
Abstract
Laser additive manufacturing (LAM) technology has the advantages of short manufacturing cycles, low material waste rate, and design ability. It is especially suitable for preparing functionally gradient materials (FGM). However, due to the large temperature gradient and the change in material composition, the residual stress is very high, which will seriously affect the mechanical properties and manufacturing accuracy of the structure. In this study, the thermomechanical coupled finite element model based on the Bessel heat source is established, and the residual stress in LAM TC4/TC11 FGM is obtained. The results show that the Bessel heat source can effectively suppress the generation of residual stress in the additive manufacturing process, and the finite element results are consistent with the experimental results. Compared with the traditional Gaussian heat source, the maximal residual tensile stress is reduced by an average of 28.1%. The value of residual stress increases with the increase in the number of printing layers, and it increases with the increase of the laser power and decreases with the increase of the scanning speed. The overall trend is that the two sides are compressive stress and the middle is tensile stress. The research has important reference significance for the reasonable suppression of the residual stress in FGM produced by LAM.
Introduction
With the rapid development of aviation technology, the preparation of aerospace materials has received more and more attention. Laser additive manufacturing (LAM) has unparalleled advantages in fabricating complex structures with its unique method of layer-by-layer accumulation of materials. It provides new opportunities for the development of aerospace material preparation technology.1–3 LAM technology gradually forms the 3D work piece we need by printing the material layer by layer. LAM has the advantages of a low material waste rate and fast production speed. It can customize special parts in a short time, especially we can get gradient materials by adjusting the powder feeding speed. LAM has obvious advantages in the manufacturing of functionally gradient materials (FGM) specifically. Due to the high specific strength, excellent corrosion resistance and low density, TC4/TC11 gradient titanium alloy has a promising future in the application to manufacture large and complex key components of titanium alloy such as aircraft frame beams, engines, and impellers.
However, due to the high thermal gradient in the additive manufacturing process, the cyclic nature of material heating and complex melt pool instability can lead to high residual stresses in the components formed. In addition, this problem is further complicated by the nonuniform structural composition of the FGM. Therefore, it is extremely important to analyze the temperature and stress fields of the LAM manufacturing process.
As a typical nondiffraction beam, the Bessel beam is able to restore its original shape after passing through an obstacle, which makes it particularly suitable for use in laser processing. In the experiments, the researchers also found that as a laser heat source in the additive manufacturing process (LAM), the Bessel beam has more stable melt pool turbulence. 4 It can solve the abovementioned problems in LAM additive manufacturing of TC4/TC11 gradient titanium alloys.
In addition, zero-order Bessel beams can be generated from Gaussian beams through Bessel beam generation elements. It has low requirements for equipment, and there are already teams that have successfully used Bessel beams for additive manufacturing in production. The use of Bessel beams is beneficial for improving the mechanical properties of materials produced by LAM. Tumkur et al. 4 from the Lawrence Lever National Laboratory, USA, successfully manufactured ultra-high-density parts with better mechanical properties by beam shaping Bessel heat source instead of a Gaussian heat source for additive manufacturing, making a significant reduction of melt pool turbulence and sputtering.
Durnin 5 and Durnin et al. 6 studied Bessel beam and Gaussian beam with the same initial total power and initial half-peak width. Comparing the transmitted power of them, it was found that the Bessel beam has a greater depth of focus due to its nondiffractive nature. Matthews et al. 7 investigated the local thermal history associated with Gaussian beams and the raster scanning process produces heterogeneous and spatially inhomogeneous microstructures. These microstructures differ from those produced by conventional fabrication and often lack optimized mechanical properties. Additionally, the ellipsoid and Bessel beam profiles can generate more equiaxed microstructures, which help to improve the mechanical properties of the material. Liew and Zhang 8 used Bessel beams to successfully fabricate hydrogel fiber structures by laser bioprinting, demonstrating that Bessel beams have great potential in the field of additive manufacturing. Umberto 9 proposed a new dimensionless form of solving the steady-state Gaussian heat source problem on semi-infinite solids.
In many processes involving Gaussian heat sources, the proposed expressions can be used to predict the behavior of weld width and depth as a function of process parameters. Huang et al. 10 prepared Inconel 718 alloy by selective laser melting using prealloyed powders using a Gaussian heat source to study the microstructure and mechanical behavior of the fabricated parts. D'Ostuni et al. 11 investigated 2D and 3D Gaussian heat sources for thermal analysis of fiber laser welding of titanium–aluminum dissimilar butt joints. It provides better results for simulated melt pools and cooling rates.
Labudovic et al. 12 from the University of Texas, USA, used a combination of numerical simulations and experiments to study the distribution of temperature and stress fields in LAM. The results showed that an uneven distribution of temperature fields leads to the generation of stress fields, with compressive stresses in the middle of the model and tensile stresses in both ends. Zhan et al. 13 applied laser ultrasonics as an advanced nondestructive testing method for residual stress measurement of TC4 titanium alloy produced by LAM and concluded that residual stress is positively correlated with laser power and negatively correlated with scanning speed and powder feeding speed. Zhang et al. 14 studied the effect of batch size on the thermal and mechanical behavior of additively manufactured parts and found that residual stress within a part decreased as the number of components per build increased, helping provide additive manufacturing designers and operators with optimal print settings to minimize residual stress of metal parts. In addition, the study of residual stresses in materials has many applications.
In particular, the use of finite element methods to simulate residual stresses can optimize the mechanical properties of materials. The application of thermodynamically coupled finite element models, combined with real-time inspection during 3D printing of materials can achieve the effect of nondestructive testing of internal defects in printed specimens.15–17 Fergani et al. 18 developed a thermodynamic coupling analysis model to characterize the residual stresses in additive manufacturing, and he simulated the process of additive manufacturing by introducing a moving heat source. The work he has done has been very helpful.
Researchers have done many excellent works on the residual stress in additive manufacturing, and most numerical simulation research for isotropic materials are based on the traditional Gaussian heat source model. However, there are few reports on the regulation and control of residual stress by changing the laser heat source model.
In this study, the thermomechanical coupled finite element model based on the Bessel heat source is established, and the residual stress in LAM TC4/TC11 FGM is obtained. We prepared DFLUX and FILM are user subroutine of ABAQUS to load the heat source functions and to simulate the movement of the heat source. In addition, we loaded the forced convection model to realize the thermomechanical coupling analysis of FGM by “model change interaction.” By controlling different laser powers and scanning speeds, it was found that the value of residual stress increases with the increase in the number of printing layers, increases with the increase of the laser power, and decreases with the increase of the scanning speed. The overall trend is that the two sides are compressive stress and the middle is tensile stress. The research in this study is informative for measuring, modeling, and rational control of residual stresses in FGM in LAM.
Model Description
Heat source model
Establishing a reasonable heat source model is important for the numerical simulation of thermal coupling in the LAM process. The commonly used heat source models are the centralized heat source model, the planar heat source model, and the volume distribution heat source model. The planar heat source is more suitable for application to problems with low laser power and small melt pool depth. The planar Gaussian heat source model and the double ellipsoidal heat source model are the two main planar heat sources. The calculation results of the double ellipsoidal heat source have a significant advantage over the planar Gaussian heat source model. The expression of the double ellipsoidal heat source is:
The intensity distribution of the Bessel beam is
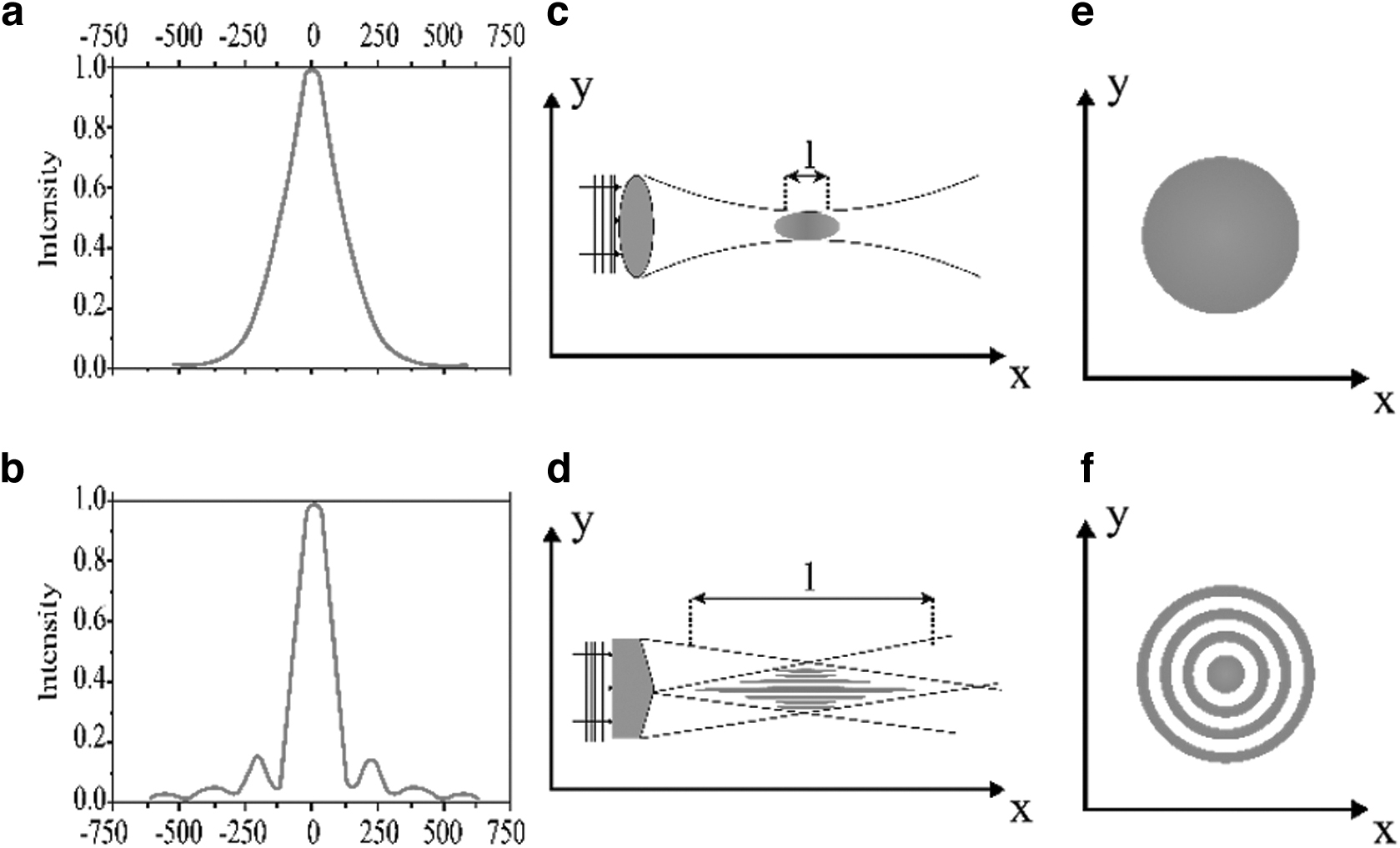
Schematic diagram of the intensity distribution of Gaussian and Bessel beams.
Heat conduction equation
In the process of LAM, the temperature changes rapidly and violently, and the heat conduction problem is a nonlinear transient heat conduction problem. The governing equation is:
Among them,
The initial conditions and boundary conditions are
19
:
Among them,
T is the ambient temperature and
Characterization of physical parameters of transition layer materials
Physical parameter characterization of transition layer materials
Each transition layer is a heterogeneous material composed of two titanium alloys TC4 and TC11 mixed in different proportions. According to previous research results, given the known physical parameters and the mixing ratio of the two materials, it can be inferred that the physical properties of the transition layer are heterogeneous materials. Given the known densities and volume fractions of the two components, the density of heterogeneous materials can be calculated from the composite mixing law:
Where
The elastic modulus of heterogeneous materials can be calculated using the Halpin–Tsai modified mixing ratio formula, which is compatible with the Voight model and the Reuss model, and has higher accuracy than the traditional composite mixing law.
21
In the formula,
In the formula,
In the formula,
The thermal expansion coefficient of heterogeneous materials can be calculated by the Schapery model given in the study,
22
which is widely used in metal composite materials. The calculation formula is:
In the formula,
For the calculation of specific heat capacity, it can be calculated according to Kopp's law,
23
that is, a mixture of various substances without phase transition or chemical reaction, the overall specific heat capacity is equal to the product of the specific heat capacity and mass fraction of each component:
The physical parameters of TC4 and TC11 are shown in Tables 1 and 2. 24
The Physical Parameters of TC4
The Physical Parameters of TC11
Finite Element Model
Model building
In this study, the finite element software ABAQUS (set of powerful engineering simulation finite element software produced by Dassault Systèmes) is used to establish the model, and its subroutine interface can effectively realize heat source loading and LAM process simulation. The matrix material is TC4 titanium alloy. The size of the board is 70 × 10 × 5 mm. Point A is 5 mm from the edge of the substrate. Laser cladding starts at point A and gradually processes to point B. There are 10 layers of cladding, and the dimensional size of each layer is 60 × 1 × 0.5 mm, and a one-way scanning multilayer scanning method is applied. In the modeling process, we use axisymmetric modeling method; this method can achieve the purpose of simplifying the calculation and improving the efficiency. In addition, we set symmetry constraints on the symmetry surface, and to simulate the residual stresses inside the LAM process, therefore, this model contains only half of the constraints. The surface heat exchange conditions for all the melt layers and the film heat dissipation coefficient are set.
The surface heat radiation during the whole LAM processing and the environment temperature to 20°C for the manufacturing processing are set. We imposed tie constraint between each two layers of the cladding layers and between the melt layer and the substrate. Additionally, a completely fixed boundary condition at the bottom surface of the substrate and a boundary condition limiting the displacement in the y-direction at the substrate side are set.
For the transition layer, the composition of each layer of TC4 and TC11 is decreased and increased by 10% respectively from the pure TC4 to the pure TC11. Different proportions of metal powder are mixed by TC4 and TC11 as the gradient material area, and each proportion is made into one layer. The powder mixing ratios of the 1st to 10th layers are shown in Table 3 (Fig. 2).
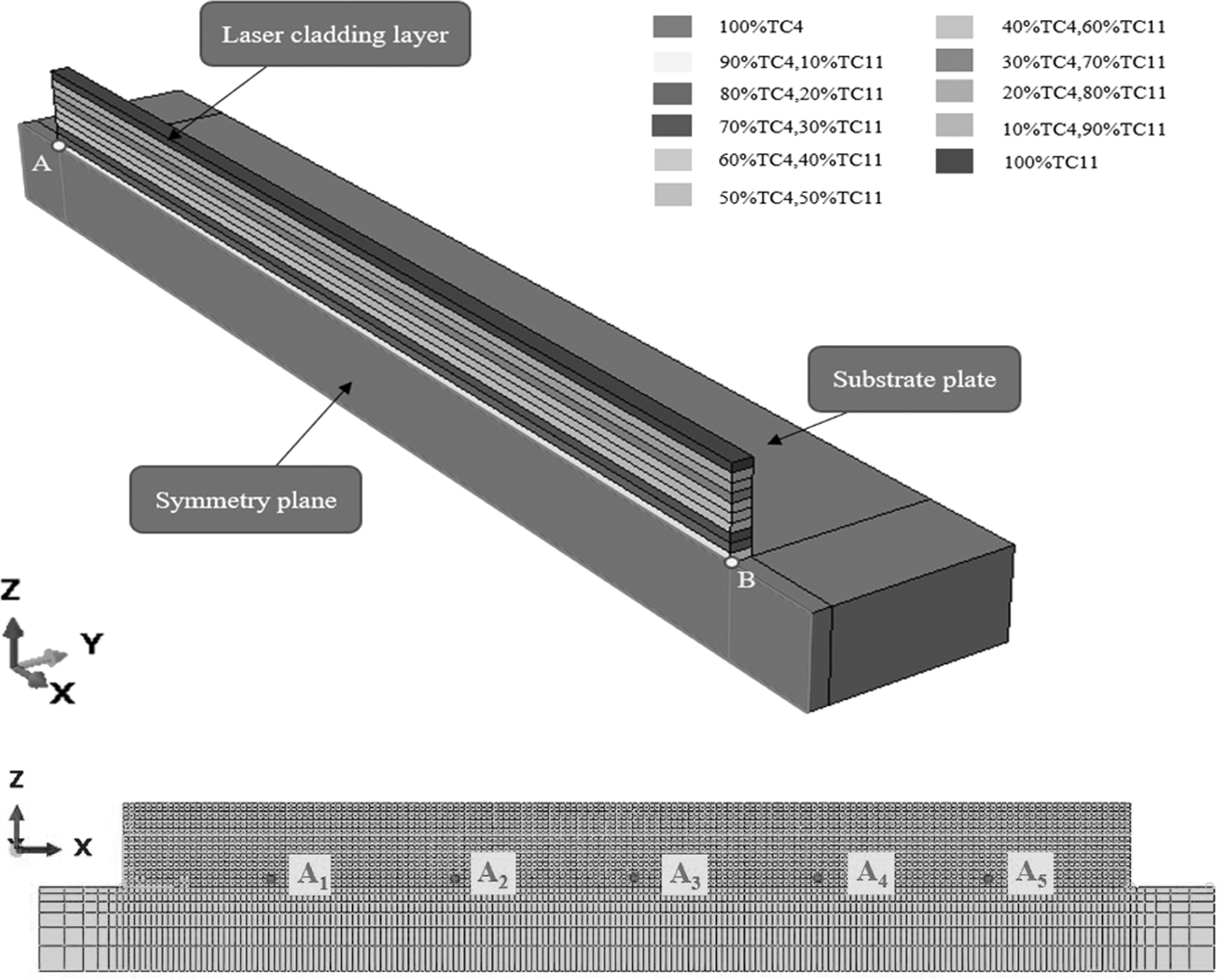
Assembly schematic; down: The figure (down) is a schematic diagram of establishing a reference point. The schematic diagram only shows the A point set between the first layer and the second layer, and the other point sets are similar to the A point set.
Powder Mixing Ratio from Layers 1 to 10
It is well known that the size of the mesh is very important in the process of finite element analysis. It has a great influence on the accuracy and stability of the numerical analysis results. Strictly limiting the mesh size, with each mesh smaller than the laser beam radius, makes the calculation results better in the finite element analysis of LAM. In this study, to make each mesh size of the cladding layer smaller than the laser radius, this method obtained excellent results. To obtain the calculation time as short as possible and ensure high accuracy, after a large number of calculations, we obtained an optimal mesh size of 0.33 × 0.33 × 0.25 mm. The element type is set to 8-node thermally coupled brick, three-wire displacement, and temperature cell C3D8T. The entire model generated a total of 11,664 meshes. To facilitate the analysis of the subsequent temperature field and stress field, take five reference points equally spaced at every two layers and the model has 10 layers, of which A1, A2, A3, A4, and A5 (composed of A point set) are the reference points between the first layer and the second layer.
B1, B2, B3, B4, and B5 (composed of B point set) are the reference points between the third layer and the fourth layer. C1, C2, C3, C4, and C5 (composed of the C point set) are the reference points between the fifth layer and the sixth layer. D1, D2, D3, D4, and D5 (composed of D point set) are the reference points between the seventh and eighth layers. E1, E2, E3, E4, and E5 (composed of E point set) are the reference points between the ninth and tenth layer, a total of 25 reference points (Fig. 2).
Model change
Dassault Systèmes' ABAQUS's model change technology can realize the purpose of “killing” and “activating” with the method of controlling the stiffness matrix of the elements. This method is highly compatible with the simulation of LAM, so it is widely used in simulation processes such as laser welding and LAM. In this study, when a laser heat source scans a component, the component is excited and “activated.” We do this by controlling parameters such as the step size of ABAQUS and the scanning speed of the laser heat source, and both of the above can be done simultaneously.
The model has 10 laser melting layers with 60 elements per layer, for a total of 1080 meshes. The mesh size is set after the mesh convergence analysis, which can basically meet the dual requirements of reasonable computation time and high simulation accuracy. We first set the parameters: the scanning speed of the laser heat source is 10 mm/s, the scanning time of one layer is 6 s, the environmental temperature is 20°C, and the processing time interval of each layer is 1 s. Considering the heat dissipation methods such as heat convection, heat conduction, and radiation between solids, the processing of LAM can be accurately simulated.
Model validation
FGM, because they possess holistically varying microstructures and compositions, allow their mechanical, physical, and chemical properties to change gradually throughout their geometry. The gradient layer materials are heterogeneous both microscopically and macroscopically, thus the problem of thermomechanical coupling caused by FGM is very complex. It is very difficult to measure the residual stresses in FGM directly by experiments. Therefore, to verify the correctness of the model, we established homogeneous materials, fabricated the same model of pure TC4 titanium alloy with LAM, and compared the simulation results with experimental results. During the experimental validation, stress measurements were implemented at the same locations of the experimental model and the finite element model. In engineering, there are many methods to measure residual stress, such as X-ray, drilling, neutron diffraction, and laser ultrasound, among which, laser ultrasound method has greater potential compared with other methods because of its advantages of noncontact, high accuracy, nondestructive, strong anti-interference ability, and portability.
However, the complexity of the excitation mechanism of laser ultrasound and the high precision requirement of the test device have limited its rapid development to a certain degree. The development of laser ultrasound has promising application in testing real-time stresses in the additive manufacturing processes and reasonably suppressing residual stresses properly.25–27
Laser ultrasound is often used to check the residual stress inside the test piece. Laser ultrasound shows broad application prospects because of its portability, speed, and noncontact advantages. In previous research, a lot of work has been done on the measurement of residual stress with laser ultrasonics. The result of residual stress measurement of TC4 titanium alloy came out. 13 Almost the same parameters and experimental conditions as the experiment are adopted in this study.
There are two most important parts of the experimental process: preparation of experimental samples with LAM and measurement of residual stress by laser ultrasound technology. The laser melting deposition system (MetLas3.0, Liaoning Yutong Laser Application Technology Engineering Co., Ltd.) was used in experiments. The TC4 alloy powder produced by AVIC Matt Powder Metallurgy Technology (Beijing) Co., Ltd. is used as the material for deposited powder. The powder is spherical. The diameter of the powder is 140–200 μm. Laser ultrasonic experimental systems were developed and applied to residual stress measurement. The Nd:YAG laser device (Dawa-100; Beamtech Optoelectronics Co., Ltd., Beijing, China) was used to generate ultrasound. The laser pulse is sent by the Nd:YAG laser device and focused by a cylindrical lens as a line source (0.6 mm wide by 20 mm long) to generate ultrasonic surface waves. The laser Doppler vibrometer (Sdptop LV-S01; Sunny Optical Technology Ltd., Suzhou, China) is used to detect ultrasonic vibration information. The experimental setup is shown in Figure 3.
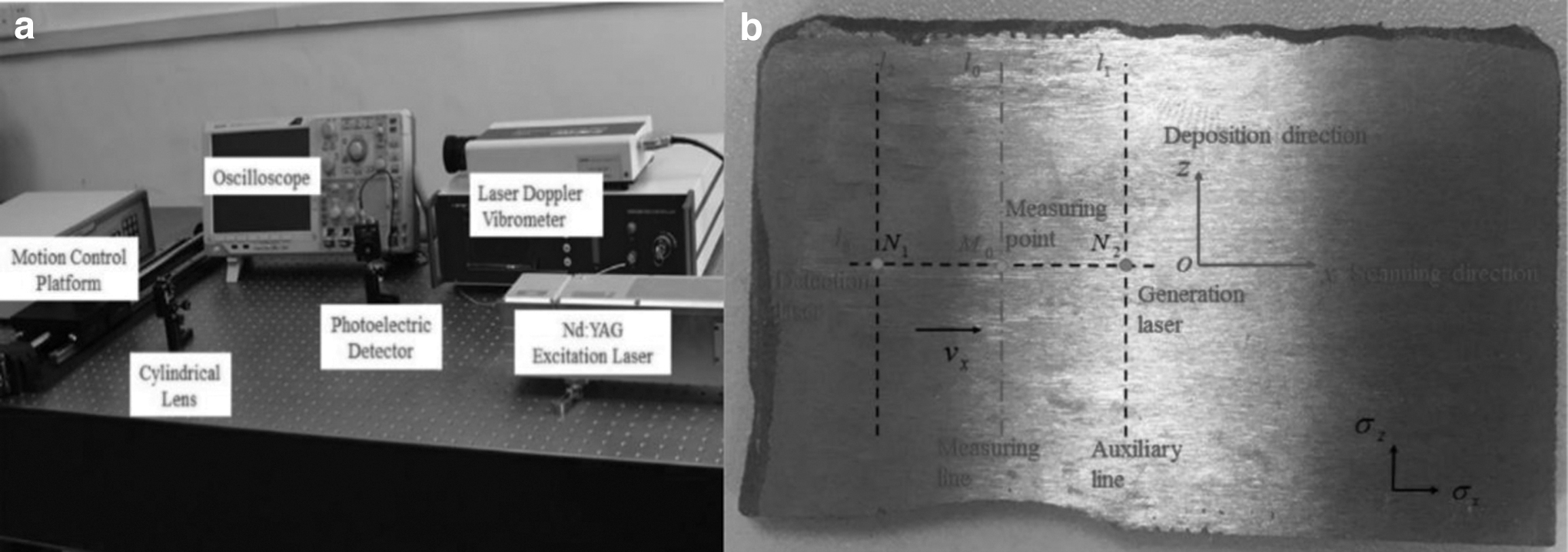
Laser ultrasonic system; right: experimental sample and layout of measuring line as measuring the velocity vx, M0 represents the measuring point, l0 represents the measuring line, l1, l2, and l3 represent the auxiliary lines, N1 and N2 are the positions of the laser.
The residual stress of TC4 samples is commonly tested by ultrasonic systems, and the time period and nondestructive nature of the detection improve the accuracy of the experimental data. To increase the strength of the detection signal received by the laser Doppler vibrometer, we mechanically polish the surface of the part. It is assumed that mechanical polishing does not change the stress state. The polishing process needs to be carefully controlled to ensure that excessive external forces do not affect the measured residual stress values. Typically, the thickness of the polished layer is less than one-tenth of the depth of incidence of the surface wave. Measuring the porosity of the sample using Archimedes yields an average value of 0.16%. The influence of porosity on the residual stress is neglected, because the research focuses on the measurement of macro residual stress, and the porosity of the samples is low. Figure 4 (right) shows that M0 represents the measuring point and all the measuring points are laid out on the measuring line l0.

The figure is the comparison of actual experimental results and finite element simulation of Gaussian heat source experimental results. The figure shows the residual stress results of the titanium alloy plate printed by the Gaussian heat source measured by the laser ultrasonic method and the residual stress results of the finite element simulation by the Gaussian heat source. down: The figure is the comparison of simulation results of different heat sources. Residual stress results from Gaussian and Bessel heat sources are shown in the figure. The validated finite element model was used for the simulation process.
N1 and N2 represent the positions of the detection and excitation laser, respectively. l1, l2, and l3 represent the auxiliary lines. It is noteworthy that the stress at the measuring point is actually the average value within the propagation distance of the surface wave.
This experiment uses a Gaussian heat source for additive manufacturing, and the obtained experimental work piece is shown in Figure 4. The residual stress inside the experimental work piece structure was measured by the laser ultrasonic method, and the Gaussian finite element simulation results were obtained. Comparing the heat source with the experimental results, it is found that the simulation results are in high agreement with the experimental results, and the correctness of the model has been verified. After verifying the accuracy of the model, changing the heat source function to adjust the energy distribution of the laser heat source has a good theoretical basis.
Now change in the heat source function of the model to simulate the LAM manufacturing process of the Bessel heat source, the simulation results are compared with the experimental results, as shown in Figure 4 (right) after cooling for 300 s.
Using the same and correct LAM finite element simulation model, the LAM machining process is carried out with different energy distribution heat sources. It is found that the residual stress field generated by the beam-shaped Bessel heat source after cooling for 300 s is significantly lower compared with the Gaussian heat source used for traditional additive manufacturing.
Results
During the LAM process, the temperature field changes rapidly so that residual stresses are created in the structure. Therefore, when we want to study the residual stress field, we need to study the temperature field at different times. We observe changes in the current temperature gradient to prepare for subsequent analysis of residual stresses. When the processing time of LAM is 10 s, 30 s, and 50 s, the temperature field generated by the additive manufacturing of Bezier heat source and Gaussian heat source is obtained, as shown in Figure 5.

Isothermal fields of Gaussian and Bessel heat sources for additive manufacturing at different times. Figures
With the passage of time, the temperature field in the LAM manufacturing process is constantly changing. When the temperature field generated by the Gaussian heat source is in the initial stage (t = 10 s), the relative distance between adjacent isotherms is relatively small, and the temperature gradient is high. As the processing progresses, the isotherm is gradually elongated, resulting in a higher temperature gradient, and the temperature peak of the machining center gradually increases.
Heat gradually accumulates inside the structure and cannot dissipate in time, resulting in high residual stress. In contrast, the temperature field generated by the Bessel heat source is basically similar to the Gaussian heat source in the variation of the isotherm spacing and the magnitude of the temperature gradient, but is intuitively different from the Gaussian heat source in the distribution of the temperature field. It is more concentrated and has a deeper depth of focus, which makes the radius of the temperature peak of the machining center lower. The Bessel beam has been proved to have excellent nondiffractive properties, and it can maintain its original propagation direction after passing through the object.
It ensures that during the LAM process, the Bessel heat source can concentrate a large portion of the energy in a circle with a very small radius, while the other parts of the heat source, except this circle, have less energy, which plays the role of maintaining the stability of the melt pool. 4 Based on the above conclusion, the depth of focus of the Bessel heat source is much higher compared with the Gaussian heat source. In addition, because the heat dissipation rate of titanium alloy is very low, the heat inside the part is difficult to be dissipated, while the heat on the surface of the part can be dissipated in time, and this leads to a large amount of heat concentrated inside the titanium alloy making the internal temperature higher than the external, making the overall temperature field look unusual. From the simulation results of this study, it can be seen that the temperature distribution area of the temperature field generated by the Bessel heat source is much larger compared with the Gaussian heat source, and the generated temperature gradient is low, which is extremely beneficial to the heat dissipation in the interior of the structure.
During the simulation, the power of the two heat sources is controlled to be the same, so that the peak temperature of the temperature field generated by the Bessel heat source is lower than that generated by the traditional Gaussian heat source.
In LAM, the study of residual stress is what we pay attention to. Among the four physical quantities that characterize stress (Mises, σ11, σ22, σ33), the principal stress along the scanning direction is the most important. The σ11 is treated as the most important performance parameter in the structure, so the following stress expressions are based on the σ11 expansion. The residual stress nephograms generated by the additive manufacturing of the Bessel heat source and the Gaussian heat source, respectively, are shown in Figure 6.
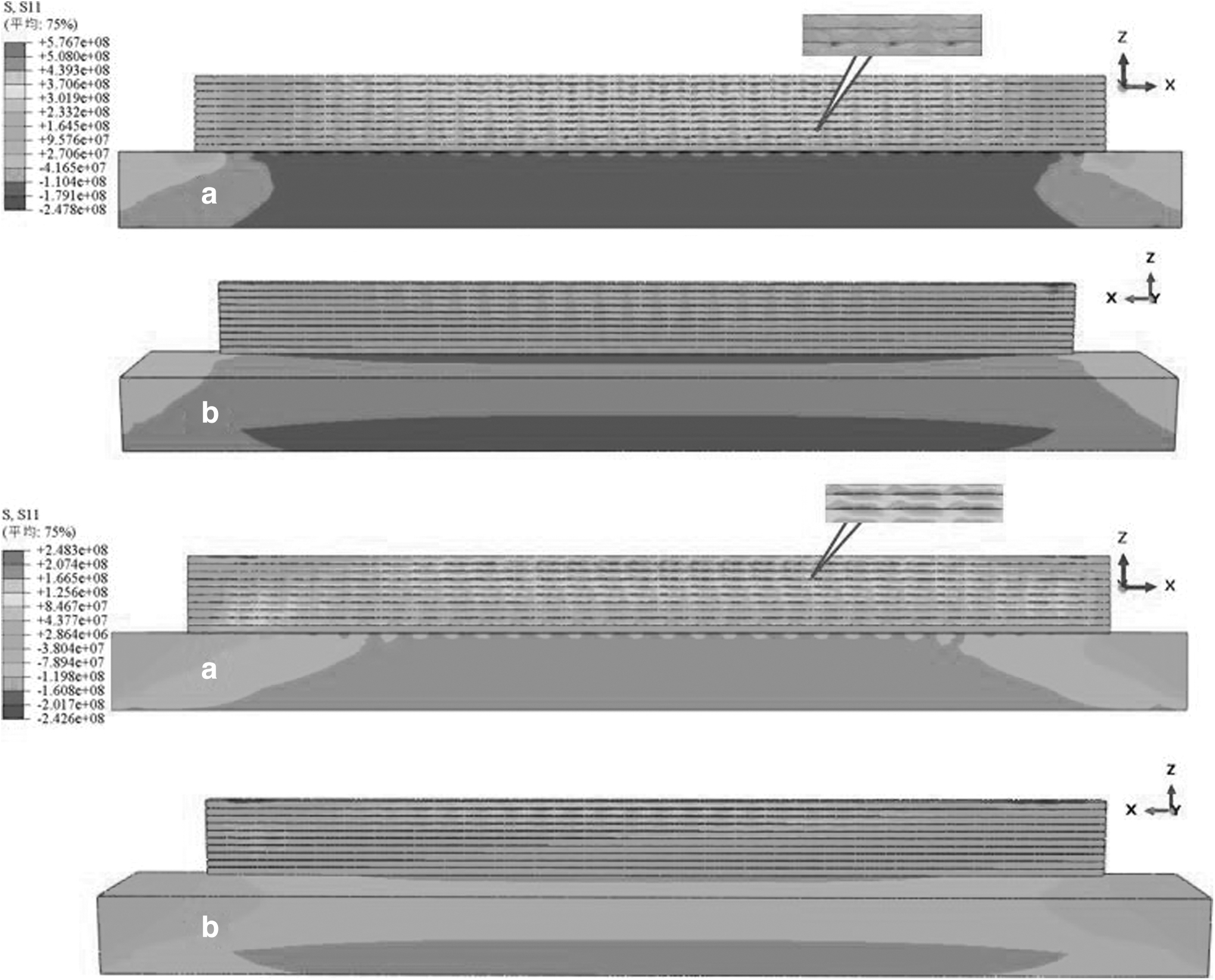
Residual stress field generated by LAM with Gaussian heat source and Bessel heat source. Figures
Comparing the residual stress field generated by the two laser heat sources, the residual stress field generated by the Gaussian heat source is compressive stress at both ends and tensile stress in the middle. The left and right corners of the residual stress field generated by the Bessel heat source and the bottom layer is compressive stress, and the middle is tensile stress, which is distributed in an inverted bowl shape. Compared with the Gaussian heat source, the residual stress field generated by the Bessel heat source is more uniform and more continuous. In the actual LAM processing, the laser power and the scanning speed are also very important parameters. The residual stress at each reference point of each layer is analyzed and the residual stress values at each point generated by two different laser heat sources are compared, as shown in Figure 7.
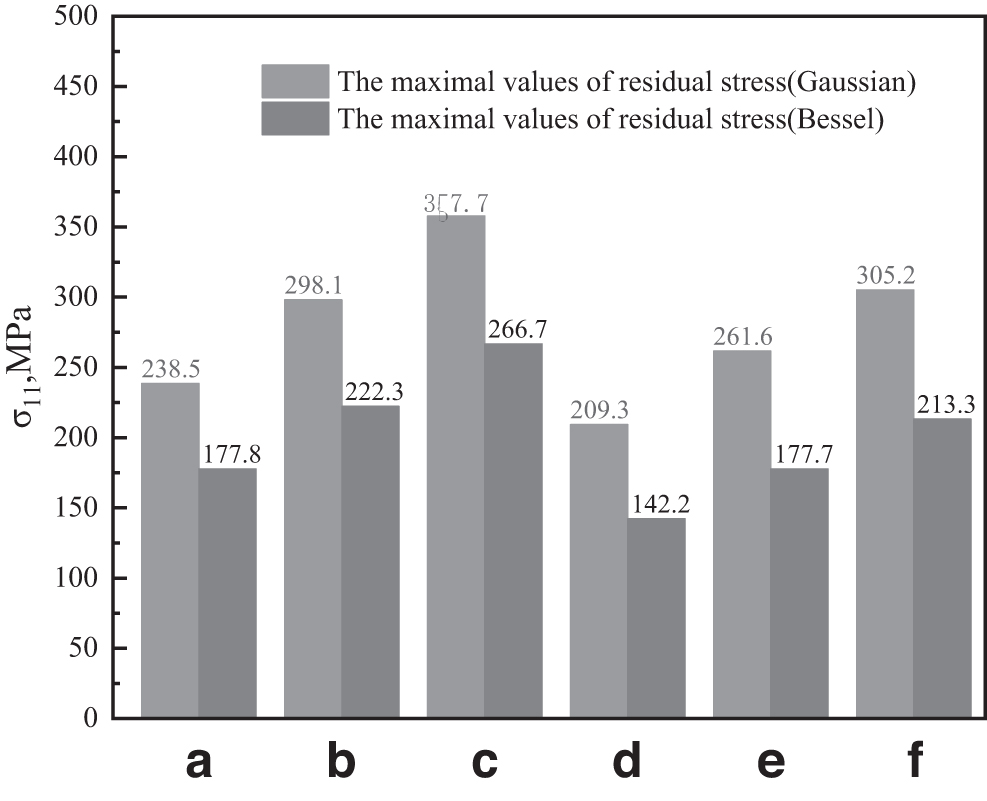
The maximal values of the residual stress in TC4TC11 alloy with different scanning parameters.
Figure 7 shows the maximal values of the residual stress in TC4TC11 alloy with different parameters. By query, the maximal value of each reference point, and comparing the Bessel heat source with the Gaussian heat source, it can be found that using the same printing parameters, the maximal residual stress generated by the Bessel heat source is significantly lower compared with the Gaussian heat source.
Compared with the traditional Gaussian heat source, the Bessel heat source can greatly reduce the residual stress generated in the LAM process. Under the same parameters, the maximal residual tensile stress is reduced by an average of 28.1%, which can greatly prevent the alloy from warping, twisting, or even cracking.
This article studies the residual stress field of the functionally graded material TC4/TC11 in the additive manufacturing of Bessel heat source and Gaussian heat source. The scanning speed used now is 10 mm/s, and the scanning time of one layer is 6 s, and the ambient temperature is 20°C, and the interval time of each layer is 1 s. Figure 8 shows the contrast results of residual stress distribution at different heat sources.

Comparison of residual stress fields produced by Gaussian and Bessel beam additive manufacturing of TC4/TC11 alloys. Laser power is 500 W and scanning speed is 10 mm/s. Figures
It can be seen from these figures that the residual stress of the structure increases with the increase of laser power, and there is a positive correlation between the two. With the progress of the LAM process, the number of processed layers increases, and the residual stress of the structure increases gradually with the increase of the number of layers. The reason is that traditional Gaussian beams are prone to diffraction during propagation, while Bessel beams provide a greater depth of focus due to their nondiffraction properties. During the processing of LAM, the Bessel heat source increases with the number of printing layers. The lower area is swept over and over again to make the overall temperature distribution more uniform and more continuous, preventing the generation of large temperature gradients. Because each layer is so thin that the printing thickness of each layer of the model is only 0.5 mm, it can ensure that the powder layer is fully melted and formed.
During the LAM processing of the heat source, the lower the cladding layer is, the more times it is scanned by the laser heat source, and the lower the temperature gradient is, the lower the residual stress field is. Form set A to set E, the lower the number of layers is, the smaller the residual stress phenomenon is.
From these figures, it can be seen that the residual stress of the structures fabricated by the Bessel heat source additively increases with the increase of the laser power. The relationship between the two is positively correlated, and increases with the increase of the scanning speed. The two are negatively correlated. They are basically consistent with the conclusion in Ref. 13 It is especially suitable for additive manufacturing of TC4/TC11 alloys as a processing heat source in LAM to avoid warping or twisting deformation of the alloy, or even cracking. The residual stress inside the structure can be reduced as much as possible through the laser power and the scanning speed of the laser heat source.
Conclusion
In the process of simulating LAM, the thermomechanical coupled finite element model based on the Bessel heat source is established. Compared with the traditional Gaussian heat source, the temperature gradient is smaller and the heat is distributed more evenly. Under the same laser power, the temperature field generated by the Bessel heat source has a larger depth of focus and a lower temperature peak.
The residual stress results are obtained using this model to simulate Bessel heat source. The results show that the Bessel heat source can effectively suppress the generation of residual stress in the additive manufacturing process. Compared with the traditional Gaussian heat source, the residual tensile stress is reduced by an average of 25.02%. The value of residual stress increases with the increase of the number of printing layers, increases with the increase of the laser power, and decreases with the increase of the scanning speed. The overall trend is that the two sides are compressive stress and the middle is tensile stress. Beam shaping is an effective method to control the residual stress of materials. It has a good reference significance for the preparation of functionally graded materials by LAM.
Footnotes
Authors' Contributions
Z.L.: Conceptualization, data curation, methodology, software, validation, formal analysis, investigation, and writing—original draft. C.Y.: Formal analysis and writing—original draft. H.Z.: Data curation. C.L.: Investigation. C.L.: Resources, supervision, funding acquisition. Y.Z.: Visualization, resources, writing—review and editing, and funding acquisition.
Author Disclosure Statement
The work presented here was performed in collaboration among all authors. Z.L. designed, analyzed, and wrote the article. C.Y., H.Z., C.L., C.L., and Y.Z. provided and analyzed the experimental data. All authors contributed to and approved the article.
Funding Information
This study is supported by the National Natural Science Foundation of China Project (Grant No. 51771051), the Natural Science Foundation of Liaoning Province Project (Grant No. 2021-MS-102), the Fundamental Research Funds for the Central Universities (Grant No. N2105021), and National Training Program of Innovation and Entrepreneurship for Undergraduates (Grant No. 220016).