
Abstract
This study was aimed at investigating the photofatigue resistance and mechanical properties of photochromic wood–plastic composites using a stabilizer complex—AH (antioxidant 1010 and hindered amine light stabilizer HALS 770)—with different contents of thermoplastic polyurethane (TPU), which was prepared by the melt-blending extrusion process and three-dimensional (3D) printing. Photofatigue resistance, mechanical property, microtopography, and thermal analyses of 3D printed samples were performed. The results showed that the difference in surface color of composites improved by 26.7% with addition of AH after 10 days of accelerated aging, whereas the mechanical strength decreased. Upon adding TPU, composites' impact strength significantly increased by 25.48% and 87.87% with 10% and 20% addition, respectively. Meanwhile, the interface compatibilities between the components were enhanced. The differential scanning calorimetry and thermogravimetric analysis results indicated that 10% TPU could improve the thermal stability of composites.
Introduction
Capability of reversible, photoinduced color change of photochromic materials can be sorted into three groups, namely inorganic, organic, and organic–inorganic hybrid systems, with ever-increasing applications.1–3 As one important class of organic photochromes, spiropyrans (SPs) have attracted wide attention for several decades. The colorless SP undergoes ultraviolet (UV)-induced heterolytic cleavage of the Cspiro-O bond of the pyran ring to generate colored photomerocyanines (PMCs), which can reversibly rearrange into the initial spiro forms after removing the radiation. In addition, this photoexcited reversible reaction occurs in a very short time.4–6
The use of composites doped with spiropyrans has been widely applied to the construction of photoswitchable materials, such as cellulosic papers with pH responsivity modified by spiropyran–acrylic copolymers 7 ; rewritable anticounterfeiting inks based on latex particles containing spiropyran photoswitches 8 ; fibrous color dosimeter fabricated by polystyrene microfibers combined with a spiropyran dye and other agents 9 ; and light-activated, shape memory ethylene–vinyl acetate copolymers doped with spiropyran molecules. 10
Most photochromic composites are prepared using traditional subtractive manufacturing techniques, such as injection molding and extrusion in plastic processing techniques,11–13 which not only lead to serious waste of materials but also make it difficult to manufacture complicated shapes. In contrast, as a technique of additive manufacturing, three-dimensional (3D) printing could fabricate low-cost and fast-response prototypes with specially designed sizes and versatile shapes.14–17 There are many types of 3D printing techniques, among which fused deposition modeling (FDM) is the most widespread rapid prototyping technology.18–21 Currently, FDM has been developed for a variety of applications in education, 22 biomedicine,23,24 industries, 25 and craft products, 26 etc.
The thermoplastics used for FDM are mainly polyethylene terephthalate, acrylonitrile butadiene styrene, and polylactic acid (PLA). 27 PLA is chosen as the matrix of composites due to its good biodegradability, glossiness, and transparency. The FDM filament incorporating 5% wood flour (WF) as the reinforcing component possessed good adhesion and enhanced initial deformation resistance. 28 Additionally, in previous experiments, it was found that WF acted like a UV absorber in the photochromic composites. Under the same UV irradiation intensity, a part of UV light can be absorbed by chromophores in WF, which could protect SPs from photodegradation to a certain extent. 29 However, the major shortages of PLA-based photochromic composites are photofatigue caused by SPs and brittleness originating from PLA, both of which may limit their applications.
As is well known, both hindered amine light stabilizers (HALSs) and phenolic antioxidants can inhibit photooxidation. However, whether they exert a synergistic effect or an antagonistic effect depends on the situation,30,31 and few studies have shown the effect of interaction between these two additives on photochromic materials. In addition, adding thermoplastic polyurethane (TPU) to toughen PLA with good interfacial adhesion and mechanical properties is one of the simple and effective ways, 32 but there is little knowledge about its influence on PLA-based photochromic materials.
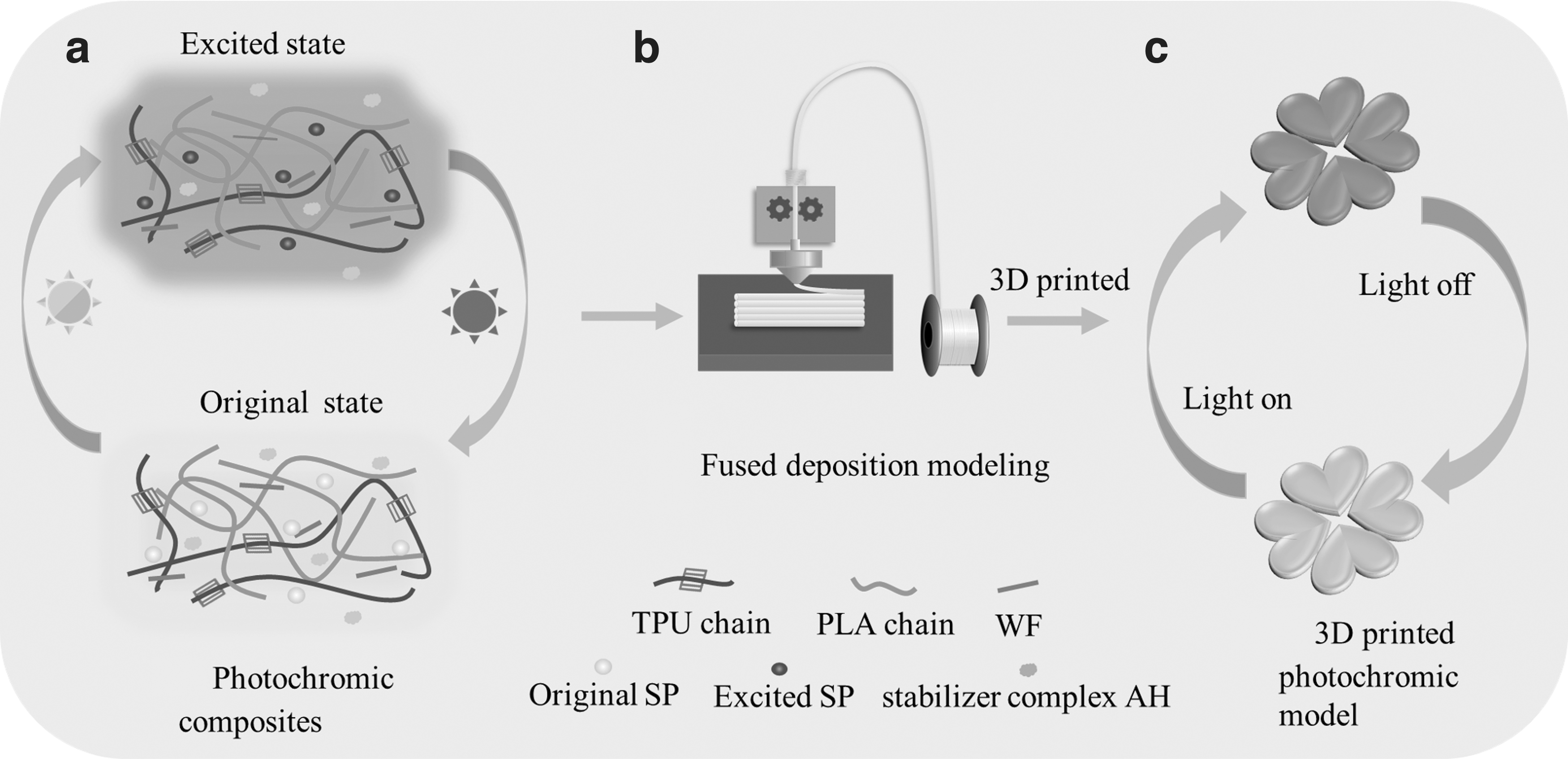
The objective of this article is to explore the effects of antioxidant 1010/HALS 770 (AH) and TPU on photochromic wood–plastic composite (PWPC) properties. In this study, a series of characterizations were carried out using different measurement methods, such as accelerated aging, mechanical testing, scanning electron microscopy (SEM), differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), and 3D printing test. An illustration showing the photochromic mechanism of the composite is presented in Figure 1.
Materials and Methods
Materials
PLA (4032D, with melting point in the range of 155–170°C) was purchased from Nature Works Co., Ltd. Poplar WF (nominal 100 meshes) was supplied by Deheng Mineral Product Processing Factory (Shijiazhuang, China). Photochromic SP derivatives were obtained from Shenzhen Qiansebian New Material Technology Co., Ltd. (China). TPU (85 A, with shore hardness of 85 A) was supplied by BASF Co. (Germany). Bis(2,2,6,6-tetramethyl-4-piperidinyl) sebacate (HALS 770; AR) and pentaerythritol tetrakis(3-(3,5-di-tert-butyl-4-hydroxyphenyl) propionate) (antioxidant 1010; AR) were purchased from Shanghai Macklin Biochemical Co., Ltd. (China).
Preparation of composites
The PLA, WF, and SPs were first mixed in a mass ratio of 90:5:5 and then a certain stabilizer complex and TPU were added to these materials (as shown in Table 1). The obtained mixtures were stirred for 10 min using a high-speed mixer. Next, the mixture extrudate was fabricated by a twin-screw extruder (SJSH-30; Nanjing Rubber and Plastic Machinery Factory, China) with a screw speed of 10 rpm. The temperatures at each stage were preset at 160°C-170°C-180°C-190°C-190°C-160°C-155°C (from the inlet to the outlet). The obtained granules were molded into filaments through a high-precision, 3D printing consumable extruder (SHSJ25; Dongguan Songhu Plastic Machine Co., Ltd., China), and the diameter was controlled in the range of 1.75 ± 0.1 mm. The temperatures were set at 160°C-190°C-160°C from the feeder to the mold.
Different Composites and Their Weight Ratios (%)
The addition of additives (antioxidant 1010, HALS 770, and TPU) is the weight percentage of the PLA/WF/SP matrix.
AH, antioxidant 1010/HALS 770; HALS, hindered amine light stabilizer; PLA, polylactic acid; PWPC, photochromic wood–plastic composite; SP, spiropyran; TPU, thermoplastic polyurethane; WF, wood flour.
Using the FDM 3D printer (MR300; Beijing Hui Tianwei Technology Co., Ltd., China), the filaments were molded into different shapes (Fig. 2). The sample names are shown in Table 1.
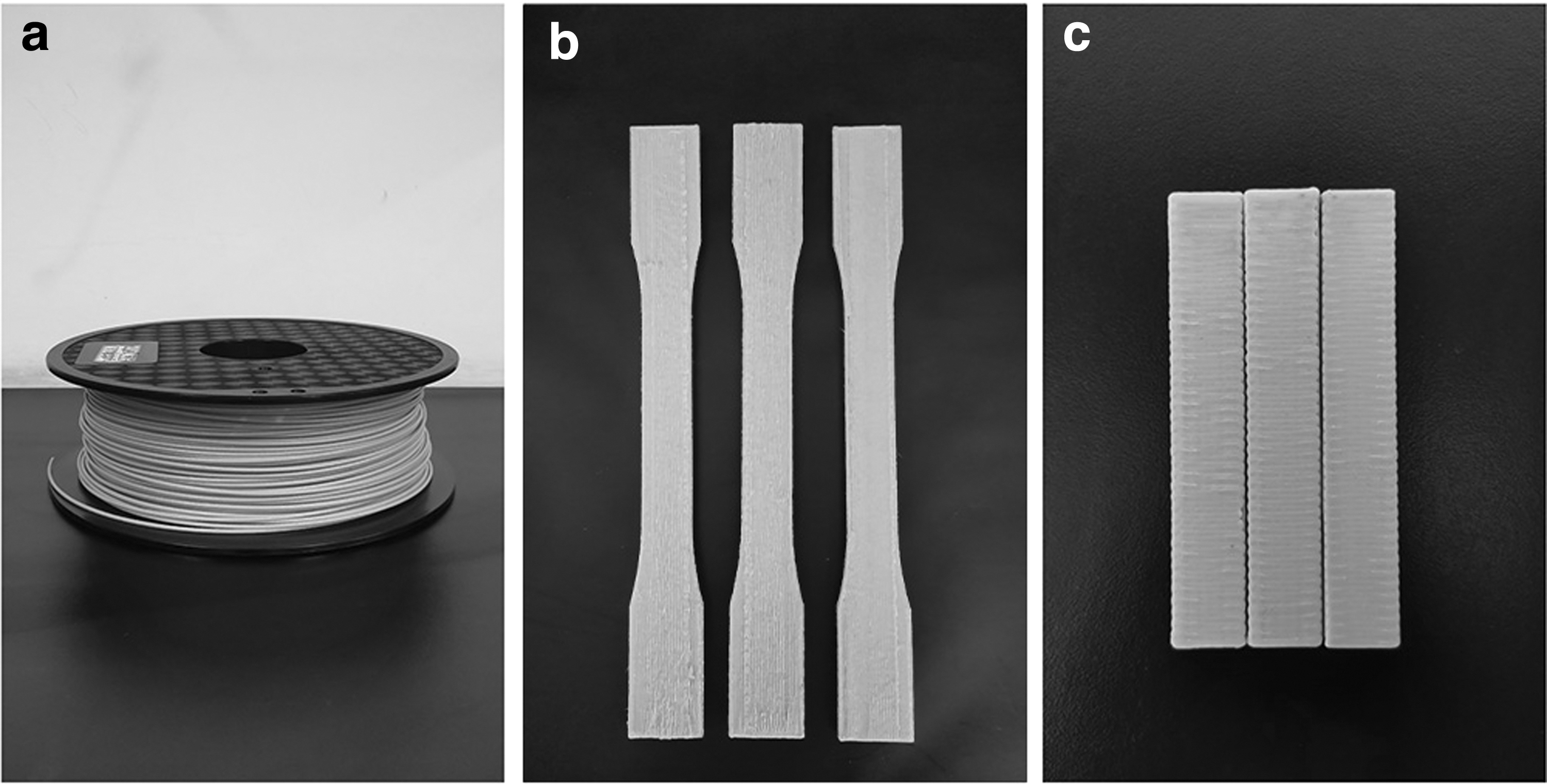
The filament
Characterizations
Accelerated aging test
The accelerated aging test was conducted using a QUV/SPRAY UV accelerated weathering tester (Q-Panel) under 340 nm irradiation and 1 W/m2 intensity. The photochromic degree, which was expressed as a color difference (ΔE), was determined and calculated according to the GB/T 7921-2008 CIE1976 L*a*b* color system from Equation (1)
where L1 represents the lightness, a1 represents the red–green chromaticness, and b1 represents the yellow–blue chromaticness in the original state (before UV irradiation). L2, a2, and b2 represent the same as above, but in the excited state (after 1-min exposure to UV irradiation). ΔE was measured by the CM-2300d spectrophotometer (Konica Minolta Holdings, Inc., Japan) every 24 h until composites do not exhibit photochromic properties. All samples with a size of 80 × 10 × 3.5 mm were examined eight times and the average value was reported.
Mechanical properties
Tensile tests were executed on an RGT-20A Universal Testing Machine (Shenzhen Reger Instrument Co., Ltd., China) according to ASTM D638. The sample size for tensile tests was 165 × 193 × 3.5 mm (L × W × H). The impact properties of composites were measured using an XJ-50G Impact Tester (Hebei Chengde Mechanical Testing Machine Co., Ltd., China), according to the Chinese Standard, GB/T 1043. The sample size was 80 × 10 × 3.5 mm (L × W × H). The measured values of all composites before 10 days of aging were calculated as the averages of eight measurements.
Scanning electron microscopy
The fracture surface of composites was examined by a JSM-7500F SEM (FEI QUANTA 200, The Netherlands) operated at 10 kV. All samples were prepared by cryogenic fracturing in liquid nitrogen and then gold-sprayed for SEM observation.
Differential scanning calorimetry
The thermal performance was evaluated by the DSC Q20 (TA Instruments) under N2 atmosphere. To eliminate the influence of thermal history, the first scan was heated from −30 up to 200°C and maintained at 200°C for 5 min. Next, the samples were cooled to −30°C and then reheated to 200°C. All scans were performed at the same heating and cooling rates of 10°C/min.
Thermogravimetric analysis
The thermal decomposition of composites was examined using a Q50 analyzer (TA). Samples of ∼5 mg were placed in an aluminum pan, then heated at a heating rate of 10°C/min from 25°C to 650°C under dynamic flow of nitrogen.
Three-dimensional printing
The chameleon model was printed using the Z400 3D printer and the surface texture and photochromism of the finished products were investigated.
Results and Discussion
Accelerated aging
Figure 3 shows the variation of ΔE along with accelerated aging time. It can be seen that ΔE values of all samples decreased rapidly in the early aging period (0–3 days) and then decreased slowly with the extension of aging time. This may be due to the fact that some SPs shifted into nonphotochromic molecules and became colorless under repeated activation during the early aging period, leading to a sharp drop in ΔE value. In the late aging period, the quantity of SP molecules gradually became stable, so the downtrend of the ΔE value began to level off.

Variation of ΔE along with artificial aging time of composites before and after UV irradiation. UV, ultraviolet.
As shown in Figure 3, the ΔE value of the PWPC sample on day 0 (before accelerated aging) was the lowest, ΔE0 = 30. When the stabilizer complex was added, the PWPC-AH sample showed a higher ΔE0, representing an 18.5% increase compared with the PWPC sample. This result indicated that the combination of antioxidant 1010 and HALS 770 had a positive effect on the photochromic performance of PWPC-AH, resulting in a higher level of photocoloration.
When the aging test time exceeded 6 days, the ΔE value started to fall below 10, illustrating that all the samples had no obvious photochromic effect. During the entire aging test process, the ΔE value of PWPC-AH was basically higher than that of PWPC. Besides, on the 10th day of the aging test, the ΔE value of PWPC-AH increased by 26.7% over the PWPC group, indicating that the PWPC-AH had better photostability.
As is well known, the fatigue behavior of SP molecules is chiefly caused by photodegradation, which occurs mostly during the photooxidation process. 33 The cleavage of the Cspiro-O bond (as shown in Fig. 4) is often accompanied by the occurrence of a side reaction upon irradiation. Oxygen in the air stimulates photodegradation of intermediates and the zwitterionic merocyanine form through the free radical process as their charge distribution is more concentrated. In addition, it is difficult for the aggregated PMC molecules to instantly convert back to SP molecules, so they are more vulnerable to the photooxidation process.
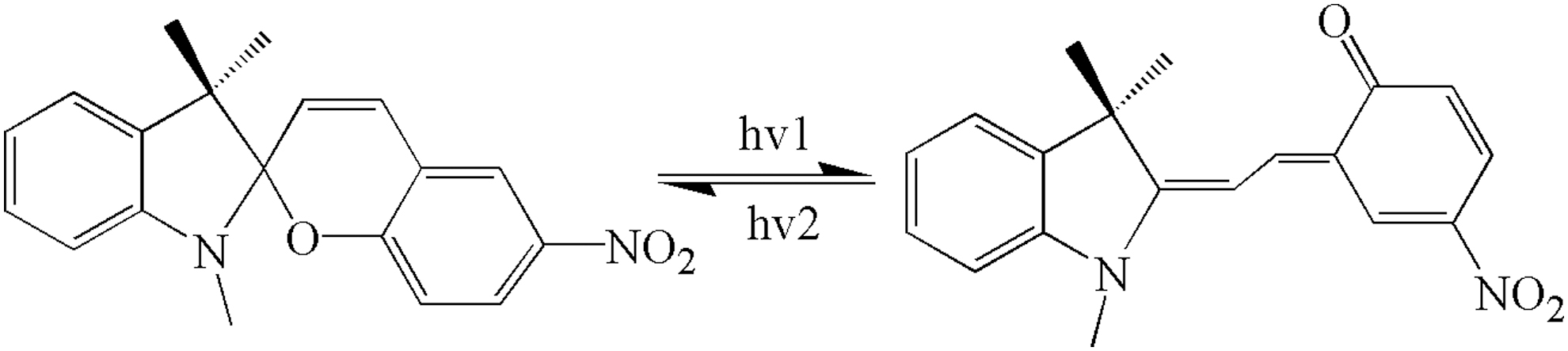
Photochromism of spiropyran.
Both antioxidant 1010 and HALS 770 are free radical scavengers, the former can terminate the aging chain reaction through binding with the oxygenic free radical and hydroxyl free radical, etc., to disable their activities. 34 The alicyclic amine structure of the latter can be converted into stable nitroxide radicals under the reaction of light and oxygen, which can effectively capture free radicals generated by photochromic materials. 35 Moreover, it is also possible that the fluidity of these radicals at high temperature could help SP groups to be evenly dispersed in the matrix to decrease aggregation.
Consequently, when these two stabilizers were added to PWPC in the proportion of 1:1, the synergistic effect between them (Fig. 5) inhibited the occurrence of side reactions in photochromic composites during photoactivation, as well as favored uniform distribution of SP, and thus enhanced the photofatigue resistance of composites.
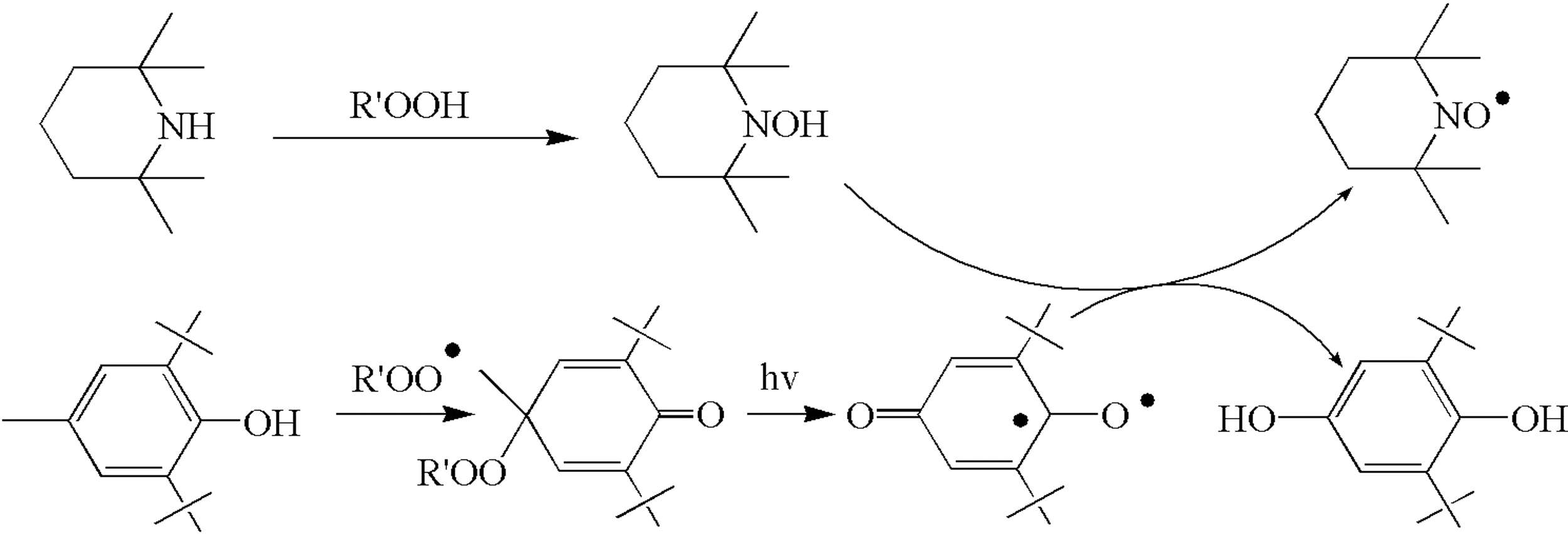
Synergism between antioxidant 1010 and HALS 770.
On day 0 (before accelerated aging), the ΔE values of PWPC-AH, PWPC-AH-T10, and PWPC-AH-T20 were similar. On days 1–4, the ΔE values of TPU-added groups were higher than that of PWPC-AH. However, on days 5–10, the situation was reversed. This was because PWPC-AH without TPU had a relatively high content of PLA, which was noticed to be more radiation sensitive than TPU and can absorb more UV light. 36 Therefore, the light absorption and photocoloration properties of SPs were weakened, causing the ΔE value of PWPC-AH to be lower than that of TPU-added groups.
However, with the extension of aging test time, the color of TPU-added composites changed into yellow. Besides, the ΔE value of PWPC-AH-T20 was lower than that of PWPC-AH-T10 on days 2–10. This was because the chemical structure of TPU did not change significantly, but the hydrogen bond content greatly increased, which could generate enamine and cause yellowing of composites. 37 As the natural color of the composites was yellow, the excited purplish blue was not obvious (Supplementary Fig. S2), resulting in a decrease in the absolute value of difference in yellow–blue chromaticness |b2 − b1| and ultimately in ΔE, that is, the degree of photochromism declined. Therefore, the dosage of TPU should not be too high.
Mechanical properties
The mechanical properties of composites play a vital role in their practical applications. As shown in Figure 6, the tensile strength of PWPC-AH was 28.7 MPa, which was 1.8% higher than PWPC, while the tensile modulus and impact strength decreased by 16.53% and 22.64%, respectively. This could be explained by the following reasons: (1) the piperidine structure of HALS 770 with a certain alkalinity could react with PLA to accelerate its degradation (based on previous studies 38 ) and (2) the addition of AH made it difficult for the composite granules to be stretched into filaments, which are also frequently broken during the subsequent printing process. Resultantly, the quality of samples decreased. As a result, the tensile modulus and impact strength of PWPC-AH were reduced.
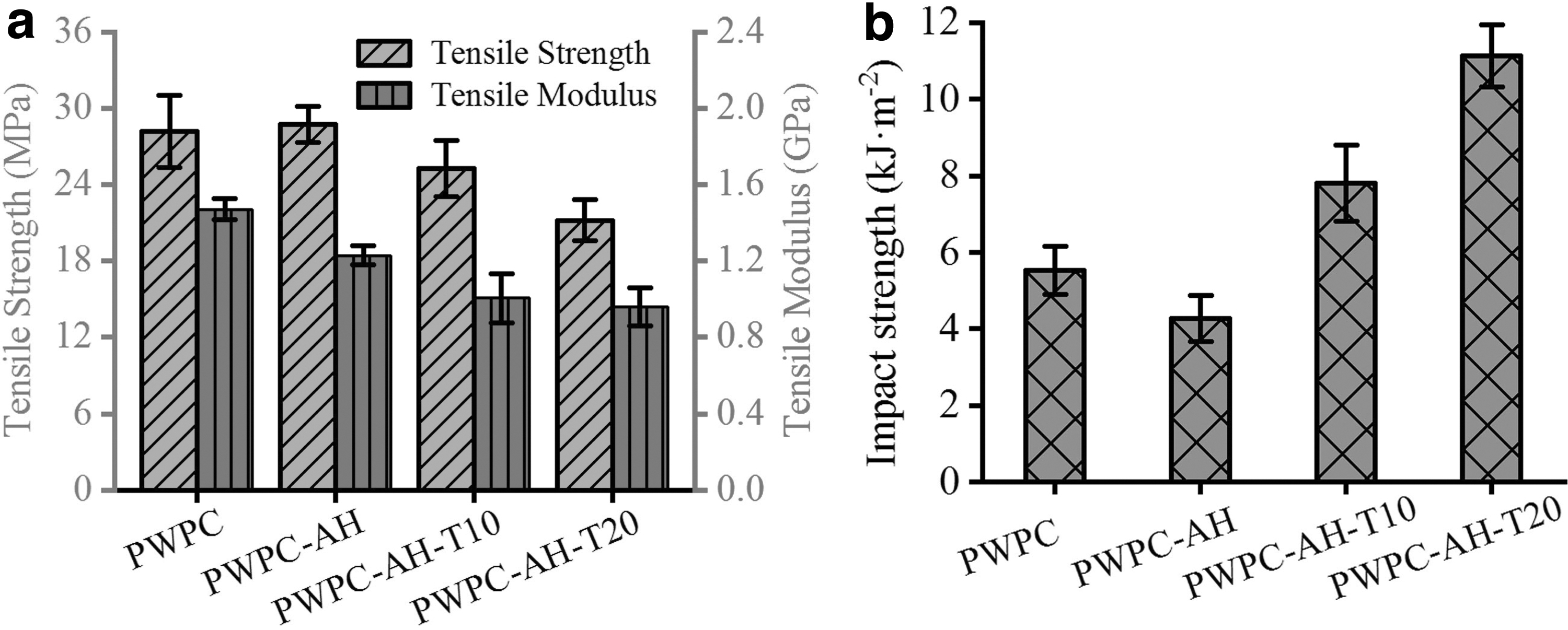
The tensile
As depicted in Figure 6, the tensile strength of composites decreased, while the impact strength increased by 25.48% and 87.87% at 10% and 20% TPU, respectively, which was a linear block copolymer consisting of polyol oligomers as soft segments (SSs) and diisocyanates as hard segments (HSs), in which the HS acted as a reinforcer linked by hydrogen bonds and embedded in the SS. The SS can provide composites with flexibility and elasticity, leading to a decline in the tensile strength and modulus, but a remarkable increase in the impact strength. Therefore, the incorporation of TPU into composites can compensate the toughness loss caused by adding AH.
Morphology
An illustration of the fracture surface of composites is provided by the SEM images shown in Figure 7. It can be apparently observed that the PLA constituted the continuous phase, WF the fibrous phase, SP the spherical phase, and TPU as the disperse phase. The AH was not visible in SEM images because it had been fused with the matrix into one entity and there was no conspicuous interface separation.
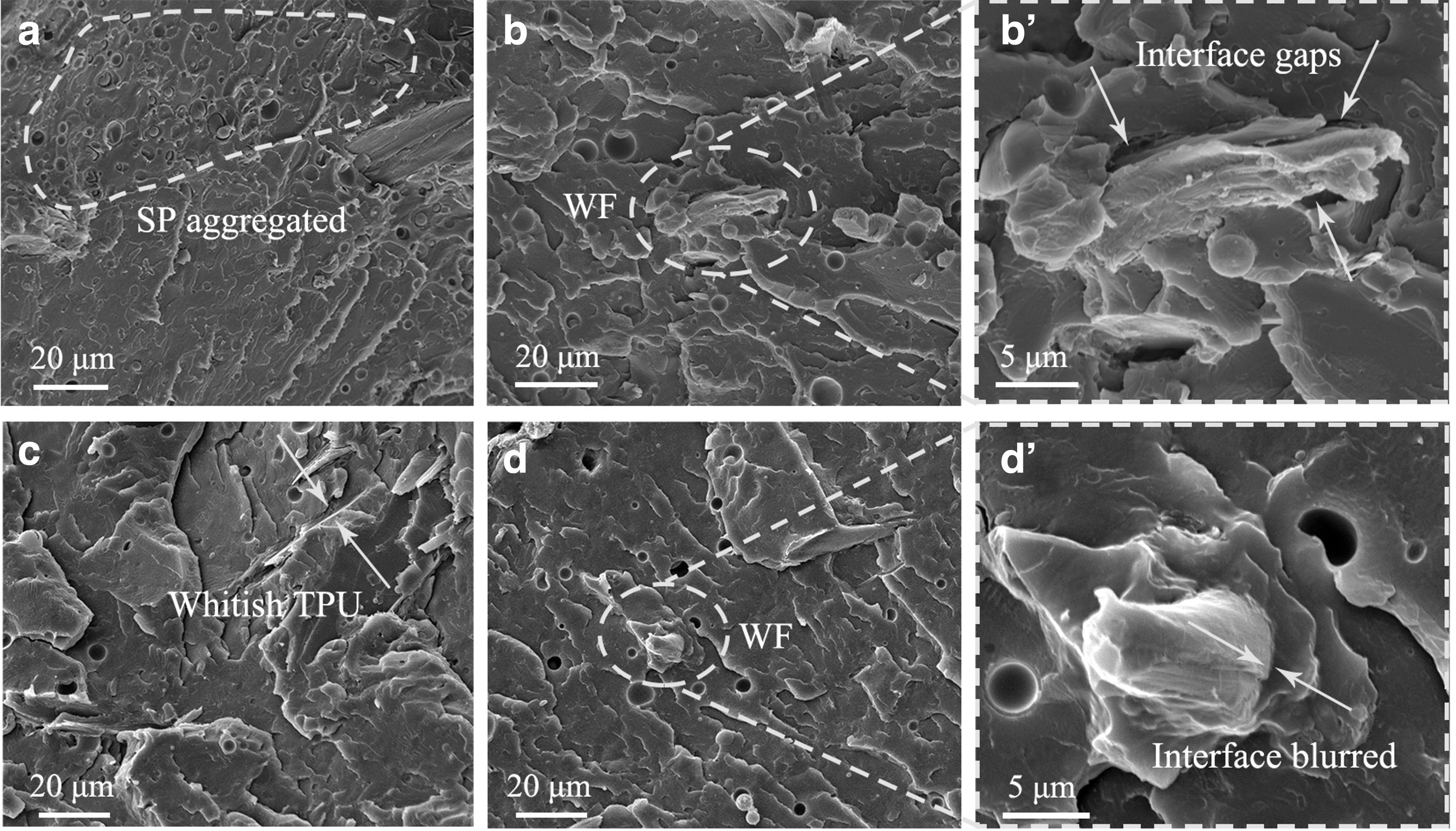
SEM images of cryofractured composites:
It can be seen from Figure 7a that SPs are unevenly distributed throughout the matrix, the gathering phenomena of which appeared. However, PWPC-AH had no agglomeration compared with PWPC, indicating that AH promoted the dispersion of SP in matrix (Supplementary Fig. S1). In Figure 7b, the fracture surface of PWPC-AH is much coarser than PWPC (Fig. 7a), indicating weakening of the self-integrity of PLA chains. Meanwhile, the interface gaps between WF and PLA were clearer, and the WF surface had obvious bifurcation cracks, demonstrating that there was poor interfacial compatibility between the two and consequently worse interaction, which blocked load transfer to the WF. These phenomena led to poor mechanical properties.
With the introduction of TPU, a whitish structure can be observed (Fig. 7c, d) due to shear yielding of the TPU phase, which dissipated energy and reduced the rupture of PLA chains. Furthermore, the WF fiber wrapped by the matrix became smooth and complete and the interphase became blurred, indicating that the interfacial bonding between the WF and PLA was improved. Embedding SPs into the PLA matrix would reduce its environmental degradation. Figure 7c and d shows that there are still pullouts of particles or gaps appeared between SPs and the matrix despite addition of TPU, indicating that TPU had little effect on the compatibility of SPs and the matrix. These results obtained from SEM images revealed that the TPU-added composites had better interfacial properties, which were in good accordance with the results of the mechanical testing.
DSC analysis
To determine the effect of agents on the thermal property of composites, DSC was conducted. The first melting DSC curves and cooling DSC curves of composites are provided in Supplementary Figure S3. After removing the thermal history, the second heating curves of the composites are displayed in Figure 8. The thermal parameters calculated from DSC curves are presented in Table 2. The effects of SPs and WF on the heterogeneous nucleation of the PLA crystal have been discussed in the Results and Discussion section 1 in Supplementary Information.

Second melting DSC curves of composites. DSC, differential scanning calorimetry.
Characteristic Values of the Differential Scanning Calorimetry Curves of Composites with Different Agent Types
It can be seen that all the samples had a peak at ∼165°C due to the melt phase of PLA. In the curve of PWPC, the glass transition occurred at 60.15°C, followed by cold crystallization at 99.17°C, both of which decreased at 52.89°C and 97.73°C, respectively, for PWPC-AH. Presumably, the fusible AH component could facilitate the PLA chain movement when flowing throughout the matrix at elevated temperature, leading to an increase in crystallinity.
After incorporating TPU, the glass transition temperature (Tg) of composites was not greatly affected with either 10% or 20% loading, indicating that TPU and PLA were immiscible. It can be seen from Supplementary Figure S4 that Tg of pure TPU itself is very insignificant. For TPU/PLA-based composites, the added content of TPU is relatively small, and the Tg of the TPU phase cannot be observed after thermal crystallization. The melt temperature (Tm) of TPU was in the range of 150–200°C, which was very close to that of PLA (155–170°C). Therefore, DSC does not show any signs of the Tm of TPU (SS/HS).
Figure 8 displays the cold crystallization peak that became sharper and shifted to lower temperatures in the PWPC-AH-T10 and PWPC-AH-T20 samples, which can be attributed to two aspects: first, TPU provided additional heterogeneous nucleation sites for PLA and thus reduced the cold crystallization temperature, which increased the nucleation rate, and second, the elastomeric TPU phase could hinder the movement of PLA chains because of hydrogen-bonding interactions between them. These phenomena led to incomplete crystal growth and formation of imperfect crystals.39,40 Furthermore, it was found that there was no cold crystallization behavior in TPU (Supplementary Fig. S4). 41 Therefore, the crystallization ability of TPU-added composites decreased.
Thermogravimetric analysis
Thermal stability measurements of composites were performed by TGA. The resulting TGA and differential thermal gravity (DTG) curves are shown in Figure 9.

TGA
It can be seen in Figure 9a that the thermogravimetric curves descended rapidly within 250–350°C, and the total mass loss was up to 90%, which was mainly because of the chain degradation of PLA. 42 In this study, 5% weight loss temperature was used as an index (denoted as T5) to characterize the thermal stability of composites. The values of T5 for PWPC, PWPC-AH, PWPC-AH-T10, and PWPC-AH-T20 were 263.43°C, 219.84°C, 246.61°C, and 227.46°C, respectively. It was found that adding AH into PWPC promoted a lower T5. This phenomenon can be explained by the following: (1) the existence of HALS 770 accelerated the chain scission of PLA as well as a consequent reduction of T5; and (2) the fluidity of AH at high temperature introduced internal defects into the composites, which finally changed the structure and thermal stability of the composites.
With the incorporation of TPU, the value of T5 gained some recovery. As shown in Figure 9, addition of 10% TPU significantly improved the thermal stability because of the thermally stable TPU phase, but when adding 20% TPU, the thermal stability of composites decreased. This may be because the integrality of PLA chains was possibly destroyed through the elevated interaction between TPU and PLA.
DTG curves (Fig. 9b) showed that both PWPC and PWPC-AH exhibited one-stage pyrolysis, whereas TPU-added composites had three stages, as plainly illustrated by the three DTG peaks (blue and green lines in Fig. 9b), which might have been caused by degradation of the PLA component, SS, and HS of TPU, respectively. 42 It can be deduced that the appropriate proportion of TPU improved the thermal stability of composites. This was in conformity with the previous characterization results.
Models of photochromic composites by FDM
To demonstrate the application prospect of photochromic composites in the field of 3D printing technology, the chameleon model was created (Fig. 10). Because a suitable amount of TPU could greatly improve the mechanical properties of composites, the PWPC-AH-T10 composite was chosen to fabricate the demo model. The printed chameleon is shown in Figure 10b and c. Without illumination, the chameleon was in the original state of being yellow, as shown in Figure 10b. When exposed to sunlight, it transformed into the excited state and appeared purple under the photochromic reaction (Fig. 10c). In addition, the 3D printed chameleon had multiple characteristics such as special texture, lightweight, and natural wood sense.

FDM printed the chameleon with the PWPC-AH-T10 composite:
The previously mentioned properties of PWPCs endowed the products with considerable application foreground in the field of 3D printing and bionic intelligence.
Conclusions
To sum up, a series of photochromic WF/PLA composites using PLA, poplar WF, SPs, and different kinds of additives were fabricated through melt blending and FDM.
This work showed that the introduction of AH can enhance the photofatigue resistance of composites because they exhibited synergism, particularly under UV light. However, the decline in mechanical properties is obvious, especially the impact strength. With the addition of elastomeric TPU, the impact strength of the composites was significantly increased, which could compensate the strength loss caused by incorporating AH. At the same time, the SEM results displayed that the interfacial compatibility of WF and PLA was improved with TPU addition.
In the DSC results, the crystallization of PLA was found to be accelerated by addition of AH into composites, while the ultimate crystallinity of composites was not obviously reduced with the addition of TPU. TGA results indicated that the thermal stability of the composites was improved with addition of 10% TPU. For PWPC-based composites, the photochromic degree (ΔE value) of the composite containing 10% TPU was higher than that of the 20% TPU one within 2–10 days, indicating that the 10% TPU composite had better photofatigue resistance. By comprehensive consideration, the content of TPU in composites was preferred to be 10%. Combined with the FDM 3D printing technology, the chameleon model with photochromic property, textured surface, and natural wood sense was readily printed.
It is foreseeable that the composites developed in this study will be expanded to numerous applications, such as intelligent manufacturing systems, biomimetic smart devices, and reversible information storage.
Footnotes
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.