
Abstract
Abstract
Fused deposition modeling (FDM) is based on extrusion printing and is one of the most widely used addive manufacturing techniques. Though capable of challenging its traditional counterpart, injection molding in specific cases, the current application of FDM is limited due to fewer material options and the need to have the raw material in the filament form often. Considering the significant role that the process is projected to play in widely varying fields of applications, the current research considers to evaluate certain biopolymer alternatives in pellet forms for extrusion three-dimensional (3D) printing. A variety of material alternatives are evaluated and three specific systems, ECOVIO F C2311, several grades of INGEO, and the wood-polymer composite NN41, were identified to be the most promising candidates in the forms tested for extrusion 3D printing with varying degrees of commercial viabilities.
Introduction
In fused deposition modeling (FDM), heated polymer filaments are extruded and deposited on to a build platform in a semi-solid state. The three-dimensional (3D) form required is generated layer-by-layer by controlling the raster paths based on the data generated from computer aided design (CAD) files. The suitability of a given polymer or polymer composite for FDM depends on the quality of interstrand and interlayer bonding. Both liquid and solid-state sintering occur depending on the nature of the polymeric material and the process conditions, whereas the final bonding between adjacent strands develops through the formation of the neck regions. Surface tension forces and intermolecular diffusion lead to the formation and growth of the neck region. 1 The diffusion process is governed by the surface tension forces, viscosity of the polymer, and the diffusion time, which, in turn, depends on the process parameters as per the theory proposed by Frenkel. 2
Considering the time-dependent diffusion, it is usually challenging to prove a given material to be suitable for FDM. Often, the ranges for the temperature and the speed of printing are quite narrow, and identifying the working combination of the two to effectively control the mechanics of bonding is tricky. As a result, very few materials are commercially available for FDM, though several others are being researched by using different polymer and polymer composite systems and targeting different applications.
The acrylonitrile butadiene styrene polymer in filament form is, by far, the most commonly used and the most successful material system for FDM.3,4 With biopolymer options, most developments are essentially research initiatives, targeting mainly the applications in scaffold printing for tissue engineering. Bioresorbable poly(ɛ-caprolactone) (PCL) filaments were developed and used to produce porous scaffolds with directionally aligned microfilaments based on FDM and evaluated the porosity-process relationships. While evaluating the rapid manufactured auricle cartilage, Yan et al. used a poly(L-lactic acid) (PLLA)/tricalcium phosphate (TCP) composite based on low-temperature deposition manufacturing route with no requirement to heat the polymer, as against the normal FDM. 5 This was reported to preserve the bio-activities of the scaffold materials considering the elimination of the heating and liquefying cycles.
Hutmacher used FDM to construct PCL scaffolds 6 and also conducted in vitro tests, showing primary human fibroblast proliferation and extracellular matrix production based on the scaffolds fabricated. 7 A precision extruding deposition system was fabricated and tested by Wang et al. to print PCL scaffolds and controlled pore sizes at ∼250 μm and specific structural designs were achieved. 8 Based on experimental and numerical evaluations on the quality and consistency of PCL scaffolds processed through FDM and correlating the results, Ramnath et al. observed that the pressure gradient along the melt-flow channel of the extruder system will significantly affect the overall effectiveness of the material-process combination. 9 Woodfield et al. developed a 3D fiber deposition method for scaffolding based on poly ethylene glycol terephthalene-polybutaylenes terephthalate block copolymers. 10 Varying the composition of the copolymer and with controlled porosity, scaffolds with mechanical properties close to articular cartilage could be produced.
Ma et al. developed and used a low-temperature deposition system and produced 3D scaffolds based on poly(DL-lactic-co-glycolic acid) (PLGA)/TCP composites. 11 From the results of the subsequent in vivo studies, they observed highly cellular bone marrow between the new trabecular bone when the PLGA/TCP scaffold loaded with bovine bone morphogenetic protein. Poly(L-lactide-co-D,L-lactide) was processed through a customized screw extrusion system developed at the National University of Singapore to produce scaffolds of varying material compositions. 12 Good biocompatibility and mechanical strengths were reported based on in vitro and mechanical testing of the scaffolds produced. In similar lines, PLA was characterized for FDM by Drummer et al., 13 whereas a detailed evaluation of PCL scaffolds developed by a bio-extrusion system was presented by Domingos et al. 14
Evidently, a quick review of the literature on the FDM of biopolymer materials reveals that a few options such as PLA and PCL and their variants were only the focus of the attempts evaluating alternative materials. Considering the ease of use and the relative economy of the process, evaluation of other biopolymer possibilities is highly essential. Bio-based polymers and their composites with bio-fillers are of interest in the current work, as these materials are derived from nature and lead to multidimensional benefits. In addition to reducing the reliance on petroleum-based feedstocks, bio-based polymers and bio-fillers allow the manufacture of products that are part of the “sustainable carbon cycle.” 15 Depending on the products’ specifications, such products (e.g., packaging and single use plastics) can be used to reduce plastic landfill congestion by being diverted in compost treatment processing for fast biodegradation. In some cases, the addition of biomass has allowed to manipulate the properties of the compounds and their end-products. Examples include hydromorphic properties achieved in 3D-printed objects based on the selective layering of wood biocomposites. 16
Further, in most cases, FDM was attempted with the raw material in the filament form. In a few cases, direct mixing of liquid ingredients followed by the relatively low-temperature deposition was employed.17,18 However, considering the thermally controlled extrusion printing, raw materials in the pellet form are also suitable to be processed by the extrusion 3D printing method. This will further reduce the need for value addition in the raw material stage and eliminates the need for pre-process tailoring of the polymer stretching as filaments. Addressing these gaps, the current research attempts to evaluate a few biopolymer composites developed based on combinations of selected ingredients in the form of pellets to ascertain the suitability for processing by the extrusion 3D printing approach.
Material Systems and Methodologies
Materials
A variety of biopolymer alternatives, as presented next, are considered for evaluating the possible processing by FDM in pellet form.
ECOVIO F C2311 (BASF, Ludwigshafen Germany)
This is a commercial biodegradable material based on PLA and compounded with anti-blocking and slip agents designed for extruding thin films. The semicrystalline nature of the polymer composite allows for microextrusion with attractive mechanical properties for the final products. Established weldability characteristics are expected to promote sufficient interstrand and interlayer coalescence and bonding. 19
NN41
It is a biodegradable material compound consisting of poly(butylene adipate-co-terephthalate) (PBAT) (Ire Chemical EnPolG8060) 10 wt.% wood particles and bonding filler and made in the form of pellets of small rectangular sections. The material compound is developed by SCION, there are no a priori data on the possible extrusion printing responses of this material system, and it requires a parametric investigation.
Enpol G8060 and 4560J (Ire Chemicals, Seoul, Korea)
These are, respectively, commercial PBAT and polybutylene adipate succinate fully compostable polymer composites with mechanical attributes similar to the popular normal polymers such as nylon, polyenthylene, and polyethylene terephthalate. They are stable under atmospheric conditions but biodegrade when exposed to microorganisms at slightly elevated temperatures. The 8060 variant is designed for film extrusion with outstanding elongation characteristics, whereas the 4560J variant has the ability to change its material properties by changing the melt temperature and the high melt index provides good flow characteristics.
INGEO 4042D, 4060D, 3051D, and 3251D (NatureWorks, Minnetonka, MN)
These are commercial forms of PLA synthesized by using lactic acid, obtained mainly from corn and other sources of sugar. The manufacturer is targeting sustainability, by attempting to develop these material options based on agricultural wastes and nonconsumable plants. The resulting materials are compostable, nontoxic, and qualify for food packaging applications. The 4042D grade is designed for producing thin films and with a suggested extrusion temperature of ∼200°C, which is quite convenient for FDM. The 4060D grade is designed to be coextruded with other varieties of INGEO PLA as a heat seal and is not recommended for extrusion, but considering the good tack characteristics, it is interesting to explore the possibilities. The INGEO 3051D grade is designed to be used in a range of manufacturing processes, such as thermoforming, coating, blow molding, and injection molding. The INGEO 3251D is designed for injection molding purposes, with higher melt flow capabilities compared with the other varieties and the melting temperature within the normal ranges, and it qualifies for evaluation with FDM.
Material preparation and printing
Samples of all the materials mentioned are either procured or produced in different forms and processed at Scion based on a twin screw extruder to produce the polymer and composite pellets. The FDM system based on a portable screw extruder system developed at Auckland University of Technology (AUT) was used for evaluating the extrusion responses of the materials considered. The polymer pellets are heated and softened as the screw drives them toward the extrusion nozzle; the final temperature of the semi-solid polymer pool collected toward the end and ready to be extruded can be controlled through a thermocouple device, and it allows to vary one of the critical process parameters, the extrusion temperature. The extruded filament is then deposited on a build platform in accordance with the raster paths implemented by the computer numerically controlled (CNC) system. The substrate plate is heated and controlled at specific temperatures to maintain the envelope temperature, which is yet another critical experimental factor. The speed of extrusion and printing are synchronized to maintain the quality of the deposited strands.
A CAD rendering of the FDM test bed developed at AUT for the experimental investigation of extrusion 3D printing is presented in Figure 1 together with the extruder head. The structure is essentially a four-axis CNC-system controlled by a Xylotex XS-3525/8S-4 stepper motor driver with each axis receiving a ±Amp/phase at 35V maximum output rating. The extruder head is essentially a feed screw of maximum and minimum diameters 14 mm and 12 mm, respectively driven by a stepper motor in a cylindrical barrel. A band heater of diameter and length equal to 25 mm is used around the heating chamber to provide the necessary heat to the polymer pellets, and the temperature is monitored by a K-type thermocouple controlled by a proportional–integral–derivative control unit. Considering the need to maintain the printed strands at above the glass transition or other suitable temperature ranges, a heated build platform is developed and used based on an aluminum plate integrated with a silicone sheet heater and controlled by a K-type thermocouple and a digital Shinko JCS33A control unit.
The experimental setup and the extruder head.
The diameter of the extruded filament can be altered by using nozzle tips of different sizes at the end of the extrusion barrel. Nozzle tips with varying orifice diameters 0.5, 1, 1.5, and 2.0 mm have been prepared and used as necessary for the different materials investigated. The speed of printing can be altered by adjusting the input pulse rates to the X-, Y-, and the spindle drive motors. The drive motors used are stepper motors with 200 steps and a 1.8° step angle. The pulse rate and the step angle can be used to establish the real time speed of movement of each axis in mm/minute units. In the case of the spindle drive motor, the speed of rotation can be established in revolutions per minute, but the velocity of extrusion of the polymer filament could only be established by physical measurement using a ruler and a timer.
The first test is to establish the formation of a consistent extruded filament, and the materials that cannot give a reasonable result are discarded from further experimentation. With each successful material, initial trails are conducted varying the extrusion and baseplate temperatures and gradually converging on the working ranges. Once the most suitable temperature ranges are established, simple rectangular blocks are printed in multilayers. The multilayer rectangular printed pieces are then analyzed to evaluate the immediate responses of the material system for processing by extrusion 3D printing, based on dimensional variations. The most promising material options are subjected to further investigations based on parametric variations while considering the most critical responses. To reduce the complexity of the experimental domain, all samples are printed with longitudinal raster paths that are appropriately aligned across the stacked layers.
Initial Experimental Trials and Results
Each of the material pellets is first loaded into the hopper of the screw extruder and the temperature is gradually raised in increments of 10°C, until a reasonable softening of the polymer occurs, and traces of extruded filament are noticed. The extrusion temperature is then varied within a narrow range around this, and the extruder screw is rotated with varying speeds. The extruded filament is evaluated qualitatively, verifying the continuity, dimensional consistency, and the possible presence of bubbles and other irregularities. Only those material options that are capable of producing a quality strand are considered for further testing.
ENPOL G8060 in the current form led to instabilities in the formation of the extruded filament. However, the extrusion temperature at 150°C and base-plate temperature at ∼90°C were established to give positive results of some degree. Considerable shrinkage of the filament was experienced probably due to the highly elastic nature of the extruded material and as a result, a 0.1-mm overlap became necessary in the side-step of the 1-mm filaments. Single-layer samples could be produced with a maximum dimensional deviation of ∼6%, but the multilayer samples were unsuccessful as interlayer coalescence could not be achieved within the time limits, and the upper layers began elastically shrinkking and peeling away from the first layer as depicted in Figure 2. Otherwise, the material gives good interstrand coalescence and the overall appearance of the printed part is very pleasing. The polymer needs special additives to control the excessive elastic nature and further enhance the thixotropic attributes to make it suitable for processing by FDM. Also, a fully enclosed heating chamber is likely to give far better results as the thermal resistivity of the polymer appears to be blocking the heat transfer from the base plate through the first printed layer. Considering the limitations of the current experimental setup, further investigation of ENPOL G8060 in the current form could not be undertaken, along with the other variant ENPOL G4560J, for similar reasons.

A three-layer sample printed by using ENPOL G8060 showing elastic shrinkage of the upper layers.
ECOVIO F C2311
Based on an incremental approach increasing the temperature by 10°C in each step, the extrusion and base plate temperatures were estimated to be 190°C and 110°C, respectively, with this material system. The extruded filament displayed a high level of flexibility and good fusion characteristics. A single-layer rectangular component of 40 mm × 20 mm was printed with the optimal temperature settings, using a 1-mm resolution. The optimal strand gap was determined by starting with a center-to-center length of one nozzle diameter and increasing the gap till a small overlap was achieved. The optimal side-step value for the material was 1.1 mm. The dimensional variation is established based on the measured length and width values as listed in Table 1. It may be noted that both the length and the width increased in similar proportions as the polymer strands collapsed and spread laterally. Printing direct from the pellet form is an involving task, but it is quite beneficial in terms of the time and the cost savings involved in first converting the polymer into the filament form that is common with comparable processes such as FDM. The downside is the possible adverse effects on the formation of the extruded filament and the ensuing loss of the dimensional quality. Within these limitations, dimensional variations within 10% of the actual drawing dimensions are considered as reasonable; the experimental results presented in Table 1 clearly reflect the dimensional variations to be within these reasonable limits, and the errors can further be reduced by controlling the process parameters appropriately.
Dimensional Variations in the Single-Layer Samples Printed Using ECOVIO F C2311
The next step is to assess the rate of consolidation of the material, which requires printing multilayer samples that initiate the interlayer coalescence. A three-layer rectangular specimen was successfully printed by using the previously determined optimal parameters. A photograph of the part produced to the same nominal dimensions as the single-layer sample is presented in Figure 2. The dimensional variations as measured from this sample are again similar along the length and the width directions; whereas the overall variation is slightly higher at ∼9% as listed in Table 1, and it is caused due to the additional weight of the top layers pressing the bottom ones. Further, as also observed in Figure 3, there is always an accumulation of extra material at the end of each raster line, as the extruder head stops, takes the side step, and then picks up speed in the reverse direction. Considering the 1-mm filament, this extra accumulation is substantial and leads to further loss of dimensions, but all these aspects can easily be compensated, once the material is proved to be suitable for the process. The strand structure is also still intact on the top surface, which is normal with the 1-mm filaments, as the temperature and time conditions are insufficient for the complete fusion and homogenization of the material layers.
The three-layer 40 mm × 20 mm sample printed by using ECOVIO F C2311.
A further 60 mm × 20 mm three-layer sample was also printed and subjected to three-point bending loads. The sample was quite stiff and could not be completely stretched within the limits of the grips, and the deformed part is shown in Figure 4. These initial results clearly indicate ECOVIO F C2311 as a candidate material for additive processing, and the printed parts possess good mechanical properties. A detailed parametric evaluation of this material will be presented later.

A three-layer 60 mm × 20 mm ECOVIO F C2311 sample subjected to three-point bending test.
NN41
Experimenting in similar lines, the nozzle and base-plate temperatures were estimated to be 190°C and 90°C, respectively, whereas the side-step was 1.3 mm. The dimensional variations measured from a 40 mm × 20 mm single-layer sample are listed in Table 2, and it may be noted that the error is more at ∼14.5% along the width. This is again caused by the extra accumulation of material due to the dwell periods at the ends of each raster stroke. Considering the relatively higher flow characteristics, the polymer is spread along the width. A three-layer 40 mm × 20 mm sample resulted in the dimensional variations similar to those presented in Table 2, whereas the three-point bending test conducted on a three-layer 60 mm × 20 mm sample resulted in a flexural strength of 16.63 MPa. The fractured sample is presented in the photograph of Figure 5.

The 60 mm × 20 mm samples made of NN41 and fractured under three-point bending loads.
Dimensional Variations in the Single-Layer Samples Printed Using NN41
INGEO 4042D, 4060D, 3051D, and 3251D
Similar experimental trials as used with the other two material systems are employed while evaluating all grades of INGEO polymer composites currently considered for FDM. In each case, the extrusion and base-plate temperatures are established by trial and error methods and then single- and three-layer samples are printed from dimensional variations, along with a 60 mm × 20 mm three-layer sample for three-point bending tests. The results are consolidated in Table 3. The printing trials with all the grades of this material system are quite successful, the resulting parts are glassy, and the three-point bending results indicate brittle fracture modes. However, considering that PLA compounds are already extensively evaluated for FDM, this material system is not explored further in this study, whereas a more thorough investigation of the ECOVIO system is undertaken as follows.
Initial Experimental Results Based on INGEO Polymer Grades
Further Experimental Evaluation of ECOVIO F C2311
Apart from proving to be successful from the initial tests, ECOVIO F C2311 also offered high ductility as well as flexibility. Further evaluation of the polymer composite is essential and in particular employing lower nozzle diameters. Commercial FDM systems utilize 0.3-mm nozzles, but considering the practical difficulties with the current experimental setup in terms of controlling the temperature and speed of printing, a nozzle diameter of 0.5 mm is selected for the next level of evaluation. Using the same extrusion and base-plate temperatures at 190°C and 110°C as established earlier, the polymer was extruded through a 0.5-mm nozzle, to ascertain the filament consistency. The extrusion process was consistent, whereas the filament showed signs of expansion as it had a diameter of ∼0.6 mm. Based on a single-layer sample printed, a center-to-center raster distance of 1 mm and a vertical gap of 0.5 mm were ascertained for the print settings.
A full factorial experiment was then designed considering the two temperature settings together with the variation of the print speed. Considering the optimum values ascertained from the initial trials as the nominal values, the lower and higher levels of the three factors are fixed as listed in Table 4. The nominal values are the experimental conditions established as working parameters from the initial trials. The working ranges of the critical parameters are also established from the initial trials and for a more detailed analysis, each parameter is varied at two extremes: the lower and the higher levels, which are decided based on a selected interval from the central or the nominal values. The full factorial design varying each factor at the lower and higher levels is represented by using the coded values as given in Table 5. The print speed and the extrusion speed are properly synchronized, targeting the deposition of filaments as extruded without any variations.
Factors and Levels Used for the Further Evaluation of ECOVIO F C2311
The Full Factorial Design for ECOVIO F C2311
Dog-bone-shaped tensile test specimens were printed as per the American Society for Testing Metals standards and then tested by using the Tinius Olsen equipment, loading at a rate of 30 mm/min. The specimens were measured before the test to determine the cross-sectional area to calculate the engineering stress developed in the specimen. Cross-sections of the samples were cold mounted by using an epoxy resin and observed under an optical microscope to identify the effects of process parameters on the resulting meso-structures. The experimental conditions and the critical results are listed in Table 4. For statistical validation of the reliability of the experimental results, Trial number 1 with a1b1c1 combination was repeated four times and the values of the critical response that the yield stress obtained were varied as 4.9, 4.2, 4.6, and 5.1 MPa. The average yield stress is 4.7 MPa with a standard deviation of 0.3916. Based on this, the experimental error could be estimated as within 0.7675 MPa, with a 95% confidence level. Based on linear regression, the following expression was generated for the variation of the tensile yield strength while considering only the linear effects.
Considering that ECOVIO F C2311 was designed for extrusion and with the possible presence of anti-blocking agents, the overall performance of the material for extrusion 3D printing is excellent. The dimensional stability is relatively good, and the ease of operation and overall control over the flow and the subsequent sintering are all quite favorable for extrusion 3D printing. It was observed that the extrusion temperature had the greatest effect on the tensile strength, as the four samples printed under the higher temperature showed a greater yield point. It was also observed that the components display a lower tensile strength when the base-plate temperature is lower.
Further, the results predicted by the linear regression Equation (1) are presented in Figure 6. It may be noted that the extrusion temperature has a predominant role to play in controlling the variation of the yield stress. For any given combination of the other two parameters, the yield strength increased with increasing extrusion temperature. This is probably due to sufficient thermal energy available to promote both interstrand and interlayer coalescence, resulting in larger neck regions and possibly reducing the porosity in the meso-structures. The base-plate temperature, by far, has the least effect in controlling the mechanical property data, which is expected. Once the minimum required level of envelope thermal conditions is maintained, any further variations could only cause excessive heating, overflow, and loss of dimensions. There is a slight increase in the yield strength as the print speed is increased, which is possibly due to the quick returning of the print head to any given point and the resulting condition of sustained temperature promoting effective interstrand coalescence.
Variation of yield stress of samples printed by using ECOVIO F C2311. Color images are available online.
Further Extrusion Trials with NN41 Using Nozzles of Different Sizes
As already noted earlier, the NN41 is a wood-polymer composite, prints well with a 1-mm nozzle, and is especially convenient to work with as the nozzle and base temperatures required are relatively lower. However, for commercial use, the material responses to extrusion through finer nozzle need to be evaluated. Experiments are conducted by using a 0.5-mm nozzle as discussed earlier, but the results are not as encouraging as with the ECOVIO option. The polymer extrudes first, at the temperature established from the initial testing, but after some time completely stops to flow through the nozzle. Different techniques attempted to overcome this bottleneck, such as further addition of more pellets to promote better material transfer, increasing the speed and torque of extrusion, and elevating the nozzle temperatures did not yield any useful end results. Evidently, the wood filler particles are stagnated around the inner periphery of the orifice of the extruder nozzle, as the relatively softer base polymer phase is squeezed out of the narrow zone. However, with time, the accumulation piles up, almost blocking the passage of the polymer through the orifice. This will also result in a back pressure, which further destabilizes the mechanics of the heating chamber and the polymer flow. Several repeated trials with varying process and material conditions did not result in any improvement.
Evidently, a time-dependent variation occurred in the nature of the extruded material, due to the accumulation of the filler particles. To evaluate the nature of these variations, a single-strand filament is printed continuously following the pattern as shown in the schematic of Figure 7, using a 1-mm nozzle, extrusion and base-plate temperatures 190°C and 80°C, respectively, and an extrusion speed of 800 mm/min. Cross-sections of the filament are obtained at four points, at 10 s intervals, to evaluate possible changes in the consistency of the extruded polymer composite. Moving from top to bottom, each pair of the scanning electron microscopy (SEM) photomicrographs presented in Figure 8 represents cross-sections of the strand at two different magnifications.
Schematic of the continuous strand printed extruding NN41 through a 1-mm nozzle.
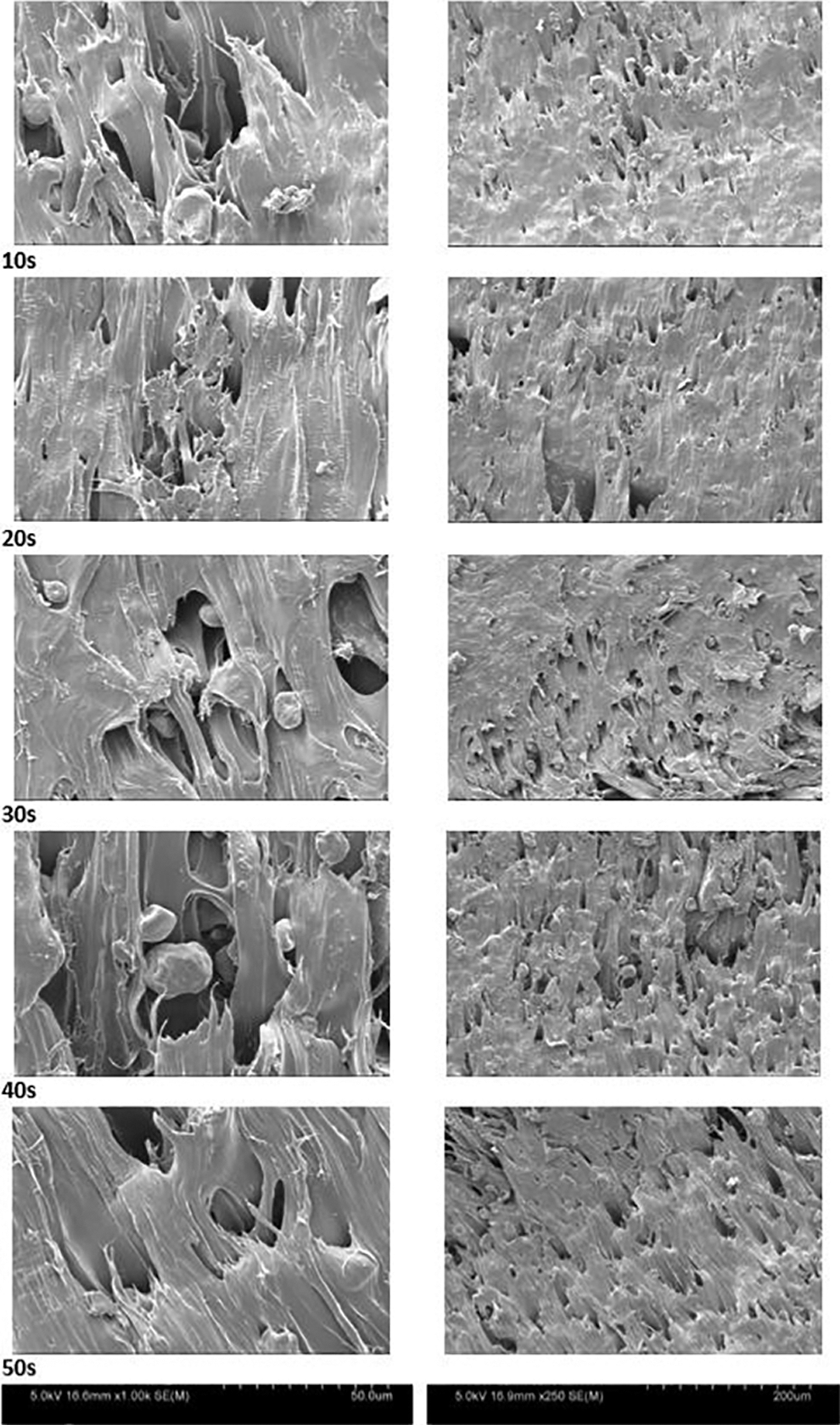
Scanning electron microscopy photomicrographs of cross-sections of the single strand at 10-s intervals (from top to bottom).
It may be noted from the SEM images of Figure 8 that the filament was relatively more uniformly filled within the cross-sectional area after 10 s into the printing. Subsequent sections show gradual accumulation of the filler material, evidence of increased viscosity in the form of stretched patterns of the base polymer, and large cavities. The nozzle diameter employed for the test being 1 mm, the differences are relatively less pronounced, but the gradual time-dependent stiffening of the polymer filament is still evident. In particular, working down the SEM images in the right column, it may be noted at a relatively lower magnification that the number and dispersion of the wrinkles created in the cross-section of the polymer strand increase as the time of extrusion increases. This is indicative of the increasing restraints for the passage of the plasticized pellets through the nozzle over time. These aspects become more pronounced as the nozzle diameter is further reduced and so the failure to be able to achieve consistency with the 0.5-mm nozzle. It is clear from these tests that the NN41 material in the current form cannot be printed by using a nozzle diameter as small as 0.5 mm.
However, the extrusion consistency is reasonable through a 1-mm nozzle, though the filament acts randomly when printed onto the print bed due to the varying viscosity depending on the amount of time elapsed during printing. To better understand the time-dependent variations, three successive single-layer samples of 50 mm × 20 mm were printed in succession, but with a 5-min gap between each pair and the critical dimensions were measured. The measured dimensions and the percent variations from the actual dimensions are recorded in Table 6. Although the length is consistently at the same level of deviation, both width and thickness values deteriorated with the passage of time. As the extrusion continues, with time, the filler particles get accumulated at the nozzle tip. The extruded filament becomes rich in the base polymer and becomes progressively softer. Considering that the raster orientation is along the direction of the width of the sample, and due to the dwell period and the gradual softening of the filament, the dimensional loss on the width will be higher. The gradual increase in the variation of the thickness is also for similar reasons.
Time-Dependent Dimensional Variations with NN41
The four repeated test cases listed in Table 6 are used to establish the statistical significance of the experimental results across printed samples over a period of time. In the case of the length, the average value is 51.85, leading to an average error percentage of 3.7%, which is low whereas the standard deviation is 0.1837. The experimental error in this case is only 0.36 mm at a 95% confidence level. The average width is 22.055 with a standard deviation of 0.7697, leading to an experimental error of 1.5 mm against the 20-mm original width, with a 95% confidence level. In the case of thickness, the average and the standard deviation values are at 3.265 mm and 0.3316, with an experimental error of 0.65 mm against the actual 3 mm at the 95% confidence level, which is considerable.
Further attempts are also made to print three-layer samples in succession, with a 5-min gap after each print. However, with more time of printing, the filament behavior is quite unpredictable as it dances around the nozzle, gets deflected, and does not stick to the printed layers. The gradual accumulation of the filler material at the tip of the nozzle actually changes the shape of the orifice, leading to a change in the shape of the extruded filament. Further, due to internal pressure, the temperature of the plasticized polymer, the incoming fresh material, the motion of the filler particles due to the continuous rotation of the feed screw, and the softened material mix will lead to a dynamic alteration of the location and shape of the opening for the extruded filament. This leads to a dynamic deflection of the filament immediately after extruding out of the nozzle and causes all the complications.
Overall, it is also difficult to print continuously with a 1-mm nozzle. The solution is to prepare the extrusion head, fill fresh material, heat up to the required temperature, and print a fresh sample with relatively fewer problems. After each print, the process needs to be halted, the nozzle taken out and cleaned, and some of the polymer accumulated at the end of the barrel to be purged out before assembling the tip again for another print. However, further trials with a 1.5-mm nozzle gave much better results and there were no time-dependent variations or problems. The filler particles might be easily passing through the nozzle with no accumulation around the tip of the extrusion head. The only downside of this is that the parts printed show up the stair-step surfaces due to the 1.5-mm filament and depending on the thermal conditions, complete interstrand sintering may not occur. Nevertheless, NN41 can be printed from the pellet form by using a nozzle diameter of 1.5 mm and above and can be an effective bio-printing option for cases not requiring reproduction of finer detail and high surface qualities.
Conclusions
A variety of biopolymer composites in pellet forms were evaluated for FDM based on a portable screw extruder mounted on a CNC system. Extrusion and base-plate temperatures and the velocity of extrusion or printing were used as the critical experimental factors. Each polymer was initially tested for suitability for printing by extrusion from the pellet form. The most promising material systems were further tested by printing multilayer specimens and evaluating dimensional variations and mechanical properties. The following are the main conclusions:
Both grades of ENPOL, G8060, and G4560J possess promising attributes for 3D printing, but they require better test facilities and possible use of special additives to control the elastic nature of the filament. ECOVIO F C2311 in the current form responded very well to extrusion 3D printing based on the conditions of the current experimental conditions. NN 41 is also a promising material system, but it needs some attention to resolve the issues around the stagnation of the filler particles around the tip of the extruder nozzle. NN41 in the current form works fine with a nozzle diameter of 1.5 mm and above and may be used for specific commercial applications.
Footnotes
Acknowledgments
The project is funded through an Auckland University of Technology subcontract of the Extrusion Plus grant received by Scion from the Ministry of Business, Innovation, and Employment, New Zealand.
Author Disclosure Statement
No competing financial interests exist.