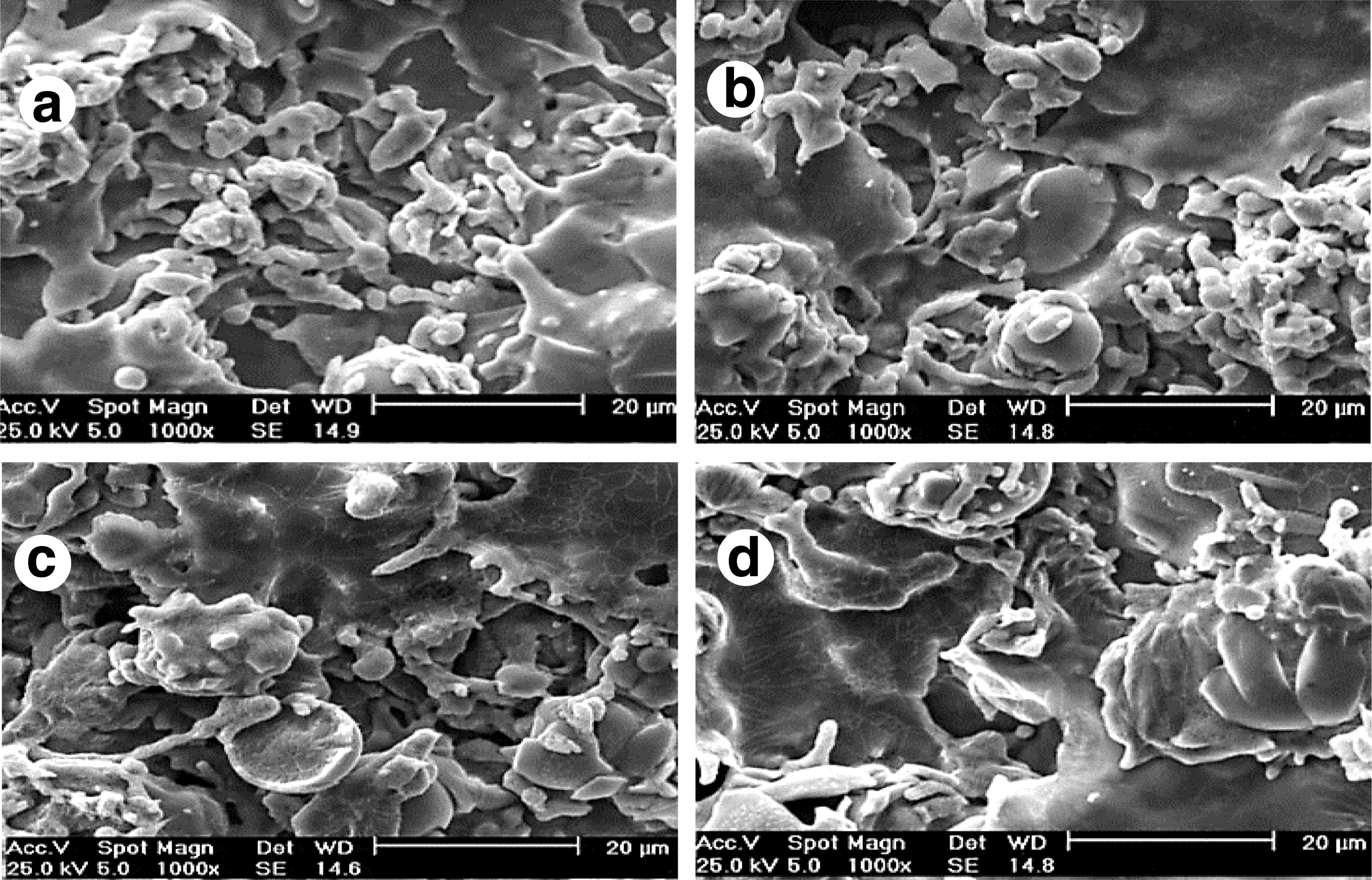
The microstructure by SEM from top of copper coating onto substrate with temperature: (a) room temperature (b) 100°C (c) 200°C (d) 300°C.
Figure 7 displays the cross section of coating microstructure onto substrate with different temperatures. All the coatings show a layer structure. In all cases, the layer constructions are perpendicular to the substrate. Heat is moved from sprayed particles toward the substrate but lamellae grow in opposite direction of the heat flow. The coatings are consisted of lamellae separated with the alternating oxide layers. Porosity and oxidation are emerged in all of coatings.
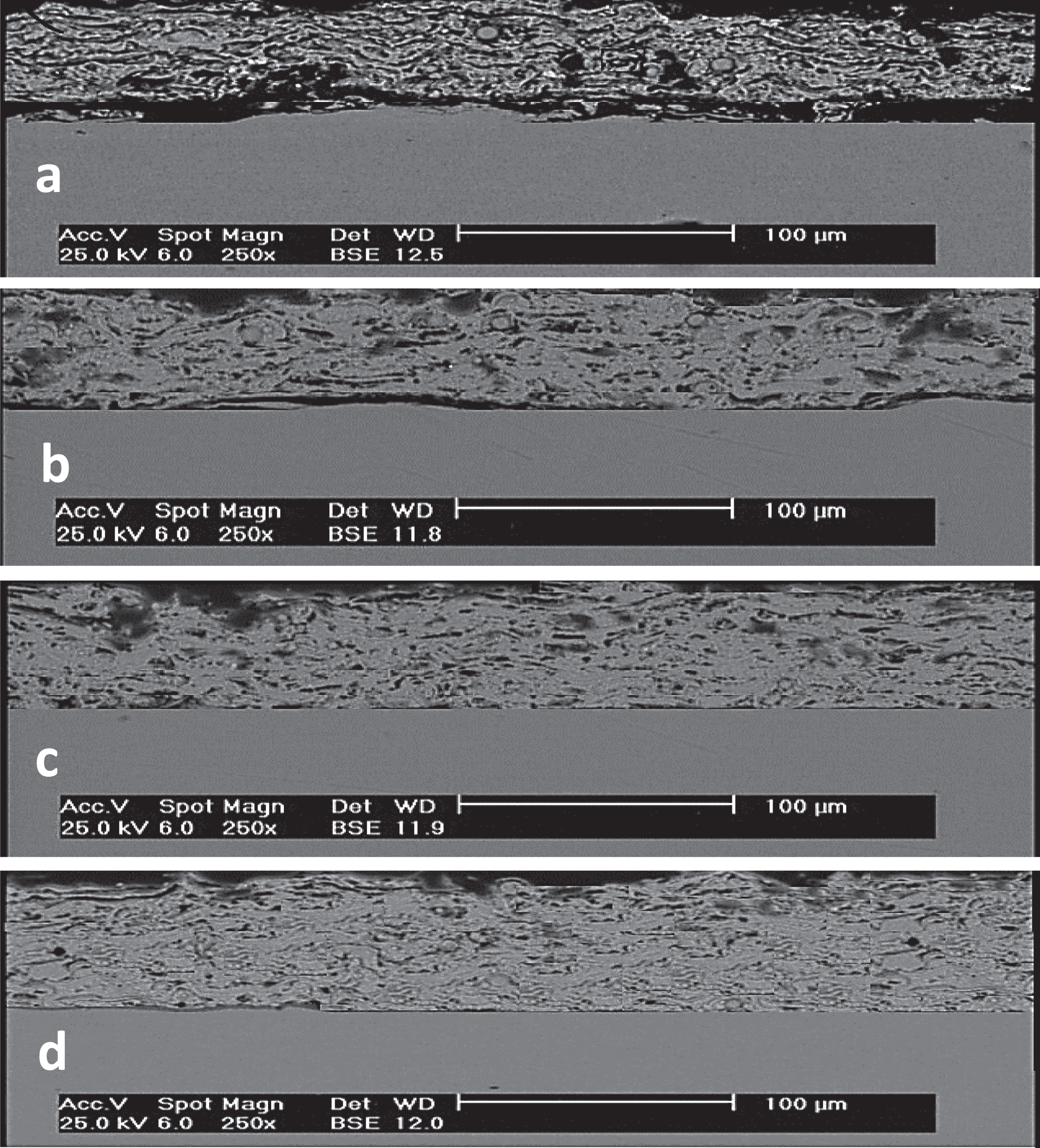
The microstructure by BSE from cross section of copper coating onto substrate with temperature: (a) room temperature (b) 100°C (c) 200°C (d) 300°C.
Porosity is as sorted in three variant groups: Open porosity is related to cavities located on the surface of coating. Closed porosity is cavities in the inner region of the accumulation. Transversal porosities are cavities traversing from surface of coating to substrate [2]. By analysis of image tool, the percentage of transversal porosity of coating on the substrate with the temperatures of room temperature, 100°C, 200°C and 300°C are 22.96%, 16.14%, 13.54% and 7.21% respectively. As shown in Fig. 7, by increasing the substrate temperature, the black parts, porosities decrease.
Figure 8 shows that by increasing of substrate temperature, the thickness of the lamellae and subsequently thickness of the coating increase. The widths of coatings on the substrate with variant temperatures evaluated by the measurement software are respectively 50, 64, 70 and 74 μm. Because when the temperature of substrate raises, splats have more time to cool down. Namely, cooling rate of the splats decreases. Thus more splats are accumulated on the substrate in the same conditions of spray tabulated in Table 1. It can be said, the heat of substrate improves the deposition efficiency. Figure 8a shows that the coating microstructure on substrate with room temperature. Perturbation and non-adhesion are noticeable in dividing line between the deposition and the substrate surface. It is related to lack of proper moisture the substrate surface. The microstructure of deposition is heterogeneous. But such area is not visualized in interface of the coatings and the substrate surface with higher temperatures which are found in Fig. 8b, 8c and 8d. Preheating of substrate surface culminates in more locking of splat to splat and splat to surface. Because of more particles are molten and more splats are pancake shape as seen in Fig. 5b, 5c and 5d.
The microstructure of copper splat in etched coating onto substrate with temperature: (a) room temperature, (b) 100°C, (c) 200°C, (d) 300°C.
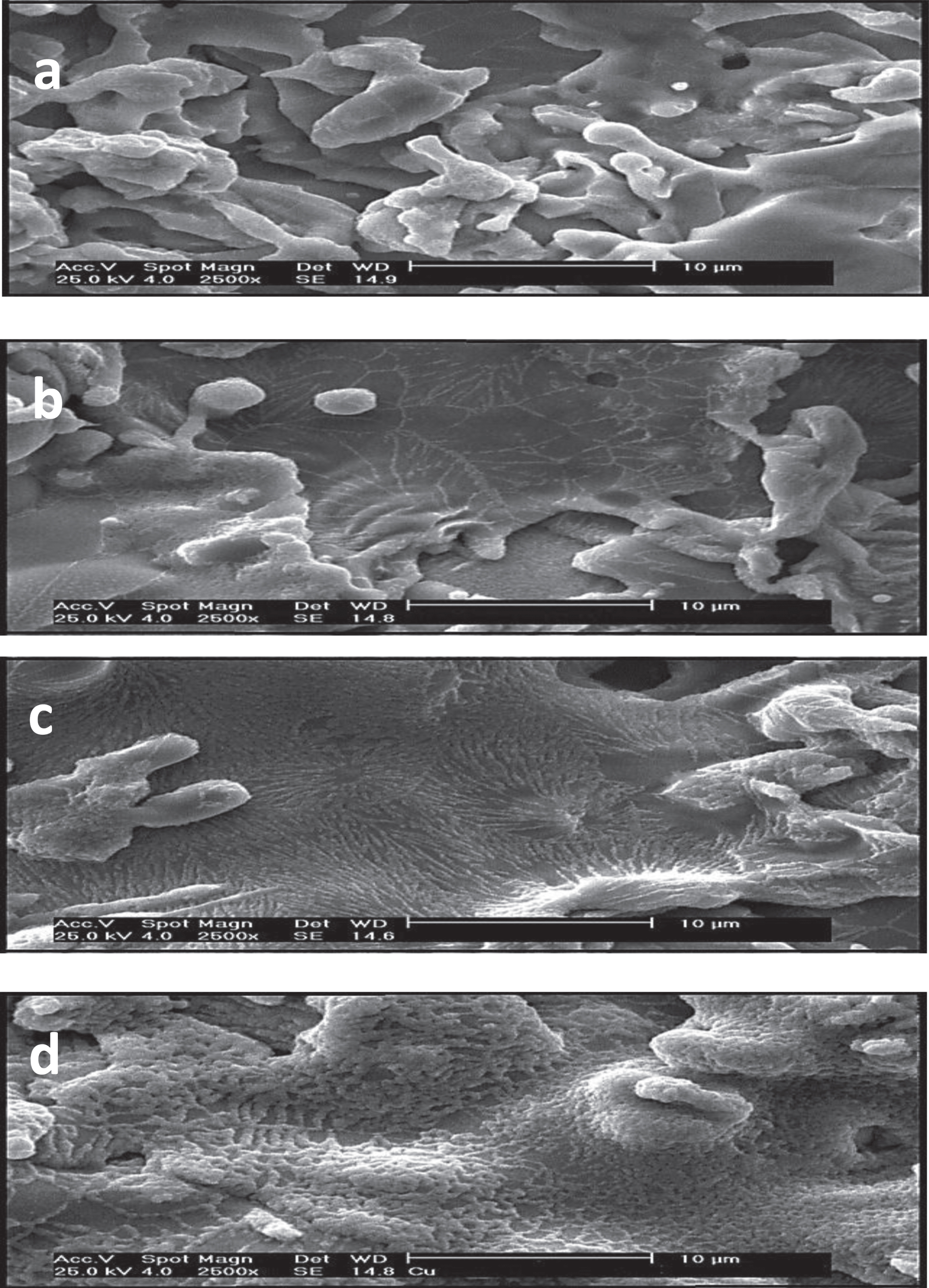
Figure 9 shows the microstructure of etched coatings illustrating very the fine dendrite structure on the splats. Because convection of the splat surface has no specific direction, dendrites orient irregular and random. The thermal diffusivity of stainless steel rises by increasing the temperature [16]. The cooling rate of splat is described as thermal diffusion ratio of splat to thermal diffusion of substrate [17]. Therefore when temperature of substrate rises, cooling rate of splat drops. Since cooling rate of splat declines, splat remains for a long time in the molten state and responds to the oxygen of atmosphere. Then, it is culminated in more growth of the dendrites. The cooling rate of splat is inversely proportional to splat thickness [9]. As seen in Fig. 9, thicker splat is emerged with increasing substrate temperature. Figure 9a exhibits larger and more fingers are on to substrate with room temperature. When splat is placed on the cold substrate, it is cooled immediately. The chunk and fingers verify the quick solidifying. Dendrites hardly grow on it. As seen in Fig. 9b, more dendrites grow on the substrate with temperature 100°C. The dendrites expand unchecked. Splat is not smoothed in flattening. The secondary arms are not visible. When substrate is heated to the temperature of 200°C (Fig. 9c) the same microstructure is observed but dendrites grow hugely and lastly interfere together. Their interference points are evident as the grain border of the cells. Large cells are filled with the dendrites and secondary arms are observed. The space of dendrites is lesser than micrometer. Figure 9d shows that the microstructure of splats formed on the substrate with temperature 300°C are different. The grain borders are not seen. Dendrites occupy volume. The splat has more uniform shape with few pores at periphery.
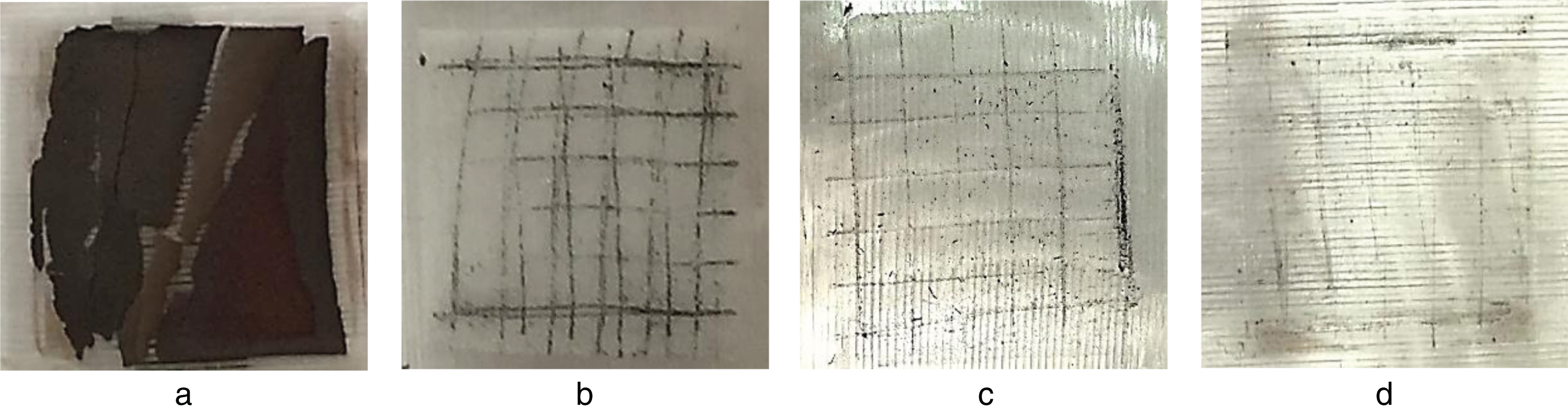
The remainder of coating after separating of special glue on the substrate with temperature: (a) room temperature, (b) 100°C, (c) 200°C, (d) 300°C.
By increasing the substrate temperature, more dendrites are appeared and distance between dendrites decreases. It can be said, it depends generally on the cooling rate of splat. Drop of cooling rate due to increasing substrate temperature results in fewer chunks at the border of the splat, the rougher splat and thus greater oxidation. The increase of the oxygen concentration on the splat with enhancing of the substrate temperature enforces theory which stating that splat cooling rate is lower, when the substrate temperature is above the transition temperature [10]. When substrate temperature rises, morphology of splats improves as seen in Fig. 5. The fewer fingers at rim of the splat depicts that splat is solidified slowly in comparison with splat built onto substrate with minor substrate temperature (Fig. 9).
The amount of the depositions remainder after picking the especial glue of cross cut tester is shown in Fig. 8. The comparison of them with ASTM standard pattern show that they fall in classes of 0B, 2B, 5B, 5B respectively. As seen in the Fig. 7, when temperature of substrate increases, contact of coating-substrate is better. The heat of substrate improves adhesion strength of coating to substrate. Because heating of substrate lead to more moisture the substrate.
Hardness of coating
The hardness of the bulk copper at annealing condition is about 70 Hv. By using Vickers hardness tester, the hardness of coatings created by plasma spraying is even more. They are respectively 144, 171, 185 and 197 GPa. More hardness of the coatings is attributed to the fine layer structure and its inclusion with oxygen [10]. Lamellae are oxidized before the new molten particles arrive on it. Content of oxidation after colliding on the lamellae depends on the powder feed rate and efficiency of deposition. A molten particle which impacts to the splat encounters the metal part or an oxidized area [11]. The molten particle which impacts to the metal zone of the splat has good touch. Due to thermal reaction, old splat is melted over and it is combined with the fresh splat. The coalescence of splats bolsters cohesion and thus the hardness of coating. As seen in Fig. 7, the depositions produced on the heated substrates are smoother and more homogenous than the coating on substrate with room temperature. The compact structure prevents any deviation in cohesion of coatings. Namely, heat of substrate increases hardness of the coating.
Antibacterial analysis
The antibacterial experiment shows that the initial number of gram positive Staphylococcus aurous PTCC 1112 and gram negative Escherichia coli ATCC 10536 bacteria is raises for control sample from 7.00±0.03 log CFU/m to 8.00±0.22 log CFU/m. Staphylococcus aurous cells are reduced to 3.7±0.48 for sample 2. They are decreased to 3.7±0.24, 3.6±0.34 and 3.6±0.16, for sample 3, 4 and 5 respectively. The antibacterial effect of coating on substrate with room temperature, 100°C, 200°C and 300°C against S. aurous are 53.26%, 53.45%, 54.54% and 54.59% respectively. Escherichia coli bacteria are reclined to 3.1±0.24, 3.1±0.14, 3.0±0.26 and 3.0±0.11, for sample 2, 3, 4 and 5 respectively. The antibacterial percentage of coating onto the substrate at the same temperatures against E. coli are 61.36%, 61.63%, 61.79% and 61.87% respectively as seen in Table 2. Bacterial cell membrane is a rigid layer that protects cell from collapsing against the osmotic pressure outside. Gram-positive bacteria and gram-negative bacteria have different structure of cell membrane. In the cell membrane of gram positive bacteria, there is a thick layer of peptidogly can but its thickness in gram negative bacteria is minimized. Therefore bacteria of Staphylococcus aurous compared with Escherichia coli needs more time to disappear. Copper coated by plasma spraying due to the nature of crystalline plays a vital role in antibacterial behavior. It creates a leak in the cell membrane and damage DNA of bacteria [3]. When temperature of substrate augments, coating on stainless steel against E. coli is more antibacterial. Interaction between bacteria and the surface of coating causes death of them. Although thickness of coating slightly increments by increasing of substrate temperature. There is no different in antibacterial characteristic of the coatings, because surface of contact with bacteria for all the coatings is equal. At this point, we remind that Table 3 shows the measured values of some properties of the coatings.
Reduction of Staphylococcus aurous and Escherichia coli (log CFU/ml) by copper coating onto substrate with different temperatures after 24 h
Reduction of Staphylococcus aurous and Escherichia coli (log CFU/ml) by copper coating onto substrate with different temperatures after 24 h
Some measurable quantities of coating on substrate with different temperatures
Sample 1: control, Sample 2: copper coating on steel with room temperature. Sample 3: copper coating on steel with temperature 100°C. Sample 4: copper coating on steel with temperature 200°C. Sample 5: copper coating on steel with temperature 300°C.
In this study, a handmade apparatus as an atmospheric plasma spraying system has been utilized to produce an antibacterial copper coating with ultrafine microstructure on stainless steel substrate. The chemical composition, microstructure, and surface morphology of copper coatings were characterized with x-ray diffraction and scanning electron microscope. Determination of thickness and adhesion of the coating were investigated. The antibacterial property of copper coatings was analyzed.
Copper powder was deposited by plasma spraying system on stainless steel substrates and preheated at different temperatures. The contact of splats, coating formation and therefore its specifications all are impressed by heating of substrate before the spraying. The coating has a layer structure. Lamellae are separated with layer oxide. Splats constructed on the substrates are in shape of flower and pancake. Dendrite fine structure on splat is discerned within each lamella. There are cavities in coatings. By increasing the temperature of substrate, heat sweats deeper into the splats. It has a proper influence on flattening and solidifying the splats accumulated either on substrate surface or the splats which were previously deposited. The splats morphology improves. It upgrades the construction of more pancake splats on the substrate. The percentage and the size of porosity both diminish upon in deposition by preheating of substrate. Furthermore, fewer cavities are formed.
Heating of substrate augments efficiency of coating. Cooling rate of splat drops when the substrate temperature is incremented, because heat of substrate causes that solidifying of splat is delayed. Moreover, oxygen accumulation on splat increases because the splats now remains as molten for a longer time and have a longer period to reacts with the oxygen of the atmosphere. Thus it affects the dendrite distribution. Because of more moisture of substrate, suitable bonding and better diffusion splat on substrate with enhancing of the substrate temperature, deposition-substrate adhesion strength and the cohesion strength of splat-splat are more powerful. Coatings formed on the heated surfaces are dense, homogeneous and consisted of flat lamellae. More compacted structure of lamellae and inclusion of lamellae by oxygen cause that the hardness of coating is enhanced by heating substrate surface. Antibacterial feature of coating with different temperatures against Escherichia coli is more than Staphylococcus aurous bacteria, because cell membrane of Staphylococcus aurous bacteria is thicker.
When the substrate temperature augments, thickness of coating increases slightly, but the antibacterial percentage of the coatings against S. aurous and E. coli bacteria roughly remain unchanged, because surface of bacteria contact to all of the coatings is approximately same. It is known that when parameters of the atmospheric plasma spraying technique such as plasma gas flow rate, spray distance and suchlike are controlled, preheating of substrate surface is a key agent for optimization of the microstructure and mechanical features for assuring of the durable antiseptic coating.