
Abstract
Biocompatible scaffolds are porous matrices that are bone substitutes with great potential in tissue regeneration. For this, these scaffolds need to have bioactivity and biodegradability. From this perspective, 3D printing presents itself as one of the techniques with the greatest potential for scaffold manufacturing with porosity and established structure, based on 3D digital modeling. Thus, the objective of the present work was to produce 3D scaffolds from the poly (lactic acid) (PLA) and the nanostructured hydroxyapatite doped with carbonate ions (CHA). For this purpose, filaments were produced via fusion for the fused-filament 3D printing and used to produce scaffolds with 50% porosity in the cubic shape and 0/90°configuration. The dispersive energy spectroscopy and Fourier transform infrared spectroscopy (FTIR) analysis demonstrated the presence of CHA in the polymeric matrix, confirming the presence and incorporation into the composite. The thermogravimetric analysis made it possible to determine that the filler concentration incorporated in the matrix was very similar to the proposed percentage, indicating that there were no major losses in the process of obtaining the filaments. It can be assumed that the influence of CHA as a filler presents better mechanical properties up to a certain amount. The biological results point to a great potential for the application of PLA/CHA scaffolds in bone tissue engineering with effective cell adhesion, proliferation, biocompatibility, and no cytotoxicity effects.
Introduction
In recent years, tissue engineering techniques have been widely developed and used to enable the repair, preservation, or improvement of functional living tissues. Tissues, of which bones stand out, due to their function of structural support, protection, capacity for regeneration, and healing.1,2–5 When bones suffer damage or disease such as cancer and tumors, the injured area must be removed and replaced. Likewise, joint or intervertebral disc pain affects thousands of people across the planet. These regions have low regeneration and high inflammatory risk that can cause degenerative diseases.6,7
Conventional methods most used in tissue engineering are called allograft (high risk, high-potential rejection, and disease transmission) and autograft (painful and invasive). These methods require large volumes, high costs, and a compatible donor, in addition to requiring additional surgery. Traditional techniques are limited, they must be replaced, and therefore, new therapies need to be developed.8–10
Thus, new technologies are emerging and gaining prominences, such as bone scaffolds that are adapted to the unique needs of each condition and patient. Biocompatible materials such as polymers and ceramics can be benefited from the production of bioactive scaffolds. The use of these should provide physical support for the damaged tissues, as well as induce and facilitate cell infiltration and growth, aiming, in this way, to achieve tissue repair.8,10–14
Porous, biodegradable, and biocompatible scaffolds are ideal for in vivo applications, as they facilitate the regeneration process of the injured tissue or organ while accompanying the region's unique anatomy.8,15,16 In this process, the scaffolds in question should be degraded, gradually giving way to the growth of a new tissue.5,17–20
In this perspective, the use of biodegradable polymeric matrices in the production of these scaffolds stands out, since these materials are gradually degraded in the body by the hydrolysis mechanism21–24 and, at the end of it, they can be completely removed from the tissues without the generation of toxic metabolites in this process. 21
In bioengineering and the science of biomaterials, the challenge of applying these scaffolds is to create micro- and macrostructures that combine specific conditions and forms for effective cell growth.14,25,26
The study of tissue regeneration must be done by balancing the combination of osteoconductive scaffolds, osteogenic cells, and biological osteoinductive signals. The appropriate pore architecture of these scaffolds makes it possible to obtain a high surface area and adequate mechanical resistance, in addition to inducing cell growth.3,12,19,20,27
In this way, the use of 3D printing for the manufacture of porous scaffolds has been a new and efficient alternative to produce medical solutions and devices. This fact stems from the ability to model and manufacture complex and uniquely anatomical shapes.4,14,28–31
In this context, the objective of the present work was to produce 3D scaffolds from poly (lactic acid) (PLA) and nanostructured hydroxyapatite doped with carbonate ions (CHA). For this purpose, the mixtures of the polymeric matrix with the nanoparticles and the production of the filaments were via fusion, and used as a filament for 3D printing. By the fused 3D printing, scaffolds with 50% porosity in cubic shape and 0/90° configuration were produced. The scaffolds were characterized in terms of their physical/chemical properties, evaluated in terms of the distribution of charges in the polymeric matrix through electron dispersive X-ray analysis (EDX) mapping, and evaluated in terms of their biocompatibility, adhesion, and cell differentiation and their compressive strength properties.
Materials and Methods
Poly (lactic acid)
The PLA used was from NatureWorks Ingeo 4043D in the form of pellets and used as received.
Synthesis of nanostructured carbonated hydroxyapatite
The carbonated hydroxyapatite (CHA) type-B was synthesized in an aqueous medium from a solution of diammonium hydrogen phosphate [(NH4)2HPO4] containing ammonium carbonate [(NH4)2CO3], which is added with a flow rate of 30 mL/h by a peristaltic pump to a solution of calcium nitrate [Ca(NO3)2. 4 H2O] under heating in an oil bath at 37°C under constant agitation. Afterward, the phosphate solution is added, and the mixture is kept under stirring for another 1 h for digestion. The reaction pH is maintained at 12 and controlled with the addition of concentrated ammonium hydroxide (NH4OH).
Finally, the mixture was vacuum filtered through a Büchner funnel. The obtained solid was washed with type 1 ultrapure water (Milli-Q® system). This washing operation was carried out until the pH of the filtrate was close to neutral. Then, the solid was lyophilized, transformed into powder, and sieved through a 90 μm mesh, and subsequently kept in a desiccator.
Filaments for 3D printing
The filaments for filament deposition modeling (FDM) technique were produced in a twin-screw extruder (HAAKE Rheomex OS Prw16; Thermo Scientific). PLA pellets were physically mixed according to the proportion (% by mass) of 0, 5, 10, 15, and 20% CHA (respectively, samples PLA0; PLA5; PLA10; PLA15; PLA20). These were subsequently added to the extruder feed hopper, where they were mixed in a melting temperature profile of 150/160/170/180/185/190°C along with the equipment. At the extruder outlet, a circular matrix was used to obtain it in the form of filament for 3D printing.
Modeling, configuration, and 3D printing
Scaffold models were designed using the 3D modeling software Autodesk Fusion 360. The 3D printer used was the Graber i3 from the Voolt3D brand, which has a 0.4 mm nozzle. Models were configured in the Simplify3D version 3.0.2 software.
The parameters were the same for all samples and it was taken into account that for bone tissue, the pores, in general, need to be in the range of 200–400 μm to guarantee good cell penetration and good osteogenesis.7,30,31 Pores have a 400 × 400 × 400 μm dimension, extruder nozzle temperature of 190°C, bed temperature of 60°C, and printing speed of 1000 mm/min. Scaffolds were designed with a linear configuration of 0/90°7,30 for a better print quality/material deposition and, consequently, 50% of porosity due to the fact nozzle and pores have a 400 μm dimension.
Characterization
Optical microscopy
Images (Leica Application Suit 4.1.0) were taken to visualize the morphology of the printed scaffolds. The analyzed samples were frozen in liquid nitrogen and later cut, with blades, in the perpendicular direction to view the internal scaffold pores.
Fourier transform infrared spectroscopy
Fourier transform infrared spectroscopy (FTIR) was performed to evaluate samples of chemical composition. The wave number range was 400–4000 cm−1, analyzed at room temperature, in a Shimadzu model IRPrestIge-21. For this analysis, the filaments were frozen in liquid nitrogen and later ground until the powder material was obtained. Then, it was sieved through a 75 μm mesh. Tablets were made with potassium bromide (KBr) to obtain the background and later tablets from samples containing KBr were made for analysis.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed in a thermogravimetric analyzer (TA Instruments Q500), in the range of 30–700°C and a heating rate of 10°C/min under N2 atmosphere (50 mL/min). The analysis was carried out in triplicate for a more reliable determination of the residue content being used for such segments from different scaffold regions to assess whether there is homogeneity in the distribution of these particles in the polymeric matrix. To better evaluate the results, the analysis of variance (ANOVA) was used, with subsequent application of the Tukey test (α: 0.05). The power of the test was calculated in software G*power 3.1.9.2 using the post hoc test and the power >0.9.
Scanning electron microscopy with dispersive energy spectroscopy
Scanning electron microscopy with dispersive energy spectroscopy (SEM-EDS) was performed to observe the morphology of deposited scaffold filaments and mapping, chemically identifying the presence of CHA by the presence of calcium (Ca) and phosphorus (P).
For this, the filaments that make up the scaffolds were frozen in liquid nitrogen and fractured. Subsequently, they were fixed on the surface of metal stubs with the aid of a carbon ribbon. After that, the samples were taken to the Vacuum equipment model Desk V and covered with gold to make them conductive and make it possible to obtain the images. The current was 40 mA and the exposure time was 60 s. The images were obtained from the use of a secondary electron detector and used as a potential difference of 10 kV for electron acceleration. The images obtained were analyzed in the program NSS 2.3.
For spheroids seeded on the scaffolds, the samples were washed with 0.01 M phosphate-buffered saline for 5 min and then fixed in 2.5% glutaraldehyde (Sigma, St. Louis, MO) in 0.1 M sodium cacodylate buffer (Sigma) for 2 h in the dark. Subsequently, the samples were washed with a sodium cacodylate buffer for 5 min, postfixed in osmium tetroxide (Sigma) 1% diluted in 0.1 M sodium cacodylate, and kept for 30 min in the dark. Sequentially, the samples were washed three times for 5 min with 0.1 M sodium cacodylate buffer. Then, samples were dehydrated by serial washes in ethanol solutions of 10 min each, in concentrations of 30%, 50%, 70%, 90%, and 100% ethanol for three times. All steps were performed at room temperature. After dehydration, the samples were dried in a critical point device (Leica/CPDO30) and later covered with 10 nm gold by the sputtering equipment (DENTON VACUUM).
Compressive testing
Compressive strength tests were done to check the compressive strength and Young's modulus on the material z-axis in its different compositions. Samples of cubic scaffolds with 10 × 10 × 4 mm dimension were tested under conditions of acceleration 1 mm/min with a load of 10 kN based on the tests done by Korpela et al. 29 and the ASTM D695-15. To calculate the average, the highest and lowest values found for each group were discarded and, after that, the average and standard deviation were calculated. The ANOVA was used, with subsequent application of the Tukey test (α: 0.05). The power of the test was calculated in software G*power 3.1.9.2 using the post hoc test and the power >0.8.
Cytotoxicity assay
Reagents
For cell line culture, Dulbecco's modified Eagle's medium (DMEM) low medium was used, purchased from Sigma-Aldrich (product cat. D5523; St. Louis, MO). It was supplemented with 10% fetal bovine serum (FBS), purchased from Gibco BRL (cat. 12657029). For cell viability, assays were used: MTT (3- (4,5-dimethyl-2-thiazolyl) -2,5-diphenyl-2H-tetrazolium bromide (Sigma Chem. Co., Saint Louis, MO; Cat: M2128); lactate dehydrogenase (LDH), commercial nonradioactive colorimetric kit CytoTox 96 Cytotoxicity (Promega, Madison, WI; Cat G1780), and DMSO by Sigma Aldrich (cat. D4540).
Extract preparation
The extract of the five types of scaffolds (PLA0; PLA 5; PLA 10; PLA 15; and PLA 20) was prepared as the standard ISO 10993-12:201232 (Biological evaluation of medical devices—Part 12: Sample preparation and reference materials). For molded items with >1.0 mm of thickness, the extracts are obtained with an extraction ratio: 1.25 cm2 area surface/1 mL of medium. So, for each material, two scaffolds were incubated in 2 mL of DMEM with 10% FBS at 37°C for 24 ± 2 h.
Cell culture
The L-929 fibroblasts were provided from Rio de Janeiro Cell Bank (BCRJ) and used for cytotoxicity assay. The cells were expanded, cryopreserved, and evaluated for the presence of microbiological contaminants using microbiological polymerase chain reaction, and bioluminescence culture tests. Only cells free of bacteria (including mycoplasma) and fungi were used. Cell morphology was assessed using optical microscopy (ZEISS, São Paulo, Brazil).
MTT assay for cell viability
The assay was performed as given in da Luz et al. 33 About 1 × 104 cells were plated in each well in 96-well plates and incubated with DMEM 10% FBS for 24 h. So, they were exposed to DMEM +10% FBS (negative control), 1% Triton X-100 (TX-100) (positive control), and to extracts obtained as described above: PLA; PLA 5; PLA 10; PLA 15; and PLA 20. The plates were maintained for 24 h, at 37°C, in an atmosphere of 5% CO2.
Afterward, the medium was replaced, after washing with PBS, with 1 mg/mL of MTT (Sigma) in DMEM, incubated for 3 h, and unreacted dye was removed by aspiration, and the dark blue formazan crystals, which were solubilized by the addition of a 0.2% sodium dodecyl sulfate, were measured by recording changes in absorbance at 570 nm using a plate reading spectrophotometer (SynergyTM H4—Biotek). Relative cell viability (%) related to control wells containing cell culture medium without extract was calculated by (A570) test/(A570) control × 100.
LDH release assay
The assay was performed as given in da Luz et al. 33 LDH release was determined using the colorimetric CytoTox 96 Cytotoxicity Assay kit (Promega). Positive control was performed by treating cells with 1% TX-100 for 20 min.
After the extracts of the biomaterials, 30 μL of cell supernatants were transferred to new 96-well plates followed by the addition of 30 μL of substrate solution. After 20 min of incubation in the dark at RT, 30 μL of stop solution was added to each sample. Color development was proportional to the number of cells with disruption of the plasma membrane. Absorbance was measured at 490 nm.
All these procedures were done in three independent experiments in triplicate.
Data analyses
Normality tests were performed, and one-way ANOVA and unpaired t-test were applied to obtain the statistical significance of means. Differences were considered statistically significant at the 0.05 level of confidence.
Adipose tissue-derived stem/stromal cell spheroids seeding in PLA and PLA/CHA 3D-printed scaffolds
Monolayer culture
The adipose tissue-derived stem/stromal cells (ASCs) were isolated from lean subjects and cryopreserved as described by Baptista et al., 34 according to the Research Ethics Committee of Clementino Fraga Filho Hospital 826/09, of the Federal University of Rio de Janeiro, Brazil. For monolayer culture, ASC suspension at passage one was thawed and maintained with TheraPEAK MSCGM-CD, mesenchymal stem cell medium, chemically defined (Lonza, São Paulo, Brazil) at 37°C in a humid atmosphere with 5% of carbon dioxide (CO2), as previously described. 35 When passage three was reached, the cells were used for spheroid formation.
Spheroid culture
The ASC spheroids were produced by micromolded nonadhesive hydrogels with 81 circular recesses prepared using silicone molds (MicroTissues 3D Petri dish; Sigma Aldrich), as previously described. 35 The ASC spheroids were maintained at 37°C (and 5% CO2) for up to 2 days in a medium supplemented with insulin/transferrin/selenium (1 × ; Sigma), 1.25 μg/mL human albumin (Farma Biagini SPA, Castelvecchio Pascoli, Italy), 50 μg/mL ascorbic acid (Sigma), and 100 μg/mL penicillin and 100 μg/mL streptomycin (Sigma) and monitored by phase-contrast microscopy.
Seeding of ASC spheroids on PLA and PLA/CHA 3D-printed scaffolds
Initially, the 3D-printed PLA and PLA/CHA scaffolds were placed in wells of a 24-well plate. Next, 162 ASC spheroids were gradually dispersed on the surface of PLA and PLA/CHA 3D-printed scaffolds in a total volume of 200 μL. The manual dispersion of spheroids was performed in all the areas of the 3D-printed scaffolds. Next, the 3D-printed scaffolds containing the seeded spheroids were maintained at 37°C (and 5% CO2) for 24 h in a low amount of media to guarantee a better adhesion of the spheroids on the surfaces of the 3D-printed scaffolds. After 24 h, 500 μL of media for spheroid culture (previously described in topic 2.2) was added and the constructs were maintained at 37°C (and 5% CO2) for 7 days.
Results and Discussion
Optical microscopy images are shown in Figure 1. Note that the color changes from translucent (neat PLA) to an opaque tone when the CHA is added to the polymer. This behavior may be due to factors that include the difference in the refractive index between the nanoparticles and the polymeric matrix, 36 and due to the high concentration of CHA, which can result in a reduced dispersion, making it more difficult for light transmittance.37,38 Also, there is no apparent obstruction on pores and there is satisfactory interconnectivity between them. This result is advantageous from the perspective of in vivo applications since this interconnectivity allows a greater infiltration of cells, as well as the distribution of body fluids.39,40

Optical microscopy of 3D-printed scaffolds.
The results of the FTIR of PLA, CHA, and composites are shown in Figure 2. The curves show the wave numbers corresponding to the functional groups present in the samples. The results of the polymeric matrix are congruent with the literature.41–43 The PLA spectrum shows characteristic bands of its structure (-C = O: 1753 cm−1; -CH-: 2995, 2945, 2879 cm−1; -CH3: 1369, 1458 cm−1).44,45 The CHA sample exhibits characteristic bands referring to its groups of -PO43- (1039 and 1093 cm−1), CO32- (873, 1421, and 1458 cm−1), and network H2O (3439 cm−1).46–48

The obtained scaffolds show an FTIR spectrum very similar to that of neat PLA. There were no significant changes in the shape or displacement of the bands through the insertion of the CHA, indicating that it is weak or an only physical interaction between the components.49,50 In contrast, some characteristic CHA bands were overlapped by higher intensity bands of the PLA, and are not visible due to a lower proportion of CHA in the systems. In addition, as shown in Figure 2B (FTIR expansion between 640 and 520 cm−1), the presence of CHA bands in the systems confirms the nanoparticle incorporation. This finding is also confirmed by the TGA technique that shows the incorporation of CHA by increasing the residue after its thermal degradation.
The TGA is shown in Figure 2C, regarding the degradation of pure materials, it can be observed that the PLA exhibits a Tonset of 351°C and presents only one loss event that corresponds to the degradation of its chains that degrade almost completely. This result is in agreement with the PLA matrix degradation described in the literature.51–53 The CHA degradation shows the high stability of these particles that presents only 10% of mass loss relative to water loss, structural humidity, and decomposition of surface carbonate groups.54,55 In all composite samples, it is observed that the presence of CHA causes an increase in thermal stability in relation to the pure polymeric matrix.
The residue content values were PLA0 (0.3 ± 0.1%); PLA5 (3.6 ± 0.7%); PLA10 (9.2 ± 0.4%); PLA15 (14.3 ± 0.9%); and PLA20 (17.5 ± 1.1%). Which for composites estimates the amount of inorganic filler, in this case, CHA present in the analyzed samples. By the way, for neat PLA, the residue of 0.3% corresponds to occasional impurities and the inorganic element in the polymerization initiator. The desired amount of 20% CHA has not been achieved. It is noted that it is close to values of 15%, corroborating the difficulty of inserting filler levels above 15% by the method adopted.
Besides, it is observed that the measurement error estimated by performing the triplicate of this analysis indicates that there is a homogeneous distribution of these particles along the scaffold since the standard deviations found are low. Besides that, the SEM results in Figure 3 show the presence of clusters of CHA (highlighted particles) that come in different shapes and sizes. These results point to obtaining systems with good particle distribution, but poor dispersion of them.

SEM element mapping of fractured scaffolds. SEM, scanning electron microscopy. Color images are available online.
In the mixture of polymer with nanometric filler, via the fusion process, obtaining homogeneous composites with good dispersion and distribution of the nanoparticle is difficult. In general, aggregates are formed by particle coalescence in more concentrated systems. This behavior is due to the high number of particles in the medium that increases the probability of shock between the particles and, consequently, their agglomeration.56,57
The chemical mapping of samples can be seen, the C (red) and O (green), over the entire length of the material, because they are the chemical elements of the polymeric matrix. In the composites samples specifically, the presence of Ca (blue) and P (yellow) is apparent, confirming the incorporation of CHA in these systems following the results of TGA and FTIR.
From a biological point of view, the presence of clusters scattered randomly can be a positive factor for the anchoring of cells to trigger bone cell differentiation. 58 On the contrary, from a mechanical standpoint, these agglomerates can form areas of fragile points that will cause greater crack propagation. 59 In this way, to better understand the mechanical properties of these materials, the compressive strength and elastic modulus results for each sample are shown in Table 1. From these results, it is possible to verify that the addition of CHA tends to numerically increase the compressive strength and elastic modulus in concentrations up to 15%. This increase was statistically significant only for the PLA15 system. The PLA20 system, on the contrary, exhibited a reduction in compressive properties.
Average Compressive Strength and Young's Modulus
Averages followed by different letters differ (p ≤ 0.05).
The gradual and initial (until 10% CHA) little increase in properties denotes a behavior of microparticulate systems reflecting the particle agglomeration observed by SEM. Furthermore, for PLA20, the high agglomeration may have promoted the formation of larger regions of clusters that contributed negatively to the mechanical properties, generating low interaction and fragile sites, which increase the propagation of fractures as seen by other studies.56,58–60
Regarding the biological aspect, as can be observed in Figure 4, cytotoxicity was not observed for any of the tested biomaterials, either in MTT or LDH assays.

Effects of PLA+CHA scaffolds on cell cytotoxicity. Graphs showing the effects of extracts of five types of biomaterials (PLA; PLA5; PLA10; PLA15; and PLA20) in L-929 cells after 24 h of incubation upon an
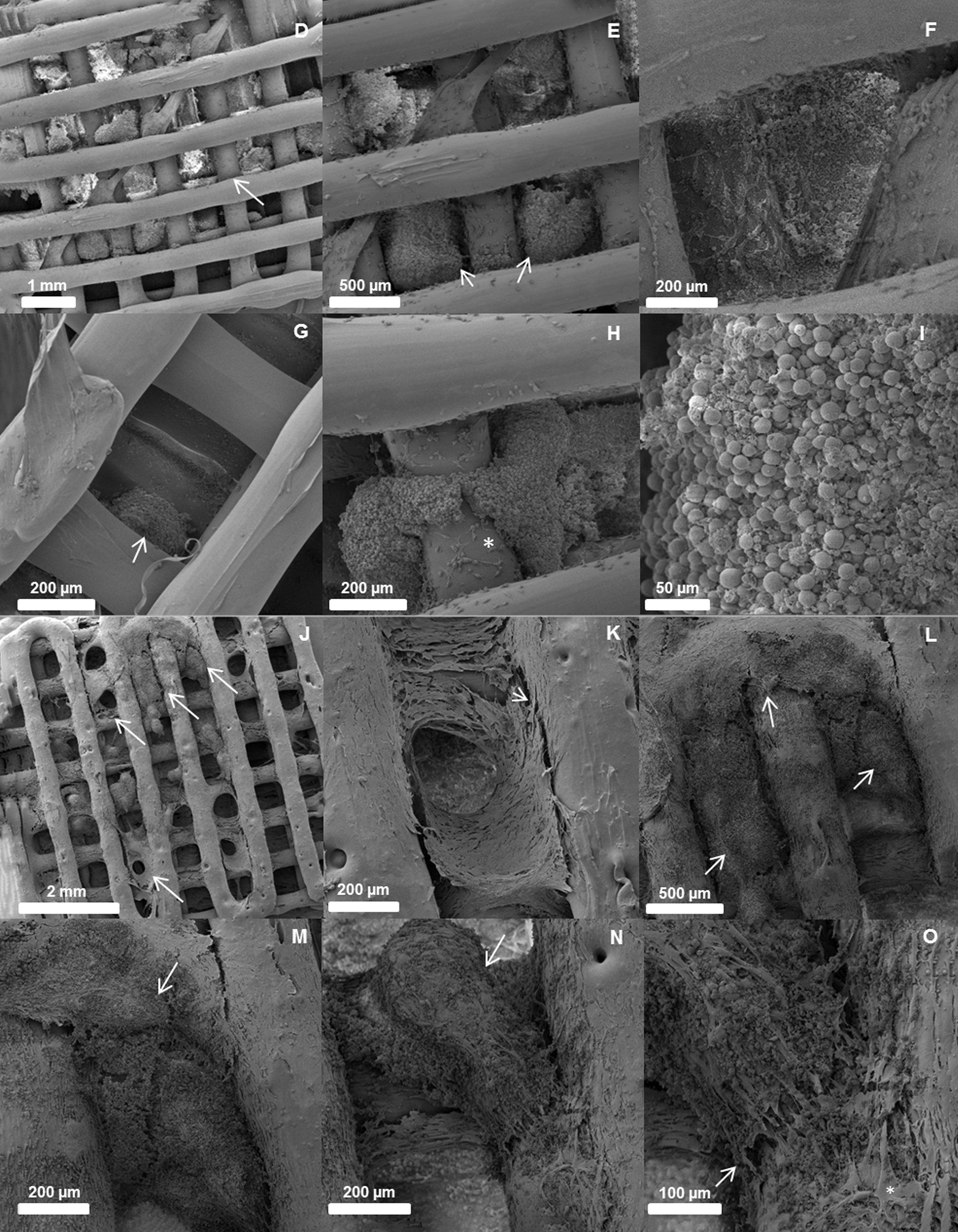
To evaluate the interaction of ASC spheroids (Fig. 5C) after seeded on the PLA and PLA/CHA scaffolds, SEM analysis was performed (Fig. 5D–O). After seeded on PLA scaffold, the spheroids undergo a fusion process (Fig. 5E) and are able to interact in different areas on the surface of the PLA scaffold (Fig. 5E–G). Observe that cells spread on the surface of the scaffold (Fig. 5H). Also, the fused spheroids interacted and spread on the surface of the PLA scaffold (Fig. 5H).
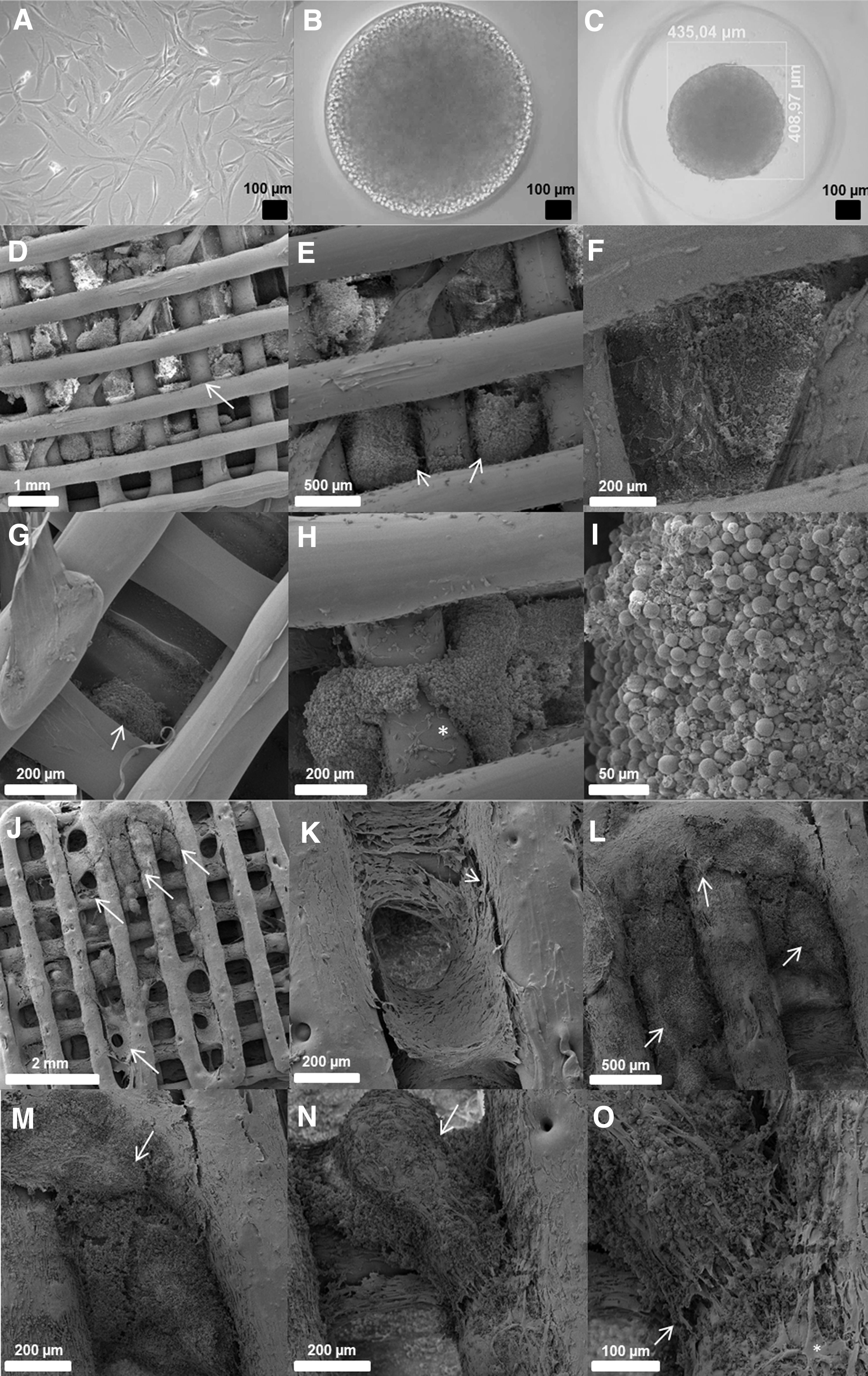
ASC spheroids show a greater interaction and cell migration on PLA/CHA 3D-printed scaffold. Optical micrographs of ASC monolayer
When seeded on the surface of the PLA/CHA scaffold, the ASC spheroids show an enhanced fusion (Fig. 5K, L) which allows a better interaction, even in a larger distance (Fig. 5K–M). Also, the cells were more spread in all areas of PLA/CHA scaffold (Fig. 5L). Note that the fused spheroids on the surface of the PLA/CHA scaffold show a higher density of cells (Fig. 5M). Another difference was the capacity of the cells to migrate from the fused spheroids, which was improved in the PLA/CHA scaffold (Fig. 5N, O).
The biological tests suggest that all systems are biocompatible and enable cell adhesion and differentiation on the surface of the scaffolds. These results are in agreement with the literature that indicates that the PLA matrix does not exhibit toxicity and presents itself as a promising matrix for tissue engineering.61–63 In addition, the literature also highlights that the use of nanoparticles as hydroxyapatite and CHA is able to increase the biocompatibility, adhesion, and bioactivity of systems for bone regeneration.64–66
Conclusion
The results indicate that the materials obtained based on PLA and CHA present promising characteristics regarding the application of scaffolds aiming at bone tissue engineering. SEM analyses reveal poor filler dispersion due to the high levels of nanoparticles used that resulted in clusters with different dimensions, confirmed as CHA through the mapping of EDS, having in these clusters increasingly larger areas as it was added in greater proportions. Despite the low filler dispersion efficiency in the polymeric matrix, the results of TGA showed that the amount of filler added is close to the theoretical target value and elucidated that the fillers are well distributed in the PLA matrix scaffolds.
The SEM and TGA results also reveal that there were effective incorporation and distribution of the filler in the polymeric matrix. The FTIR indicates a weak interaction between the constituents of the system and exhibits patterns such as in the literature, with no major distortions of the bands and peaks obtained. Despite the low dispersion of the filler in the polymeric matrix, it increased the mechanical resistance for samples PLA5, PLA10, and PLA15.
Finally, biological tests suggest that all the materials produced are nontoxic, biocompatible, and indicate that there are concrete cell adhesion and differentiation on the surface of neat PLA and composite scaffolds. Also, ASC spheroids presented an enhanced interaction with PLA/CHA scaffolds showing an intrinsic capacity of ASCs to spread onto scaffold surfaces. We can speculate that once the construct is transplanted, ASCs will be retained in the implantation site supporting bone regeneration.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
We would like to thank Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) through two national grants 457541/2013-0 and 467513/2014-7, Fundação Carlos Chagas Filho de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ) through state grant 202.831/2015, and Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) through Finance Code 001. This study was financed, in part, by those funders and supported by Instituto Nacional de Ciência e Tecnologia em Medicina Regenerativa - INCT Regenera.