
Abstract
The article reviews the literature focused on investigating the adhesion strength between the 3D-printed polymers and the textile substrates, and its dependence on different factors related to materials, printing parameters, and fabrics type and structure. 3D printing (3DP) onto textiles is a domain in expansion as it allows developing products with new functionalities by gathering the advantages of design freedom, tailor-fit, comfort, variety, and mass customization provided by both the textiles and the additive manufacturing technology. In this context, it becomes important to document and understand how the adherence of different 3D-printed molten polymer to diverse textiles substrates can be improved for obtaining products more resistant to specific conditions, such as washing, wear, or ironing. Following a systematic search of electronic databases, 28 articles were selected for the full-text read and data extraction. The summarized information was grouped per 3DP material and analyzed factors, and then discussed in terms of variables influencing the adherence, including pretreatments and post-treatments applied to fabrics or 3D-printed onto fabrics specimens and objects. A case study of a customized polylactic acid–cotton-elastane wrist–hand orthosis is also presented to exemplify the modality in which the information synthetized in this review can be used in the development process of a new product.
Introduction
A
The current uses of 3DP technology in the textiles industry can be grouped into three categories of products/applications: 3DP textiles-like materials, which are fully 3D-printed structures (free-moving assemblies) that mimic the cloths4,10; 3DP onto fabrics, which means selectively depositing layers of 3D-printed polymers onto textiles substrates (the subject of interest for this study); and 3DP with embedded textiles, 11 which are 3D-printed objects with textile layer or textile fibers inserts. The last two categories of applications blend the 3D-printed polymer rigidity with the flexibility of fabrics for expanding the range of applications of both these types of materials. 12 If for the 3DP textiles-like materials, the drape, flexibility, and elasticity characteristics are very important as these products should resemble the conventional clothing,3,4 in the case of 3D-printed objects onto textiles or 3D prints embedded with textiles, a strong adhesion between the printed polymer and the fabric substrate is the main requirement. 13
This aspect is especially important also considering the specific requirements of resistance to repeated washing, wear, ironing, abrasion, ultraviolet (UV) aging, or deforming and recovering cycles typical during daily use. 14 Therefore, it becomes highly relevant to understand the mechanisms of adherence between diverse 3D-printed polymers and different type of textiles, 15 as well as the dependence of this adherence to the 3DP process parameters, fabrics structures, and properties, with the goals of tailoring the manufacturing process and improving product robustness, and selecting the best combinations of materials (3D-printed polymer and textile).
The challenges in this field are related to the very large number of parameter settings intrinsic to the 3DP process based on material extrusion, 16 the large variety of fabrics, and their suitability for intended purposes, as well as the compatibility between the printed material and the textile. Hence, the rationale of conducting a systematic review for gathering the current data in the field of the 3DP onto textiles, and compiling a pool of knowledge from which basis new and more complex applications can be developed.
Literature reports several theories for explaining the mechanisms of adherence of the 3D-printed molten polymers to the textile substrates,7,14,15,17 a combination of mechanical coupling between the structures (the fabric structure and the 3D-printed material threads) and of chemical interactions between the materials explaining the best the phenomenon occurring at the interface between the fabric substrate and the printed layer. 15 The chemical bonding depends on the materials characteristics and their compatibility; hence, the molecular chains diffusion, thermal conductivity, or fabrics wettability should be considered. The mechanical theory of adherence refers to the formation of form-interlock connections of the molted filament within the fabric substrate, meaning the rougher the textile substrate and more porous, the better the adhesion; the viscosity of the 3DP polymer playing also an important role.15,17,18
At this multifaceted context of factors related to the materials and 3DP process, the fabrics pretreatments and post-treatments can be added. These modify the substrates properties through chemical and mechanical means enhancing or weakening the adhesion forces.19,20 Therefore, the development of functional applications based on 3DP polymers onto textiles becomes a complex task, which should rely on the experimental research data existent so far for decreasing the trial-and-error iterations caused by the insufficient adhesion of the polymer to the textile that might occur during the product use. To this end, this research aims first at identifying the main parameters influencing the adhesion of 3D-printed material to the textile substrate by systematically reviewing the literature in the field. Then, based on the collected data, an application is developed.
A wrist–hand orthosis 21 is printed as flat onto a cotton-elastane textile (elastic bandage). A good adherence between the 3D-printed polylactic acid (PLA) and the fabric was achieved by following the indications presented in the literature. After printing, the orthosis was thermoformed in warm water and molded to the patient hand and then removed, dried, and repositioned on the hand. This product has the advantage of not requiring anymore the use of the usual Velcro strips, which the patients (especially the children) have the tendency to widen, thus decreasing the immobilization strength of the hand in the 3D-printed splint.
The following abbreviations are used further in this article: ABS (acrylonitrile butadiene styrene), PET (polyethylene terephthalate), PES (polyester), PA (polyamide), CNT (carbon nanotube), PMMA [poly(methyl methacrylate)], TPE (thermoplastic elastomer), TPU (thermoplastic polyurethane), TPS (thermoplastic styrene), PAN (polyacrylonitrile), and CPE (copolyester).
Materials and Methods
The review was performed following PRISMA (Preferred Reporting Items for Systematic Reviews and Meta-Analyses) search strategy 22 for identifying the studies investigating the adherence of different materials used in the material extrusion-based 3DP process onto different textiles substrates, and the conditions and the factors affecting this adhesion.
Searching strategy and records selection
Scopus and Web of Science electronic databases (covering publishers such as Elsevier, SAGE, MDPI, Emerald Group Publishing, IOP Publishing, Springer Nature, Taylor & Francis, and Wiley) were searched up to January 2022 by using the following terms: (“3D print*” OR “three-dimensional printing” OR “fused deposition modeling”) AND (fabrics OR textiles) AND (adhesion or peel*). Only the studies in English language were considered. The authors have independently conducted the search based on keywords; the differences between the resulted lists of articles being discussed afterward.
Several additional references were found by using the snowballing approach during the full-text read stage. Duplicates were removed using the Mendeley reference management software, and then, the studies' titles and abstracts were screened against the exclusion criteria (novel materials or manufacturing processes, studies focused on 3DP textiles' applications, 3DP textiles-like materials, 3DP textiles uses in the cloths design, bioengineering/tissue studies). One state-of-the-art article was identified during the search; it broadly addresses 3DP textiles field including information on materials, 3DP processes, applications, 4DP, and advantages and disadvantages. A list of 32 articles for full-text reading was compiled, 4 articles being excluded afterward as not presenting enough relevant information for the data extraction sheet.
Figure 1 presents the searching flow diagram, which includes the quantitative information on the different steps of the systematic review process and the corresponding number of identified records.

Diagram of the search flow (PRISMA). PRISMA, Preferred Reporting Items for Systematic Reviews and Meta-Analyses.
Data extraction
A total of 28 studies were finally included in the qualitative review, the data extraction sheet synthetizing the following categories of information: study main purpose, 3DP process-related information (3D printer, material, main process parameters kept constant during the experiments), textiles-related information (fabrics type, structure, parameters, preprocessing), postprocessing of the 3DP onto textiles specimens or objects, varied factors during experiments (textiles parameters, 3DP parameters, preprocessing and postprocessing methods), adhesion testing-related information, main research conclusions regarding the influence of the studied factors on the adhesion force or on another mechanical property (tensile strength, tear strength, abrasion resistance, etc.).
Results and Discussion
Figure 2 shows the distribution of the surveyed studies per year, an increasing interest from 2015 up to 2020 can be noted, which justifies the necessity of this review type of study. In 2021, the number of studies decreased most probably because of COVID-19 pandemic lockdown and limited access to equipment and material.
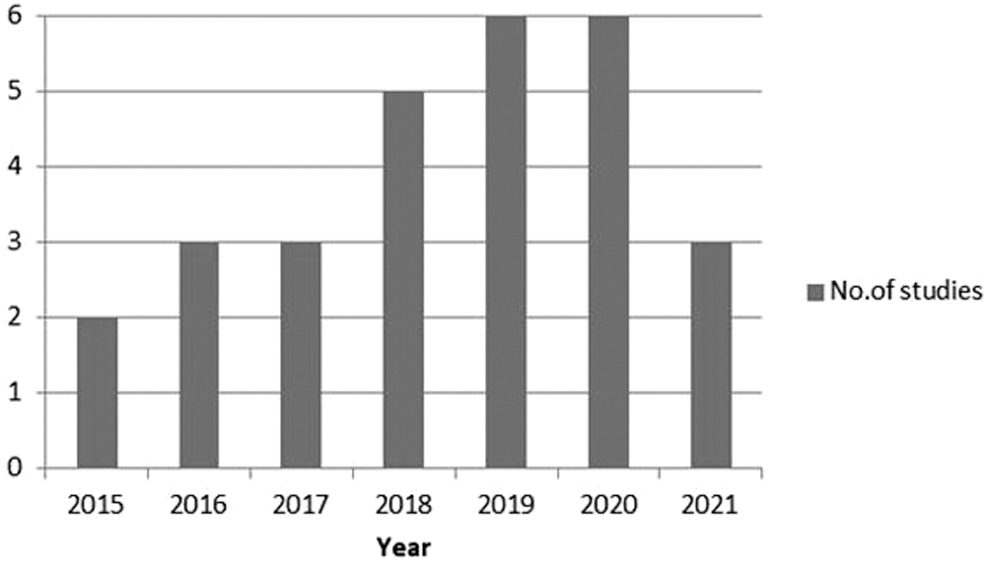
Number of studies per year in the field of 3DP on textiles. 3DP, 3D printing.
For a more efficient use, the information collected in the data extraction sheet is presented as grouped according to the type of 3DP materials and analyzed factors of dependence for the adhesion forces in Tables 1–4.
Polylactic Acid-Based Studies Investigating the Influence of 3D Printing Parameters on the Adhesion Force
3DP, 3D printing; PA, polyamide; PAN, polyacrylonitrile; PES, polyester; PLA, polylactic acid.
Polylactic Acid-Based Studies Evaluating the Effect of Fabrics-Related Parameters on the Adhesion Force
PMMA, poly(methyl methacrylate).
Polylactic Acid-Based Studies Investigating the Combined Influence of 3D Printing Parameters and Fabrics Parameters and Post-Treatment Methods
PET, polyethylene terephthalate.
Other 3D Printing Materials-Based Studies That Analyze the Influence of 3D Printing Parameters and Fabrics Characteristics on the Adhesion Force
ABS, acrylonitrile butadiene styrene; CB, Carbon Black; CMM, coordinate measuring machine; CNT, carbon nanotube; CPE, copolyester; PETG, polyethylene terephthalate glycol; PP, polypropylene; TPE, thermoplastic elastomer; TPS, thermoplastic styrene; TPU, thermoplastic polyurethane.
Figure 3 is the Ishikawa diagram of the factors found as influencing the adhesion of 3DP polymers onto textiles substrates, based on the literature review. It is also worth mentioning here the observation made by Korger et al 23 that the strength of the adhesion is influenced more by the textiles properties (type of yarns and weave) than by the 3DP material.

Factors currently identified as affecting the adhesion between the 3D-printed polymer and the textiles.
With the exception of Loh et al. research 24 in which the specimens are built both in a sandwich manner (PLA-textile-PLA) and as PLA-textile composite, in all other analyzed studies, the polymer is laid down onto one surface of the fabric, the number of 3DP material layers influencing the adhesion force as it will be discussed further.
All the reviewed studies are based on experimental research analyzing the influence of 3DP process parameters on the adhesion force between the printed polymer and the textiles substrate (13 of 28), the effect of the fabrics material, type, and structure on the adhesion force (4 of 28), or evaluate the effect on the adhesion of different combinations of materials and parameters for 3DP and fabrics (11 of 28). Two studies25,26 used statistical models for establishing the correlations between different parameters and the adhesion strength of PLA printed onto woven. Thus, linear dependence is found between the warp density, weft density, weft count, warp count, fabric thickness, and the adhesion forces. 25 The areal density and warp and weft counts have a positive correlation with the adhesion force.
In Mpofu et al, 26 a positive correlation was determined between the printing temperature and the adhesion forces both before and after washing, whereas the model height and printing speed negatively correlate with the adhesion strength. Theoretical and statistical models are used also by Eutionnat et al 17 for optimizing the tensile behavior of conductive and nonconductive PLA 3DP-printed onto PET substrate. Sanatgar et al. developed regression models for printing speed and adhesion force, bed temperature and adhesion force, etc. 14
The analyzed studies use three methods for evaluating the adhesion strength between the 3D-printed material and the textile substrate: peel test, perpendicular test, and shear test. 27 In 11 studies, the evaluation of the adhesion forces is conducted based on DIN 53530 standard, 28 whereas 7 of these studies report also the use of the method of 20 peaks according to ISO 6133 29 for assessing the adherence of molten polymers to the textiles. EN ISO 11339 standard 30 is used for T-peel test, and EN 1373 31 for shear testing. 27 Three modes of failure were identified: 3DP layer breakage indicating cohesive failure, delamination of the polymer from the textile substrate indicating adhesion failure, 24 and fabric tear. 14
In the majority of the reviewed studies, the specimens are designed according to the standards, having a small height: two layers (0.4 mm),18,32–34 four layers in Narula et al 35 or Störmer et al, 36 six layers in Oyon-Calvo et al. 37 There are also studies in which the models used for tests are snap and zip fasteners, 38 parallel strips, circles, articulated objects, and functional latch and hooks. 15 The width of the samples is discussed by Narula et al, 35 two configurations of 10 and 20 mm being selected for testing. The results showed that the peel strength is decreasing with the increase of the polymer width. For widths larger than 25 mm, the fabric torn before the printed polymer got separated from the textile substrate. 35
In Korger et al, 7 the effect of model heights (5–25 mm) and geometries (round, square with rounded, or sharp corners) on the adhesion force after washing was studied for TPS-79A material printed onto aramid knitted textile. None of the models detached from the textile after 15 washing cycles at 70°C.
Mpofu et al. studied the effect of model height (0.3, 0.35, 0.4, 0.45 mm) and found out that it negatively correlates with the adhesion force when printing PLA on cotton fabrics. 26
Materials 3D-printed onto textiles
Tables 1–4 show the predominance of the studies exclusively focused on PLA (17 of 28): rigid PLA, conductive PLA,25,26 and soft PLA,23,43 which can be explained not only as PLA is today the most commonly used 3DP material but also as it is environment friendly and has a low warping when printed. In other eight studies, PLA is studied along with other 3DP materials such as ABS,15,46,47 nylon/PA 6.6, 45 polyethylene terephthalate glycol (PETG), TPU, and TPE.14,19,37,38 Sanatgar et al. investigated the adhesion of PLA nanocomposites (multi-wall carbon tubes and carbon black filler) onto PLA and PA66 fabrics. 14 Also, there are two studies addressing solely TPU material.7,36
Störmer et al. discussed the adherence of TPU onto 100% thin (0.37 mm) and thick (0.78 mm) cotton showing that adhesion forces are higher for TPU printed onto the thinner fabric. 36 In Korger et al, 7 the adhesion between six types of TPE (TPU and TPS) and eight types of fabrics with six types of structures (twill, plain, tricot, etc.) and different thicknesses was studied, the main conclusion being that TPS material provides maximum half of the adhesion of TPU material.
The results of the studies analyzing more than one 3DP materials can be comparatively discussed only in context, as noted by Gorlachova and Mahltig 45 for the nylon and PLA adhesion onto cotton substrate. Nylon has a better adherence, but it is 3D-printed at a higher temperature than PLA, and in literature is proved that there is a positive relationship between the printing temperature and bed temperature and the adhesion strength.18,26,46
When comparatively investigating soft and rigid PLA, it becomes clear that the fabrics pores can be better penetrated by the soft polymer, which set stronger form-locking connection with the textile material. 43 However, selecting one of these two materials depends on the intended purpose of the 3D-printed onto textile object (the required stiffness).
The viscosity of the 3D-printed material has an important role, the decrease of the 3DP material viscosity (by increasing the printing and bed temperatures) producing better adhesion.32,46
Fabrics
The analyzed studies addressed knitted and woven fabrics with different weave structures (the manner in which weft and warp are crossing each other), mainly plain and twill, but also satin. 27 These fabrics have different thicknesses; therefore, the z-distance parameter (i.e., the distance between the nozzle and the printer bed/platform) must be experimentally optimized for each fabric so that to print within the substrate and so to enhance the adhesion strength. In this sense, some fabrics are more compressible that others, for instance, PLA on PES vs. PLA on nylon, 33 thus ensuring the formation of form-locking connections between the molted 3DP polymer and the textile. As a result, the fabrics having smoother surface (a structure with less porosity, roughness, or voids) will provide less adhesion for the printed material.15,17,24
In some research, it was showed that the 3DP material adheres better to the thinner fabrics, 36 whereas in other studies, it is noted that a better adherence is provided by printing on thicker textiles.23,46
The weft density17,27,34,44 and weft count 25 are fabrics parameters whose effect on the adhesion forces was studied in several reviewed article. Čuk et al. showed that the adhesion force is decreasing if the weft density increases for the same weave and that the strongest adhesion occurs at the lowest weft density regardless the weave type. 34
Narula et al. conducted research on PES fabrics with different prestretch levels (20%, 35%, 50%), 35 experimentally establishing an indirect correlation of the pore size (prestretch level) and the peel strength: more circular pores of the fabrics ensuring better adhesion. Loh et al. found no direct effect of stretchability on the adhesion strength.24,42
A very important factor affecting the adhesion is the textile substrate wettability, hydrophilic fabrics providing better adhesion for the 3D-printed polymer, 19 the textiles pretreatments targeting this aspect.23,47 Gorlachova and Mahltig compared PLA and nylon 3D-printed onto cotton substrates and reached the conclusion that the combination of cotton (highly hydrophilic) and nylon (more hydrophilic than PLA) can explain why nylon adherence is better (besides a higher printing temperature, which also enhances the adhesion, as discussed in the previous subsection). 45
In terms of fabrics variety, in 14 articles, cotton was used, 14 articles conducted research on PES, while elastane was selected as subject of study in 3 articles.7,19,37 Other investigated fabrics were: aramid, 7 wool,23,40 wool/PES, 46 woven nylon 24 or viscose, neoprene, and corduroy. 37
3DP process parameters
As presented in Figure 3, there is a large number of 3DP process parameters reported as influencing the adhesion force. The most important manufacturing parameter is considered, by all authors, the z-distance. This is a typical parameter for the 3DP onto textiles domain. If the z-distance is set too high, the first printed layer does not adhere to the fabrics, whereas if the z-distance is too low, the printing nozzle gets blocked within the fabric during the filament deposition. Therefore, the value of z-distance is established based on the thickness of the fabric and also on other of its properties such as roughness or porosity. 18 An optimal setting of z-distance means to deposit molten materials inside the fabric structure by applying a pressure to the textile and thus creating form-locking connection between the polymer and the textile substrate. 45 The z-distance parameter is experimentally determined in all analyzed studies as a preliminary step before manufacturing the testing specimens or it is the main factor of optimization in other studies.19,33,46
A significant influence on the adhesion force between the molted 3DP polymer and the textile substrates has the printing and bed temperatures as reported in Refs,14,17,18,26,32,44,45 the higher the temperature (without damaging the polymer or the fabrics), the stronger the adhesion.
The combined influence of infill density and infill patterns on the adhesion force is analyzed only by Singh et al 41 when printing PLA onto knitted cotton and nylon (tulle net). Three infill densities (20%, 60%, and 100%) and three patterns (honeycomb, concentric, and rectilinear) are investigated; the main conclusions being that the higher is the density, the higher is the adhesion force. Also, the 100% concentric pattern provides the best adhesion for tulle, whereas the 60% rectilinear pattern provides the best adhesion for the knitted cotton. According to Mpofu et al., the infill density is not affecting the adhesion unless it is associated with high printing temperatures. 26
Flow rate parameter was proved as not having a relevant impact on the adhesion, 18 the following values being considered: 90%, 100%, and 110% when 3DP PLA on woven PES.
Printing speed is a 3DP parameter studied in several articles.18,26 Gorlachova and Mahltig experimentally identified a negative correlation between the printing speed and the adhesion force for 3D-printed PLA on cotton. 45 Sanatgar et al. evidenced a quadratic effect of the printing speed on the adhesion force of nylon onto PA66 substrates (18, 50, 83 m/min), explaining that at higher speed the cohesive forces are larger than the adhesive forces, which means that the adhesion strength decreases. 14
Layer height is investigated in Spahiu et al. 18 Values of 0.1, 0.2, and 0.3 mm for the layer height are considered of 3D-printed PLA onto woven PES. The experimental outcomes showed that a 0.3 mm layer produced less adhesion, whereas there was no significant difference between 0.1 and 0.2 mm as first layer height in terms of the adhesion forces. Moreover, 0.4 mm extrusion width provides the best adhesion of PLA on PES fabrics (0.2, 0.4, and 0.6 mm being the studied values. 18
In most research, the nozzle diameter is 0.4 mm, the typical value for desktop low-cost 3D printers. However, there is a study comparing the adhesion forces of 3D-printed PLA on PES, nylon, and PAN substrates for diameters of 0.4 and 1 mm reaching the conclusion that the nozzle diameter is influencing the dependence of the adherence on the z-distance. 33
The impact of the orientation angle of the deposition threads (raster angle) on the adhesion strength was also studied.20,39 The goal, from this point of view, is to orient the polymer threads in accordance with the structure of the substrate so that to ensure as much form-locking connections as possible. 3DP PLA onto 100% cotton substrate at 45° provides better adhesion in comparison with 90° and 180° raster angles, 39 whereas Kozior et al. reached the conclusion that 3DP PLA at 90°C (i.e., perpendicular on the fabric warp direction) onto cotton woven with twill structure provides better adhesion. 20
According to the research of Korger et al., the filament diameter and the 3D printer have no influence on the adhesion strength or on the abrasion resistance when printing TPE on different type of textiles (PES, cotton, aramid, elastane, etc.). 7
Fabrics pretreatment and post-treatment
For improving the adherence of the 3D-printed polymers to the textile substrates, the researchers conducted investigations on the fabrics pretreatment using coating, washing, and desizing, and so on, as well as on thermal post-treatments methods such as ironing19,20 or heat pressing.36,40
Kozior et al. performed a large variety of textile surface pretreatments using glue stick, hairspray, waterproof spray, acetone, NaOH, washing, rubbing or ironing, and laser engraving, 20 whereas low pressure plasma treatment using N2, CO2, and Ar was studied by Korger et al. 23 Glue stick provided the best outcomes in terms of adhesion strength; ironing also enhanced the adherence of 3D-printed PLA onto cotton woven. 20
Fabrics washing and desizing effects on the adhesion strength were analyzed by Korger et al 23 and Gorlachova and Mahltig. 45 Korger et al. showed that this pretreatment method improved the adhesion of TPU and soft PLA onto PLA, PES, and wool fabrics, but not onto cotton. 23 Plasma treatment in N2 and Ar significantly reduced the adhesion force for soft PLA, whereas plasma treatment in CO2 improved the fabrics hydrophilicity, thus improving the adhesion. 23 The hydrophilic property of a textile substrate is reported in many studies as improving the adhesion.13,45
Unger et al. reported the use of different coating solutions such as PLA, ABS, PMMA, and PA on a cotton substrate of 0.21 mm thickness; modifications of the fabrics water absorption ability (hydrophilicity and hydrophobicity properties) being noted as having an impact on the adhesion strength. 47 PLA and PMMA coatings significantly improved the adhesion, and ABS onto PLA-coated cotton also provided a good adhesion. Different fabrics coated with 5% PMMA dissolved in acetone were analyzed by Meyer et al. concluding that the adhesion is improved for rigid PLA, but it has no impact on soft PLA. Also, PMMA coating did not adhere well to the PES fabric. 43
Ironing the 3DP onto textile specimens improved the adhesion of PLA and PETG onto elastane and PES, regardless of the considered z-distance values. 19 For TPU, performing ironing after 3DP increased adhesion by a factor of 4–17. Applying heat pressure also improved adhesion as observed by Störmer et al. 36
Washing the 3DP onto textiles specimens
The resistance of 3DP polymers on different textiles after washing is an important aspect to study as alongside wear or UV aging; this is typical work condition for the functional objects in this field.
In this sense, Narula et al. studied the effect of one washing cycle on the peel strength of PLA-printed specimens onto PES jersey, reporting no influence of this pretreatment method on this combination of materials. 35 Martens and Ehrmann experimentally proved a better adhesion of TPU onto 100% PES (knitted or woven) substrates after washing (up to four washing cycles) 38 ; the same conclusions being drawn by Störmer et al. regarding the TPU-printed specimens on 100% cotton fabrics. 36 In the same article, the positive influence of heat post-treatment on the adhesion forces is also noted.
Spahiu et al. investigated PLA 3D-printed onto woven PES after one cycle of washing at 40°C and 1400 rpm spin noting no effect on the adhesion force, 18 whereas Mpofu et al. observed that the adhesion force between PLA and 100% cotton fabrics decreased after washing. 26 3D-printed specimens were subjected up to 50 washing cycles by Korger et al., concluding that the worst TPU material in terms of adhesion resisted well up to 25 washing cycles. 7 A very good washing resistance for TPE printed on different textiles (PES, cotton, elastane) was also noted if the adhesion before washing was good. 7
Case Study
A customized orthosis 21 of 2.4 mm thickness was 3D-printed from PLA (FormFutura, The Netherlands) as a flat-shaped model onto an elastic bandage of 0.43 mm thickness (measured in nonstretched conditions). The composition of the fabric (elastic bandage) was 65% cotton and 35% spandex (elastane). For the 3DP process, Creality Ender-3 Pro 3D Printer (Shenzhen Creality 3D Technology Co., China) was used; the fabric being secured on the printer bed by using double-sided tape. Tape was also placed onto the fabric in the zones where no adhesion with the 3D-printed polymer was required. The fabric strips were stretched by ∼65% in one direction (along the x-axis of the 3D printer). This stretching factor was determined by measuring the patient hand and assessing how strong the orthosis fixation on the hand should be. The fabric was supposed to stick strongly to the left and right sides of the orthosis.
Based on the data presented in this review, the following 3DP parameters were set: 0.2 mm layer thickness, 0.4 mm nozzle, 0.4 mm thread width, 85°C bed temperature (parameter changed during the experiments), 230°C printing temperature for the first layer and 215°C for the other layers, 100% flow, 30 mm/s printing speed, infill density 40% (requirement related to the orthosis stiffness), and line infill pattern with 45° raster angle. A different setting between the printing temperature for the first layer and the printing temperature for the other layers is a novelty in the field proposed in this article.
The z-distance parameter was calibrated at −0.15 mm (so the fabrics and the molten polymer to form interlock connections) by following a preliminary stage (as described in literature24,26) in which the position of the 3D printer's bed was adjusted by successive decrements until the nozzle got blocked. These settings were first used to 3DP a parallelepiped of 10 × 120 × 2.4 mm, which represent the dimensions of the contact zone between the 3D-printed orthosis sides and the fabric, with the purpose of testing the adhesion strength (visually and by manually trying to peel off the polymer from the fabric).
As the 3D-printed PLA had a good adherence onto the fabric, the next phase consisted in establishing where to place the fabric strips so that to achieve the hand immobilization. This was part of the design stage, not related to the 3DP process, but to the functionality of the product. Two designs were considered for the wrist–hand orthosis: two strips of 26 mm width (Fig. 4) placed at a distance of 46 mm (design 1); two strips covering the whole orthosis (design 2, as shown in Fig. 5). After 3DP and thermally deforming these orthoses, it was observed that the first design did not provide enough immobilization. Therefore, the adopted solution was the second one (Fig. 6). The space between the strips as presented in Figure 6 was enlarged during fixation on the hand, this actually allowing the hand to pass through. Functionality tests were performed by wearing the orthosis for 1 h (by a healthy subject) and then take it off and put it one 10 times for observing the influence of these gestures on the adhesion strength. No detachment of the fabric from the 3D-printed orthosis was observed.
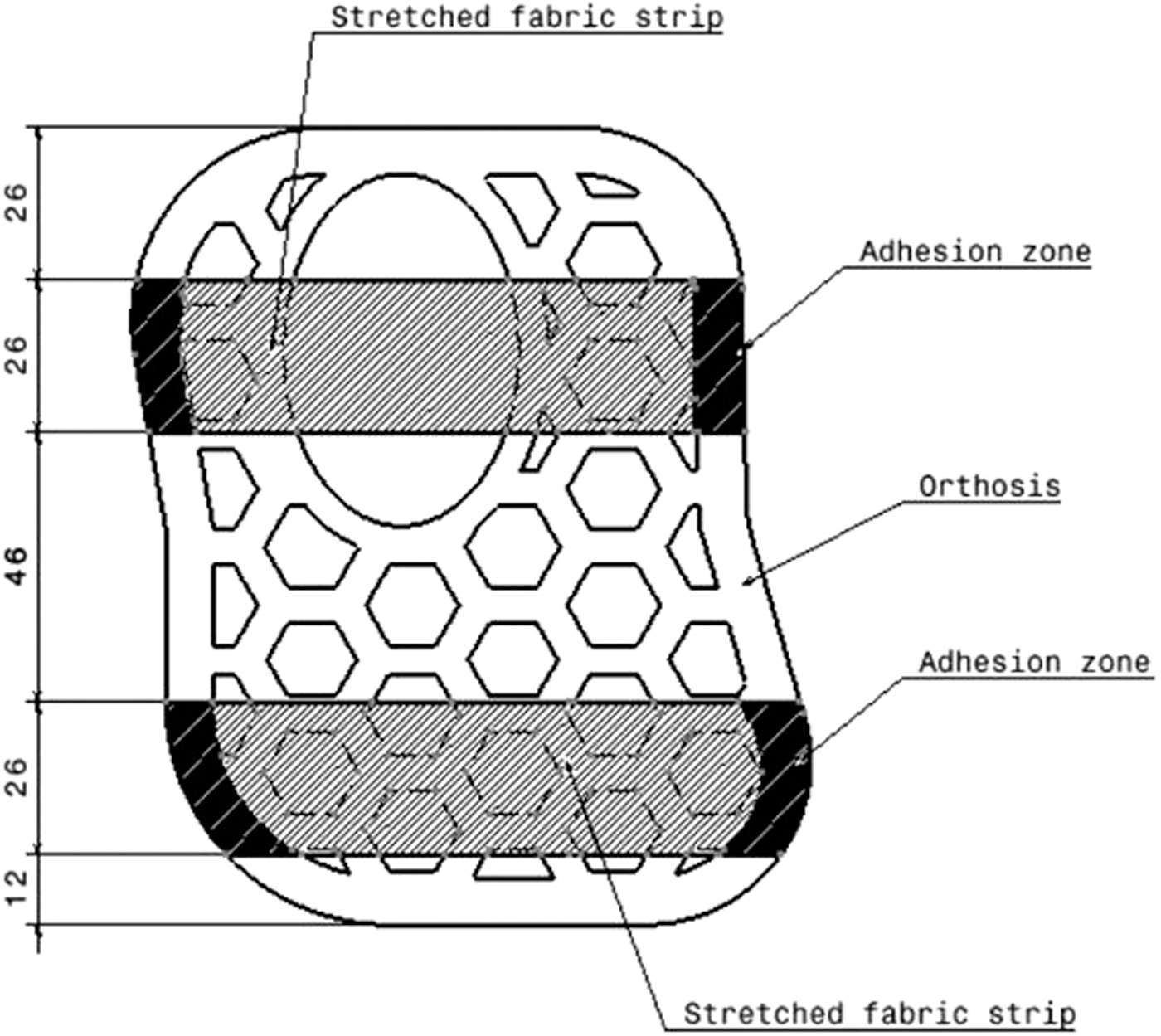
Unfolded (flat) orthosis and fabrics strips (design 1).

3D-printed orthosis (design 2) during the manufacturing process.

Orthosis thermoformed after 3DP and placed on hand.
Further research considers using a stronger elastic bandage and checking if the two strips in Figure 4 (orthosis design 1) allow a proper hand immobilization. This design consumes less material and might less more comfortable for the patient—this being another aspect for future studies. Moreover, assessment of orthosis resistance to repeated washing and UV aging is also planned for the further stages of research.
An important observation from the orthosis 3DP process is that the fabric strip needs to be strongly attached to the bed. This is necessary to prevent the warping of the 3D print as in this case the model height is 2.4 mm, larger than the majority of the models presented so far in the literature. Furthermore, to maximize the adhesion of the polymer to the fabric, the highest temperature allowable by the 3D printer, printer bed, and the materials is advisable. One can achieve this also by using a higher temperature for the first layer, as this option is available in the latest version of Ultimaker Cura™ slicer used in these experiments, and the rest of the layers being deposited at the recommended temperature for PLA (based on filament producers' data) for avoiding the material overheating with negative implications over the dimensions of the print.
From direct observations in this case study, it can be affirmed that raising the printer bed temperature had no direct influence on the adhesion strength between the PLA and the fabric. This validates the conclusion of Eutionnat-Diffo et al. 17 Moreover, if the bed temperature is too high, it might lead to melting out the adhesive from the self-adhesive tape. As a consequence, the adhesion between the fabric and the printer bed will significantly decrease, which in turn might lead to severe warping for the 3D-printed part or even moving the assembly during printing damaging the print. Hence, based on the experience of this study, it is of utmost importance the strong fixation of the fabric to the printer bed, and that is given only by the adhesive of the self-adhesive tapes used. Hence, leaving the bed unheated lead to the best performance of the 3D-printed assembly in our case.
Conclusions and Further Work
The current review collected information from 28 articles studying 3DP onto textiles from the adhesion strength perspective, so that to enhance the knowledge in the field and provide efficient and synthetic access to a large quantity of experimental data.
It is important to emphasize the challenges associated with this field as both the 3DP process and the fabrics are characterized by many parameters which combined influence in affecting the adhesion strength. This is added to the need of identifying and using compatible materials (3DP polymer material, textile material). Hence, optimizing the adhesion force becomes a complex task, currently based on experimental work and on the use of statistical method for finding correlations between different parameters and the adhesion forces.
The products obtained by 3DP polymers onto textiles must satisfy specific requirement associated with their use, such as resistance to repeated washing cycles, wear, abrasion, or safe contact with the human skin. To this sense, the review evidenced a niche, that is, an analysis of the effect of UV aging on the adhesion strength and of the mixed effect of washing, wear, and UV on the adhesion strength. This niche will be addressed in further research. Also, attention should be paid to fabrics pretreatments and post-treatments methods, for instance, which are envisioned to enhance the adhesion between the 3D-printed polymer and the textile substrate, but should also be harmless for the human use. More studies are required from this perspective too.
Several conclusions are presented next to serve as general guidelines together with the presented case study, which works as a guide on how to use the reviewed knowledge:
- z-distance is one of the most important parameters influencing the adhesion force, and it must be optimized for each combination 3DP polymer–fabrics. - 3DP material and textile material must be compatible for providing a good adhesion (chemical bonding). - Printing temperature is positively related to the adhesion forces. - Bed temperature is reported to be positively correlated with the adhesion strength in some studies, whereas in other research (including the case study presented in the section “Case Study”), this parameter does not have a positive impact. - Hydrophilic fabrics provide better adhesion for the 3DP polymer. - 3DP polymers with less viscosity provide better adhesion. - Fabrics with rough surfaces and pores provide better adhesion as they enhance the formation of form-locking connections (mechanical connections). - Ironing the 3DP onto textiles products usually improves the adhesion strength. - Coating or other fabrics pretreatments can enhance the adhesion, but their use should be applied considering the product working conditions (e.g., wearables).
As last remark, it can be noted that most of the reviewed article are characterized by a throughout reporting of the material characteristics, 3DP parameters, and manufacturing conditions, this being a very important aspect for the research reproducibility and efficient use.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was partially supported by a grant from the Ministry of Research, Innovation and Digitization, CNCS—UEFISCDI, project no. PN-III-P4-PCE-2021-0070, within PNCDI III.