
Abstract
MgAl2O4 spinel mesh with micro-features of 410 and 250 μm unit cell length and rib thickness, respectively, was three-dimensional (3D) printed and sintered followed by Hot Isostatic Pressing (HIPing). A stable colloidal dispersion of spinel in polymer-water solution was prepared and 3D-printed using a 30-gauge needle (∼100 μm inner diameter) on a regenHU 3D-Discovery bioprinter. Samples were characterized for their density and microstructure. Samples with near theoretical density after HIPing was subjected to mechanical property evaluation such as hardness by Vickers indentation and elastic modulus using nanoindentation technique. Microstructure of sintered samples across the ribs have shown graded grain structure with finer grains near the edges (0.7 μm average) with occasional porosity and coarser grains toward the center of the rib (5.2 μm average). HIPing resulted in substantial grain growth and the average grain size was found to be 10.9 μm (with a variation in the grain size of 2.2 μm along the edges and 13.1 μm at the center of the rib) exhibiting close packed and dense microstructure. Finer grains toward the edges may probably be due to the flow behavior during printing process and lower distribution of the powder loading along the edges resulting in low green density. This relatively higher porosity pining the grain growth under the extremely low heating rate employed for the controlled shrinkage to maintain the integrity of the sample. 3D printed samples after HIPing exhibited a density of 3.57 g/cc and hardness of 12.95 GPa, which are at par with the samples processed through conventional ceramic processing techniques. Nanoindentation studies employing maximum load of 45 mN with depth have shown an elastic modulus of 238 ± 15 GPa. MgAl2O4 spinel mesh 3D printed in this study is a potential prospective candidate that can be explored for cranioplasty procedures and other biomedical applications.
Introduction
Synthetic Magnesium aluminate spinel (MgAl2O4), which has been used in refractories for several decades, is currently emerging as a candidate material for transparent ceramics1–5 and is also being explored for biomedical applications.6–10 One of the key concerns in fabricating the ceramic parts in the biomedical arena is the complex shape of implants with micro-features. Recent advances in three-dimensional (3D) printing of ceramics especially due to the unlimited flexibility in net shaping of complex parts from virtual models offers a viable solution to this issue.11–16 . 3D printed metallic and polymeric-based mesh have been in use for the cranioplasty.17–20 Although alumina ceramic is proposed to have superior biocompatibility in comparison with polymeric resins for cranioplasty by earlier researchers,21,22 3D printing of alumina or ceramics, in general, are not well explored for the fabrication of implants for such applications. This can be attributed to the inherent sensitivity of processing of ceramics with finer features demanding the predesigned tolerances without machining.23–25
3D printing of ceramics based on fused deposition modeling (FDM) can offer net shaping capability with structural integrity with micro-features.26,27 However, not only the paste rheology but also printing parameters as well as the post-heat treatments involved, play key role in achieving the desirable results.28,29 Recently, Koller et al. 30 have reported the use of calcium phosphate as a filler material for 3D printed titanium mesh for cranioplasty, but reports on fabrication of monolithic ceramics with finer features through 3D printing for such applications are very limited. In this study, we report the 3D printing of MgAl2O4 spinel fine mesh, which is recently proposed as a prospective biomaterial,6–10 for the possible applications for cranioplasty. MgAl2O4 spinel mesh was printed with 410 × 410 μm cells with square cross-section and rib thickness of 250 μm, which is the desirable configuration for enhancing the tissue growth.31–33
This study also reports the processing of mesh using commercially available spinel powder, preparation of paste with optimum rheology, FDM printing followed by sintering under pressure-less and pressure-assisted conditions. The mesh samples exhibited structural integrity within the tolerance limits demonstrating the possibility of 3D printing as an effective technique for producing customized bioimplants for applications such as cranioplasty.
The 3D printed mesh was sintered and further Hot Isostatically Pressed (HIPed) at 1800°C under argon pressure of 195 MPa. Mesh samples after Hot Isostatic Pressing (HIPing) were subjected to physicochemical, mechanical, and microstructural characterization. Samples with near theoretical density values were subjected to ceramo-graphic polishing for hardness measurement and determination of elastic modulus by nanoindentation. Samples exhibited graded grain structure with finer grains near the edges and coarser ones toward the center of the ribs. This can be attributed to the possibility that relatively higher porosity pre-existed in the printed sample along the edges, in comparison with the center. Furthermore, due to the flow behavior during printing process and low distribution of the powder loading along the edges also results in relatively lower green density. This leads to presence of higher porosity along the edges which pins the grain growth under extremely low heating rate employed for the controlled shrinkage rates to maintain the integrity of the sample. This differential pore structure results in pore pinning of grains during penultimate stage of sintering, although porosity gets eliminated in the final stage of sintering and close to full densification (99.72% theoretical density) is achieved during HIPing. Mechanical properties such as elastic modulus and hardness are found to be well complemented with the density and microstructure. 3D printing of MgAl2O4 spinel mesh demonstrated in this study is further explored for biomedical applications based on our earlier studies reported elsewhere. 8
Experimental Procedures
Characterization of spinel (MgAl2O4) powder
Particle size measurements was carried out on high purity (99%) MgAl2O4 powder procured from M/s. Baikowski, France, by photon correlation spectroscopy (Nanosizer, Malvern, United Kingdom), X-ray diffraction (Bruker, Germany) patterns were recorded using a Bruker D8 Advanced unit to analyze phase purity, whereas particle morphology was examined by scanning electron microscopy (S-3400N; Hitachi, Tokyo, Japan).
Preparation of printable colloidal dispersion, rheology, and 3D printing
Spinel colloid was prepared by dissolving 10 g of poly(vinlyl alcohol) (PVA) in 100 mL water and stirred overnight. One gram spinel powder was added to 40 mL of this solution in a glass beaker and stirred for 24 h until a uniform dispersion was obtained. The polymer-spinel colloid so obtained was transferred to a 10-mL cartridge and extruded out through a 30-gauge needle onto a glass slide for layer-by-layer printing.
The spinel mesh was fabricated using 3D bioprinter (3D Discovery; regenHU, Switzerland) and BioCad software (regenHU) was used to create the mesh design. The printing of the mesh was controlled by modifying the printing parameters such as needle gauge, pressure, line thickness, and pore size. A 30-guage needle with inner diameter 0.15 mm, length 6.35 mm, and a needle pressure of 0.145 MPa was used. The PVA-spinel colloidal solution was directly dispensed on the glass slide using layer-by-layer printing technique at a velocity of 10 mm s−1. The stage was maintained at 40°C to enable in situ drying and once completely dried, the spinel mesh was carefully taken off the slide for postprocessing.
Sintering and HIPing
Thermogravimetric/differential thermal analysis (TG/DTA) patterns were recorded for printed and dried mesh and the sintering schedule was designed according to the thermal events. The mesh samples sintered under pressure-less conditions are further HIPed under 1800°C and 195 MPa of argon gas pressure for a period of 5 h, which was found to be optimum to obtain close to theoretical density.
Characterization
The density of mesh samples was measured under sintered and HIPed conditions by Archimedes principle using an electronic balance with high precision (ME204 E/A04; Mettler-Toledo AG, Switzerland) following ASTM B962. The samples were characterized for their cellular properties such as unit cell length, rib thickness, and cell density. Mesh samples were also thermally etched, before microstructural characterization was carried out using a field emission scanning electron microscope (Gemini 500; Carl Zeiss, Germany). Vickers hardness measurement of HIPed mesh samples was carried out using hardness tester (VMHT; Walter UHL, Germany) at 100-g load. Elastic modulus measurement was carried out by nanoindentation (iNano; KLA Corporation). A peak load of 45 mN was used in the measurement and the elastic modulus were monitored continuously as a function of indenter depth.
Results and Discussion
Characterization of spinel (MgAl2O4) powder
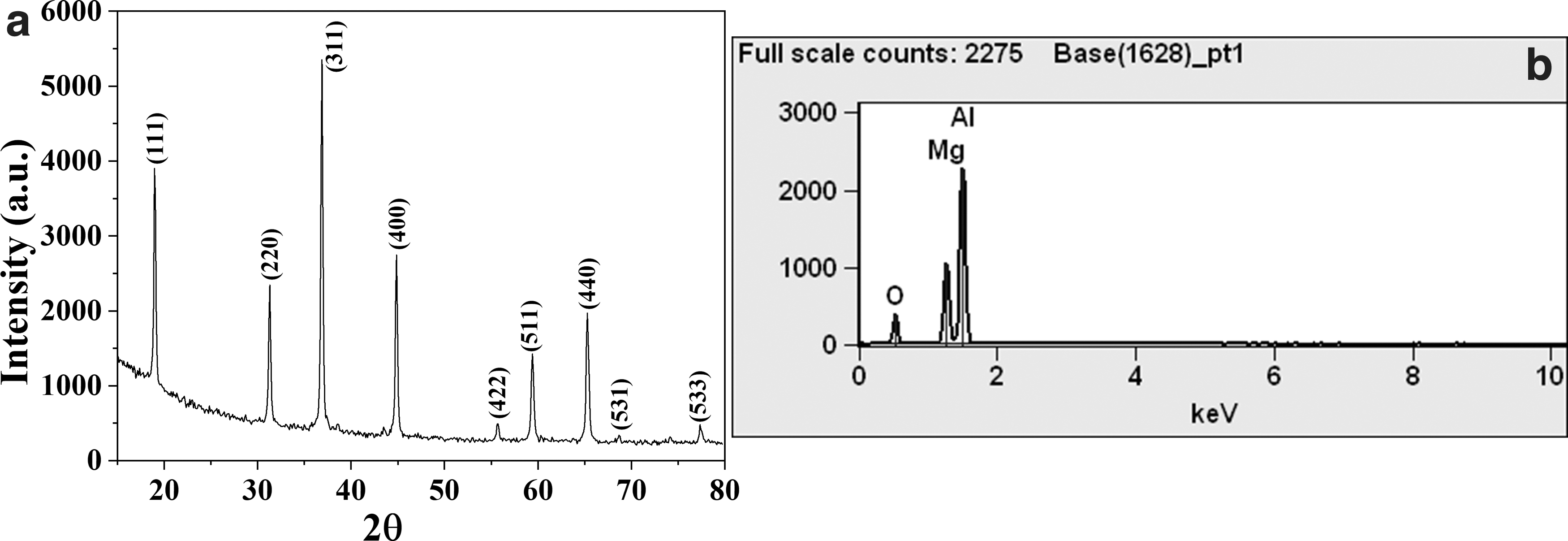
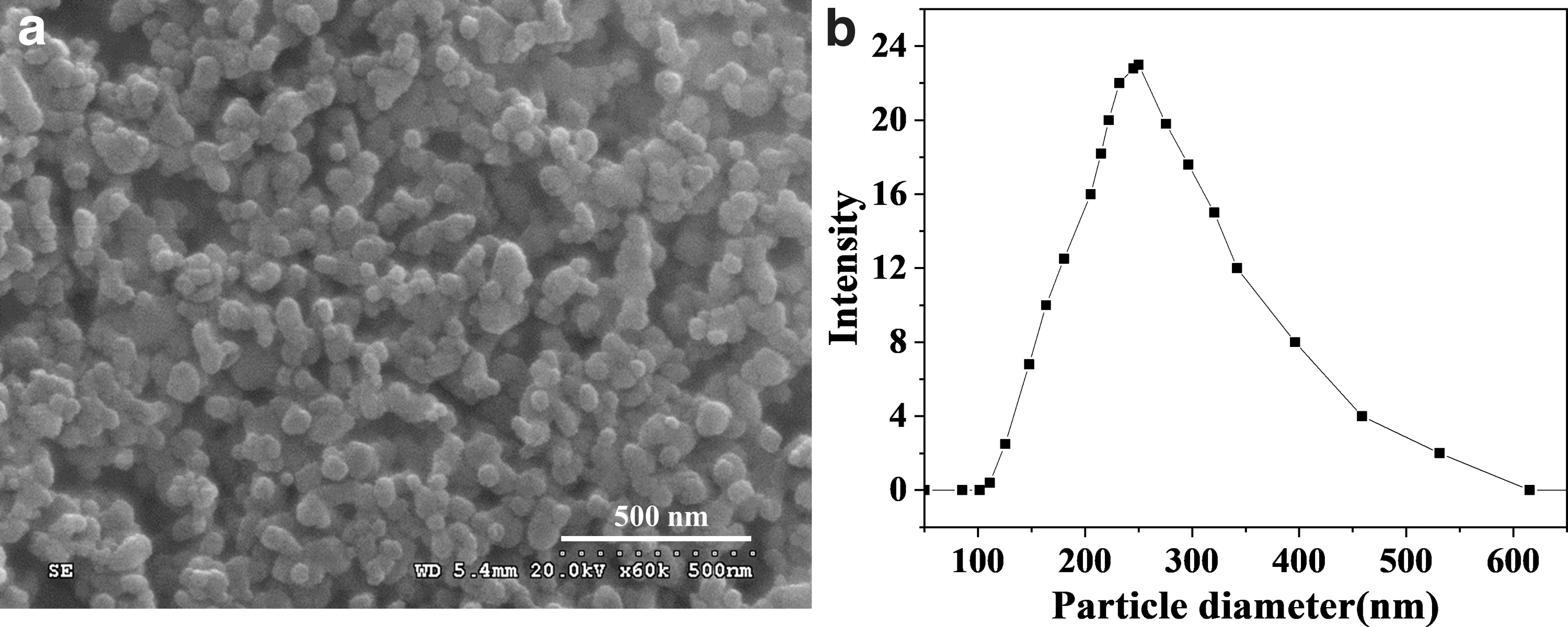
X-ray diffraction pattern shown in Figure 1a corresponds to the phase-pure MgAl2O4 spinel and energy dispersive X-ray spectroscopy analysis (Fig. 1b) of spinel powder sample exhibited 28% of magnesium oxide and 72% of aluminum oxide, which correlate well with the stoichiometric spinel formulations. Morphology of spinel powder is found to be irregular as is evident from scanning electron microscopy depicted in Figure 2a and the particle size distribution measured by dynamic light scattering has shown an average particle size of 250 nm (Fig. 2b).
Characterization of as-printed samples
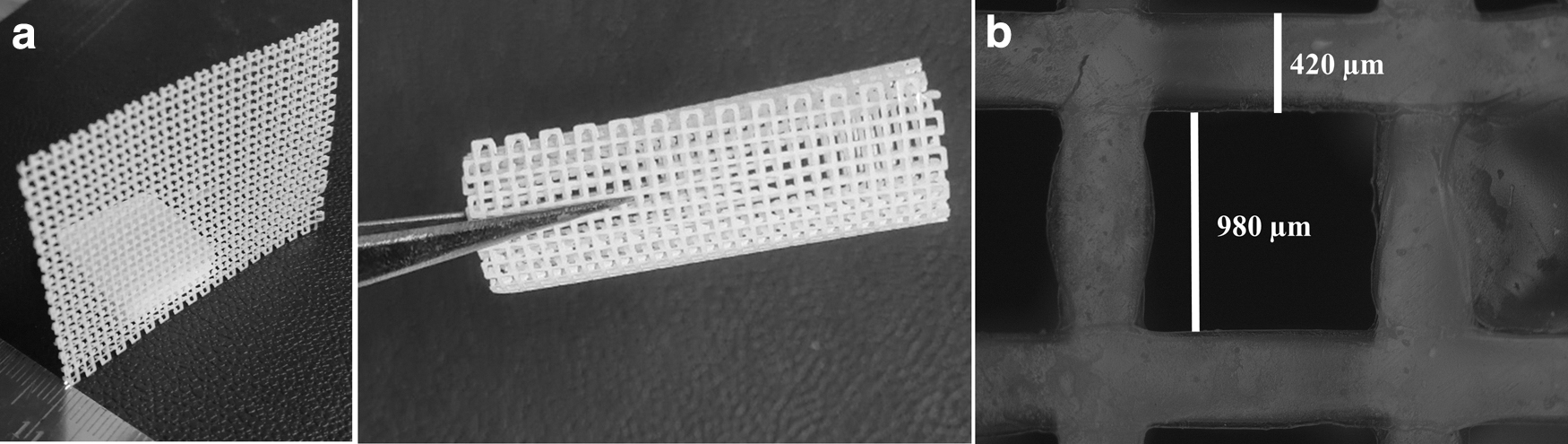
The printed mesh samples displayed good flexibility and maintained integrity while twisting and rolling as shown in Figure 3a, which can be attributed to the printing formulation and printing conditions adopted. Mesh samples are found to have a unit cell length of 980 μm (Fig. 3b) and a rib thickness of 420 μm and cell density of 18 pores per linear inch.
Sintering and HIPing
TG/DTA plots of the printed and dried mesh are shown in Figure 4a. The samples have shown a weight loss of 60% with two major thermal events. The first one in the range of 375–400°C corresponds to the thermal decomposition of PVA used for the ink preparation, whereas the second event in the range from 550°C to 600°C shows complete decomposition of PVA. A higher percentage of PVA in the green body for flexibility and better handling strength of fine structures is essential. However, removal of binder during subsequent heat treatment and excessive shrinkage are challenges in maintaining the integrity of the structures. A higher heating rate can obviously release suddenly large volume of residual gases, which exerts pressure within the pores introducing pressure beyond the stress tolerance of the green samples resulting in microcracking. In addition, higher rate of binder removal also results in nonuniform stresses leading to the microcracking affecting the structural integrity.

The sintering schedule was designed based on the TG/DTA pattern with slow heating rate of 0.5°C/min till 600°C with 30 min hold at 400°C and 600°C. This was followed by heating at 2°C/min up to 1500°C and again a heating rate of 0.5°C/min till the final sintering temperature of 1650°C with a hold of 60 min. HIP cycle followed based on several optimization studies for sintered spinel ceramics at our laboratory is shown in Figure 4b.
Characterization of sintered and HIPed samples
Density and microstructure
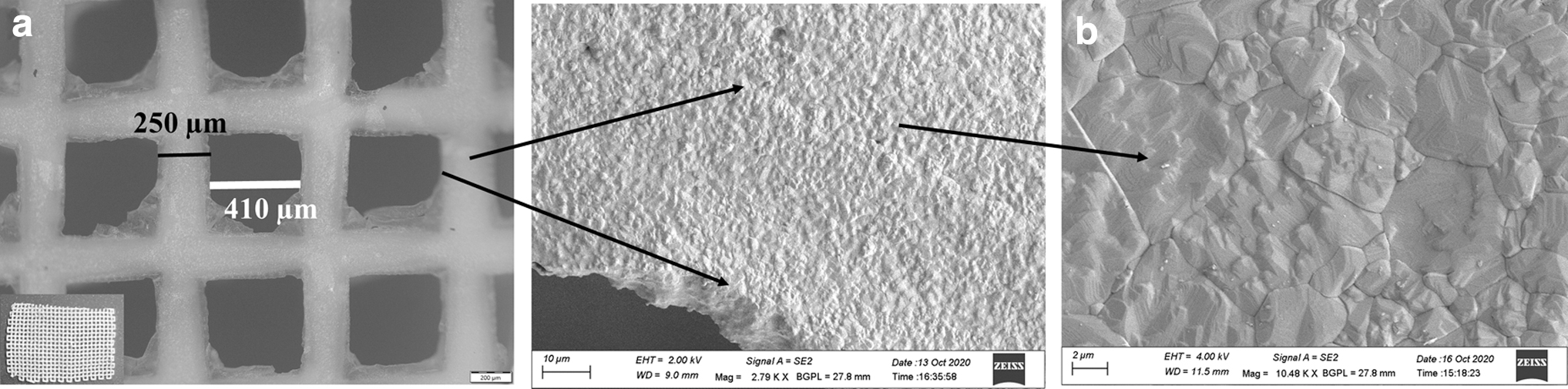
The optical micrographs and microstructure of sintered and HIPed samples are shown in Figures 5 and 6. Cellular properties of the mesh samples under printed, sintered, and HIPed conditions are listed in Table 1 along with density values. It is evident from the microstructure (Fig. 5b) that there is a gradation in the grain size within the rib of sintered samples. The microstructure along the edges of the ribs was finer in comparison with the center. An average grain size of 0.7 μm with occasional porosity along the edges and 5.2 μm at the center of the rib was observed in Figure 5b. This gradation of grain size can be attributed to the printing with greater segregation of organics near the edges, which results in the formation of more residual pores due to binder burn out as is evident from the sintered microstructure. The flow behavior during printing process and low distribution of the powder loading along the edges resulting in low green density. These residual pores are retained due to the very low heating rate of 1–1.5°C/min (similar to rate-controlled sintering 34 ) at the final sintering stage, which act as barrier for grain growth through pore pinning. HIPing resulted in substantial grain growth and the average grain size was found to be 10.9 μm (with a variation in the grain size of 2 ± 0.2 μm along the edges and 12.5 ± 0.5 μm at the center of the rib) exhibiting close packed and dense microstructure eliminating residual pores as shown in Figure 6b. Furthermore, the density has shown a marginal increase from 98.04% to 99.72% of theoretical density in the sintered and HIPed conditions, respectively.

Cellular Parameters of Three-Dimensional Printed Green, Sintered, and HIPed Spinel Mesh
HIPed, Hot Isostatically Pressed; PPI, pores per linear inch.
Mechanical properties
Hardness and elastic modulus measurements
Samples after HIPing were exhibited an average hardness of 12.95 GPa. We have carried out a comparison of processing of the spinel parts through casting and compaction followed by sintering and HIPing and reported hardness of 13.32 and 13.08 GPa, respectively, complementing with other studies.35–37 The hardness values achieved through 3D printing is also found at par with samples processed through other techniques.
Conclusions
Fine mesh of MgAl2O4 spinel was 3D printed successfully by a bioprinter using colloidal dispersion of spinel. The micro-features of the printed samples obtained as per the design within the tolerances can be attributed to the rheological behavior of the paste due to the optimum quantity of binder in combination with the printing parameters.
Printed mesh was binder removed under predesigned heating schedules based on the TG/DTA analysis. Pressure-less sintered samples have shown 410 × 410 μm square cells with rib thickness of 250 μm. The density of the sample was 3.51 g/cc (98.04% of the theoretical density).
For the sake of scientific interest to study the effect of simultaneous application of temperature and pressure, the samples were subjected to HIPing at a temperature of 1800°C and a pressure of 195 MPa. The samples have shown a marginal enhancement of density to 3.57 g/cc (99.72% of theoretical density), which can be attributed to the removal of residual porosities.
3D printed samples after HIPing exhibited a density of 3.57 g/cc and hardness of 12.95 GPa, which are at par with the samples processed through conventional ceramic processing techniques. The nanoindentation studies have shown an elastic modulus to be 238 ± 15 GPa.
MgAl2O4 spinel mesh with micro-features 3D printed in this study demonstrated the possibility of 3D printing as an effective technique for producing customized bioimplants and also as a prospective candidate that can be explored for biomedical applications such as cranioplasty.
Footnotes
Authors' Contributions
A.A. and C.S. are responsible for the 3D printing paste preparation and 3D printing of the spinel mesh used in this study. P.B. and S.M. have carried out heat treatment under pressure-less and pressure-assisted conditions followed by characterization of the spinel mesh. R.J., G.S.A., and G.P. contributed with respect to the conceptualization of the study, planning, and interpretation of the data. All the authors also contributed in the preparation of this article.
Author Disclosure Statement
We, the authors, herewith certify that there is no conflict of interest, personal financial interests, funding, employment, or any other competing interests exist with this article.
Funding Information
We, the authors, certify that there is no funding received for the research study reported in this article.