
Abstract
The System of Rice Intensification (SRI) seeks to increase both the sustainability and the productivity of smallholder rice farms, but the adoption of this methodology is constrained by local access to appropriate mechanical equipment. Valuable information about real difficulties in the adoption of SRI was collected through communications with five field partners. Two primary mechanization obstacles were identified, that is, the availability and performance of a roller component on a push seeder and a rotor component on a push weeder. The potential of additive manufacturing (AM), and especially material extrusion three-dimensional (3D) printing (ME3DP), to assist in overcoming the identified obstacles was assessed for two cases while considering both local prototyping and low-volume production. A simplified cost model was used to compare with the cost of manufacturing both in the United States and locally in the field. The acquired data suggests that in specific cases current ME3DP technology can more rapidly provide functional parts, accelerating the design cycle and lowering cost by about a factor of 10 relative to local fabrication routes. In the case where mechanical performance is critical and dimensional precision and surface finish are not, wire arc metal AM appears promising, but it is not as economical as fabrication by traditional means in the field.
Introduction
More productive and sustainable agriculture is a continuing goal of farmers and consumers across the globe. Innovative approaches that can increase crop yield and sustainability are often coupled to increased mechanization. In the context of smallholder farms, the System of Rice Intensification (SRI) is one example. The SRI is an agro-ecological methodology for increasing the productivity of rice farming by improving the management of plants, soil, water and nutrients. It was developed in Madagascar in the 1980s and has since then spread to more than 10 million smallholder farmers in more than 50 countries.1,2
The adoption of SRI has been constrained by access to mechanical equipment, particularly for transplanting, direct-seeding, and weeding operations.3,4 The labor requirement of SRI that could be a barrier for adoption is not necessarily intensive once the methods have been learned and the mechanization of operations is implemented.5,6 However, most rice farmers in Asia and Africa are smallholder farmers who still depend on manual labor for cultivation. Mechanization for smallholder rice farming has advanced, whereas tools and equipment for SRI farming practices are not yet widely distributed. For many regions where smallholder agriculture is dominant, farming equipment is produced by local metalworkers/blacksmiths who have limited manufacturing resources.2,7 Accordingly, equipment with sufficient capability, reliability, and affordability is often unattainable. Complicated parts can rarely be fabricated locally; thus, innovative equipment development remains isolated, and customization based on local conditions is limited.
The emergence of additive manufacturing (AM) technology (also known as three-dimensional [3D] printing) motivates exploring the extent to which this technology might address SRI mechanization challenges. Compared with traditional manufacturing practices, AM can offer a means to produce low volumes of parts more economically without extensive machinery and infrastructure.8–10 The AM can offer increased customization, reduced waits and costs for replacement parts needed for individualized repairs, 11 and the acceleration of the design-prototype-test cycle that ultimately spurs innovation. 10 In this article, several AM methods are considered, 12 with the majority of focus being directed toward the popular material extrusion 3D printing (ME3DP) approach. The ME3DP method consists of extruding a polymer through a heated nozzle(s) attached to a robotic gantry, allowing a 3D object to be autonomously built layer by layer.
Although the potential of applying AM technology to agricultural tools has been mentioned in the literature,13–15 the effectiveness of AM technology for addressing the specific needs of real smallholder agriculture communities has not been thoroughly discussed. Due to technological, language, and cultural barriers, useful information on the most important mechanical obstacles for SRI adoption is difficult to obtain and worthwhile of dissemination.
This article summarizes our recent effort to: (1) identify the mechanical obstacles that hinder the adoption of SRI practices for smallholder agricultural entities; and (2) explore the extent to which AM technology can benefit such entities, particularly the ability of AM technology to economically and reliably deliver products with sufficient dimensional precision and mechanical performance. It begins with a summary of our communications with field partners regarding the mechanical obstacles faced relative to adopting SRI. Then, we assess the potential of AM technology to assist in overcoming these obstacles via two case studies comparing AM costs with traditional manufacturing, as has been done in other contexts.16–21 Some of the printed models were tested in the field for functionality and proof of concept.
Current Mechanical Obstacles in SRI Adoption
To better understand the mechanization needs of smallholder farms, and more specifically what hinders them from adopting SRI, we managed to interact directly with five field partners. The same questions on the current local state of SRI adoption, the obstacles, and mechanical limitations were asked through face-to-face meetings at Cornell, emails, questionnaires, Skype meetings, and site visits with the five partners we worked with—Mr. Asif Sharif from Pakistan; Dr. Debashish Sen from PSI, India; Mr. Yahya Salehuddin from SRI-MAS, Malaysia; Mr. Ousmane Djiré from SOCAFON, Mali; and FEDEAAROZ from Columbia. Responses from our field partners are summarized later.
Lahore, Pakistan
Mr. Asif Sharif is a farmer and innovator from Lahore, Pakistan. His agriculture company in Pakistan is committed to providing science-based solutions and effective alternatives for improving productivity and profitability. Mr. Sharif visited Cornell in December 2016, during which time he shared his company's design, prototyping, and manufacturing process, and the outstanding mechanical obstacles.
To maximize yield, precise control of plant-to-plant spacing is vital. This can be accomplished by either directly seeding in the open field or transplanting plants after they have grown from seeds in a controlled environment. Direct seeding is a much less laborious approach, but it cannot be applied to small, delicate, or expensive seed species due to inadequate planting machines available to the smallholder farmers. Selecting an exact number of seeds, especially when seeds have small and/or variable shapes, can be very challenging, for example, carrot seeds are small, and the size and shape of corn seeds vary substantially. Thus, affordable seeders customized to local seed varieties and conditions are needed.
The combination of seed size, seed shape, and local condition means that there is a low volume demand for many variations of economical seeding equipment. We infer that this makes the production of such equipment economically unfavorable for large-volume agricultural equipment companies. Further, prototyping seeder design is restricted to traditional blacksmith type manufacturing in Mr. Sharif's area. He described their manufacturing process as being driven first by physical tinkering, then by designing. Designs that have been successfully demonstrated as a prototype are then produced.
Uttarkhand, India
Dr. Debashish Sen is from PSI—a nongovernmental organization (NGO) working on sustainable rice production intensification in the Himalayan region of Uttarkhand State in India. Dr. Dehashish visited Cornell in September 2016. During the meeting and the following email communications, he explained the current situation of SRI mechanization in his region, especially the obstacles hindering the development of equipment that would facilitate farmers' adoption of sustainable rice production practices.
The adoption of SRI requires frequent mechanical weeding. 22 Therefore, adequate access to weeders is crucial for smallholder farmers to implement SRI practices. Moreover, if the weeding operation can be improved, it could be more attractive for farmers to apply SRI methodology. However, in the Himalayan region, the number of available weeders is insufficient, for example, one weeder is shared by about 10 farmers in some areas. In addition, current SRI equipment designs come from the south of India and are not suited for mountain soil. Ergonomically, available weeders are more suited for use by men (i.e., too high and too heavy), which is inconsistent with the custom of women often performing the weeding in this region.
The limited quantity of equipment in this area is attributed to a lack of skilled fabricators/welders. Equipment is typically made from plate steel, but there is not a fabricator/welder in every village. Dr. Sen estimated 10km as a typical distance from a village to a fabricator. Therefore, the number of fabricated equipment is restricted, and broken equipment is often difficult to repair. As for new designs, local blacksmiths typically cannot fabricate from drawings. They must see a prototype, which hinders the spread of new designs.
Selangor, Malaysia
Mr. Yahya Salehuddin is an equipment innovator from the NGO SRI-MAS in Malaysia, who provides leadership for SRI evaluation and innovation in the state of Selangor. We communicated through emails and Skype calls, and he described the major obstacles for SRI mechanization in Malaysia and shared with us his thoughts about modifications of current equipment.
As with our partner in Lahore, Pakistan, better seeding and transplanting machines are needed in Selangor, Malaysia. Currently, seeding is performed manually, since the locally made seeders are quite crude—they damage the seeds and cannot seed evenly. For transplanting, it is not economical to pay farmers to transplant by hand, and the existing mechanical transplanters often place too many seedlings.
As with our partner in the Himalayan region of Uttarkhand, India, Mr. Salehuddin is also looking into mechanizing the weeding process. He is primarily interested in importing motorized weeders (which are often referred to as “Weed Eaters” in the United States) that are mass-produced in China and modifying them for rice production. A specific example he mentioned involved customized “shoes” around the shaft of the device that are used to better protect rice plants from being damaged by the device during the weeding process.
Mr. Salehuddin was clearly motivated to improve existing equipment for the local requirements of smallholder farmers, but performing such modifications locally appeared to be the constraining factor.
Ségou Region, Mali
Mr. Ousmane Djiré is the technical director of a metal smith company/association in the largest irrigation rice production zone in Mali. His company imports equipment prototypes from Asia and adopts them to local conditions. Currently, the company has 17 workshops with 44 blacksmiths. During our Skype call and email communications, Mr. Djiré shared that his most substantial obstacles are similar to those previously discussed, that is, seeding and weeding.
Mr. Djiré is specifically interested in seeders. With SRI, only one to two seeds are desired per hole, but the seeders imported to date and the modifications of them have not yet been able to achieve that goal. Mr. Djiré's company does have designs/plans that might potentially address the current shortcomings. However, implementation of designs appears slow and difficult, likely due to the manufacturing challenges of more complex load-bearing parts, such as sprockets.
The manufacturing of a weeder rotor was also mentioned as being a substantial challenge by Mr. Djiré. The rotor of a weeder is the most expensive part to produce, being both time consuming and requiring precise dimensional control. Rotors are currently cut from sheet metal; then, they are welded. Mr. Djiré's company is currently able to make and sell about 200 weeders during rice season. If the manufacturing cost of the weeder rotor can be reduced, weeder price could be reduced, making mechanical weeding more feasible for smallholder farmers.
Bogotá, Columbia
FEDEAAROZ is a Colombian national association of rice farming professionals aimed at increasing the productivity and profitability of smallholder rice farmers. We were introduced to the association's achievements and challenges for SRI mechanization when we were invited to attend the Second Regional SRI Conference held in Bogotá, Colombia.
At the Bogotá office of FEDEAAROZ, researchers demonstrated to us the limitations of the current seeders and weeders. As with our other partners, current seeders in Columbia cannot fulfill the requirement of SRI (only one to two seeds should be placed in each hole). The variety of seed sizes and shapes was again pointed to as being central to this challenge. Researchers also shared a problem that they face when transplanting. One part of the transplanter breaks easily during operation and thus needs to be replaced frequently. The easily broken part is a small load-bearing part with complex geometry that is difficult to be manufactured locally. They were enthusiastic about exploring the possibility of 3D printing technology to provide a solution for this problem.
In contrast to the other partners, access to weeding equipment did not appear to be a problem. However, work is ongoing to improve the design of available weeders. They are particularly interested in designs that can accelerate the weeding process, for example, combining longitudinal and transverse motion along the rice rows. Their design process is hindered by the prototyping step, as it is time-consuming; thus, it makes the design iteration slow.
Summary of field partner interactions
Due to the widespread of SRI (among remote local communities across the globe) and the language difference between those small farms, information about general mechanical obstacles in SRI adaptions is not easily obtained; thus, its discussion is worthwhile despite the deficiencies. Although the number of our partners is not large, they are from either agriculture companies or NGOs that are exposed to many, if not all, smallholder farms in their local areas. Thus, although caution must certainly be taken in generalizing the findings presented here, the data can be interpreted as having been obtained from a substantial number of farmers.
Considering the interactions with all partners together, there are two clear mechanization obstacles shared by smallholder farmers across the globe: (1) the lack of capability to design and manufacture direct seeders that are suitable for the particulars of local seeds and conditions, and (2) the limited availability of appropriate weeders due to cost and/or reliable local manufacturing. This motivated the subsequently presented study of seeders and weeders typical of smallholder agriculture.
In this project, we focused on key components of the seeder and weeder, that is, the roller of a Jang JP-1 push seeder (Fig. 1) and the rotor of a Mandava weeder (Fig. 2). The two objects are both printable and important to the successful implementation of SRI in smallholder rice farming, yet substantially different with regard to size and mechanical demands (Fig. 3). The roller is the component of the JP-1 seeder that selects/singulates seeds. It is key to the success of a seeder for particular seeds and local conditions. It is small in size, can be printed by most ME3DP printers, and is not subjected to significant mechanical loading. The rotor of the weeder is a larger part and is the most geometrically complex part of the weeder. Its function requires it to regularly sustain significant mechanical loading. Accordingly, the rotor represents a bottleneck in local manufacturing and reliability of weeders customized to local conditions. Due to its size, the rotor can only be printed on machines with relatively large build platforms.

The Jang JP-1 push seeder that was recommended by our partner in Pakistan. Zoomed images show the roller component that was studied in Case 1: Jang JP-1 Push Seeder Roller section and printed using ME3DP thermoplastic material. 3D, three-dimensional; ME3DP, material extrusion 3D printing.

Sketch of the Mandava weeder developed by an Indian farmer. It is widely used due to its light weight. The zoomed view shows a 3D model of the rotor of the Mandava weeder, which is the most geometrically complex part of the weeder. Drawings were provided by Earth Links, Inc.
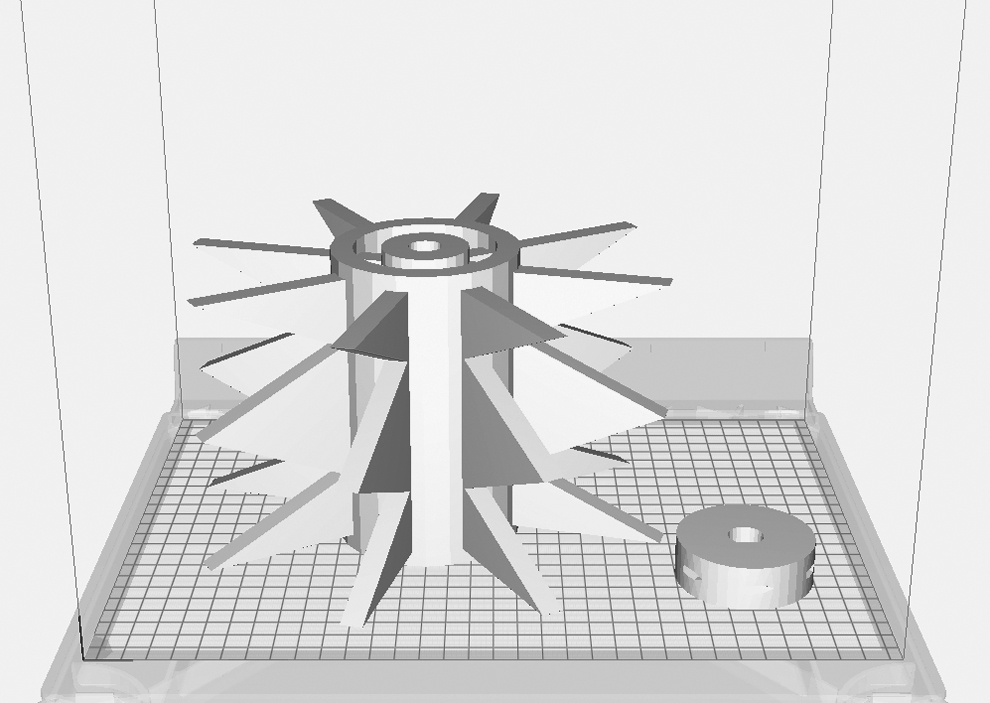
Computer models of the two components studied in this article—Mandava weeder rotor and the Jang JP-1 push seeder roller. For scale, the square grid spacing represents 1 cm.
Case 1: Jang JP-1 Push Seeder Roller
As discussed in the Current Mechanical Obstacles in SRI Adoption section, a direct push seeder that can singulate and distribute seeds is of particular interest to smallholder farmers. However, from our surveys of smallholder rice farmers, it appears that equipment capable of satisfying the SRI requirements of spacing between seed holes and the number of seeds per hole is not generally available. Motivated by this, innovative 3D models of the roller component for a prototypical push seeder, that is, the Jang JP-1 (Fig. 1), were designed at Cornell University by using AutoCAD, and the unit cost of fabricating the roller was then examined.
The costs associated with two tasks critical to SRI mechanization success were assessed: (1) fabricating functional prototypes during the design process, and (2) a low-volume production run. For design prototyping, we considered the case where five prototypes of differing geometries would be required to complete five design-build-test cycles and arrive at a final functional product design,
There is extensive literature on costing models of AM. Many focuses on large-volume manufacturing from the business point of view, where they assume large numbers of identical parts are printed in the period of 1 year.16–21
However, for smallholder farmers who are both the manufacturer and the consumer, their needs include rapid prototyping to adjust equipment to local conditions and low-volume manufacturing, which could be as low as a few customized pieces with the ME3DP method. Thus, a simplistic costing model that focuses on the ME3DP and can also be applied to other AM and traditional manufacturing methods is needed. Considering the production volumes associated with local smallholder agriculture needs, typical fabrication routes require an appreciable initial investment cost,
where
Traditional fabrication
Cost estimates were obtained for local roller fabrication from two of our field partners. Our Mali partner communicated that fabricating the roller locally by metalworkers/blacksmiths would be the most feasible approach in his setting. However, he did express concern that the dimensional precision of the final product might be insufficient for the desired function. From our communications, the tooling required before production was unclear, for example, jig creation. Thus, for simplicity, the total estimated unit cost,
To provide context, quotes were also obtained for traditional fabrication of the roller in the United States. After discussion with a senior machinist at Cornell University, we concluded that computer numerical control (CNC) machining and injection molding would be the most typical routes for fabricating the roller component in the United States. Cost estimates were subsequently obtained from two U.S. companies (ICOMold and 3D Hubs) for both CNC and injection molding approaches. Two common thermoplastic materials (nylon and acrylonitrile butadiene styrene [ABS]) were considered. Prices for prototyping (i.e.,
Unit Cost of Producing Different Numbers of Rollers for the JP-1 Seeder via Various Fabrication Methods (Information Obtained from Field Partners in April 2018 and from U.S. Companies in April 2019)
The prototyping unit cost was calculated from the initial investment cost and the fixed direct unit cost only, without considering the possibility of subsequent production volumes.
3D, three-dimensional; ABS, acrylonitrile butadiene styrene; CNC, computer numerical control; ME3DP, material extrusion 3D printing; PLA, polylactic acid.
AM cost
The simplified costing model, inspired from the literature,16–21
that focuses on the ME3DP method for prototyping and low-volume production runs is presented next. As shown in equation 1, total cost per unit is computed from the independent investment cost,
Currently, the ME3DP AM method typically requires an initial investment of ∼$100 to ∼$10,000 to acquire a printer. 23 A QIDI TECH I Dual Extruder Desktop 3D Printer was used here for cost analysis, a choice motivated by our positive experience with this particular machine (Supplementary Fig. S1). The QIDI TECH I is among the more affordable ME3DP printers, costing ∼$600, while still providing relatively high-quality builds on a build platform with reasonable size (230 × 150 × 150 mm).
For the ME3DP unit cost estimate,
Values of the parameters just cited and estimated from our ME3DP printing experience are listed in Table 2. A labor rate of $36.32/h was used, which is the average employer cost from employee compensation reported by the U.S. Bureau of Labor Statistics 24 in December 2018. For reference, this corresponded to an average wage of $24.91/h, significantly above the current minimum wage in New York State, $11.10/h. 25 Note that the labor cost listed here was based on performing the work at Cornell University, which may be different from other settings. Nonetheless, comparison with similar commercial goods suggests that the estimates used here are, indeed, reasonable.
Model Variables and Values for Additive Manufacturing Cost Estimation
Both material and labor costs contribute to
Table 1 gives the per unit total costs for the prototyping and production examples. Two cases are discussed for the ME3DP method—“printer needed” and “existing printer.” The first case considers when a new ME3DP printer must be purchased, and the second case considers when a printer has been purchased and shared within a community. The unit cost for 100 pieces was examined, considering this to represent a production volume that might be associated with delivering a roller tailored for conditions specific to a smallholder agriculture community.
The cost difference between the prototyping and production cases for ME3DP is due to the initial machine and/or labor investment before the first print of a viable prototype—such as machine purchase, printer tuning, model slicing, parameter setting, etc., which is independent of the number of prints and thus dominates the prototyping cost (where
As might be expected, the most expensive approach of those considered is outsourced injection molding within the United States. Outsourced CNC fabrication within the United States is significantly less expensive at
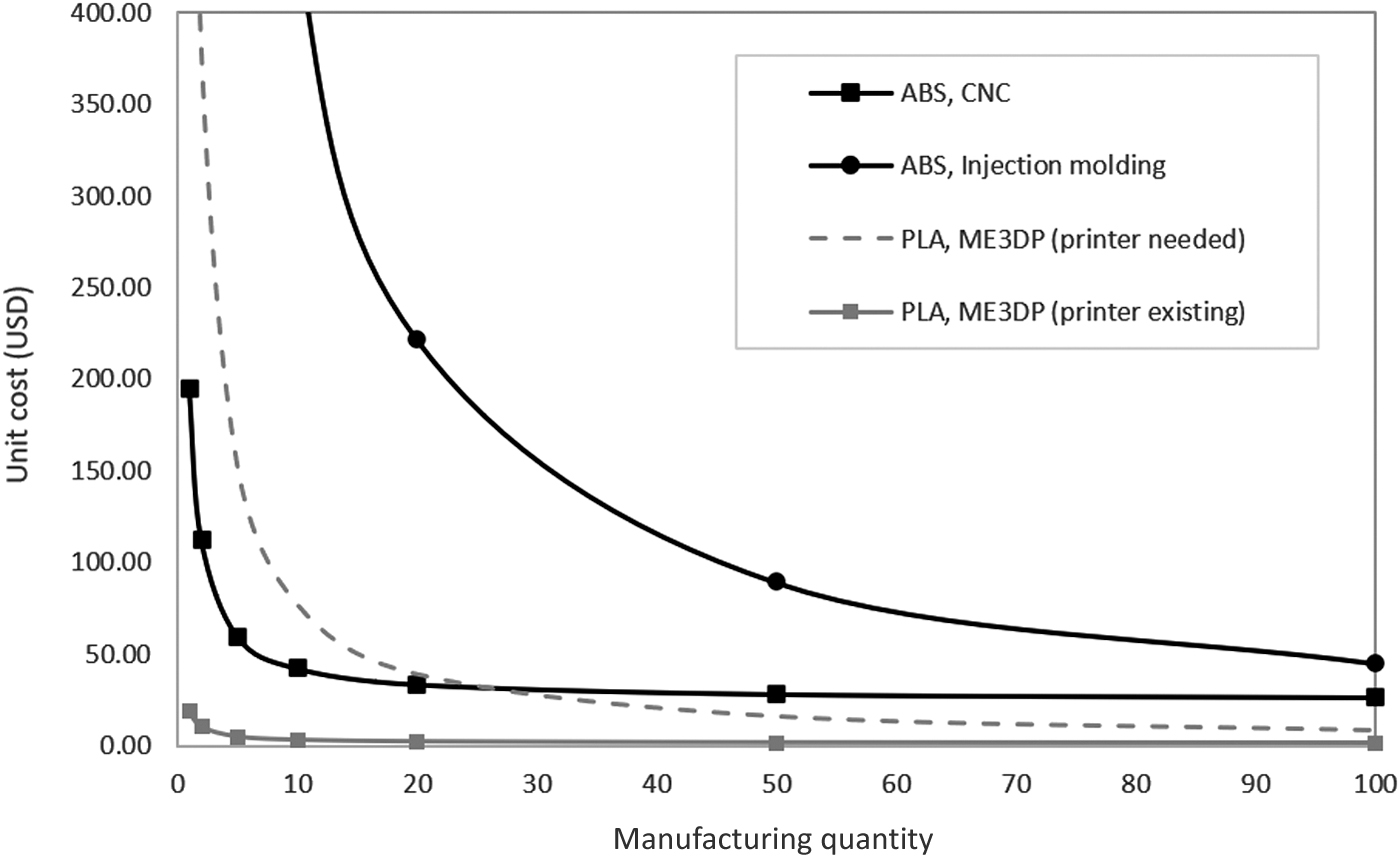
Unit cost of the JP-1 seeder roller for different fabrication methods. Curves were plotted from equation 1 with parameters obtained by fitting the model to obtained quotes. ABS, acrylonitrile butadiene styrene; CNC, computer numerical control; PLA, polylactic acid.
For prototyping, the costs associated with mold fabrication make standard injection molding a noncompetitive option (Table 1). Outsourced CNC fabrication is substantially lower in cost, yet it is still significantly above the cost of outsourced ME3DP fabrication. Even if ME3DP is done locally and requires the purchase of a printer solely for fabricating the prototypes, we estimate the cost to be below that of outsourced CNC fabrication. When an ME3DP printer is available onsite, this presents the best route for prototyping, especially when considering that single prototype rollers can be printed in a few hours as opposed to the multiple business day turnaround time offered by the outsourced fabrication routes.
The retail cost of a similar commercial product that is designed for small- to medium-sized seeds is listed in Table 1 for reference. It can be seen that fabrication via both ME3DP and the local metal shop is economically advantageous for both prototyping and production scenarios.
Prototyping using the local metal shop in Mali is also appealing for both cost and delivery time, provided the required dimensional precision can be obtained. For the printed rollers using our ME3DP printer, we measured the overall width and height of three successive prints. The dimension precision is 100.7% in the direction perpendicular to the building axes and 105.3% in the direction parallel to the building axes. Although the 5% dimensional precision error could have been reduced through calibration procedures, effort was not devoted toward this goal, given that no practical difficulty arose from the fit of the roller into the seeder. The value of precision may drop for small features such as the holes on the perimeter of the roller due to the limits of layer height and track width that are inherent in the ME3DP manufacturing method. Other factors such as the thermal distortion during the printing process may also affect the precision of the final part.
As a proof of concept, we conducted four design-build-test cycles that involved 14 distinct designs having differently shaped and/or dimensioned holes for rice seeds to be singulated. Three roller designs were tested on tilled soil during the final prototyping cycle. The average number of seeds deposited per hill for the final design approached the goal of unity, that is, 1.6 seeds per hole, with a standard deviation of 1.0. Considering that the initial design (with a seed hole size of 1.5 times the seed width) did not distribute any seeds, the progress made over the four prototyping cycles supports the assertion that by facilitating design-build-test cycles under local conditions, ME3DP technology can aid in the design of seeders that are more capable of meeting the local challenges of SRI adoption. On this point, we note that additional opportunities for improving seeder performance (beyond roller design) were identified during the prototyping cycles that could be harnessed in an actual application. The design iterations performed to date were inspired from field test results. To facilitate further improvement beyond the publication date of this article, the designs have been uploaded to an online 3D printing community.*
The proof-of-concept testing illustrated that the ME3DP used here produces rollers of sufficient dimensional accuracy, strength, wear resistance, and surface finish to fulfill their function, at least for the duration of prototype testing. Fatigue and wear performance for actual application durations beyond prototyping were not assessed.
Case 2: Mandava Weeder Rotor
The rotary weeder is another important ingredient for the successful adoption of SRI, 1 and the rotor is a key component of the weeder. Relative to other components, the rotor is the most challenging component to fabricate and it often governs the failure of existing weeders. The rotor requires high-dimensional precision, mechanical strength, and decent wear resistance (Fig. 2), motivating the selection of the Mandava weeder rotor as a case study. Drawings of the weeder rotor were provided by Earth Links, a nonprofit environmental organization, and designs of the model were evolved from existing rotors on the market.
Traditional fabrication cost
Several estimates of the cost for traditional fabrication of the Mandava weeder rotor were obtained. Mr. Djiré provided details on a common fabrication process in Mali, involving the bending, cutting, and welding of steel sheet. His estimated costs for this local fabrication route are given in Table 3. According to Mr. Djiré, a key challenge is that the dimensions of the final product are not controlled adequately, often inhibiting assembly and/or functionality. Further, the manufacturing time is longer than desired, restricting the availability of such products when considering the number of qualified labors and available tools.
Unit Cost of Producing the Mandava Weeder Rotor via Various Fabrication Methods
The quotes were obtained from field partners in April 2018 and from U.S. machine shops in February 2018. Quotes for additive manufacturing were obtained in June 2018. Both LASSP and CEE machine shops are on the Cornell Ithaca NY campus.
WAAM, wire arc additive manufacturing process.
Fabrication of the rotor in the United States was also examined. First, quotes from two independent machine shops on the Cornell University Ithaca campus were obtained. Similar to Mr. Djiré's estimate, the Cornell estimates were associated with a fabrication route that involved cutting, bending, and welding sheet steel. The estimates were partitioned into labor and material costs, with the majority of expense being associated with labor. As shown in Table 4, the labor cost is as much as 96% of the total cost. The labor cost associated with initial setup and tooling was estimated for producing two quantities of rotors, that is, 1 and 10. From equation 1, the initial setup and tooling cost,
Manufacturing Cost Breakdown of Producing one Mandava Weeder Rotor at Two Cornell University Machine Shops in Ithaca, United States (Quotes Obtained in February 2018)
Shipping Cost of 50 Rotors from the United States (Quotes Obtained in April 2019)
AM cost
Considering the mechanical and wear demands on the rotor together with the properties of AM polymers,27, 28 metal AM was of primary consideration. A very popular approach to produce metal parts of high-dimensional and mechanical qualities is powder bed fusion (PBF).29–31 Considering that typical metal PBF machines currently cost well more than $100,000, outsourcing PBF fabrication is common. Cost estimates associated with outsourcing PBF fabrication of the rotor within the United States are over an order of magnitude more expensive than traditional manufacturing (Table 3).
A more economic metal AM approach involves using the wire fed gas metal arc welding process under robotic control32–40
and is referred to as the wire arc additive manufacturing process (WAAM). Although WAAM machines can be built for as little as $2000,
32
they generally cost between tens and hundreds of thousands of dollars. Thus, similar to PBF, outsourcing WAAM fabrication is most appealing for low-volume small holder agriculture applications. Although we were unable to obtain an official quote for WAAM fabrication of the rotor, we were able to obtain the information that was necessary to speculate (Zhang Y., email communication, Jun 10, 2020; Martina F., email communication, Jun 12, 2020). An investment cost,

Unit cost of the Mandava weeder rotor via different manufacturing methods. WAAM, wire arc additive manufacturing process.
Proof-of-concept testing was not performed with the rotor, but given its function and steel construction, surface finish, and strength and wear performance are not expected to be problematic. Of greatest concern is dimensional accuracy and fit with the weeder, considering that the length scale of residual stresses associated with the WAAM build process can cause deformation. It is likely that such challenges could be addressed, but this would entail an increased cost that was not considered here, for example, building with supports.
It is also worthwhile to estimate the cost of fabricating the rotor with ME3DP technology. ME3DP technology is capable of producing fully metal parts via the extrusion of metal-infused thermoplastic filaments followed by furnace sintering. 41 However, our experience with this technology suggests that further development is needed before gaining the capability to produce parts of sufficient mechanical performance and dimensional accuracy.
A second motivation to consider ME3DP construction of the rotor is that, dramatically different rotor designs accessible to AM fabrication may provide sufficient performance with current technology, for example, polycarbonate filament. Such novel designs might be further enhanced by the use of coatings to provide sufficient wear performance. Complementing this is the point that for prototyping purposes, fatigue and wear performance of current technology may be sufficient for identifying rotor designs that are best suited for local conditions, for example, soil characteristics and ergonomics.
Given that the dimensions of the rotor exceed the workspace of our ME3DP printer and many other low-cost ME3DP printers, outsourced ME3DP fabrication costs for the rotor were obtained. As expected, the outsourced ME3DP costs are the most economical of the AM approaches considered (Fig. 5; Table 3). The cost difference between two ME3DP quotes is due to the chosen material, which results in different filament costs, printer temperature requirements, printer tuning time, etc. As previously discussed, there is a difference between the prototyping and production unit costs, but the difference is much smaller than in the previous case of the roller. This is because the rotor is larger in size, such that there can only be one rotor printed per build. Thus, the labor costs per part of printing one-offs are more similar to those for printing large numbers than they are for the roller. Altering the rotor design to consist of several smaller interlocking pieces might allow for the use of more typical low-cost ME3DP printers, via the reduction in the size of the required print bed.
Other possible implementations of low-cost ME3DP for metal printing might involve using ME3DP to print patterns for investment casting, either directly or indirectly, by printing a master pattern and then making a silicone rubber mold to produce investment patterns.42,43 Alternatively, ME3DP can be used to print molds with higher melting temperature thermoplastics that could be used for injection casting lower melting temperature thermoplastics. 44 We requested quotes from several 3D printing assisted metal casting service providers, but they were unable to provide cost estimates due to the dimension of this rotor. Thus, the potential of these technologies has been left for future work.
Summary and Conclusion
This project began by identifying dispersed field partners who could share their knowledge of local obstacles, hindering the adoption of SRI practices. To our knowledge, such information has not been collected earlier, and thus it provides an important steppingstone toward the goal of broader SRI adoption. Through the reported discussions, two prevailing mechanization obstacles were identified: (1) the lack of capability to design and manufacture direct seeders that are suitable for the particulars of local seeds and conditions, and (2) the limited availability of appropriate weeders due to cost and/or reliable local manufacturing.
Specific components were identified as the source of each obstacle, that is, the roller in a push seeder (which singulates and places seeds at the required spacing) and the rotor in a push weeder (which is the part in contact with the ground). Focusing on the ME3DP method for prototyping and low-volume production runs, a simplified costing model was built to infer the cost curve from the obtainable information. Costs for manufacturing these two components in the United States and in the field were studied and compared. The acquired data and the following field test suggest that ME3DP technology can rapidly provide functional rollers for seeders and be economically advantageous in the smallholder agriculture setting, where several design prototypes and low-volume production runs are needed.
The second case study consisted of the rotor component of a push weeder. In this case (as currently designed), thermoplastics may provide insufficient mechanical performance, thus limiting the application of established ME3DP technology to short-duration prototype tests. Although PBF metal approaches are capable of producing rotors of sufficient characteristics to perform their function, the cost of such fabrication technology is prohibitive. Thus, WAAM was considered and shown to be an economically attractive approach relative to traditional fabrication in the United States. With that said, fabrication in the field by traditional approaches remains economically superior for low-volume production. This outcome is a result of the requirement that the rotor must sustain substantial loads and resist wear to function effectively; however, it is not a part requiring high-dimensional precision.
Considering the clear benefit that ME3DP can offer when it can be effectively used, as demonstrated here for the roller, plenty of motivations exist to advance this technology so that higher performance ME3DP parts can be produced. There are a myriad of routes for attaining this goal, for example, (1) the extension of ME3DP technology to metal alloy parts of sufficient load-bearing capacity and wear resistance; (2) the improvement of the thermoplastic materials on which ME3DP printing currently relies, which is perhaps most promising in the near term; (3) the identification of designs that are capable of harnessing ME3DP technology in its current state or with small modifications, for example, coatings. For example, one might envision modifying the design of the rotor to reduce stresses and wear by utilizing the wider geometric design space offered by AM, while also examining the exciting possibility of designs with improved functionality that might have been previously unattainable with the traditional manufacturing routes that have been relied on to this point.
Footnotes
Acknowledgments
The authors are grateful to Mr. Asif Sharif, Dr. Debashish Sen, Mr. Yahya Salehuddin, Mr. Ousmane Djiré, FEDEAAROZ, and Stephen Leinau for kindly providing information and/or documents related to this project, and Devon Jenkins for his help in coordinating all the meetings with the field partners.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by Cornell University's Atkinson Center.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.