
Abstract
Al-6.0Mg-0.3Sc alloy deposits are prepared by means of a double-wire arc additive manufacturing process. The formation, porosity, metallographic structure, type of precipitated phase, and mechanical properties of the deposit are studied. Double-wire arc forming affords precision advantages over single-wire-arc forming, which is evidenced by the increased surface uniformity of the deposit. Compared with the deposit of single-wire-arc formed, the deposit of double-wire arc formed exhibits only fewer and smaller pores, and the lower process heat yields rapid solidification and tiny precipitate sizes. A larger amount of Mg and Mn is observed to be dissolved in the Al matrix of double-wire arc-formed deposit, which increases the alloy strength, and smaller primary Al3Sc phase, which exhibits excellent grain refinement. Furthermore, the presence of a high amount of Sc solid solution in the matrix of double-wire arc-formed deposit strengthens the alloy, and the melting of the rear wire “heat-treats” the substrate formed by the front wire, promotes secondary Al3Sc phase precipitation, and further strengthens the alloy. Compared with the deposit of single-wire-arc formed, the mechanical properties of double-wire arc-formed deposit show an improvement: the tensile strength, yield strength, and elongation of the horizontally oriented specimens are estimated as 363 MPa, 258 MPa, and 26%, respectively. This successful implementation of the cold metal transfer + pulse process to prepare Al-Mg alloy parts can pave the way to their industrial production. The proposed method can find wide utility in the fields of aviation, aerospace, military, and shipbuilding.
Introduction
With the development of industry, the requirements of high efficiency, light weight, and low cost are becoming higher and higher; additive manufacturing technology has attracted more and more attention. There have been more research on process parameters, component structure, performance, and other aspects.1–3 Compared with the traditional method of casting, forging, welding, and powder additive manufacturing, wire arc additive manufacturing (WAAM) has short product development cycle, high deposition efficiency, high flexibility of process equipment, high material utilization, low-cost advantages, and WAAM is suitable for large parts and components manufacturing.4–6 WAAM method used for Al-Mg-Sc alloy, the thermal cycling process characteristics of WAAM can be combined with the precipitation characteristics of Al3Sc phase to give full play to the fine-grain strengthening effect of the primary Al3Sc phase and the precipitation strengthening effect of the secondary Al3Sc phase.7–10
However, because Mg is highly active and the Al-Mg alloy is very sensitive to heat (as evidenced by increased porosity), the strength of WAAM-prepared Al-Mg alloy deposits can be insufficient for several practical applications. For example, Geng et al. manufactured 5A06 aluminum alloy deposits using gas tungsten arc welding and obtained tensile strength, yield strength, and elongation values of 273 MPa, 124 MPa, and 34%, respectively. 11 Horgar et al. prepared AA5183 aluminum alloy by means of the short-pulse arc additive manufacturing process and obtained tensile strength and yield strength of 293 and 145 MPa, respectively. 12 These mechanical properties are lower than that of a commercial wrought alloy. 13 For example, the tensile strength and yield strength of the conventional and widely used wrought 5083 alloy are 324 and 248 MPa, respectively. 11 While the use of such cold metal transfer (CMT) arcs with low heat input has become attractive for industrial applications, certain processing issues are still to be addressed. Meanwhile, CMT+Advanced (CMT+ADV) or CMT+Pulse+Advanced (CMT+PADV) processes afford the advantages of low heat input, reduced porosity, and excellent mechanical properties of the deposit.
Here, we note that in these two processes, the monolayer cross-sectional shape is spherical and the spreading property of the melt is poor; this makes the processes unsuitable for making parts. In contrast, less than half of the shape of a single-layer cross section in the CMT and CMT + P cases is spherical, and moreover, the molten pool spreads well, which makes these processes more easily applicable to actual production. The downsides of these two processes include the requirement for higher heat, formation of pores in the alloy, and resulting poor mechanical properties and differences between the horizontal and vertical orientations.5,14,15
Meanwhile, double-wire arc additive manufacturing affords the advantages of traditional WAAM as well as high deposition efficiency, reduced heat input, and reduced porosity and numbers of inclusions.16,17 In this regard, He et al. 18 prepared 5356 aluminum alloy deposits by means of double-wire tungsten arc welding. They found that the deposition rate and alloy mechanical properties were better than the corresponding ones obtained with the single-wire process. 18 Furthermore, Zhan et al. manufactured carbon steel deposits using a double-wire plasma arc heat source. Relative to the single-wire process, they observed improved grain refinement, mechanical properties, and hardness with the double-wire arc. 19 However, while double-wire arc additive systems afford certain advantages, very few reports are focused on such systems, and to the best of our knowledge, no reports have focused on the use of double-wire arc additive to manufacture Al-Mg-Sc alloy.
Against this backdrop, in this study, we fabricated Al-6.0Mg-0.3Sc alloy deposits by means of the CMT+Pulse (CMT+P) process using a double-wire arc as the heat source. The surface formation, porosity, microstructure, and mechanical properties of the deposits were compared with the corresponding ones of deposits obtained using the single-wire process. In the study, we particularly investigate the technological properties of deposits obtained via the double-wire CMT + P arc heat source and its advantages in the preparation of Al-6.0Mg-0.3Sc alloys to broaden the application scope and production of WAAM-based Al-Mg alloys.
Materials and Methods
The welding wire used for fabricating the Al-Mg-Sc alloy was provided by Fushun Dongguan Metallurgical Materials Technology Co., Ltd. The wire diameter was 1.2 mm; the wire composition is listed in Table 1. Figure 1 shows the additive manufacturing system, which includes two Fronius Advance 4000 arc welding power supplies and an ABB 2560 double-wire welding robot. The deposition process parameters are listed in Table 2. The size of the deposit was 200 × 150 mm.
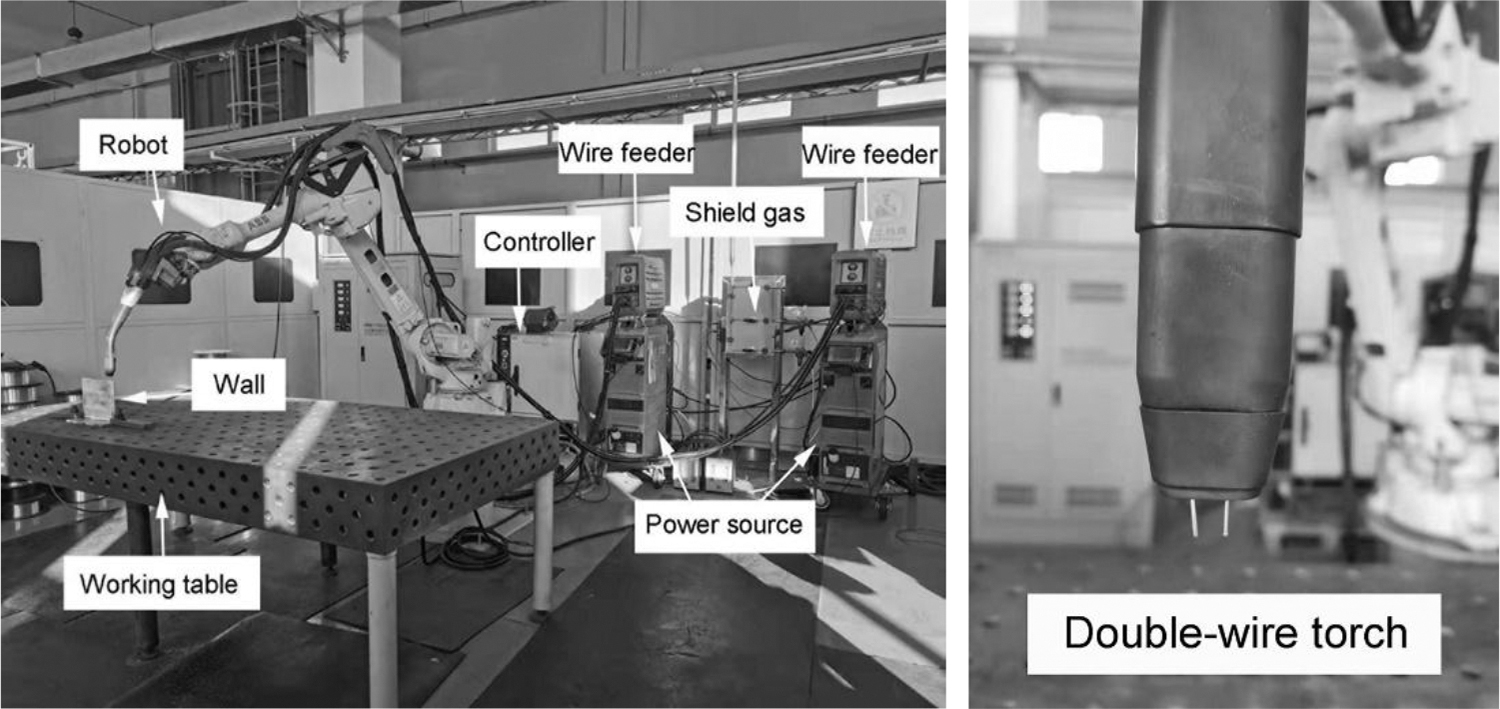
Double-wire arc additive manufacturing system.
Chemical Composition of Alloys (wt%)
Process Parameters for Deposits
CMT, cold metal transfer.
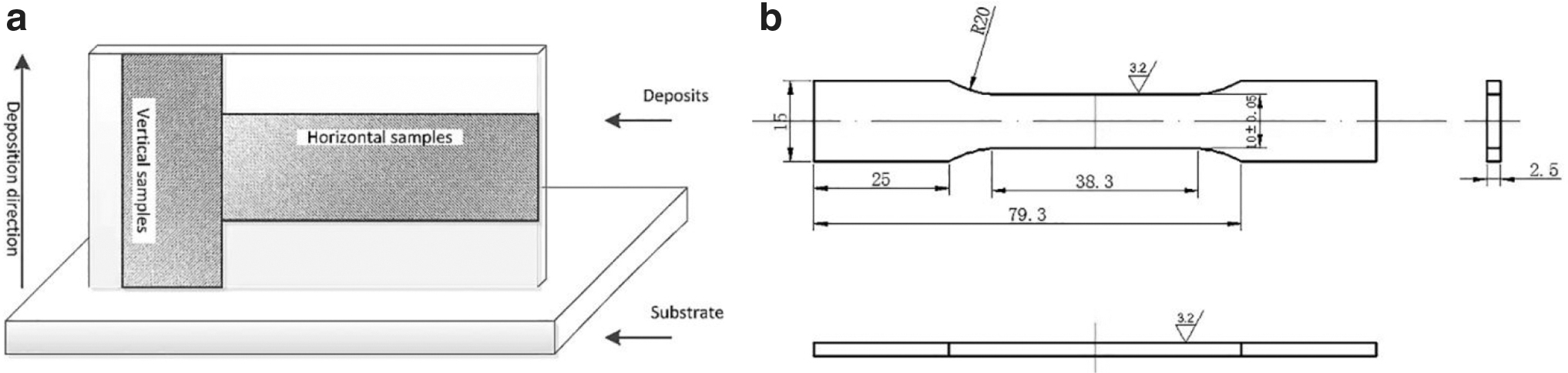
The sampling position of the deposition body and the specifications of the tensile samples are shown in Figure 2. Four tensile test samples perpendicular to the deposition direction (horizontal samples) and four tensile test samples parallel to the deposition direction (vertical samples) were extracted from each deposition body. The tensile samples were processed with the use of a milling machine; the sample size and roughness are indicated in Figure 2b. Tensile tests were conducted at room temperature with the use of the WDW-300 micro-controlled electronic universal testing machine. An ICAP7400 plasma spectrometer was used for chemical component detection. The metallographic specimens were ground and polished to a mirror finish and then etched in mixed acid reagent containing 0.5 vol% HF, 1.5 vol% HCl, and 2.5 vol% HNO3, with the balance consisting of H2O. The etching time was 20 s. A metallographic optical microscope, scanning electron microscope (SEM), energy-dispersive spectroscopy (EDS), and Themis transmission electron microscope (TEM) were used to observe the microstructure and analyze the composition.
Results and Discussion
Surface morphology and forming
Figure 3 shows the diagrams of the surface topography of the deposits. The deposit formed by the single-wire arc exhibits a rough surface and obvious “nodules.” These nodules and the gravity-driven downward flow of the process can cover two to three deposition layers, and thus, some layers appear indistinct. In contrast, the surface of the deposit formed by the double-wire arc is smooth without any nodule formation, and the texture of the layer is clear and uniform.
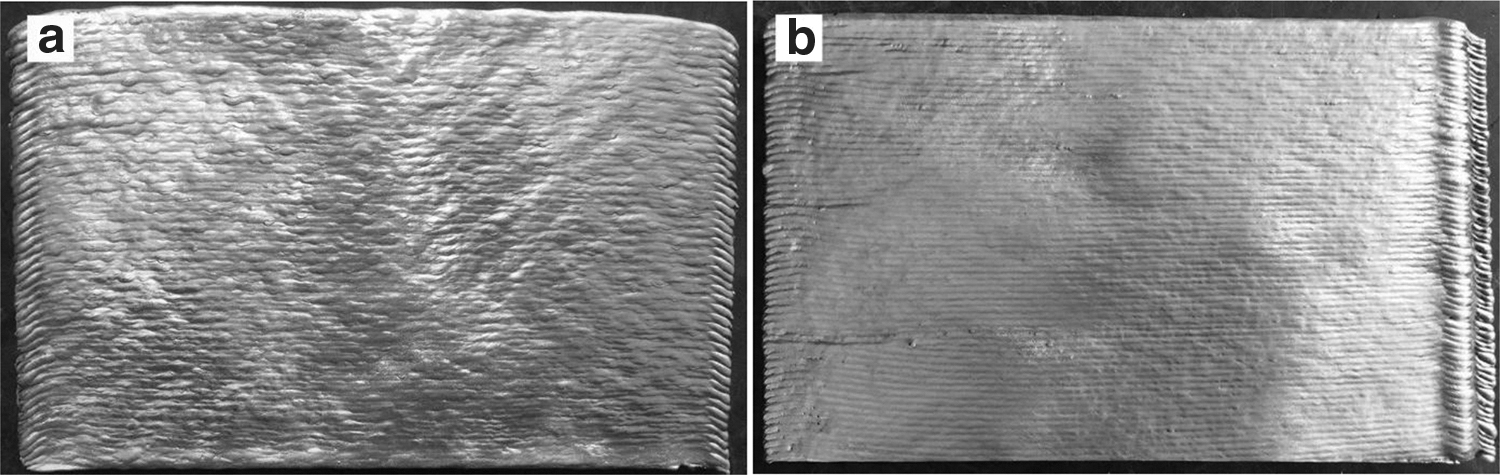
Surface morphology of deposits:
Figure 4 shows the schematic of the sample width. Furthermore, Table 3 lists the height and width of the single-wire arc-formed deposits and the double-wire arc-formed deposits, wherein d1 denotes the measured width of the deposit, d2 is the effective width of the deposit, and d2/d1 is the proportion of the effective width. It can be observed from the measurement data in Table 3, at the same feeding speed, the deposit formed by the double-wire arc has greater proportion of the effective width than that formed by the single-wire arc; thus, the former process affords better forming precision.
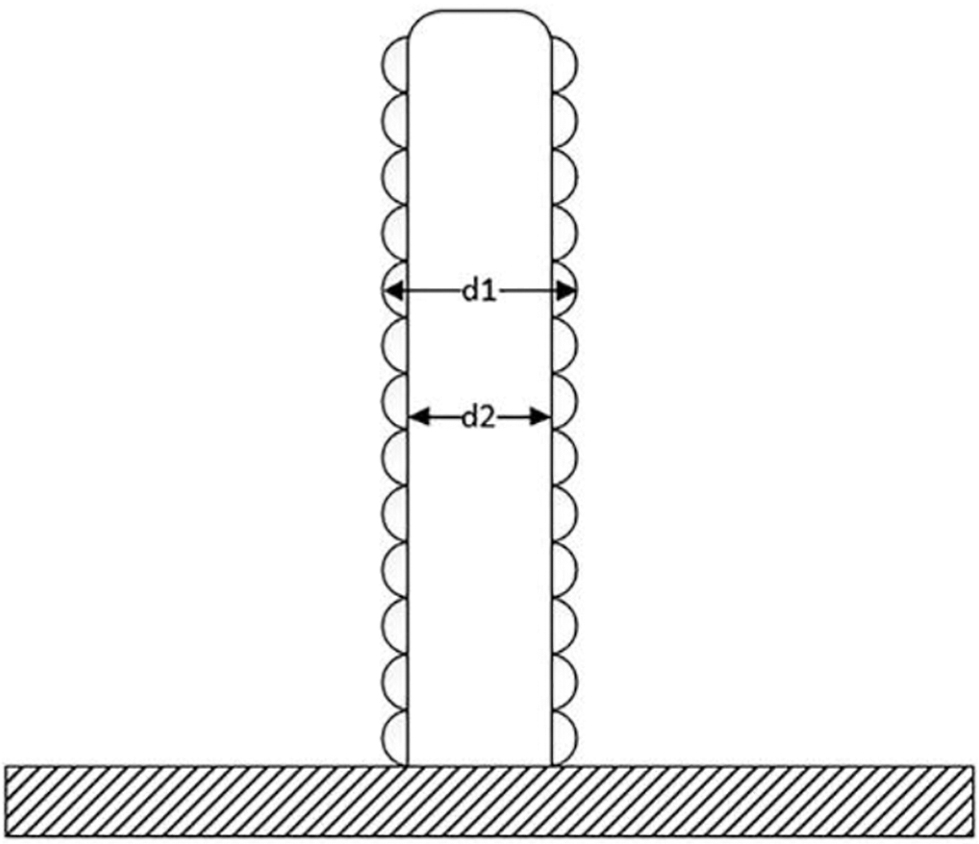
Schematic of deposit width measurement.
Height and Width of Single-Wire Arc-Formed and Double-Wire Arc-Formed Deposits
In the double-wire arc-forming process, the wire feeding speed of each wire is half that of the single-wire arc-forming process, which makes the deposit layer formed by each wire thinner and easier to control. The distance between the two-weld pool centers is ∼8 mm, the heat input is lower, and the heat distribution area is both larger and more even. Therefore, the surface in the case of double-wire arc forming is more uniform, and the forming precision is higher. Relative to the use of powder additives, the poor surface accuracy of the wire additive forms the bottleneck restricting its development. In this regard, double-wire arc additive manufacturing can effectively improve the surface-forming accuracy of Al-Mg alloy deposits, reduce the complexity of subsequent machining, and greatly promote the development of WAAM-based Al-Mg alloy fabrication.
Pores
Figure 5 compares the pores formed in the single-wire and double-wire arc processes. Figure 5a and b each composed of three consecutive pictures of the same deposition layer. The pores in the single-wire arc-formed deposit are distributed parallel to the layers. Such a linear distribution of pores reduces the strength of deposit, especially the vertical direction. However, the pores in the double-wire arc-formed deposit exhibit highly dispersed. In Figure 6, the pores with diameters >10 μm in the deposits are counted. It can be observed that the size and number of pores in the single-wire arc-formed deposit are large. There were no pores >30 μm in the double-wire arc-formed deposit, and the number of pores was fewer. There are three reasons for double-wire arc to decrease the porosity:
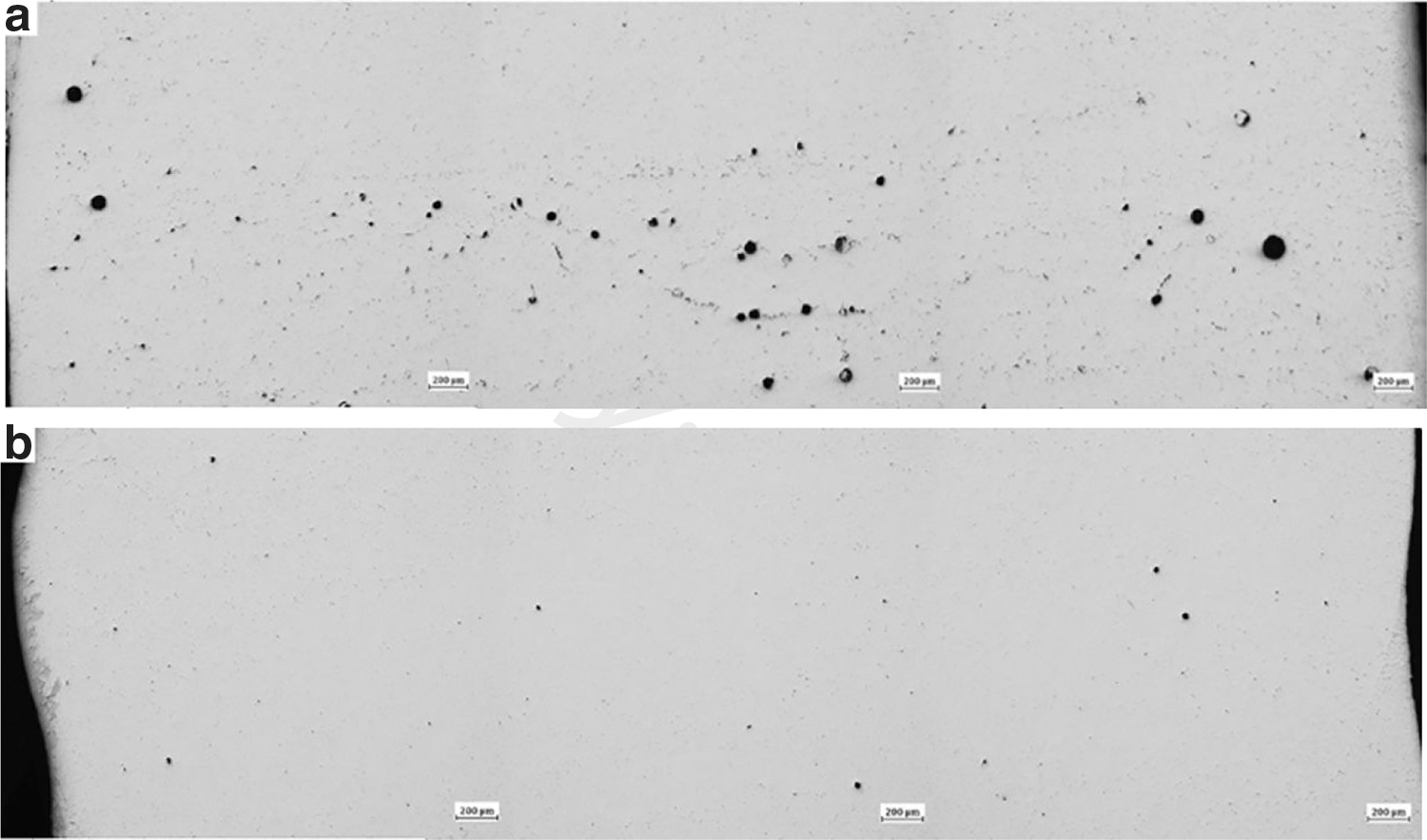
Contrast images of pores:

Statistics of the number of pores in the deposits.
Double-wire arc cause less burning loss of elemental Mg. Table 4 lists the burning loss of elemental Mg in the single-wire arc-formed deposits and the double-wire arc-formed deposits. Mg is highly active, and therefore, loose MgO is formed after Mg is burned in the WAAM process. These loose particles float on the surface of each new deposition layer. This oxide absorbs water from the air, which leads to hydrogen formation in the deposit, subsequently leading to pore formation.
Double-wire arc has low heat input. According to the heat input shown in Eq. (1), 20 the instantaneous heat input from single-wire arc forming is 149.328 J/mm, and the instantaneous heat input from each wire in double-wire arc forming is 56.84 J/mm, which is only 38% of that of single-wire arc forming.
where U is the average voltage, I is the average current, and νTS is the welding speed. For CMT technology, the energy utilization factor, η, 21 is 0.8.
Burning Loss Rate of Elemental Mg in Deposits
With low heat input, the viscosity of the Al-Mg alloy melt increases and the overall temperature of the substrate decreases. According to the bubble nucleation probability shown in Eq. (2),
22
the bubble nucleation probability decreases as the melt viscosity increases and the temperature decreases.
where
j: the number of bubble nuclei formed per unit time,
r: the critical radius of the bubble nuclei,
σ: the surface tension,
K: the Boltzmann constant (K = 1.38 × 10–16 erg/k),
T: the temperature in Kelvin (K), and
C: a constant.
The bubble growth formula, expressed in Eq. (3),
22
indicates that when the melt viscosity increases, the external pressure around the bubble increases, thereby preventing bubble growth.
where Ph is the pressure inside the bubble and PO is the external pressure that impedes bubble formation and growth.
In addition, Mg is a low evaporation element, low heat input will reduce the vaporization of Mg, thus reducing porosity.
The bubbles generated by double-wire arc process easier overflow. From Table 3, we note that the layer height of the deposit formed by the double-wire arc is 1.8 mm, and the layer height formed by each wire is 0.9 mm; this height is significantly smaller than that of the layer of the deposit formed by the single-wire arc (1.45 mm). Therefore, with double-wire arc forming, the bubble overflow channel is shortened, and the bubbles can easily overflow and reduce the pores of the deposit.
With regard to pore formation, Cong et al. found that pores can restrict the application of WAAM aluminum alloy 15 and that the presence of stomatal edges can easily lead to stress concentration and the catastrophic fracture of parts. 23 Meanwhile, the CMT + P additive aluminum alloy is suitable for industrial production, but because the process requires a large heat input, pores are easily generated, and because the cooling rate is high, the generated pores are difficult to float up and overflow. 14 The number and the size of stomata in the deposit formed by double-wire arc forming are small. Here, we note that the effect of double-wire arc forming combined with the CMT + P process on porosity is an important factor to consider when applying WAAM-based technology to the industrial production of Al-Mg alloys.
Metallographic structure and SEM analysis
Figure 7 shows the metallographic structure of the single-wire arc-formed deposits and the double-wire arc-formed deposits. It can be observed that the deposit formed by the double-wire arc has a smaller grain size than that of the deposit formed by the single-wire arc, and the average grain size decreases from ∼60 μm (single-wire) to ∼30 μm (double-wire). Furthermore, the “point shape” precipitation phase in the grain decreases markedly. Figure 8 shows SEM and EDS results corresponding to the single-wire arc-formed deposits and the double-wire arc-formed deposits. There are three main precipitated phases in the SEM image: the β(Mg2Al3) phase, the (FeMn)Al6 phase, and the primary Al3Sc phase.

Metallographic structure of deposits:
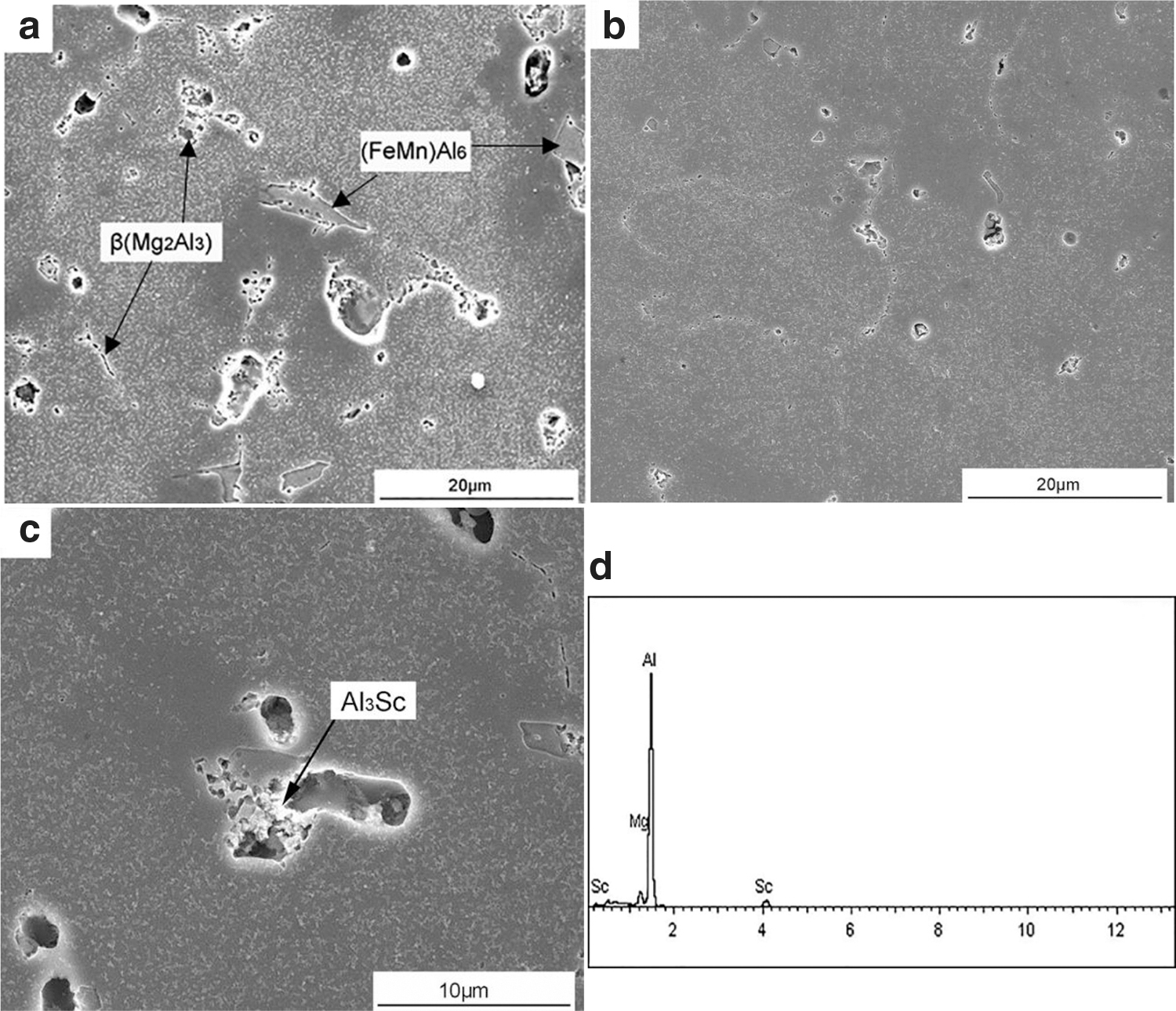
Scanning electron microscope images and EDS diagram of deposits:
The β(Mg2Al3) phase is the main precipitated phase of Al-Mg alloy, and it is found mainly along the grain boundary and discretely precipitated in a pointy manner. The (FeMn)Al6 phase takes the shape of flakes or exhibits elongated precipitation. 24 Figure 7c shows the morphology of the primary Al3Sc phase. This primary Al3Sc phase appears bright-white and clustered. When compared with the deposit formed by the single-wire arc, the amount of the three precipitated phases in the deposit formed by the double-wire arc is less and the size is smaller, the size of primary Al3Sc phase <3 μm, as can be inferred from Figure 8a and b.
The heat input of the double-wire arc-forming process was significantly smaller than that in the single-wire arc-forming process, and the cooling speed was faster, which led to the following four structural changes:
First, we consider grain refinement, similar to welding, low heat input and rapid cooling can promote grain refinement. Second, the alloying elements Mg and Mn are not precipitated in time, and most of the Mg and Mn dissolve in the Al matrix. Both Mg and Mn are solid solution enhancing elements, and the formed β(Mg2Al3) phase is face-centered cubic and brittle at room temperature, whereas the (FeMn)Al6 phase is insoluble, hard, and brittle.
21
The presence of a large amount of solid solution of Mg and Mn in the Al matrix can play a role in solid solution strengthening and improve the mechanical properties of the deposit. Third, the size of the primary Al3Sc phase of the double-wire arc-formed deposit is smaller than the single-wire arc-formed deposit (Fig. 7) and has greater fine-grain strengthening effect. The primary Al3Sc phase is a heterogeneous nucleated phase, which corresponds to a fine-grain effect.
25
Fourth, similar to the case of Mg and Mn, more Sc is dissolved in the Al matrix in the double-wire arc deposit, which provides favorable conditions for the precipitation of secondary Al3Sc phases.
TEM analysis
Figure 9 shows the TEM images of the single-wire arc-formed deposits and the double-wire arc-formed deposits (middle of the deposits). There are a large number of secondary Al3Sc phase in the double-wire arc-formed deposit, which are discrete distribution. However, only a small amount of secondary Al3Sc phase is precipitated in the deposit formed by single-wire arc forming. Figure 8c shows the morphology of the secondary Al3Sc phase; this phase is precipitated as a circular shape with a diameter of <20 nm and completely coherent with the Al matrix.

TEM and HRTEM images of deposits:
The precipitation of the secondary Al3Sc phase requires two conditions: sufficient elemental Sc in the matrix and the presence of a precipitation force such as that arising from heat treatment or rolling.
The low heat input of double-wire arc forming leads to increased Sc dissolution in the Al matrix. The two wires are positioned in the front and back and separated by a distance of ∼8 mm. The melting of the rear wire “heat treats” the matrix formed by the front wire and provides energy for the precipitation of the secondary Al3Sc phase. The presence of the secondary Al3Sc phase in the Al-Mg-Sc alloy strengthens the material. Double-wire arc forming creates favorable conditions for the precipitation of the secondary Al3Sc phase, which in turn improves the mechanical properties.
Mechanical properties and fracture morphology
Figure 10 illustrates the mechanical properties of the single-wire arc-formed deposits and the double-wire arc-formed deposits. It can be observed that the mechanical properties of the single-wire arc-formed deposition body are poor, and the mechanical properties of the vertical samples are significantly poorer than those of the horizontal samples. This is because there are many pores in the single-wire arc-formed deposition body, and the pore distribution is linearly parallel to the layer. In addition, the deposition body heat input is larger, grain size is larger, and Mg burn loss is larger. Relative to the single-wire arc-formed deposit, the mechanical properties of the double-wire arc-formed deposit are significantly improved, with the horizontal specimen's tensile strength rising from 351 to 367 MPa, yield strength rising from 249 to 258 MPa, and elongation rising from 21.5% to 26%. The mechanical properties of the horizontal and vertical specimens were consistent. This is because of the small number of pores and the small size and discrete distribution of pores in the double-wire arc-deposition body. The heat input and grain size are smaller, the burning loss of Mg is reduced, the amount of solid solution of Mg and Mn is increased, and the solid solution strengthening effect is increased. In addition, the melting of the back wire has a “heat treatment” effect on the deposition body formed by the front wire, which promotes the massive precipitation of the secondary Al3Sc phase, and the precipitation strengthening effect becomes significant.

Mechanical properties of deposits. UTS, ultimate tensile strength; YS, yield strength.
In this study, the recorded mechanical properties were far beyond those of currently reported WAAM Al-Mg alloys (yield strength <150 MPa, tensile strength <300 MPa).12,13,26 The tensile strength and elongation were greater than the corresponding standard values for medium-strength alloys according to the industrial application standard requirements set at the 2014 British Cranfield University organization WAAMMat meeting (tensile strength of 310–350 MPa, elongation >14%). 27 Furthermore, the mechanical properties of the horizontal and vertical samples are consistent. Thus, our method can find wide application in aerospace, ship, military, and other industries.
Figure 11 shows the fracture morphology of the tensile specimens of the single-wire arc-formed deposits and the double-wire arc-formed deposits. Because the specimens experienced ductile fracture, both samples exhibit obvious dimples on the fracture surface. There is a greater degree of shrinkage, and a greater number of open structures can be observed in the vertical tensile fracture single-wire arc-formed specimen, thereby indicating differences between the horizontal and vertical sample mechanical properties. The number of dimples in the horizontal tensile fracture sample obtained via double-wire arc forming increases and exhibits a tear pattern, which is a sign of high strength and toughness. The vertical fracture dimples are shallow, and the elongation decreases slightly.
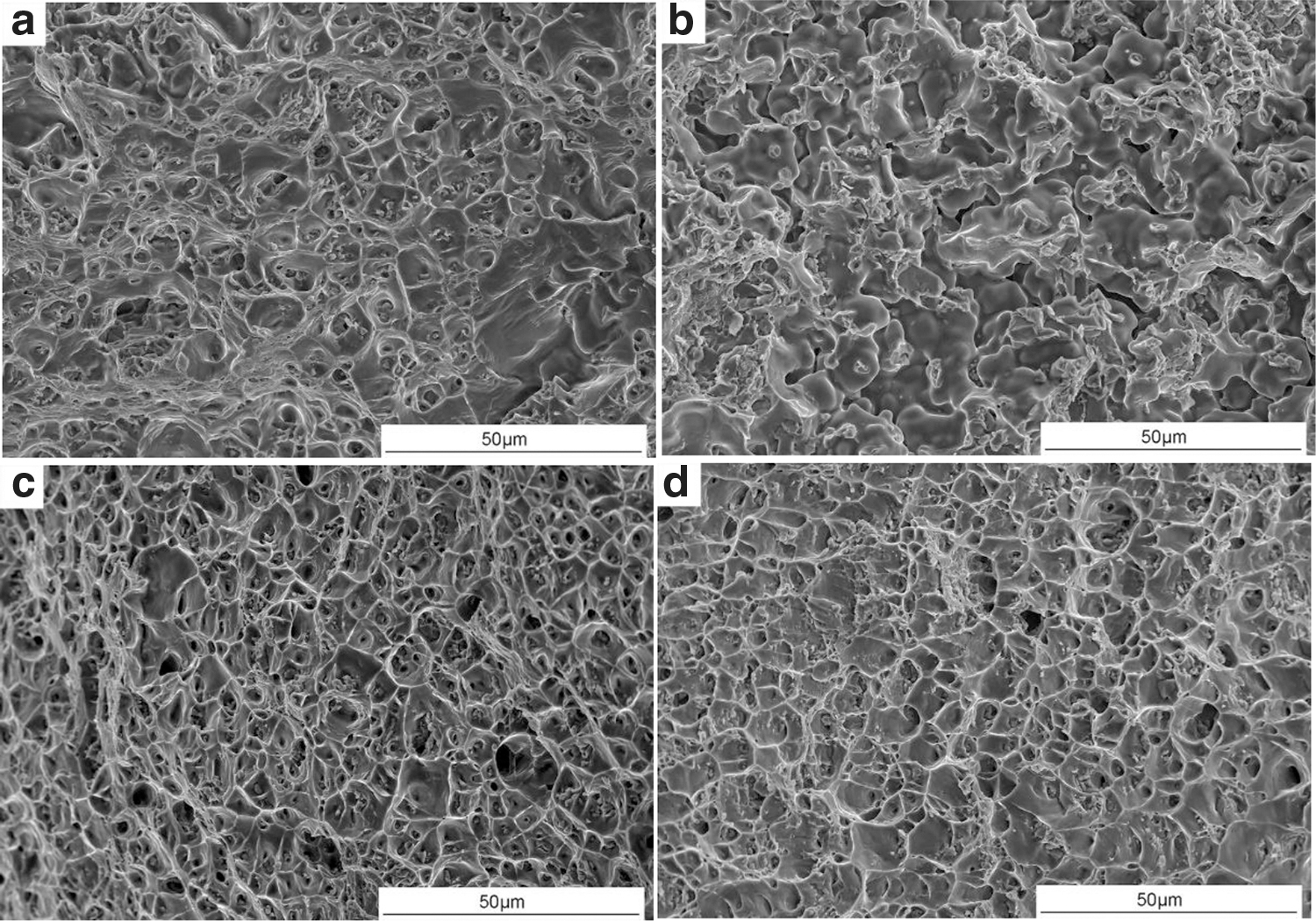
Fracture morphology of tensile specimens of deposits:
Conclusions
From our comparison of the properties of single-wire arc-formed and double-wire arc-formed Al-Mg-Sc alloys fabricated via the CMT + P process, we drew the following conclusions:
Relative to single-wire arc-forming deposit, the double-wire arc-formed deposit surface was more uniform and precise. The number and size of pores in the deposit were small, and their distribution was discrete. Moreover, the grain refinement was significant, the precipitated β(Mg2Al3) and (FeMn)Al6 phases were fewer and smaller, and the solid solution of Mg and Mn increased in the matrix, which enhanced the solid solution strengthening effect.
In the double-wire arc-formed Al-6.0Mg-0.3Sc alloy, the size of the primary Al3Sc phase <3 μm and the phase exhibited a fine-grain refining effect. The solid solution amount of Sc in the matrix also increased. The back wire melting led to the “heat treating” of the matrix formed by the front wire, leading to the precipitation of the secondary Al3Sc phase to further enhance the strengthening effect. The mechanical properties of the deposits were improved. The tensile strength of the horizontal specimens was 367 MPa, the yield strength was 258 MPa, and the elongation was 26%. The mechanical properties of the horizontal and vertical specimens were consistent.
The application of double-wire arc forming in conjunction with the CMT + P process can afford the fabrication of parts and components, which means that the WAAM-based preparation of Al-Mg alloys for engineering applications is feasible.
Our findings evidence the advantages of double-wire arc forming in WAAM. High-performance deposits could be prepared by exploiting the process efficacy and the composition characteristics of Al-Mg-Sc alloy. In the future, we plan to determine the technological parameters relevant to double-wire arc forming and suitable Al-Mg-Sc alloy compositions for industrial use.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This study was supported by the National Key Research and Development Plan “Additive Manufacturing and Laser Manufacturing” Key Project (project no. 2018yfb1106300-5).