
Abstract
Recently, there has been an increasing interest on the sustainability advantage of 3D concrete printing (3DCP), where the original cement-based mixtures used for printing could be replaced or incorporated with environmental-friendly materials. The development in digital modeling and design tools also creates a new realm of form-finding architecture for 3DCP, which is based on topological optimization of volumetric mass and physical performance. This review provides a perspective of using different green cementitious materials, applications of structural optimization, and modularization methods for realizing sustainable construction with additive manufacturing. The fresh and hardened mechanical properties of various sustainable materials for extrusion-based 3D printing are presented, followed by discussions on different topology optimization techniques. The current state of global research and industrial applications in 3DCP, along with the development of sustainable construction materials, is also summarized. Finally, research and practical gaps identified in this review lead to several recommendations on material developments, digital design tool's prospects for 3DCP to achieve the sustainability goal.
Introduction
The rapid development in 3D concrete printing (3DCP) technology has provided a new perspective in the traditional construction industry in recent years. 3DCP is distinguished from the traditional construction process in terms of (1) greater geometrical freedom that allows the fabrication of complex structures 1 ; (2) less reliance on conventional formworks and labor works, resulting in the reduction to overall construction cost2,3; and (3) improved construction productivity in simple structure compared with the precast method. 3 These advantages explain the increasing popularity of 3DCP among worldwide research groups. Meanwhile, the breakthrough development in industrial applications has also demonstrated the feasibility and necessity of transforming the construction industry toward automation and digitalization. 4
Typical 3DCP process uses natural river sand and ordinary Portland cement (OPC) as prime raw material.5–8 The production of OPC alone accounts for 5% of global anthropogenic CO2 emissions, 9 and the increasing demand for river sand also leads to overexploitation of such resources and potential negative environmental impacts. 10 Therefore, the construction industry faces the pressure to reduce the consumption of cement and natural river sand, and consequently, promoting the usage of waste materials is recommended. 11 Replacing OPC or sand with different kinds of waste materials, or making use of earth materials, lays the foundation of sustainable construction materials.
Apart from finding alternatives to raw materials in conventional concrete, another possible strategy is to minimize material usage using structural optimization or form-finding methods.12–14 The optimization tool aims to reduce construction materials within the space of structure, while not sacrificing the structural performance when subjected to predefined loadings. Such topology optimization (TOP) techniques further enable the practicality of large-scale 3DCP to construct large and complex structures efficiently with minimum construction cost. 15 Therefore, structural optimization tools play a natural role in achieving sustainable structures with 3DCP in combination with the suitable choices of materials. This TOP could also be combined with prefabrication or modularization approaches to further enhance the efficiency in construction of large-scaled structures such as bridge and house.
The operation of 3DCP is complicated and often involves multidisciplinary research, such as material, structure design, and automation. This explains the diversified topics among various emerging review articles on this area, including (1) challenges, opportunities, and potentials of 3DCP in different application areas4,16–20; (2) mechanisms of printing techniques21,22; (3) concrete mixture design and material properties23–25 ; and (4) industrialization and realized projects.1,26,27 However, despite the increasing number of new materials being reported for 3DCP, there is currently a lack of general definition of sustainable material in 3DCP and thereby insufficient review work in this regard. In line with these increasing requirements, the current article presents a systematic and comprehensive review that aims at bridging the existing gap while promoting sustainability in 3DCP. From the point of view of life cycle analysis (LCA), the process of 3DCP is composed of four stages, including (1) material acquisition, (2) construction and assembly, (3) building operation and maintenance, and (4) demolition.28,29 For the current review, the sustainable aspects will be primarily reflected by the first two stages. In Background of Additive Manufacturing in Construction section, the research trend of 3DCP is demonstrated through geographical distribution of existing publications, and the industrial applications for 3DCP were discussed. 3D Printable Materials section provides a comprehensive review of documented research works on the fresh and hardened properties of different sustainable construction materials utilized in extrusion-based 3D printing. Finally, Innovative designs for 3DCP section discusses the optimization tools and fabrication techniques that have been used in 3DCP to realize the sustainable structures.
Background of Additive Manufacturing in Construction
In recent years, digital fabrication techniques with concrete have seen a large amount of research and industrial activity compared to other manufacturing processes. Depending on the availability of formwork during concrete fabrication, the family of Digital Concrete is divided into two categories: (1) 3DCP with no formwork, which is achieved through layer-by-layer stacking of extruded filaments, selective binding particle-bed 3D printing, and shotcrete technique and (2) nonconventional formwork, including stay-in-place formwork and temporary formwork. Figure 1a gives information about the two major categories of Digital Concrete.

Among all, extrusion-based 3DCP is currently getting lots of attention worldwide21,30 due to its high-level technical readiness of automatic construction and high economic benefits resulted from nonformwork features.18,31 Compared with conventional cast concrete, the extrusion-based 3D-printable concrete has higher requirements for material properties due to the twofold features. On one hand, it is expected to have adequate workability to be transported to the printhead and extruded out of the nozzle. On the other hand, soon after the extrusion the material should develop high early strength to support subsequent layers without significant deformation. Figure 1b–g shows some examples of large-scale extrusion-based 3D printed structures for different applications. There are several types of printer used in 3DCP, including gantry printer, robotic printer, crane printer, smart robot system, etc.32–35 The process starts with pumping and/or extrusion of fresh concrete (typically mortar), which demands the material to exhibit low viscosity behavior followed by layer wise deposition. For a successful 3D-printed structure, material should possess high yield stress and structural built-up properties after the extrusion, which can be controlled by tailoring the mix compositions at microscale. More details about 3D printable material development work can be found in 3D Printable Materials section.
Publication trends in 3DCP
Figure 2a illustrates the publication trend of 3DCP over the past 10 years, consisting of general publications, publications on sustainable construction materials for printing, and review articles. During the first 6 years since 2009, the publications remained limited. However, there has been a significant increase in journal articles and conference articles since 2016, and the publication number in 2019 experienced a threefold increase compared to that in 2016. Similar to general publications, the number of articles relevant to sustainable concrete in 3DCP also surged between the years 2017 and 2019, which exemplifies an increasing initiative for incorporating sustainability into 3DCP from the perspective of materials.
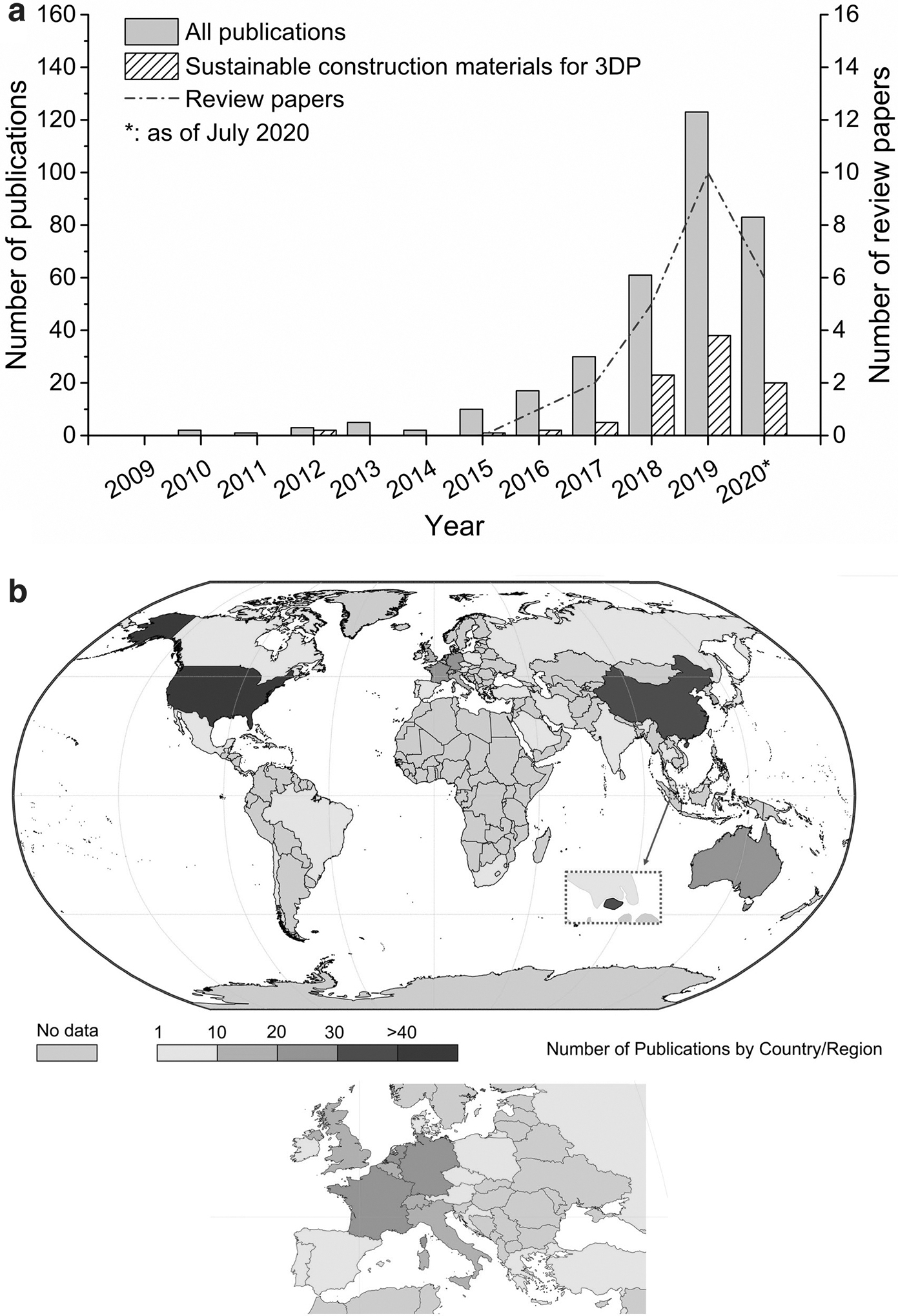
The geographical locations of these publications over the same period are illustrated in Figure 2b. The origin of each publication was based on the affiliation of first author. Until the middle of 2020, United States contributed the most in the field of 3DCP, which is in agreement with Ref. 36 A clear trend of international collaboration was identified, and a recent example was the Second RILEM International Conference on Concrete and Digital Fabrication hosted in July 2020. The Conference was carried out through online platforms, where global researchers communicated with each other over their research progresses and innovative thoughts about the future of digital concrete fabrication, including not only mixture design and material property but also structural behavior and large-scale industrialization, further extending to sustainability and LCA.
Industrial applications in 3DCP
Apart from the increasing research works, there has been an upward trend in the realized 3DCP industrial projects over the last decade. 30 Table 1 provides insights into large-scale global projects achieved by different 3DCP-based organizations/teams in the recent 5 years. The printed structures are categorized into three groups: (1) building with its components, including 3D-printed house and office and so on (Fig. 1b, c); (2) infrastructure application, including 3D-printed bridges for pedestrians, printed structural component as part of infrastructure project, and so on (Fig. 1d, e); and (3) architectural structure: serving for pure esthetic purpose or getting incorporated with the ecological system (Fig. 1f, g). Conclusions section provides further discussions on various fabrication techniques of these optimized structures.
Realized Global 3DCP Projects Since 2014
3DCP, 3D concrete printing; C, Crane; E, Extrusion; G, Gantry; P, Particle bed; R, Robotic.
3D Printable Materials
OPC-based sustainable material
Background
The OPC-based concrete remains popular among material selection for Additive Manufacturing (AM). However, recently there is an increasing interest in studying the properties of sustainable printable concrete in which OPC is partially replaced by supplementary cementitious material (SCM). SCM includes fly ash (FA), silica fume (SF), ground blast furnace slag (slag), rice husk ash etc. Replacing OPC with SCM, particularly FA, contributes to lowering CO2 emission since the cement production leads to massive CO2 generation. 37 In addition, the limestone calcined clay cement (LC 3 ), a ternary blended cement, comprising calcined clay, limestone, and OPC, has also been utilized in 3DCP to promote the sustainability.38–40 Table 2 presents a summary of the mixture design for OPC-based sustainable materials from literature. The ongoing research progress in 3DCP of OPC-based mixes shows that researchers have mostly used SCM to modify the material rheology, and in some instances, chemical admixtures, as well as nano materials, such as nanoclay have been used to tune extrudability and buildability properties.
Mixture Design of Ordinary Portland Cement-Based Sustainable Materials for 3D Printing
FA, fly ash; OPC, ordinary Portland cement; RA, rice husk ash; SCM, supplementary cementitious material; SF, silica fume.
Effect of SCM on extrusion rheology and buildability
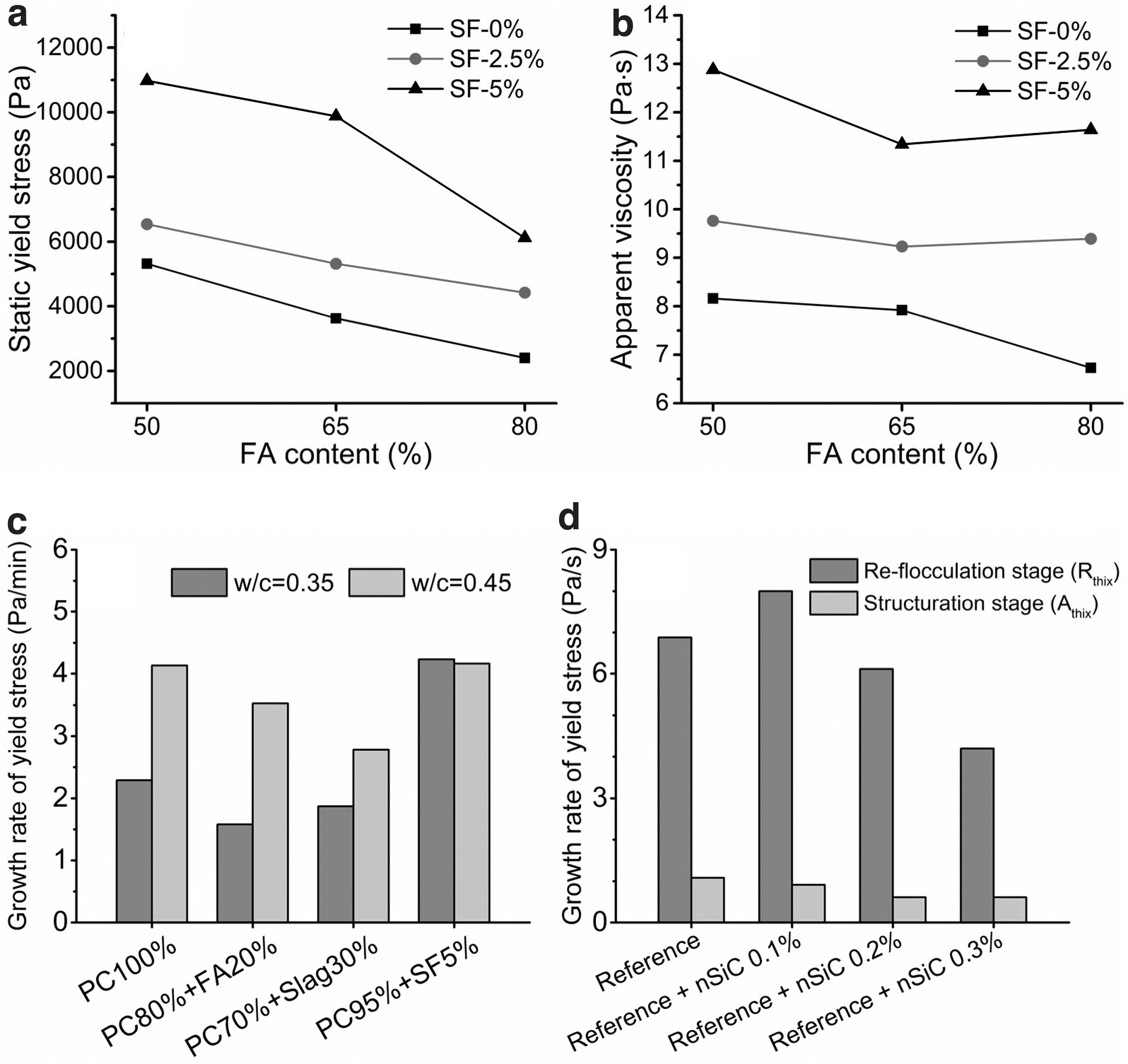
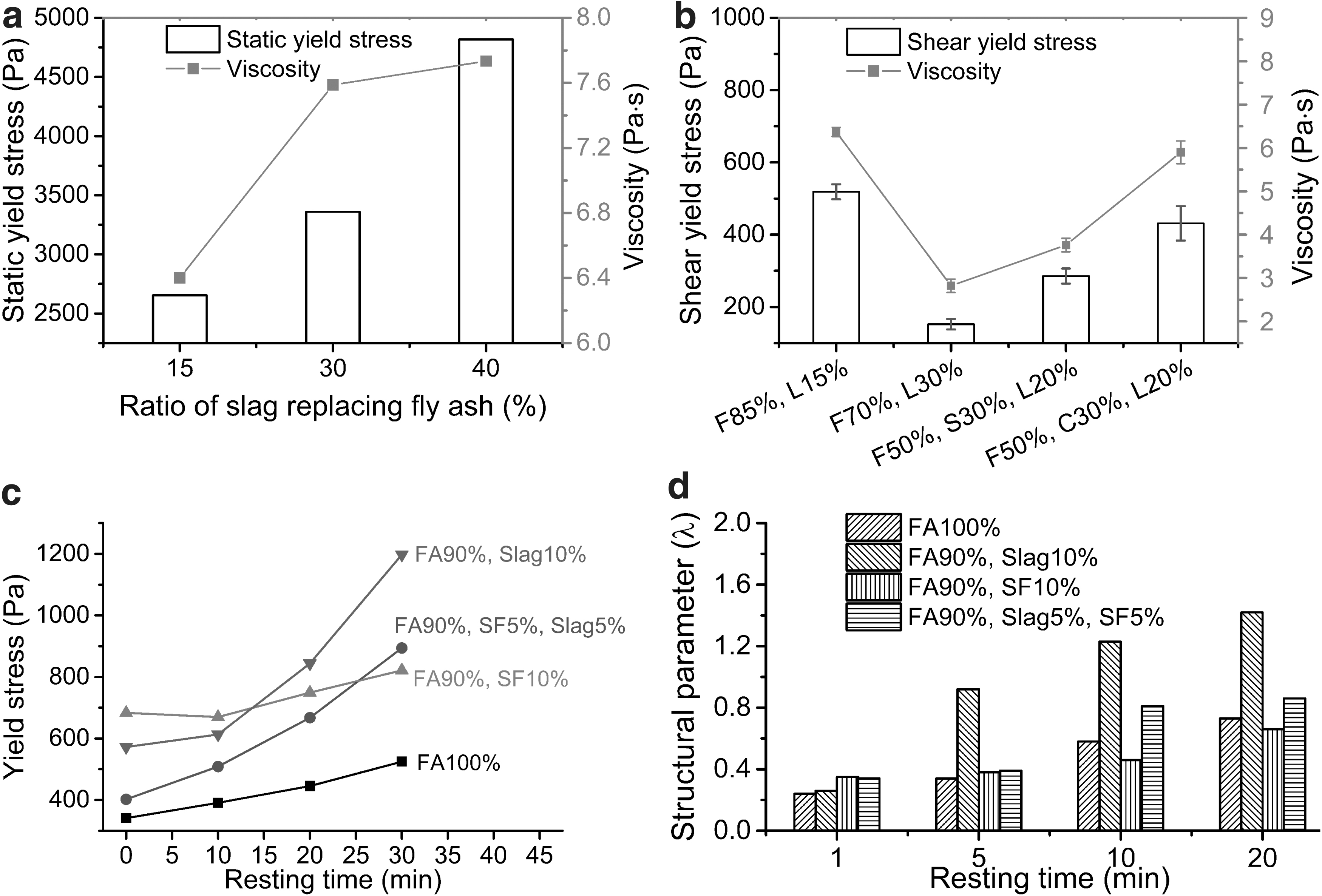
The addition of SCM into OPC-based cementitious materials has different effects on the extrusion rheology and green strength depending on the types of SCM. Panda and Tan 41 found that increasing FA content from 50% to 80% led to the decrease in static yield stress and viscosity, whereas increasing SF dosage to 5% gave opposite results (Fig. 3a, b). The addition of FA is in practice commonly performed by mass replacement of cement, which results in change in paste volume and thus the rheology. Therefore, changes in rheology will depend on both the variable paste volume fraction and the properties of the FA. The negative influence of FA can also be linked to the particle shape effect, 42 while the SF-induced improvement can be explained by the large surface area of SF particles compared to FA and OPC. Meanwhile, SF speeds up stiffening development of cementitious materials because of its ionization of SF surfaces and the potential ion bridging effect, which both promote the C-S-H gel formation. 41 Yuan et al. 43 found that the addition of 5% SF nearly doubled the buildup rate compared with pure cement mortar, while the incorporation of 20% FA and 30% slag slowed down the yield stress development rate (Fig. 3c).
Effect of FA and SF on extrusion rheology of OPC-based sustainable concrete:
Effect of additives on extrusion rheology and buildability
Different categories of additives have been added to tailor the rheology and fresh behaviors of OPC-based sustainable concrete. Panda et al.
44
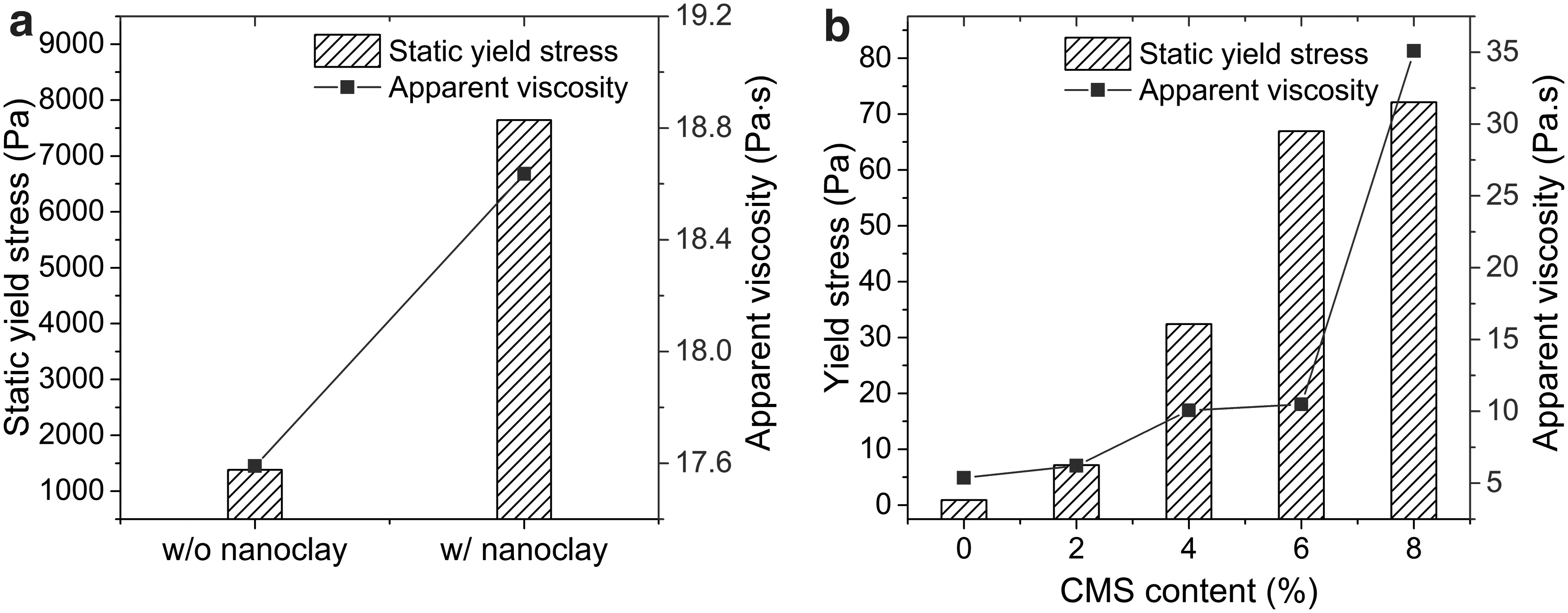
studied the effect of nanoclay on the rheology of cementitious materials with 70% FA, and they found that nanoclay up to 0.5% significantly increased both static yield stress and viscosity. In another study, the structure buildup rate of cementitious material with nearly 70% FA was improved by 50% with the addition of 0.5% nanoclay.
45
The increase in rheological properties can be explained by the electrical attraction force induced by the oppositely charged nanoclay surface, which densified the microstructures.
46
The improved structural buildup is attributed to the additional nucleation sites provided by nanoclay, in which the hydration process is accelerated as evidenced by the higher rate of hydration heat and cumulative heat release.44,47 Van den Heever et al.
48
studied the effect of nano silica carbide (nSiC) on the yield strength development of OPC-based material incorporated with FA (20%) and SF (10%). Interestingly, despite the positive correlation between nSiC dosage and yield stress, the increasing dosage of nSiC resulted in a decreased value of
Extrusion rheology and buildability of LC 3 -based material
For LC 3 -based sustainable material, research has shown that the percentage of metakaolin (MK) in calcined clay plays a vital role in the fresh properties. Calcined clay with a high proportion of MK (about 75%) is termed high-grade calcined clay (HCC), whereas that with 40–50% MK is classified as low-grade calcined clay (LCC). According to Beigh et al., LC 3 -based concrete exhibited higher structure built-up rate compared with ordinary concrete despite the decrease in flowability, and the improvement in yield strength development was more profound in concrete with HCC (Fig. 4a). 38 Similar results were reported by Chen et al. 39 who found that materials with a higher proportion of HCC instead of LCC exhibited shorter initial setting time and higher growth rate of green strength (Fig. 4b), indicating an improved buildability. This result was explained by the higher surface area of MK particle nucleation sites to accelerate early-age cement hydration. 49 Meanwhile, some extra MK particles in the concrete matrix accelerated the phase transition from flocculation to structuration, 39 resulting in a decreased setting time.

Mechanical anisotropy and fiber effect
Due to the inherent features of layer-by-layer stacking, the printed objects exhibit directional dependence on mechanical properties, known as mechanical anisotropy. For OPC-based sustainable material, this property has also been investigated. As illustrated in Figure 5a, the defined directions include: (1) D1, loading is parallel to the printing direction, that is, the direction of the extrusion (longitudinal load); (2) D2, loading is parallel to the layer stacking direction (vertical load); and (3) D3, loading is perpendicular to both D1 and D2 (lateral load). Paul et al. 33 reported that for the printed filaments with 60% OPC substituted by SCM, the scale of mechanical anisotropy was more significant at 28 days than 7 days (Fig. 5b). In contrast, Rahul et al. 50 investigated the hardened properties of mortar with 25% FA and 5% SF. They found that the printed specimens exhibited little anisotropy in compressive strength, whereas the compressive strength in all directions was 12–20% lower than the cast counterparts.
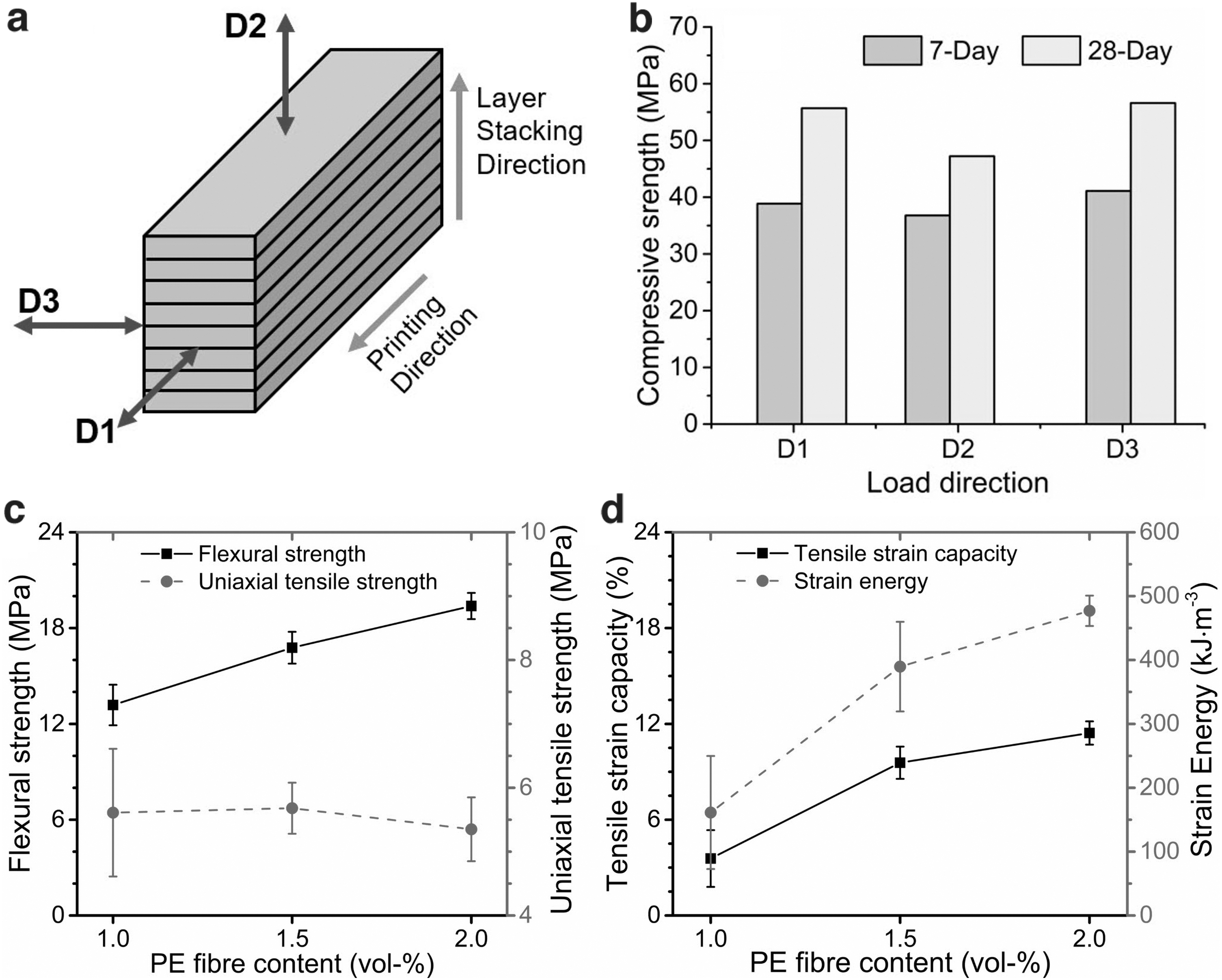
Limited publications are found regarding the effect of fibers on hardened mechanical properties of OPC-based sustainable materials. Zhu et al. 51 investigated the impact of polyethylene (PE) fibers on the mechanical properties of printed specimens with about 60% of cement replaced by FA. They found that the flexural strength was improved as PE fibers increased to 2% (Fig. 5c). The addition of PE fibers also increased the specimen resistance against tensile loading and ductility (Fig. 5d), which was attributed to the increasing proportion of fibers intersecting cracks that improved the overall crack-bridging force.
Interlayer bond strength and printing parameters
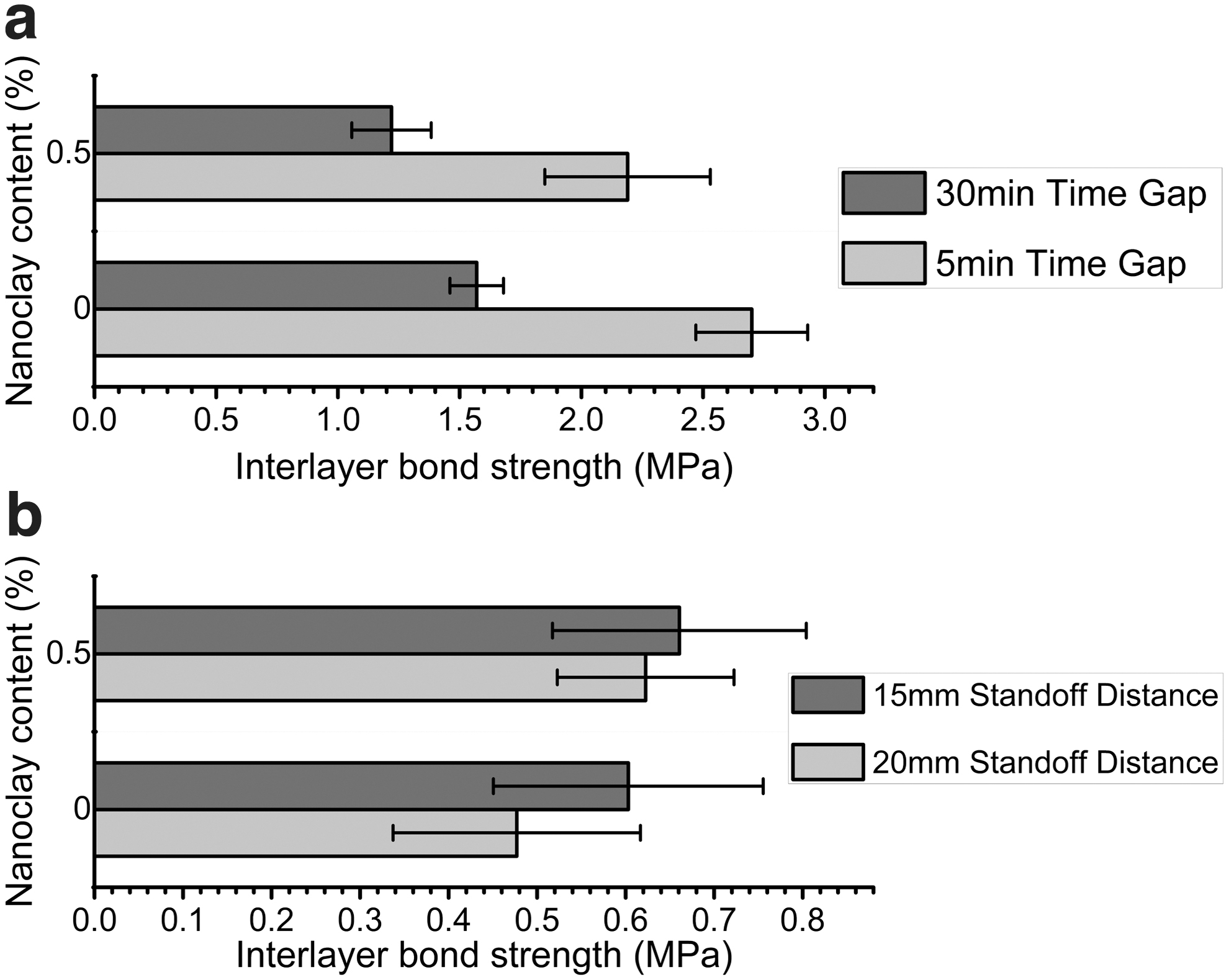
The interlayer bonding strength between deposited concrete filaments is a crucial feature distinguishing 3DCP from cast concrete. The layer adhesion is generally influenced by printing parameters. For OPC-based sustainable material, the interlayer bonding strength was investigated by changing the print time gap 44 and standoff distance (distance between the nozzle and top of filament). 45 As reported in Panda et al., 44 for a printed layer with 70% FA, increasing the time gap from 5 to 30 min led to a significant drop in tensile bond strength (Fig. 6a), which was attributed to the higher moisture loss from the substrate. Another study focused on the adhesion behavior of 20-mm thick filaments with 70% cement replacement and reported that decreasing standoff distance by 5 mm improved the layer bonding by up to 30% (Fig. 6b). This can be explained by the overlay compaction caused by lowering nozzle height, which generated a sufficient stress by overlay layer such that it could initiate the flow into the substrate layer which triggered an intermix between two adjacent layers. 45
Alkali-activated/geopolymer material
Background
Alkali-activated material refers to such material where a solid aluminosilicate undergoes chemical reaction under alkaline conditions, resulting in the production of hardened binder based on a combination of hydrous alkali-aluminosilicate and/or alkali-alkali earth-aluminosilicate phases. Furthermore, additional terminology applied to the alkali-activated material includes “geopolymer” specifically describing low-calcium alkali-activated aluminosilicate binders, although this nomenclature has been sometimes used indiscriminately. 52 From point of view of sustainability, alkali-activated/geopolymer materials can replace ordinary concrete and thus help minimize the global CO2 emissions. Meanwhile, the rheological properties of geopolymer materials throughout the geopolymerization process have also been studied. 53 Nowadays, 3D-printable alkali-activated/geopolymer material also gets increasing popularity among researchers compared to other cementitious sustainable materials. Table 3 provides the information of mixture design of 3D-printable alkali-activated/geopolymer from different publications.
Mixture Design of Geopolymer and Alkali-Activated Materials for 3D Printing
Effect of raw material on extrusion rheology and buildability
The mixing proportions of raw materials in printable geopolymer, including FA, slag, SF, and so on, can significantly affect the fresh properties with alkali activators unmodified. According to Panda et al., 54 when the proportion of slag replacing by FA (by mass) increased from 15% to 40%, the static yield stress and viscosity of materials increased by 80% and 20%, respectively (Fig. 7a). The results were explained by change in paste volume fraction as a result of scaling the mixture and angular shape of slag particles that enhanced the interlocking effects, and the increased yield stress could improve the buildability of the printed layer. Thus, it would be preferable to determine the optimum replacement of the FA by volume, thus keeping the paste volume fraction at a constant value. In the literature, however, most if not all of the investigations are performed utilizing a mass replacement. In another study, Alghamdi et al. 55 investigated rheological properties of sodium alkali-activated FA-based material and found that replacing FA with limestone significantly decreased shear yield stress and viscosity (Fig. 7b).
The concept of structural/thixotropic parameter (λ), which is an indicator of the thixotropic behavior of fresh material, was initially introduced by Roussel et al. 56 A higher λ means a more profound thixotropic behavior, indicating better buildability. Panda et al. 57 studied the effects of slag and SF on the structure buildup rate and thixotropy of FA-based geopolymer. They found that 10% slag outweighed 10% SF in terms of improving yield strength development in 10–30 min after mixing (Fig. 7c), which was attributed to the acceleration in the mixture hardening activated by slag particles. 58 Meanwhile, both SF and slag were found to promote the thixotropy of geopolymer due to the higher value of λ, with slag exhibiting a more profound improvement than SF as the resting time increased (Fig. 7d).
Effect of alkali activators on extrusion rheology and buildability
Alkali activators play a critical role in the formation of geopolymer materials from the initial stage of precursor dissolution to the final step of polymerization, in which silicon and aluminum atoms are extracted from the source materials to generate polymeric Si-O-Al bonds. 59 Panda et al. 60 conducted investigations on the effects of molar ratio (MR) and activator solution-to-binder ratio on the rheology of geopolymer material. With a water-to-solid (w/s) ratio of 0.3, increasing MR from 1.8 to 2 resulted in a significant increase in both static yield stress and viscosity (Fig. 8a, b), which was explained by a higher activator viscosity with the increasing MR. The dominant influence of alkaline solutions is reflected in the experimental results illustrated in Figure 8c and d. Regardless of the change in MR, the static yield stress and viscosity consistently decreased as the activator solution-to-binder ratio increased, which was mainly attributed to the decrease in particle concentration.

Effect of molar ratio on the rheology of printable geopolymer:
Apart from MR, the rheological properties of geopolymer were also influenced by the type of alkali activator and the mass ratio of silicate solution (SS) to hydrate solution (HS). According to Bong et al., the Na-based activator was compared with K-based activator in terms of workability and shape retention of geopolymer for 3D printing.61,62 The shape retention ratio (SRR) was defined to characterize the shape retention ability, and a higher SRR indicates that the extruded filament shows less deformation, thus exhibiting improved buildability.61,62 In general, when the mass ratio of SS to HS was constant, the Na-based activator showed more positive effects on the flowability of fresh geopolymer compared with K-based activator. If the mass ratio of SS to HS increased, Na-based activators further improved the workability, whereas K-based activator decreased the flowability (Fig. 8e). Interestingly, K-based activator was found to outperform Na-based activator regarding shape retention because of higher SRR value under the category of K-based groups (Fig. 8f). One possible explanation could be the difference of alkaline solution viscosity depending on the type of alkali source. 62
Effect of additives on extrusion rheology and buildability
The primary additive supplemented to printable geopolymers and alkali-activated binders is nanoclay, as reported in Refs.63,60,64 As illustrated in Figure 9a, the addition of nanoclay improved both yield stress and viscosity. However, the positive effect of nanoclay on yield stress was much more profound than that on viscosity. Meanwhile, the added nanoclay was observed to enhance the recovery ability of fresh geopolymer soon after shearing was removed, 60 indicating the better thixotropic behavior and improved buildability. Apart from nanoclay, other additives such as sodium carboxymethyl starch (CMS) and hydromagnesite seeds were also investigated. According to Sun et al., 65 the addition of CMS (up to 8%) promoted both yield stress and viscosity at different rates (Fig. 9b), which could reduce the risk of segregation while avoiding filament collapse. However, the porosity of printed filaments rose with increasing CMS dosage, leading to weak internal structures and lower strength. In addition, the addition of 1–2% hydromagnesite seeds was found to exert minor influence on the rheological properties of the alkali-activated slag binders. 64
Mechanical anisotropy and fiber effect
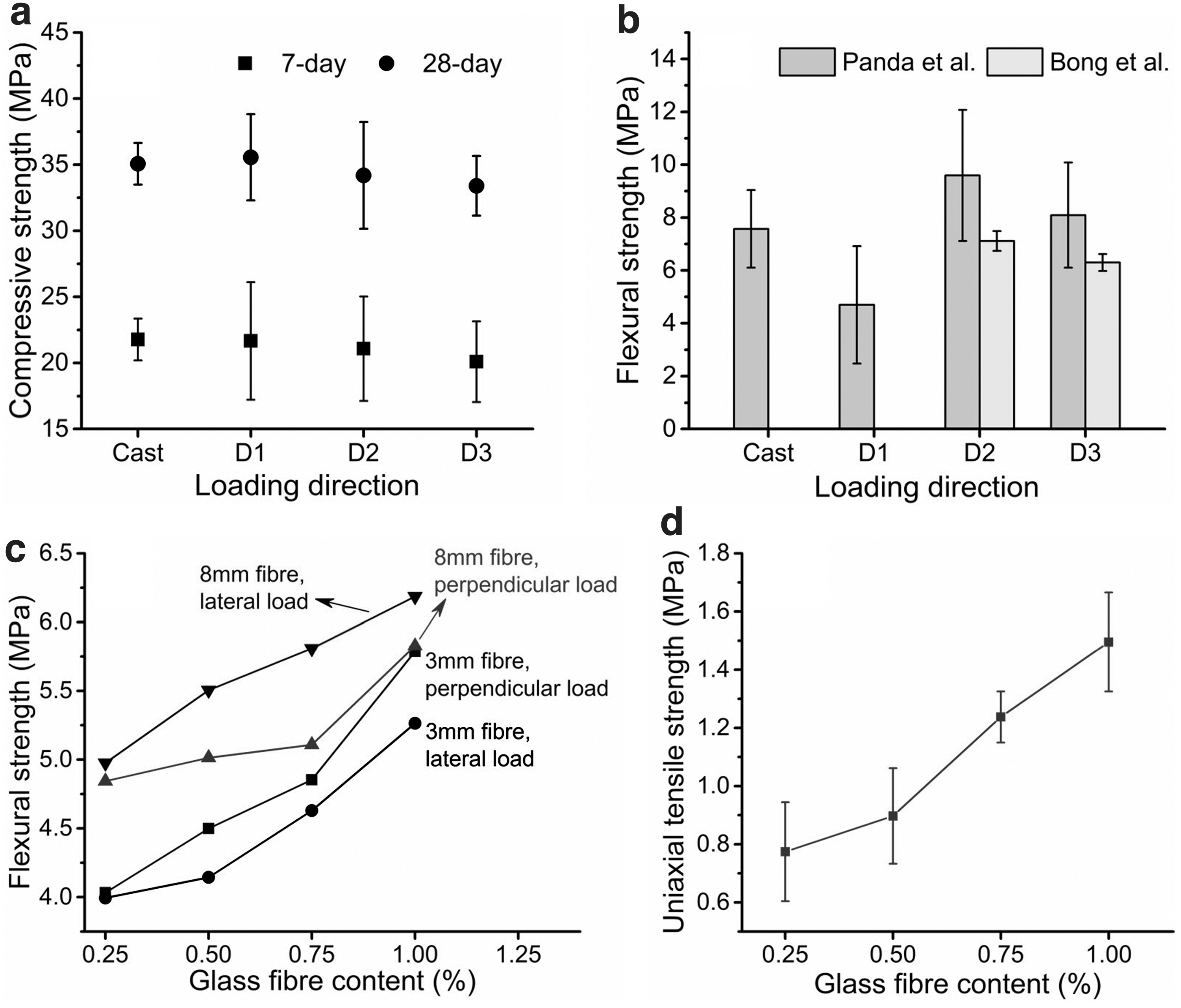
The anisotropy in compressive strength of printed geopolymer specimens was first investigated by Panda et al., 66 who found that the compressive strength in D1 direction (longitudinal loading) was slightly higher than that in D2 and D3 directions (Fig. 10a). Unlike compressive strength, the flexural strength showed more significant directional effect since the printed specimens were found to be much stronger in resisting bending loads from D2 direction (perpendicular loading), compared with other two directions (Fig. 10b). This was attributed to the well compacted central area in which the maximum tensile stress commonly occurred. In contrast, due to tensile force exerted perpendicular to the layer interfaces, 66 the printed geopolymer specimen was weak to resist flexural loading from longitudinal direction (D1).
Mechanical anisotropy in printed geopolymer specimens:
Regarding the fiber effect, an investigation was conducted by Panda et al. 67 to probe into relationships between glass fiber size/proportion and flexural strength. Apart from the positive correlation between glass fiber content and bending resistance, they also found that with increasing fiber length the improvement in flexural resistance was more profound (Fig. 10c). The results were attributed to an enhanced “bridging effect” by increasing fiber size such that the growth rate of microcracks initiated by tensile stress was slowed down. 68 Similar results were also reported by Nematollahi et al. 69 They found that the fracture energy of 3D-printed geopolymer specimens under three-point bending tests experienced a fivefold increase with polypropylene (PP) fiber content rising from 0% to 1%. Besides, the increasing glass fiber percentage also resulted in an improved resistance against longitudinal tensile forces (Fig. 10d).
Interlayer bond strength and printing parameters
Through limited publications on the study of layer adhesion of geopolymer specimens, it is found that the tensile bond strength between stacked geopolymer filaments is mainly influenced by printing parameters. Panda et al. 70 found that increasing both time gap and standoff distance exerted much more negative impacts on layer bonding (Fig. 11a). The negative effects of time gap were mainly attributed to the inherent sticky feature of activator solution, which made the surface lubricating film most effective in exchanging moisture within a few minutes after extrusion. Influenced by polycondensation of geopolymer and moisture loss, the extruded filaments stiffened rapidly with air entrapped into layer surface, resulting in low bond strength.
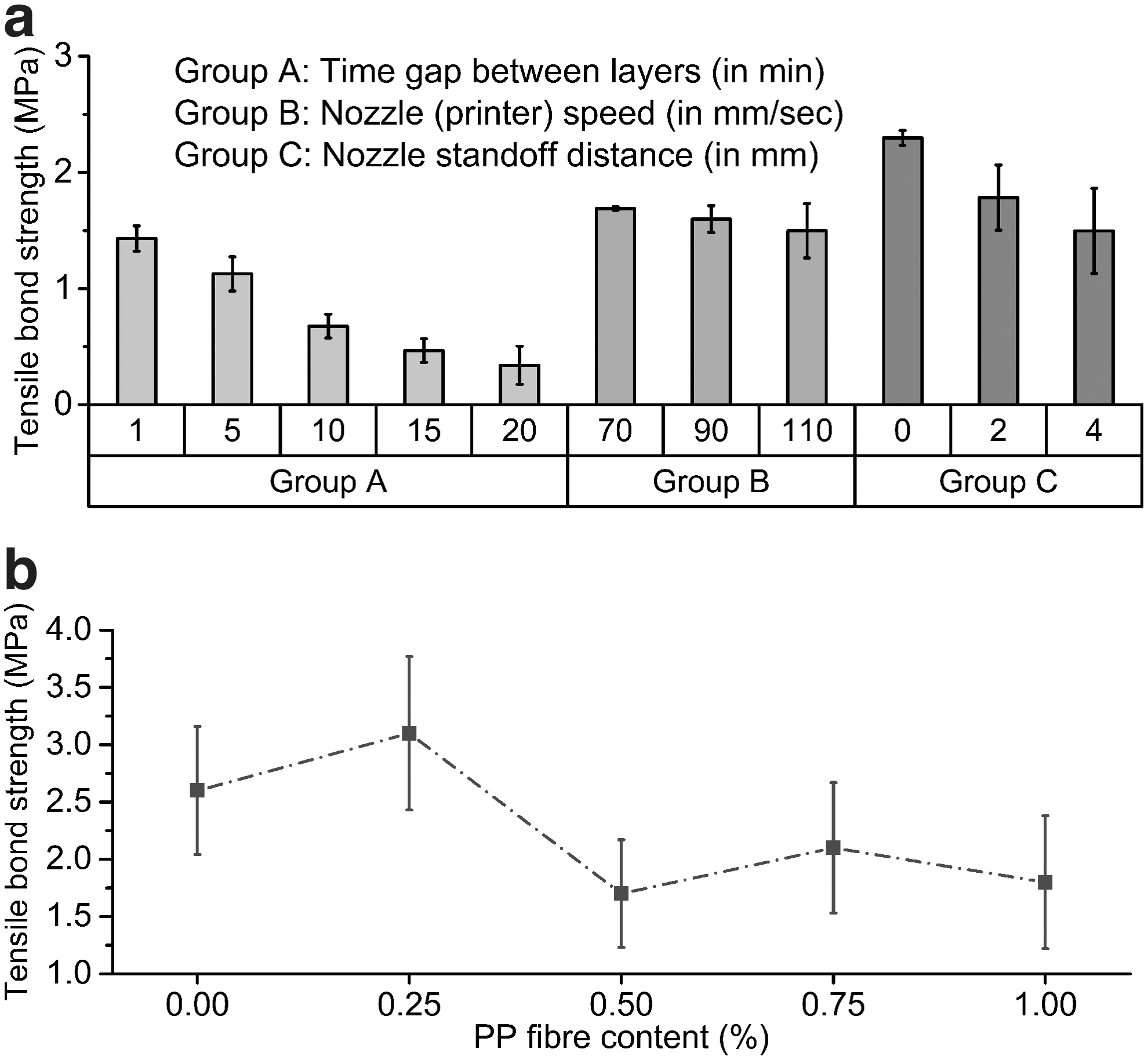
Fiber content was also found to have an impact on the bonding behaviors of geopolymer filaments. According to Nematollahi et al., 69 the inclusion of PP fibers generally decreased the interlayer bond strength (Fig. 11b). They proposed a hypothesis that an increasing fiber content stiffened the geopolymer filament with a more porous surface, thus weakening the layer adhesion.
Other cement-based sustainable material
Background
Regarding the sustainable materials with other types of cement for 3DCP, there are two categories that have been studied so far, including sulfoaluminate cement (SAC) and calcium sulfoaluminate cement (CSAC). The main feature of these two types of cement is that their manufacturing process releases less CO2 compared with the production of OPC,71,72 which shows great potential in terms of moving 3DCP toward sustainability. Table 4 lists publications of 3D printing with the utilization of sustainable material containing SAC and CSAC.
Mixing Components of Sustainable Materials Containing Sulfoaluminate Cement/Calcium Sulfoaluminate Cement for 3D Printing
CSAC, calcium sulfoaluminate cement; HPMC, hydroxypropyl methylcellulose; SAC, sulfoaluminate cement.
Extrusion rheology and buildability
A study by Huang et al. suggested that the buildability of cementitious material containing CSAC could be influenced by the percentage of CSAC in the binder. 73 They found an evident positive correlation between the ratio of CSAC replacing OPC and structure buildup rate at structuration stage (Fig. 12a). This result was explained by the positive effect of CSA on the hydration kinetics of hydrates and the formation of network between needle-like AFt and rod-like gypsum, which increased interparticle frictional force. 73 The fresh property of CSAC-based materials for printing purposes can also be tailored through the supplement of additives. According to Chen et al., the addition of bentonite (up to 3%) significantly improved the thixotropic behavior and increased material viscosity simultaneously (Fig. 12b). The optimal bentonite dosage was determined to be 2% since the significant increase in viscosity due to the excessive amount of bentonite could cause blockage in the nozzle. 74
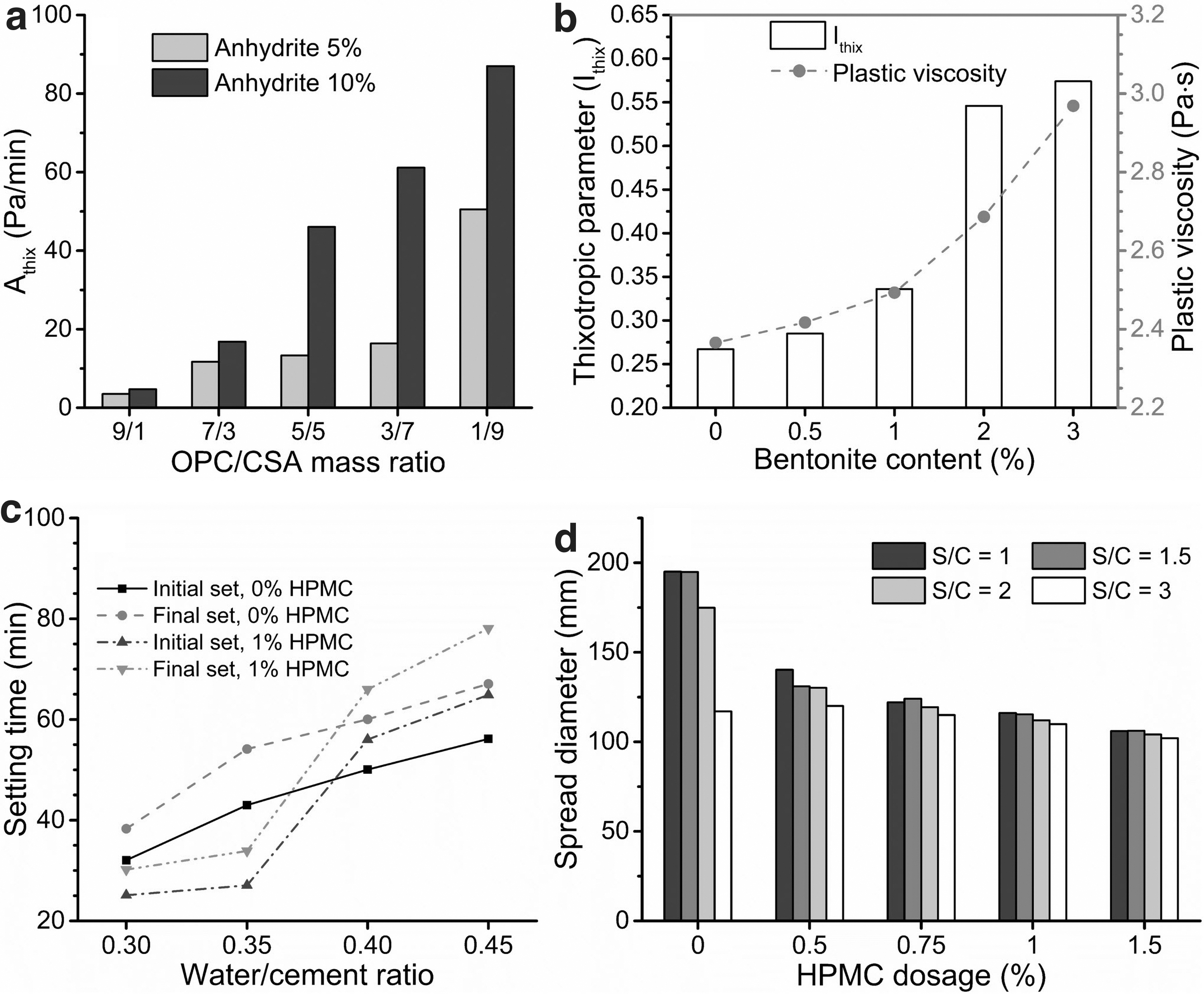
The fresh properties of concrete containing SAC can be influenced by water/cement ratio (W/C), sand/cement ratio, and the dosage of hydroxypropyl methylcellulose (Fig. 12c, d). 75 Meanwhile, Chen et al. 76 also found that the addition of either borax acid or sodium gluconate decreased yield stress and plastic viscosity, whereas the addition of diatomite showed adverse effects.
Hardened mechanical property
In general, research in the direction-related strength and fiber effect is still scarce. Regarding the interlayer adhesion, Ma et al. 77 investigated the effects of cellulose fibers on the interlayer bond strength of printable materials containing up to 15% SAC, and they found that with different printing time interval the bond strength (both tensile and shear) between adhesive layers was improved with the increased proportion of cellulose fibers. They inferred that cellulose fibers helped to bridge the interface of layers and promoted the hydration due to internal curing induced by entrained water, which contributed to an improved layer adhesion behavior. In another study, the printable material with 15% SAC was further modified by two types of polymers (epoxy resin and chloroprene latex), and the test results showed an acceptable level of interlayer bond strength compared with the reference mixture without polymer modification. 78
Earth-based sustainable material
Earth-based material has recently gained increasing attention from the traditional construction industry due to its recyclability and minor negative impact on the environment. 79 According to Table 5, the earth material used for 3D printing research includes clayey soils, stoneware, and cob. In general, the negative properties of earth materials include: (1) drying-induced hardening process without hydraulic binder phase and (2) high variability and sensitivity to moisture content. 80 These disadvantages of earth material propose challenges to its application in AM.
Information of Publications Related to 3D Printing by Earth-Based Materials
Research pioneered by Perrot et al. focused on the fast development of early strength in pure clay-based soils for 3D printing (Fig. 13a). Their solution was to incorporate soils with alginate, which is an alginic salt processed from cell walls of brown seaweed and is used as a fast setting binder. 81 Their experimental results showed that the addition of alginate allowed a much faster development in both yield stress and elastic modulus of fresh mixture within the first 24 h after mixing. The improved strength development rate could significantly enhance the building rate, while an increase in material stiffness contributed to a lower risk of buckling-induced structural collapse. Rahul and Santhanam 82 investigated the effect of lightweight expanded clay aggregates on the extrudability and green strength of cementitious material blended with FA. They found that the addition of clay aggregates improved both strength and elastic modulus, which was attributed to the higher internal friction angle and increased level of dewatering that made printed filament stiffen faster. Another study by Kontovourkis and Tryfonos demonstrated the feasibility of printing clay-based nonconventional structures through the innovation in the algorithm for toolpath planning and the optimization in printing parameters (Fig. 13b). 83

Innovative designs for 3DCP
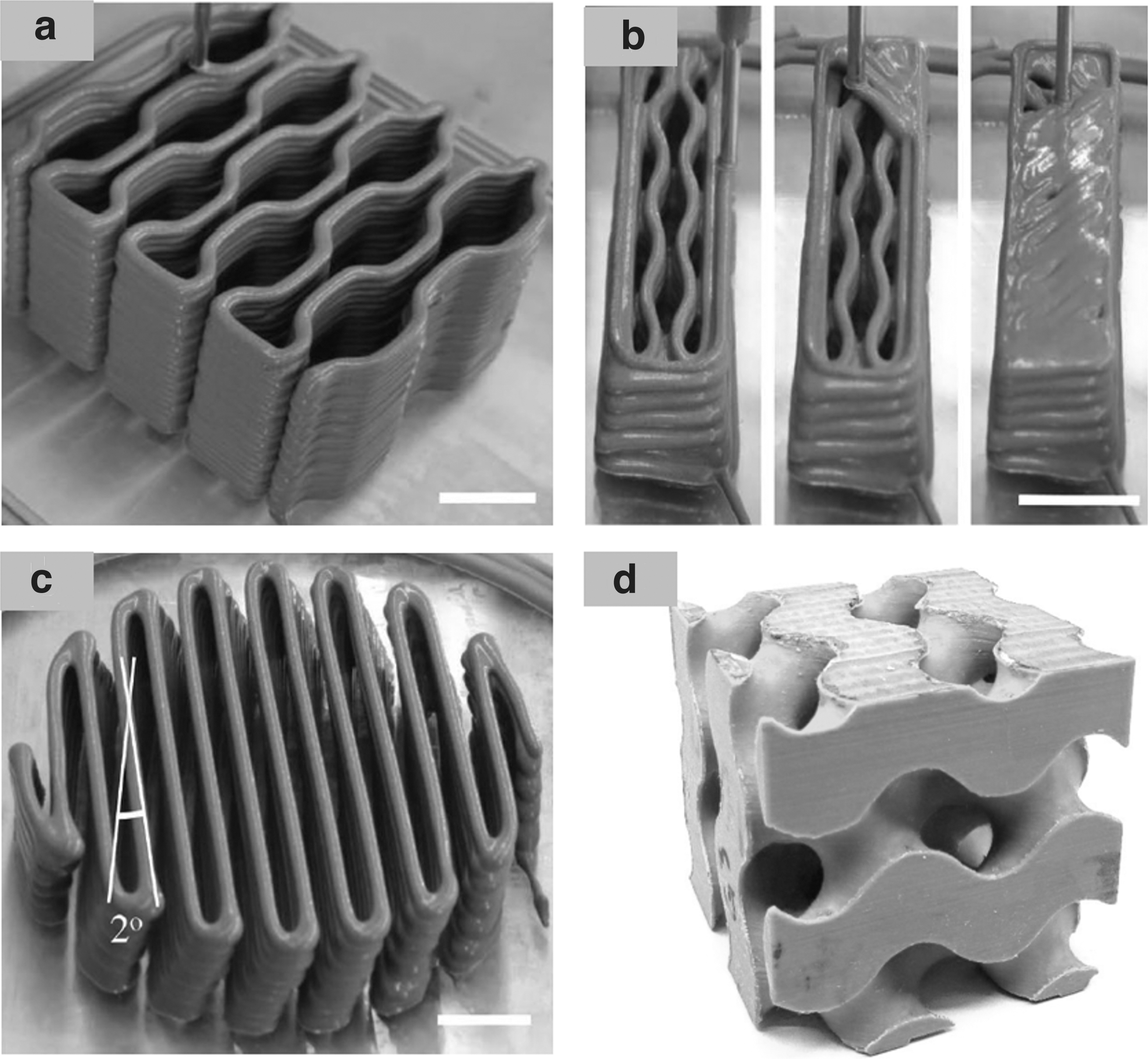
One of the main benefits of AM is the ability to manufacture parts with complex geometries based on material usage constraints, which indirectly address construction sustainability. Besides, 3DCP also helps to minimize material waste due to directly printing the desired structures. Figure 14 illustrates some conceptual or realistic fabricated structures designed with the aid of optimization tools, such as algorithm-based optimization (Fig. 14a, c) and bioinspired optimization (Fig. 14d). This section is to review current optimization and manufacturing techniques around the world on advanced design for 3DCP.

Structural optimization and form-finding methods
It is widely known that structural optimization and form finding are usually used in civil engineering and architecture, respectively, which emphasize on the relationship between forces and shape. 84 While there is an increasing demand for enhancing the design of buildings to improve safety and save material cost, optimization approach developed for structures can be applied for maximizing the energy performance of buildings and other fields of constructions. Therefore, in this section, the optimization methods are mainly discussed.
Structural optimization is generally conducted using mathematical algorithms to seek the optimum material layout of a particular design, in which the required number of members is determined. Unlike traditional design process with merely matching of numerical and practical outcomes (Fig. 14e), the optimum design is achieved by shape, size, material, and topology optimization that are not possessed by the initial design (Fig. 14f). TOP is a common route to obtain the optimum design for AM85,86 and especially for 3DCP.15,87,88 There are three algorithms developed for structural optimization, including homogenization, bidirectional evolutionary structural optimization (BESO), and solid isotropic modeling with penalization (SIMP). In many studies, the optimum design for AM is achieved by the BESO and SIMP algorithms, as discussed below.
SIMP method
The SIMP algorithm was first proposed by Bendsøe 89 to optimize structure with different design variables in a nondiscrete solution. The SIMP is also known as a method of topology optimization in virtue of density because the penalty factor does not allow fractional densities to occur during the optimum design process. Several complex concrete structures have been printed successfully using SIMP algorithm. A concrete topology-optimized slab (Fig. 14a) was developed with SIMP to reduce structure mass by 70% from the original solid concrete slab while having similar load-bearing capacity. 90 Another example includes a 3DCP 4m-span girder with post-tensioning cable designed with SIMP algorithm, in which the volume of concrete is reduced by 20% compared to the original one and yielding a similar deflection. 12
BESO method
The BESO algorithm is a TOP method that was initially proposed to improve the convergence issue and results of both evolutionary structural optimization (ESO) and additive ESO by Querin et al. 91 Then, some other research groups updated the method to a new algorithm version to address compliance problems.92,93 The BESO algorithm is also known as a discrete method that redundant material is iteratively cleaned up from an object while the efficient part is added simultaneously. The technique was utilized to optimize specific types of structures for either traditional or AM like shape optimization for underground openings, 94 shell structure optimization, 95 and topology optimization of 3D continuum structures. 13 In some cases, BESO method has been demonstrated to be less efficient than SIMP algorithm. 96 Recently, Shao 96 has proposed a hybrid method that combines the advantages of the two algorithms to achieve better efficiency in structural optimization with various types of structures for AM design.
Commercial structural optimization software
Apart from the abovementioned structural optimization algorithms (code based), there are other commercial softwares able to optimize the structural design for AM. Besides, the software tools can take into account constraints of extruding direction, minimum and maximum size, symmetry, and integrated postprocessing of outcomes. 97 Among those, Abaqus topology optimization module (ATOM) is among the top commercial software packages capable of optimizing the structure for heat transfer and fluid flow problems. 98 For example, a 3DCP beam optimized in terms of stiffness and volume has been conducted with the support of ATOM. 88 OptiStruct software running on Hyperworks platform can be used for structural optimization for AM design with regard to component size, thickness, and other factors such as extrusion constraints and draw directions. 99 A three-dimensional complex three-branch joint was optimized toward structural topology using the OptiStruct tool, which then was 3D printed. 100
Finally, a recent propagation-based optimization algorithm known as Grasshopper tool—a commercial software—was developed by Robert McNeel & Associates. This software has been demonstrated as an excellent tool in addressing continuous optimization problems, yet structural optimization for binary problems cannot be resolved directly. 101 In structural optimization for 3D printing of concrete structures, there is a variety of required input data to evaluate its relations, that is, material properties, boundary conditions, and geometry. In terms of these considerations, the combination of Grasshopper and Abaqus software was an optimal choice in the study of Ref. 102 In addition, several specific CAD optimization tools for 3DCP,103,104 which are exclusive of commercial packages, have been developed recently as well.
Bioinspiration concepts
In recent years, the bioinspired method has been commonly used in 3DCP field to manufacture some novel architectures.90,105,106,107 Based on this idea, some bioinspired architectures like a honeycomb cellular panel and Bouligand shapes (Fig. 15) were printed by cement material, which not only enhanced the crack issues but also reduced the failure and inelastic deflection in the structure by over 50% in comparison with traditional casting components. 108 Besides, bioinspired cellular cementitious blocks that are naturally inspired with continuous nonself-intersecting surfaces known as triply periodic minimal surface (TPMS) structure were investigated to demonstrate their exceptional mechanical properties compared to traditional blocks with traditional lattice with the same volume fraction.107,109, However, such kinds of structures normally contain overhang parts or curved surfaces that are difficult to be printed in a normal way by 3DCP technology.90,109
3DCP structures based on bioinspired concepts of
3DCP manufacturing method for optimized structures
Process of large-scale AM of concrete for optimized structures is not an easy task, and its practical implementation problem has not been handled fully yet. Up till today, such large-scale optimized 3DCP architectures have been manufactured and classified into on-site and off-site methods. 110 The structure is printed directly on site, printing separate sections and assembling them together, or using 3D printing formwork and other methods mentioned and discussed in this section.
Prefabricated and assembling
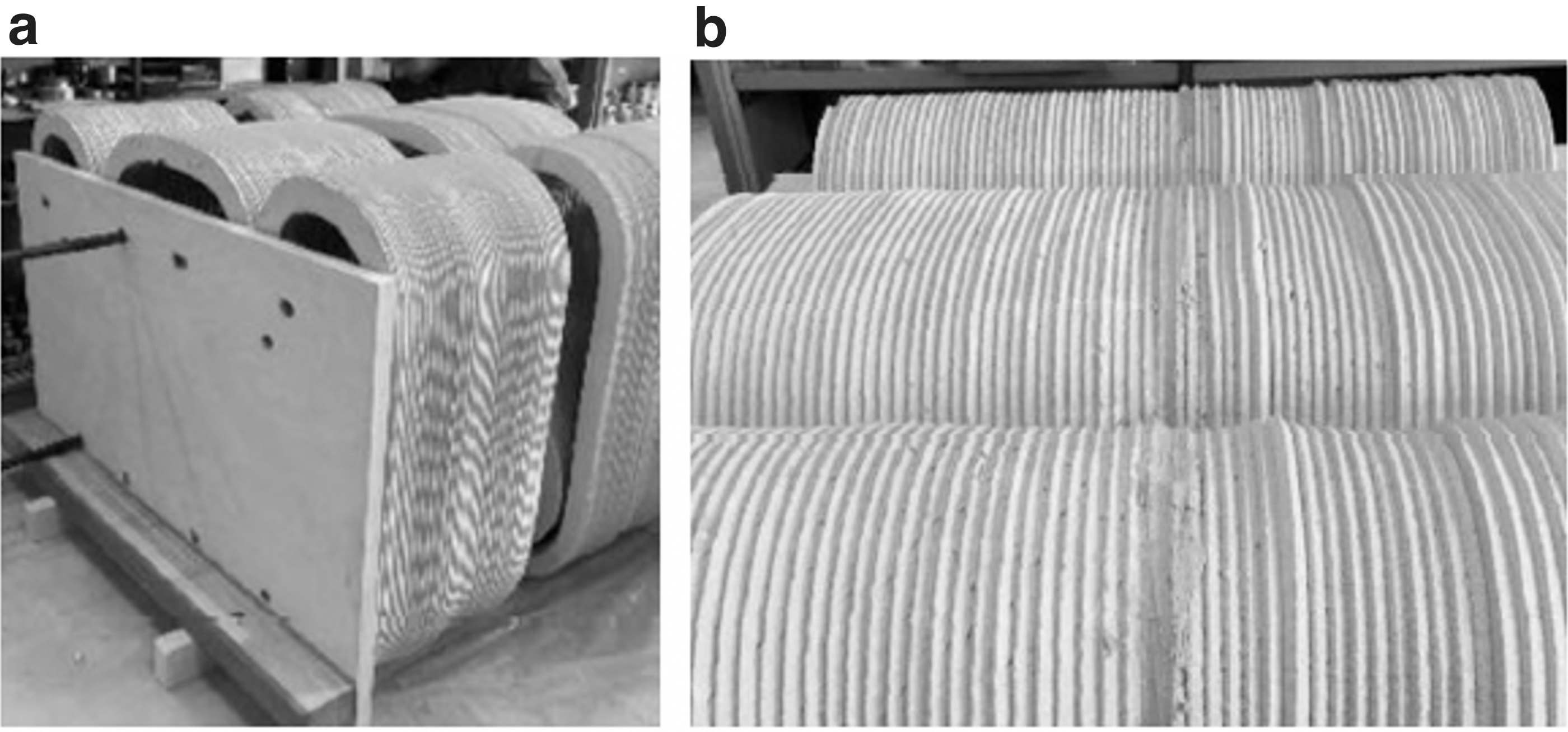
Although the capability of concrete printer has been developed to print various geometries, the manufacturing of a large-scale optimized structure is still a challenge because of its highly complex architecture. Dividing it into each smaller part to print then assembling them together seems to be a feasible solution for such optimized objects. The assembly process is normally carried out by digital devices like robot or by human workers. The assembly in 3DCP process is classified into 04 types, that is, assembling of printed parts to form the final structure, handling of printed element(s) to put it into the final one, and assembling of external object(s) after and during printing. 110 A problem in the assembling process of 3DCP elements is the interface bonding and tolerance between each separate section. The incompletely smooth connection between printed surfaces may cause local peek stresses. 111 A research on the material used for binding each smaller part together in manufacturing a prestressed bridge was conducted (Fig. 16), in which synthetic epoxy was applied as the interface material. 111 The bridge was assembled of many smaller 3DCP sections that were optimized in terms of bearing capacity.
3D printing formwork
Concrete casting using 3D printing formwork enables the construction industry to manufacture complex and optimized structure like lightweight concrete slab (Fig. 14a), which not only helps to save time and costs but also resources. The complexity, that is, curvatures, overhangs that mentioned earlier no longer plays a role with the support of such hybrid approach. Lightweight concrete blocks based on the bioinspired concept of TPMS structure were fabricated with the aid of 3D printed polylactic acid (PLA) moulds. 109 However, using PLA or Acrylonitrile Butadiene Styrene (ABS) materials for printing formwork of concrete casting process is facing some problems as these kinds of materials are shrunk and brittle, which result in warping and transformation of final products. Another 3D printing formwork, fabric formwork that can overcome the abovementioned issues, has been studied, 112 in which they used 3D printed fabric shuttering formwork for casting some complex concrete objects. In recently published work, Triveni et al. 113 have continued applying 3D printed PLA formwork in fabricating complex reinforced concrete walls. Two small-scale sample walls were obtained through the topology optimization algorithm to show the outperformance to standard walls in terms of stiffness and cracking.
Shotcrete
A new method of 3DCP was introduced to manufacture complex freeform architectures of concrete structures known as shotcrete 3D printing (SC3DP) technology, in which sprayed concrete was used for automated process to produce complex and optimized concrete components without formwork. 114 Compared to other conventional 3DCP methods, SC3DP technology offers some distinct benefits such as strong interlayer connection, printing with traditional reinforcement, and possible to print overhang parts. 115 Like other techniques, the SC3DP has its own challenge as variation of nozzle distance, delivery pressure, rate of concrete volume flow, application angle, etc. has considerable impact on the final product. Some limitations of using SC3DP techniques have been pointed out by Dressler et al. 116 as different material volumes need different kinetic energy to have the same compaction level, yet in the spraying process they receive the same amount of energy. This makes the printed structure surfaces rough, causes the interface tortuosity and, therefore, influences on the flexural strength of final products.
Conclusions
To reflect the current status of research works in sustainable 3DCP, this review article focused on two major aspects of sustainable aspects of AM in the construction industry, namely (1) the utilization of different categories of sustainable construction materials in extrusion-based 3DCP and (2) existing tools to optimize large-scale structures by 3DCP. The literature review was carried out based on Web of Science Core Collection. Boolean operators, quotes, and parentheses were adopted alongside with relevant keywords to refine the search, followed by the manual screening of relevant publications.
As for the sustainable construction materials, the outcomes of review work on existing publications showed the constant increasing research input in mixture design to promote the sustainable printing process. Currently, the majorities of research work on sustainable materials are related to geopolymer (alkali-activated) materials and cementitious materials with OPC partially replaced by SCM. In contrast, despite limited publications on earth-based materials, the existing research outcomes still demonstrate the potential and feasibility of printing objects with acceptable quality and properties. The present research objectives are mainly on mixture design and effects of different additives on the fresh properties of materials, while less focus is on hardened mechanical properties of printed specimens, particularly fiber effects, mechanical anisotropy, and influence of printing parameters. Hence, a recommended definition of sustainable construction materials for 3D printing is proposed herein, namely the construction materials where the binder or aggregate systems are incorporated with different forms of waste or earth materials to achieve less carbon emission and resource exploitation, while the fresh properties are maintained to have adequate pumpability, extrudability, and buildability. In contrast, mainstream structural optimization tools used for 3DCP are presently code-based algorithms, commercial packages, and bioinspired structures; yet each has its own drawbacks when it comes to printing complex architectures.
Based on this review, some potential research directions for 3DCP of sustainable materials and structures are recommended:
Computer aided design and modeling: The integration of computational modeling and AM of concrete is important. Like other AM processes, development of special CAD packages can be focused on designing topology optimized/biomimicry structures for concrete printing application. Commercial CAD packages do not consider 3D concrete printer constraints while designing optimized structure. In addition, tools for process modeling such as extrusion and buildability should be added for improving the process capability. Need of on-site concrete printing system: Despite availability of different concrete printing systems, concrete printing system for on-site printing that satisfies specific printing requirements is still lacking. In particular, compared with the printing in factory, the on-site printing faces more challenge of maintaining stable pumpability due to longer material pumping and transporting distance.
117
Moreover, the developing on-site printing system has been accompanied with the optimization of printer assembly and compactness for transportation, leading to reduced logistic costs and improved construction efficiency. These improvements are expected to promote sustainability through the positive effects on the first two stages of life cycle energy in 3DCP, while the extent to which the improvement can be achieved is still not clear due to insufficient study and data collected from case studies of various on-site printing works. Therefore, future research in this regard should focus on the optimization of material design to achieve adequate and stable pumpability for on-site printing, as well as comprehensive LCA of on-site concrete printing for different projects. Reinforcement: Incorporating reinforcing steel is another major challenge in 3D printing in construction, particularly in case of in situ printing. It is anticipated to develop devices that can incorporate reinforcing materials with the printing process. Moreover, previous study has revealed that the incorporation of steel reinforcements into 3D-printed concrete structures could eliminate the environmental benefits of 3D printing over conventional concrete casting.
29
Therefore, the environmental impact of other forms of reinforcements (e.g., fibers) in the process of 3DCP is also recommended for future research. New materials and properties: Development of 3D printable smart concrete (self-healing, conductive) using nano materials. The focus should slowly change from cement paste/mortar to concrete (using large aggregate) printing. Structural and durability of the 3D-printed structures should also be in the focus list. For example, the durability-related issues of materials such as shrinkage, abrasion, and chemical attack should be addressed to ensure that the material is stable when exposed to different environment. In particular, the reinforcement protection from corrosion due to chloride ingress and sulfate attack, which correlates with the interlayer bonding of successive filaments, needs primary investigations to improve the durability of 3D-printed concrete. Otherwise, the conventional method to increase concrete cover will result in additional material demands limiting the benefits of lower material usage by 3D printing. Economic impacts: R&D in the direction of bringing down the cost of printing process is highly essential in the long run for deploying this technology in construction projects. It is further noted that although the material transportation depending on the local availability of raw materials will potentially cause additional cost, the transportation itself is expected to marginally impact on the sustainability of 3DCP, since the proportion of transportation to the overall life cycle energy of a typical building is considered negligible.118,119 Standards for 3DCP: Without standards, concrete printing cannot be adapted in mass scale construction projects. New methods for measuring fresh and structural properties should be explored since conventional methods for concrete rheology measurements are not fully supported in 3D printing application. More projects and engagement of government organizations is particularly important for realizing and prompting concrete printing technology in building and construction sectors. More exhaustive research on developing new manufacturing techniques for optimizing structures in macroscale should be carried out so that the optimal structure of such large complexity can be effectively printed and assembled.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research received no external funding.